


Overview
Source : Kerry M. Dooley et Michael g. Benton, département de génie chimique, Louisiana State University, Baton Rouge, Louisiane
Polymères fondus forment souvent dans des formes simples ou « extrudats », comme les pellets cylindriques, plaques planes ou canal, à l’aide d’une extrudeuse. 1 les polyoléfines sont parmi les plus courantes polymères extrudable. Extrusion implique le transport et l’alimentation solide, qui est parfois mélangée avec des matériaux non polymérique et la montée en pression et le transport de la fonte ou le mélange de fusion. Il est appliqué à des polymères thermoplastiques, qui déforment quand ils sont chauffés et reprendre leurs propriétés « sans débit » antérieures lorsque refroidi.
À l’aide d’une extrudeuse de laboratoire simples, sortie de l’effet des conditions sur le polymère de fonctionnement et chute de pression peut être examinée et les données résultantes peuvent être corrélées à l’aide de la « Loi de puissance » fond de modèle pour l’écoulement des polymères et des solutions. Ce modèle sert à intensifier le processus d’extrudeuses plus complexes. La relation entre les conditions d’exploitation et les déviations de comportement de déplacement théorique (« glissement ») et de la forme d’extrudat (« Houle die ») peut être déterminée.
Dans cette expérience, un polymère thermoplastique typique, tels qu’un polyéthylène haute densité (PEHD) copolymère (d’éthylène + une oléfine de chaîne plus longue) sera utilisé. La température de fonctionnement pour les zones de die et dépendent de la matière. Le débit peut être déterminé par pesée de la sortie de mourir à intervalles. Toutes les autres données nécessaires (vitesse de la vis, températures de zone, pression à l’entrée de la matrice) peuvent être lues depuis le tableau de bord.
Principles
Extrudeuses existent dans des conceptions simples et bi-vis, avec ce dernier étant plus couramment utilisées dans l’industrie. Extrudable polymères incluent PVC, polyéthylène, polypropylène, copolymères d’oléfine et l’ABS (acrylonitrile-butadiène-styrène). Des formes plus fines, tels que des films ou des parois minces (p. ex., bouteilles de lait) sont normalement formés par soufflage. Des formes complexes et épais, tels que des pièces de voiture de corps, sont normalement formés par moulage par injection. Cependant, extrudeuses sont toujours utilisés pour nourrir le polymère dans les moules d’injection.
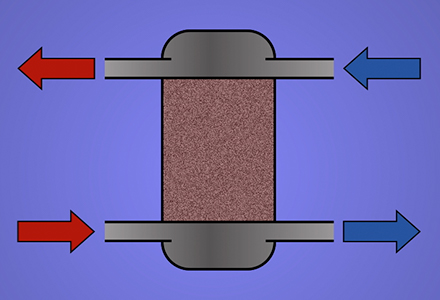
L’extrudeuse (Figure 1) se compose d’une chambre cylindrique (le « tonneau ») avec des éléments de chauffage résistif et une vis hélicoïdale qui tourne le long de l’axe central à l’intérieur. Canaux de l’écrou (entre les vols) est larges à la fin de la mangeoire pour promouvoir le mélange et la fusion, mais leurs largeurs baisse sur toute la longueur, à favoriser l’accumulation de pression dans le moule. Les vols augmentent également en hauteur, tel que l’espace libre entre le vol et le Canon est petit. La vis est conçue pour assurer le transport régulier depuis le chargeur, permettant la réduction du volume comme les plombs fondent, pression de s’accumuler et transportent le métal en fusion dans la filière.

La figure 1. Schéma de l’Assemblée de l’extrudeuse. TIC = régulateur-indicateur de température, PI = indicateur de pression. Le dé est cylindrique, 12,5 mm de long par 2 mm de diamètre intérieur.
Le comportement de l’écoulement d’un polymère fondre change avec la vitesse de cisaillement, la température et pression. La viscosité du fluide diminue avec l’augmentation du taux de cisaillement et la température - il n’est pas newtonienne. Cette propriété (« viscoélasticité ») est importante en termes de conception et de traitement. 1, 2
Le comportement viscoélastique des polymères fondus est décrite par le modèle de la Loi de puissance, qui contient deux constantes empiriques, le module de viscosité, met l’indice n. Le paramètre m est une fonction forte de la température, tandis que le paramètre n peut varier avec la température. Les paramètres peuvent également varier vitesse de cisaillement sur de grandes plages. Le modèle de la Loi de puissance pour la contrainte de cisaillement (écoulement dans la direction z, propagation de contraintes sur l’axe r) dans la matrice est :
 (1)
(1)
Lorsque cette équation pour le stress est remplacée dans l’équation de l’axe z du mouvement et seulement le τrz visqueux stress et z-pression dérivé retenu (les termes inertiels du côté gauche sont négligeables, car la plupart polymère s’écoule parce que les viscosités sont tellement élevés), il résulte une équation différentielle ordinaire qui peut être résolue pour donner :
 (2)
(2)
où ΔP est la chute de pression dans la filière, et L et R sont respectivement la longueur de mourir et le rayon.
Subscription Required. Please recommend JoVE to your librarian.
Procedure
Pour cette expérience, un copolymère thermoplastique typique (ExxonMobil Paxon BA50, température de fusion ~ 204 ° C) de polyéthylène haute densité (PEHD) plus une oléfine de chaîne plus longue va être expulsé à travers une filière cylindrique.
1. initialiser l’extrudeuse
- Tournez le pot d’échappement « ON » quand vous êtes prêt à mettre sous tension l’extrudeuse.
- Remplir la trémie et l’extrudeuse avec des granulés de polymère.
- Assurez-vous que l’interrupteur du moteur est « OFF ». Tournez l’interrupteur « ON ».
- Régler la température de mourir entre 220 et 250 ° C, la température de la zone 1 5 à 20 ° C au-dessus de la température de fusion et la température de la zone 2 entre la température de la zone 1 et la température de mourir en utilisant le haut/bas touches sur le panneau.
- Lorsque les températures de toutes les zones chauffées atteignent leurs valeurs de consigne, attendre pendant au moins 1 h pour faire fondre le polymère à l’intérieur de l’extrudeuse. C’est ce qu’on appelle la « chaleur-trempage », et il est critcally important car tout laissé en plein dans la fonte va exercer une pression trop élevée sur le dé, ce qui entraîne des flux instables.
2. fonctionnement de l’extrudeuse
- Allumez le moteur « » en utilisant les deux interrupteurs.
- Régler la vitesse désirée. Commencez avec un bas régime et augmenter progressivement le régime lorsque le polymère quitte le dé, jusqu'à ce que la vitesse désirée est atteinte. Une plage de vitesse de 10 à 100 tr/min est recommandée, mais cela est fortement dépendante de la température. Ne pas dépasser 3 000 psi pression de mourir sous aucun prétexte. L’ISP doit être < 2 500 lb/po2.
- Exécutez l’extrudeuse pour ~ 10 min après avoir atteint la vitesse désirée. Vérifier périodiquement la trémie pour assurer qu'il a granules de résine.
- Avant peser une casserole mesure pour prélèvement d’échantillons.
- Mesure du débit en coupe de l’extrudat avec des ciseaux et en recueillant ce qui sort de la matrice dans l’intervalle de temps mesuré dans le récipient de mesure. La matrice est extrêmement chaude et ne devrait pas être touchée sans gants de sécurité.
- Peser la masse de l’extrudat et mesurer le diamètre de l’extrudat ruban avec un micromètre.
- Mettez le moteur à une vitesse différente et attendre environ 10 min avant de recueillir des données.
- Si vous travaillez à plus d’une température de mourir, attendre 15 min après que la nouvelle température de die est atteinte avant la collecte de données. Abaisser la vitesse au départ si vous augmentez la température de mourir pour éviter de gaspiller polymère pendant la transition.
- Répéter les mesures de vitesse d’écoulement pour différentes conditions de fonctionnement.
3. arrêt de l’extrudeuse
- Après avoir collecté toutes les données souhaitées, désactiver « » les deux interrupteurs moteur de l’extrudeuse.
- Tourner à « OFF » l’interrupteur principal.
L’extrusion est un procédé industriel qui transforme des polymères et autres matériaux dans des formes déterminées, telles que les tubes et tuyaux pour des applications aussi diverses que des jouets et de pièces de voiture. Elle est étudiée à la petite échelle avant la conception de machines industrielles. Documents communs pour extrusion sont des copolymères polyoléfines et polyéthylène. Durant l’extrusion, la matière plastique thermique, appelée l’alimentation solide, est transportée, mélangée et fondue. La substance est passée par un moule appelé le dé, après quoi il se refroidit et se poursuit aux propriétés non pliable. Extrudeuses de laboratoire simples peuvent être utilisés pour étudier les différents paramètres influant sur la sortie de polymère à l’aide d’un modèle de loi de puissance. En outre, les relations entre les conditions d’exploitation et des déviations de comportement théorique, mais aussi de forme de l’extrudat, peuvent être établies. Cette vidéo illustre comment fonctionne une extrudeuse, comment le faire fonctionner et comment utiliser le modèle de loi de puissance pour évaluer le processus.
L’extrudeuse se compose d’une trémie, qui se nourrit dans les granules de polymère, un tonneau, composé d’une chambre cylindrique avec des éléments de chauffage résistif pour contrôler les zones de température différente et une vis hélicoïdale qui tourne autour de l’axe central. Les canaux de la vis sont plus larges dans la mangeoire pour promouvoir le mélange et la fonte. Toutefois, les canaux sont plus étroites et peu profondes le long de la vis. La vis est conçue pour assurer le transport régulier depuis le chargeur, tout en comptant pour la réduction de volume et accumulation et la pression à mesure que le flux de fond. Le comportement d’un polymère fondu dépend de la température, la pression et la viscosité, ce qui est le rapport entre la contrainte de cisaillement à taux de cisaillement. Pour la plupart des polymères, viscosité diminue avec la température et au cisaillement taux, ce qui les rend fluides non newtoniens. Plus précisément, les polymères fondus sont généralement viscoélastiques et leur débit est décrit par un modèle de loi de puissance. La Loi de puissance contient deux constantes empiriques. M est le module de viscosité et fortement dépendante de la température. Et n peut aussi varier avec la température. Les constantes de la loi pouvoir peuvent être calculées à partir le débit volumétrique, la pression et la géométrie. Le débit est établi en pesant sur deux intervalles de temps de sortie de la filière. Maintenant que vous savez comment fonctionne une extrudeuse, nous allons appliquer le modèle de loi de puissance dans une expérience réelle.
Le matériau thermoplastique utilisé dans cette expérience est un copolymère de polyéthylène de haute densité, qui contient des liens de l’éthylène et une oléfine à longue chaîne. Pour commencer, tournez le gaz d’échappement à on. Prendre des granulés de polymère et de remplir la trémie de l’extrudeuse. Assurez-vous que l’interrupteur du moteur est éteint et puis allumez l’interrupteur principal. Les réglages de température doivent être ajustées à la matière en cours d’utilisation. Régler la température de la zone un à environ 5 à 20 degrés Celsius au-dessus du point de fusion du polymère, qui est d’environ 200 degrés Celsius. Régler la température de la zone trois, qui est la température de la filière cylindrique, entre 220 et 250 degrés Celsius. Enfin, réglez la température de la zone deux entre les zones un et trois. Vérifiez la température de toutes les zones chauffées pour voir si ils ont atteint le point de consigne souhaité. Une fois que les seuils sont atteints, attendre pendant au moins une heure, une phase appelée chaleur-trempage. Chaleur-trempage assure la fusion d’un polymère solide résiduel, qui, autrement, peut exercer des pressions trop élevées sur le dé, ce qui entraîne des flux instables.
Tourner le moteur en marche. Régler la vitesse désirée à l’aide de l’interrupteur en commençant par le bas régime. Et augmentez graduellement la vitesse comme le polymère est vu quittant le dé jusqu'à ce que la plus basse vitesse désirée est atteinte. Ne pas dépasser 3 000 lb/po2 die pression. Exécutez l’extrudeuse pendant 10 minutes après que la vitesse désirée est atteinte. Vérifier périodiquement la trémie afin qu'il ait suffisamment granules de résine. Avant peser les casseroles à utiliser pour la collecte d’échantillons. Mettez des gants de sécurité. À l’aide de ciseaux, soigneusement découper l’extrudat très chaud dans un moule préalablement pondérée et peser la masse du polymère qui a été extrudé entre les intervalles de temps chronométré pour calculer le débit d’eau. Mesurer le diamètre de l’extrudat ruban avec un micromètre. Utilisez le régulateur de vitesse, ajuster la consigne à un nouveau réglage et attendre 10 minutes. Recueillir des données et des échantillons interprété auparavant. Pour obtenir l’ensemble des données à différentes températures, réduire la vitesse et utiliser les contrôleurs de température pour ajuster le point de consigne des zones. Attendre 15 minutes avant de prélever les échantillons.
Éteignez l’interrupteur du moteur extrudeuse tant l’interrupteur principal. En utilisant le taux de masse et la densité de fusion du polymère, calculer le débit volumétrique, Q. utiliser la Loi de puissance pour déterminer le module de viscosité, m et l’indice de pouvoir de droit, n, que mieux caractériser le matériau à une température donnée meurent. Le pivot entre ces deux équations est l’équilibre dynamique, qui porte la contrainte de cisaillement sur la chute de pression dans le Canon. Combiner ces trois équations dans une équation différentielle qui peut être résolu pour obtenir le débit volumétrique. Linéariser cette équation et utiliser la régression linéaire et non linéaire pour trouver m et n et comparer les résultats. Maintenant, nous allons analyser les données et examiner la façon dont il sera monté par le modèle de loi de puissance et s’il est compatible avec le modèle du tout.
La régression linéaire pour le modèle de loi de puissance est vu dans ce graphique, qui représente la relation entre la pression P et le débit Q. Le coefficient de détermination montre un bon ajustement. L’indice de pouvoir de droit, n et le module de viscosité, m, indiquer que c’est un Pseudoplastique, c'est-à-dire comme la majoration tarifaire de cisaillement, viscosité diminue. C’est plus de 10 millions de fois plus visqueux que l’eau à température ambiante et 10 000 fois plus visqueux que la glycérine. Le débit semble avoir quelque incidence légère sur le ratio de houle de mourir, mais pas sur le glissement de polymère. En résumé, il montre que le modèle de loi de puissance, en conjonction avec l’équation de quantité de mouvement, convenablement décrire l’écoulement de ce fluide non newtonien, indiquant les changements de débit et de la viscosité en réponse à la température et la vitesse de la vis.
Il existe diverses techniques d’extrusion qui sont utilisés dans les procédés de compétence industrielle et la recherche de benchtop de créer divers types de produits, allant des tuyaux et des plastiques aux biomatériaux. Extrudeuses convertissent des polymères dans des formes simples. Ils peuvent également mélanger additifs non polymérique pour le mélange de polymères. Des additifs sont ajoutés afin d’en modifier les propriétés mécaniques du produit final, souvent conférant plus de ténacité. Les exemples de plastifiants, antioxydants et flamme bromés. Les additifs inorganiques, tels que le talc ou carbone, sont d’une utilité limitée car ils fondre pas. L’extrusion est également la base pour l’impression 3D, un processus dans lequel une encre thermoplastique quitte provenant d’une buse et se dépose sur une surface en plusieurs couches pour créer un matériau en trois dimensions. Cette technique polyvalente est explorée dans les applications de la bio-ingénierie pour constructions bio-impression spécifique des tissus cellulaires. Une autre utilisation clée pour extrudeuses est de nourrir les produits à un moulage par injection, ce qui oblige le matériau dans une cavité de moule à l’aide de la pression. Il ressemble au moulage sous pression. Ce processus crée des produits plus spécialisés et est donc limité dans son champ d’application. En plus de tuyaux, tubes et matériaux d’emballage, extrusion est aussi couramment utilisée pour la transformation des aliments. Produits, tels que pain, pâtes, confiseries, céréales ou aliments pour animaux familiers, sont extrudés en grandes quantités. Produits riches en amidon sont couramment traitées en extrusion d’aliments en raison de leurs profils d’humidité et de la viscosité.
Vous avez juste regardé introduction de JoVE d’extrusion de polymère. Vous devez maintenant comprendre le processus d’extrusion, comment le débit, la vitesse et la température peuvent affecter le processus et comment appliquer le modèle de loi de puissance pour l’évaluer. Merci de regarder.
Subscription Required. Please recommend JoVE to your librarian.
Results
Le Q vs relation ΔP a été calculé en utilisant le modèle de la Loi de puissance, et ir prend une forme simple écoulement dans une conduite de géométrie simple, qui est en l’occurrence le dé. De l’écoulement, vitesse et des mesures de température, les constantes de la Loi de puissance et autres quantités, comme le cisaillement taux de cisaillement et degré de glissement ont été calculés. Des données représentatives et un ajustement aux 2 équation de régression linéaire sont indiquées à la Figure 2. Les données s’étend sur les plages suivantes : débit-masse = 11-28 g/min, vitesse de cisaillement (au mur) = 35-85 s-1, viscosité (au mur) = 760-460 PA.s.

Figure 2 : Résultats illustrant la relation entre la pression (P) et le débit (Q).
La régression linéaire ajustement était bonne (R2 = 0,9996). Toutefois, afin d’appliquer la régression linéaire d' équation 2 le log rapport de Q à Q0 (Q0 peut être n’importe quel point de données, mais le Q le plus bas a été utilisé ici) a régressé, qui a perdu un degré de liberté. Ce n’est pas le cas pour la régression non linéaire, ce qui indique que la régression non linéaire devrait donner un meilleur ajustement. L’index de la Loi de puissance et le module de viscosité ont été calculées depuis les données affichées. L’indice de pouvoir de droit (n) a été établie à 0,42 et le module de viscosité (m) a été établi à 2,2 x 10-2 MPa * sn.
Débit semble avoir un certain effet léger sur le ratio de houle de mourir. Cependant, augmentant le débit a eu aucun effet sur le glissement de polymère, au moins pour les données à la Figure 3.

Figure 3 : Relation entre le débit volumétrique (Q) et la vitesse en tr/min.
Subscription Required. Please recommend JoVE to your librarian.
Applications and Summary
Extrusion de polymère commence par la fonte des résines polymères qui entrent dans l’extrudeuse dans la trémie. Le débit du polymère fondu dépend de la viscosité (rapport entre la contrainte de cisaillement à taux de cisaillement) comportement de la substance. Le polymère laisse dans la filière et est en forme aux dimensions voulues. Le débit du polymère devrait suivre le modèle de la Loi de puissance.
Dans cette expérience, la mécanique du modèle de la Loi de puissance, y compris comment il est utilisé en conjonction avec l’équation de l’axe z du mouvement afin d’analyser l’écoulement d’un fluide non newtonien, et comment considérablement les flux et les viscosités changent en réponse à la vitesse de la vis et T étaient observée. Fluides viscoélastiques ont un indice de la Loi de puissance < 1 alors que pour les fluides Newtoniens, l’index est 1. Cela indique que la vitesse augmente, diminue la viscosité et moins de puissance/masse est nécessaire pour la fonte à l’écoulement.
L’extrusion est un processus primaire pour la création de nombreux types de tuyaux et de tubes, films, fil isolation, les revêtements et autres produits en plastique. 1 produits extrudable incluent polychlorure de vinyle (PVC), couramment utilisé pour les canalisations, de polyéthylène et de ses copolymères, qui souvent utilisé pour l’emballage, polypropylène, ABS, acétals et acrylique. 1
L’extrusion est un procédé efficace pour convertir des polymères dans des formes simples. Cependant, beaucoup d’extrudeuses également fonctionnent pour mélanger des matériaux non polymérisés avec des polymères. L’écoulement hélicoïdal à travers les vols favorise un mélange efficace. Ces additifs non polymérique comprennent plastifiants (composés organiques utilisés pour abaisser la viscosité et rendre le produit plus ductile), d’antioxydants et de flamme bromés. Des charges même inorganiques comme le talc, les argiles et les atomes de carbone peuvent être ajoutés, dans les limites (parce qu’ils ne fondent pas). Remplisseurs modifier les propriétés mécaniques du produit final, souvent conférant plus de ténacité.
Autres procédés d’extrusion, tels que l’extrusion de film soufflé et trop habillage d’extrusion, peuvent créer des produits uniques, mais ils sont plus spécialisés pour une gamme limitée de produits. Une utilisation clée pour extrudeuses est de nourrir les produits aux mouleurs de soufflage ou injection. Moulage par injection permet une grande variété de produits complexes, allant de pièces de corps et sous le capot de voiture aux jouets à engrenages. Trop de chemisage extrusion est utilisée pour enrober les fils électriques, tandis que l’extrusion de tubes (die annulaire) crée des canalisations industrielles et résidentielles. Feuilles de plastique sont créées par le flux à travers une filière qui ressemble à un cintre. 1
Extrudeuses sont aussi fréquemment utilisés dans la transformation des aliments. Produits tels que les pâtes, pain et céréales sont extrudés en grandes quantités. Amidons sont plus souvent traitées en extrusion d’aliments en raison de leur profil de contenu et de la viscosité de l’humidité. Le processus de fusion en extrusion plastique devient le processus de cuisson dans la production alimentaire. Autres produits alimentaires créés par extrusion sont des confiseries, pâtes à biscuits et les aliments pour animaux de compagnie.
Liste du matériel
| Nom | Compagnie | Numéro de catalogue | Commentaires |
| Matériel | |||
| Extrudeuse monovis | SIESCOR | vis de diamètre 3/4" , rapport L/D = 20 | |
| LLDPE | Dow | LLD2 | Autre polymère BA50, température de fusion = 191 °C, s.g. = 0,930 |
| Copolymère HDPE | ExxonMobil | Paxon BA50 | Température de fusion = 204 °C, s.g. = 0.949 |
| ¼ HP moteur à courant continu | MINARIK | Réducteur à vis sans fin unique de réduction, 31 : 1 ratio |
Subscription Required. Please recommend JoVE to your librarian.
References
- Principles of Polymer Processing, Z. Tadmor and C.G. Gogos, Wiley Intersicence, Hoboken, 2006 (Ch. 3, 4, 6, 9-10); Analyzing and Troubleshooting Single Screw Extruders, G. Campbell and M.A. Spalding, Carl Hanser, Munich, 2013 (Ch. 1, 3, A3).
- Transport Phenomena by R.B. Bird, W.E. Stewart, and E.N. Lightfoot, John Wiley, New York, 1960 (Ch. 2-3) and Process Fluid Mechanics by M.M. Denn, Prentice-Hall, Englewood Cliffs, 1980 (Ch. 2, 8, 19)