

Summary
Здесь мы представляем протокол производить длинные нити полидиметилсилоксан (PDMS) силикона, гравитация рисунок через печь. Волокна являются порядка сотен микрометров в диаметре и десятки сантиметров в длину и hydrophobically patternable через систему Arduino контролируемых коронным разрядом.
Abstract
Полидиметилсилоксан (PDMS) силикон является универсальным полимер, который легко не может быть сформирован в длинные нити. Традиционными спиннинг методы не потому, что PDMS не проявляют большой дальности текучесть плавления. Мы представляем усовершенствованный метод производить нити PDMS ступенчатыми температура профиль полимера как он cross-links от жидкости для эластомера. Путем наблюдения за его теплые температуры вязкость, мы оцениваем окно времени, когда его свойств материала исправимый чертеж в длинные нити. Волокна проходят через трубы высокой температуры печи, лечить их достаточно, чтобы быть найденным. Эти волокна составляет порядка сотен микрометров в диаметре и десятки сантиметров в длину, и даже длиннее и тоньше нитей возможны. Эти нити сохраняют многие свойства материала навалом PDMS, включая переключаемый гидрофобность. Мы продемонстрировать эту возможность с помощью метода патронирования автоматизированной коронным разрядом. Эти patternable силиконовые волокна PDMS находят применение в Силиконовой переплетений, газопроницаемой датчик компоненты и модели микромасштабной foldamers.
Introduction
Полидиметилсилоксан (PDMS) силиконовые является широко используемым материалом с многих производственных и исследовательских приложениях. Это тепло и влагонепроницаемые, электроизоляционное, гидрофобный, газа проницаемыми, еда Сейф, биосовместимых и гибкий с почти идеальной коэффициента Пуассона. Кроме того он легко может служить для размещения различных функциональных молекул, добавил до или после полимеризации1,2. Его поверхность легко изменяемые УВО, кислородной плазмы или коронного разряда для переключения его гидрофобность и побудить краткосрочных self адгезии3,4,5. В частности он также был использован в микрофлюидика6.
Нити PDMS особенно полезны в производстве ткет высокая площадь поверхности силикона, силиконовые волокна датчики7и силиконовой основе аддитивного производства материалов (3D печать). В нашей лаборатории мы используем hydrophobically рисунком нитей PDMS как платформы учиться складывать. Команда исследований накаливания конформационные статистики в водной среде через атермическими акустического возбуждения и съемочной системы сообщалось ранее8.
Формирование высокой пропорции нитей от PDMS через традиционные формы литья является сложной задачей. Нити имеют большие поверхности площадь и объем коэффициенты, которые усложняет релиз от плесени9. Исследователи имели успех, обрешетки PDMS с перевозчиком полимеров для непрерывного electrospinning в наноразмерных нити10,11,12, хотя результирующая нитей не являются чисто PDMS.
Преобладает производство метод производить macroscale нитей из других материалов включает в себя растягивая вязкой жидкости из резервуара через поры. Как правило вязкая жидкость является термопластичных или стекла, что жидкости при высоких температурах в водохранилище и охлаждает в (часто аморфный) твердых накаливания как она вытягивается через дымоход. Этот процесс иногда называется расплава спиннинг, и оно несовместимо с PDMS потому что PDMS не проявляют большой дальности текучесть плавления. Блок сополимеры силикона и альфа метил стирола было показано производить нити через расплава спиннинг, но опять же, результирующий нитей не чисто PDMS13.
Метод, который мы приводим здесь сродни расплава спиннинг, за исключением относительная температура водохранилища и дымоходов включены. PDMS является жидкости в резервуаре комнатной температуре, как он еще не завершил сшивки. Вязкость PDMS варьируется как силиконовые масла сшивки с отвердителя, процесс, который может быть термически ускорен. Прежде чем поместить его в водохранилище, мы тепло отверждения PDMS, пока достигнет вязкость, подходит для длительного гравитации капает, то вылечить его пост капельно через горячие трубчатая печь в дымоходе. Этот подход несколько сопоставим с «сухим спиннинг», в котором полимеров растворяются в летучих растворителей, которые испаряются во время рисования.
Насколько нам известно единственным сообщил метод производства длинные нити чистого PDMS является нашей предыдущей публикации8 . Метод, представленный здесь является значительное улучшение на оригинальный подход, с целью сведения к минимуму искусства этого процесса. Прежде всего путем измерения вязкости во время стадии предварительного лечения и периодов времени охлаждения, мы имеем возможность экспериментально доступным окно накаливания spinnability отчетов. Мы также ввести средства производства повторяемые, локализованные поверхностных модификаций на нити через Arduino контролируемых corona, кучность системы, позволяя продольной гидрофобные патронирования вдоль нити накала.
Protocol
1. PDMS нитей
- Сборка печи и экструзии
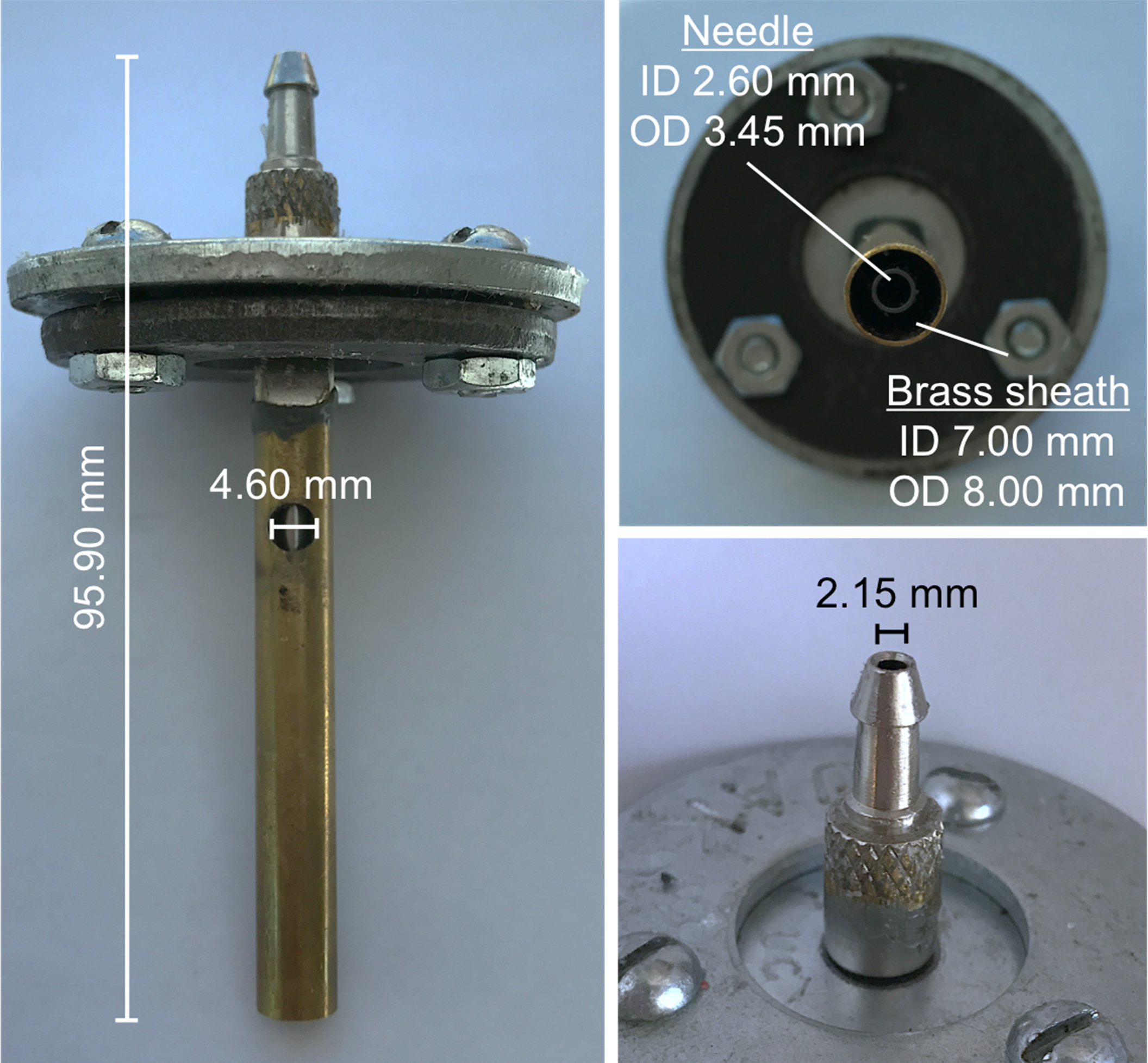
- Прикрепить 1,59 мм внутренний диаметр Высокотемпературный силиконовый резиновой трубки для подачи воздуха дом через дозирующего клапана (см. Рисунок 1). Подключите другой конец шланга к экструзии адаптер, состоящий из оболочки вокруг 1,08 мм радиус открытия, которая будет производить стабильный вниз воздуха вокруг нити накаливания (например, пользовательские механически обработанный латунный ножен на воздуха приблизительно 1,4 Л/мин ; Смотрите Дополнительные рисунок 1 для характеристики).
Примечание: Желательно производить нити в среде уменьшение воздушного потока с огнетушителем поблизости. - Покрытие поверхности ниже цилиндрические трубки керамические печи (например., внутренний диаметр 17 мм, Длина 107,7 мм) с фольгой, чтобы захватить любой избыток PDMS.
- Подключите адаптер экструзии выше вертикальной трубчатая печь, центрирующее отверстие печи и выравнивания печи так накаливания будет проходить через.
- Подключите экструдера к экструзии адаптер через высокой температуры силиконовая резина полу очистить трубы.
- Топить печь до тех пор, пока внутренняя температура составляет около 250 ° C как измеряется инфракрасный термометр, с помощью переменной трансформатора для регулирования температуры.
- Переместите печи из-под экструзии адаптер, так что экструзии адаптер не нагревают до накаливания производства.
- Прикрепить 1,59 мм внутренний диаметр Высокотемпературный силиконовый резиновой трубки для подачи воздуха дом через дозирующего клапана (см. Рисунок 1). Подключите другой конец шланга к экструзии адаптер, состоящий из оболочки вокруг 1,08 мм радиус открытия, которая будет производить стабильный вниз воздуха вокруг нити накаливания (например, пользовательские механически обработанный латунный ножен на воздуха приблизительно 1,4 Л/мин ; Смотрите Дополнительные рисунок 1 для характеристики).
- Частично до отверждения PDMS
- Разогрейте одноразовые образец трубки 65.0 ° c в вискозиметром с контролем температуры. Используйте соответствующие вискозиметра и шпинделя, таким образом, что одно может измерить вязкость в диапазоне 200-10000 МПа·с.
- Тщательно смешайте 18.0 g PDMS базы с 1.8 g его отвердителя в лодке весят и поместите смесь в комнатной температуре (RT) вакуумного эксикатора за 15 минут или до тех пор, пока остаются без пузырей. Вент Эксикатор периодически для поп пузыри на поверхности.
Примечание: Следующие сроки предполагает использование PDMS базы и отверждения агента, указанные в Таблице материалов. - Залейте 17,7 г смеси в разогретой образец трубки на столешницу (некоторые теряется для адгезии к лодки весят). Повторно вставьте образец трубки вискозиметра.
- Возьмите измерения вязкости один раз в минуту, сохраняя вискозиметр, медленно спиннинг (5 оборотов в минуту).
- Когда вязкость достигает 4000 МПа·с, удалить образец трубки с помощью плоскогубцев и сразу же влить в комнатной температуре экструдера. Производят нитей в окно времени, который начинается приблизительно 4,5 мин от отвода тепла и длится в течение последующих 4 мин.
- Экструзия PDMS формы нитей накала
- Во время задержки убедитесь, что печь при температуре 250 ° C с использованием инфракрасный термометр.
- Около 4 мин после снятия трубки вискозиметра, на пример перемещения печи обратно под экструзии адаптер и выравнивание внутренней иглы адаптер экструзии с трубчатая печь с использованием тепла Сейф перчатку.
- Периодически, поверните винт на экструдер, позволяя устойчивый поток PDMS капать через печь.
Примечание: Если капельки формируют вместо нитей, подождите 30 s для дальнейшего лечения RT и повторите попытку. Постоянный крутящий проталкивает PDMS печи слишком быстро. Как правило небольшие вспышки могут обрабатываться выключение печи и использованием непроводящих палку выбить любой застройки PDMS из печи.
Предупреждение: Если PDMS капает на стенах или верхней части печи, существует возможность вспышки. - После того, как поток PDMS начинает редеть, твист экструдер дополнительные половины революции. Каждое судебное разбирательство имеет около 16 витков, с использованием заданного экструдера.
- Соберите нитей на деревянные палочки под печи после каждого твист и заложить их через деревянные стойки для завершения лечения для приблизительно в 12 ч.
2. структурирования поверхности PDMS нитей с компьютерным управлением коронного разряда
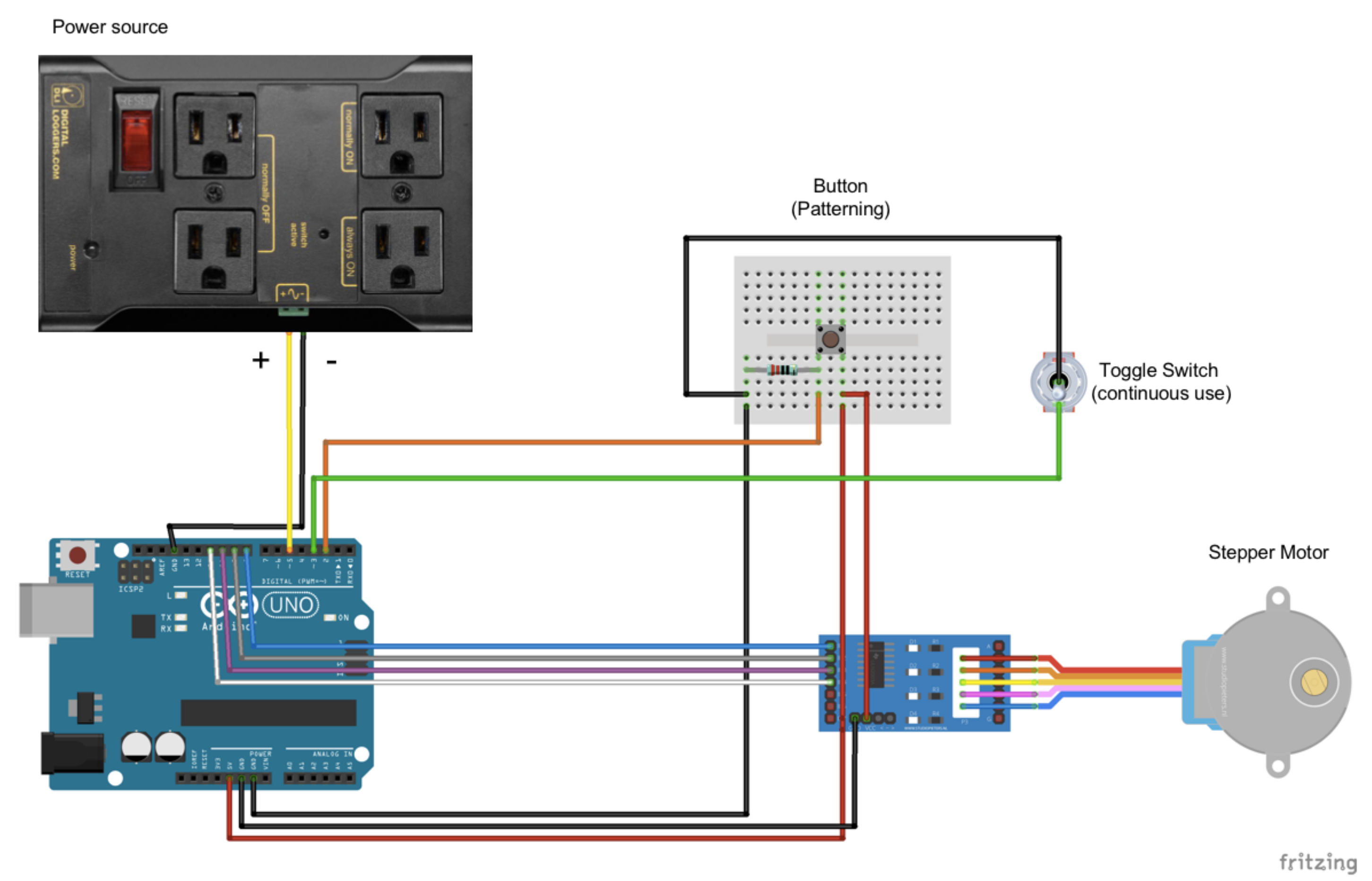
- Система управления Arduino контролируемых накаливания позиционирование и коронным разрядом: собрать открытым исходным кодом Arduino микропроцессорным управлением шаговый двигатель, который тянет накаливания под коронного разряда устройства в электрической схеме в дополнительный Материалы. Загрузите код заказного Arduino в дополнительных материалах к системе.
- Кучность накаливания поверхности с устройством
- Введите нужный шаблон в код (массив «План») и загрузить его на Arduino через USB.
- Вымойте вылечить накаливания с лаурилсульфат натрия 1% и ополосните чистой водой чрезмерным. Сухие накаливания с воздухом.
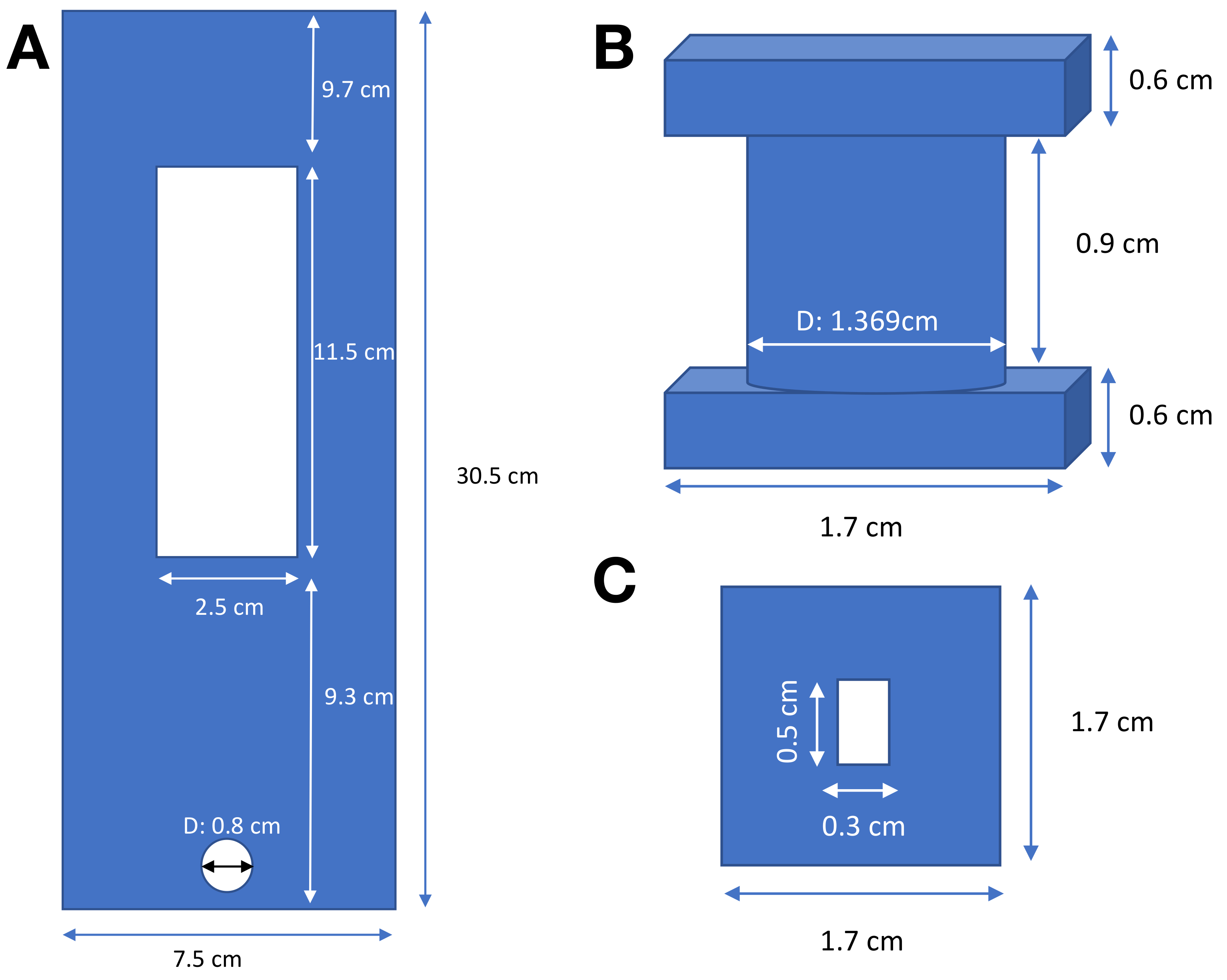
- Место накаливания на электрически-проведение плиты с вырезом (например., лазерная резка акрила, см. Дополнительные рисунок 3а) накаливания может быть приостановлено в воздухе, что позволяет. Использование двухсторонней ленты для обеспечения нити накала на плиту.
- Установите плиту вентилируемых коронного разряда между акриловой треков и убедитесь, что это уровень. Место неподвижной металлические плита под акрил, совместив накаливания вдоль края металлические плита.
- Место коронным разрядом электрода (например, весной электрода) примерно в 3 мм выше накаливания и подключите к розетке, Arduino контролируемых Корона молниеотвода.
- Галстук непроводящих линии для круговой вырез на Акриловые плиты. Придерживаются другой конец линии для Arduino контролируемых шагового электродвигателя (см. дополнительный рисунок 3BC).
- Нажмите кнопку в контуре Arduino начать патронирования запрограммирован кодом. Коронный разряд является продюсером низкий текущее электрическое поле 4.5 МГц с выходным напряжением 10-40 кв, изменяющий поверхности PDMS для визуализации гидрофильные.
Предупреждение: Текущий низкий, но устройство производит озона и ультрафиолетового излучения в воздухе. Предпочтительно используйте в вытяжного шкафа, за вентилируемые акриловый щит.
Representative Results
Метод (рис. 1) успешно производит нити около 200 мкм в диаметре (рис. 2) и различной длины 10 см по распоряжению. больше нитей могут производиться путем повышения рисования аппарат и средняя накаливания диаметры может варьироваться от 50-300 мкм в перспективе. Волокна, гибкие и надежные, и их модуль упругости сопоставима с массовых PDMS8. В этом протоколе рабочее время между предварительной вулканизации PDMS и рисование нитей удобно достаточно долго, для транспортировки материала (рис. 3).
Гидрофобность, кучность через коронного разряда могут быть проверены через капли контактных углов. Контактный угол анализ осложняется цилиндрическую форму нити накала; капельки могут образовывать симметричный баррель формы или асимметричные оболочки форме14. Для наших нитей, используя 1 мкл капельки воды, эти две формы соответствуют Корона лечение гидрофильные поверхностей и неочищенных гидрофобные PDMS, соответственно (рис. 4).

Рисунок 1: схема метода производства накаливания. Дегазации, cross-linking PDMS нагревается при 65 ° C до тех пор, пока ее вязкость достигает 4000 МПа·с. Он затем охлаждается и переведен в экструдере, которая толкает материал через отверстие вниз обшивается воздуха потока, а затем через трубчатая печь до собирают как нитей. Пожалуйста, нажмите здесь, чтобы посмотреть большую версию этой фигуры.

Рисунок 2: гистограмма накаливания шириной от демонстрации метода. Ширина составляет см нити 6 нитей, Общая длина которых было около 80 см. нити были просканированы планшетный сканер и анализируемой пользовательских скриптов Octave15. Врезные: образ представителя расширенного накаливания рядом с правителем. Пожалуйста, нажмите здесь, чтобы посмотреть большую версию этой фигуры.

Рисунок 3: PDMS вязкость против. время. Измерения вязкости (на 5 мин) дегазацию PDMS базы и отверждения агента как функцию от времени, с различных температурных профилей. Постоянное отопление (серые алмазы) — на 65 ° C, демонстрируя быстрый рост в вязкости. В 65 ° C, до удаления до комнатной температуры, когда вязкость достигает 4000 МПа·с, в описанный выше метод черный данных точек. Красный данных точки представляют того же образца вязкости после охлаждения до 25 ° C. Разрыв в данных происходит во время вискозиметра охлаждается до 25 ° C с поток ледяной воды. Голубой окно — время, когда производство накаливания происходит согласно методу. Пожалуйста, нажмите здесь, чтобы посмотреть большую версию этой фигуры.

Рисунок 4: Hydrophobically рисунком накаливания. (A) накаливания был рисунком с попеременного гидрофобность, каждые 2 см, с помощью метода Arduino контролируемых Corona описано выше и визуализированы с 1 мкл капельки воды. (B) капельки принять конформации баррель (справа) в зависимости от накаливания местных гидрофобность14или оболочки (слева). Контактные углы оболочки оцениваются непосредственно, в то время как Вселенский эквивалент контактные углы на ствол капли определяются фитинга аналитического решения8. Пожалуйста, нажмите здесь, чтобы посмотреть большую версию этой фигуры.

Дополнительные рисунок 1: размеры адаптера экструзии с воздуха оболочкой. Пожалуйста, нажмите здесь, чтобы посмотреть большую версию этой фигуры.

Дополнительные рисунок 2: схема для Corona patterner. Коронный разряд устройство подключено к источнику питания ретрансляции. Нить накала загружается на подносе,-проведение проволока придает шагового двигателя через шпиндель (Дополнительные рис. 3). Шаблон загружены на микропроцессор Arduino на нижней левой. Пожалуйста, нажмите здесь, чтобы посмотреть большую версию этой фигуры.

Дополнительная цифра 3: схема частей для нити patterner. (A) лоток с отверстием, где накаливания приостанавливается. (B) шпиндель для непроводящей провода подключения шагового двигателя к лоток через отверстие 0,8 см. (C) снизу вид шпинделя, показаны адаптер вала шагового двигателя. Мы изготовлены все части от лазерного надреза 3,2 мм акрил, который был склеены вместе при необходимости. Пожалуйста, нажмите здесь, чтобы посмотреть большую версию этой фигуры.

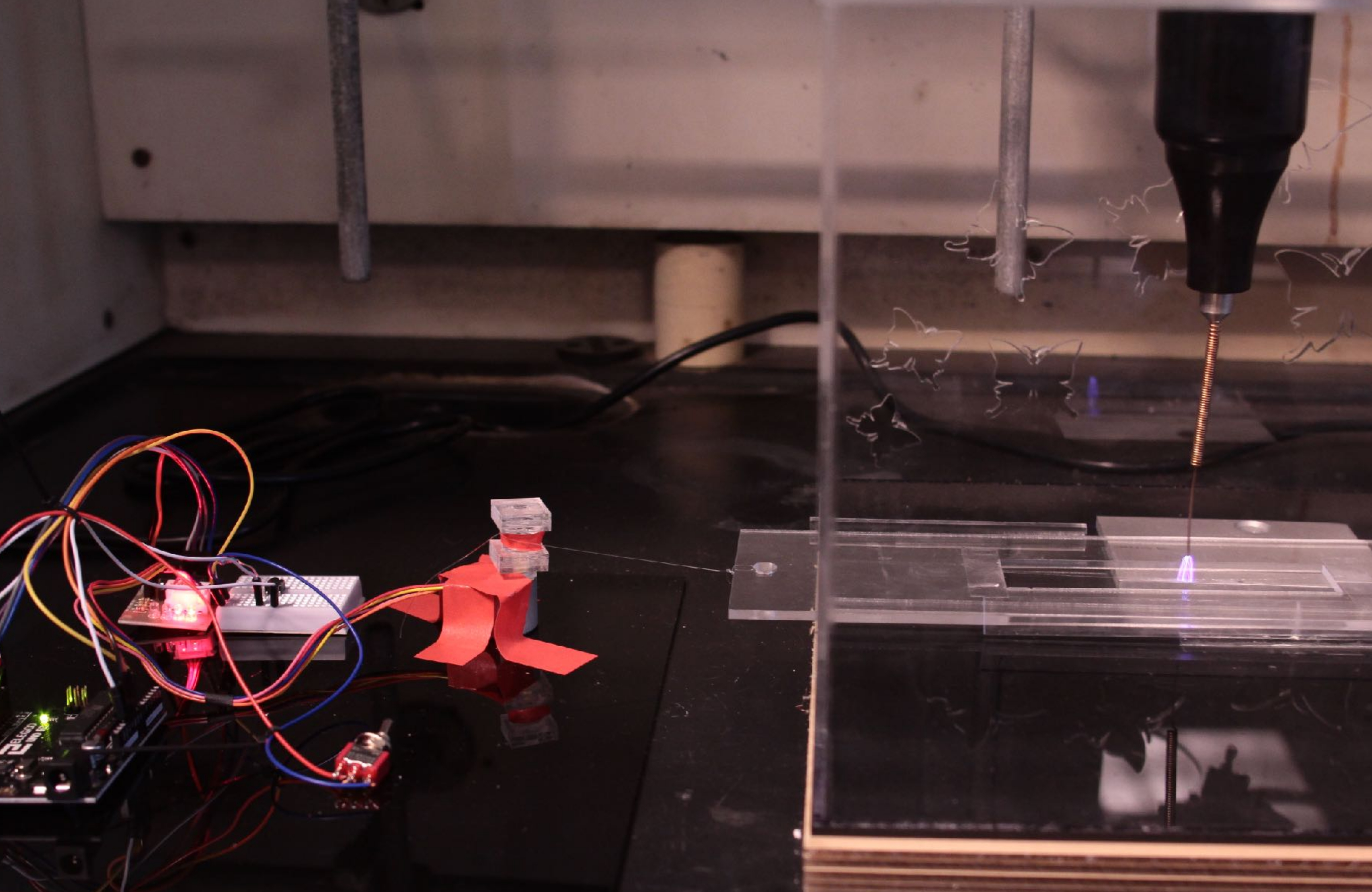
Дополнительные рисунок 4: изображение нити patterner. Пожалуйста, нажмите здесь, чтобы посмотреть большую версию этой фигуры.
Discussion
Основой этого метода является управление свойства материала отверждения PDMS, поэтому они подходят для гравитации. Гравитация рисования капельки на стабильной нити регулируется три безразмерные параметры16. Они касаются капелька инерции относительно гравитации (Фруд), поверхностное натяжение (Вебер) и вязкость (Reynolds). Важнейшим шагом сшивки PDMS до тех пор, пока он экспериментально подтверждают стабильное расширение за наш метод наиболее резко изменяет свою число Рейнольдса, сокращение более чем на порядок величины, от 0,83 до 0,07. В отличие от следующего по величине изменения в одном из других безразмерных параметров является Вебер номер, который просто удваивает. Это поддерживает использование вязкости как чувствительных прокси для отслеживания PDMS spinnability.
Критических улучшение над нашей ранее метода производства накаливания является, что профиль вязкости во время протокол используется для определения экспериментальных рабочего времени. Чтобы определить ограничения метода, мы предварительно вылечить партии PDMS в протокол, удалены от жары и взял измерений вязкости при комнатной температуре, как PDMS продолжение сшивки. В результате вязкость профиль (рис. 4) свидетельствует о том, что окна для spinnability резко расширяется, удалив PDMS из 65 ° C подогревом вискозиметра. Наш протокол включает в себя удаление PDMS до входа в spinnability окно, а затем позволяет образца продолжать сшивки около 4,5 мин, как он остынет до комнатной температуры. Впоследствии экспериментатор имеет около 4 мин нарисовать его, прежде чем текущие сшивки оказывает PDMS больше не катры.
Метод, как показано легко производит волокна с диаметром порядка 100 мкм и длиной порядка 0,5 м. Длина нити ограничен доступной пространства под экструзии и трубчатая печь. Разумные модификация метода бы установить его в более дымохода производить больше нитей. Изменения, которые мы еще не исследовали механически потянув нитей не полагаясь на падение гравитации, который может принести тоньше нитей.
Важнейшим шагом к hydrophobically кучность накаливания является воздействия коронного разряда в условиях окружающей среды. Это вносит некоторую двусмысленность, как форма/интенсивности разряда зависит от условий окружающей среды и местных проводимости. Это могут быть настроены путем размещения заземленной проводников под нити накала, а также регулировка напряжения устройства Корона (10-40 кв). Механизм, Корона поверхности-модификации является вероятно электрона передачи энергии лизировать PDMS боковых цепей и позвоночника. Чтобы разорвать эти облигации, электроны потребуется меньше энергии, чем средняя энергия, необходимая для производства диэлектрического барьерного разряда17. Таким образом наблюдаемый разряд, который обволакивает накаливания может производить модификации поверхности и может быть легко протестированных через воды капля контактный угол измерения.
Этот метод позволяет сравнительно легким производство силиконовые PDMS филаментов и последующих комплекс гидрофобные кучность. Первоначальная цель-производить модели foldamer системы, в которых гидрофобные шаблоны могут быть спроектированы для производить наблюдаемых накаливания складной пути и складчатых структур. Этот стенд может предоставить обобщаемым Дизайн правила для техники складывания пути. Эти волокна также могут иметь материал приложения как часть гидрофобные или химически активных ткет через растворителя опухоль, или в использовании реактивных соединений, приостановлено в газопроницаемой PDMS.
Disclosures
Авторы не имеют ничего сообщать.
Acknowledgments
Авторы с благодарностью признать, понимание и помощь от W. Кук, S. J. S. Рубин, J. Zehner, C. Barraugh, C. Фукусима, м. Mulligan, м. Keckley и A. Bosshardt и финансовой поддержке Фонд Роуз холмы и Джонсон летних студенческих исследовательских грантов. Авторы также признают предварительные работы по вязкости как средство отслеживания силиконовые полимеризации студентами передовые лаборатории химии (осень 2017).
Materials
| Name | Company | Catalog Number | Comments |
| 2 part PDMS Silicone | Dow Corning Sylgard 184 | 4019862 | |
| Thermosel | Brookfield | HT-110 115, HT-115A DP | |
| viscometer | Brookfield | RVT115 | |
| Disposible sample chamber | Brookfield | HT-2DB-100 | |
| Disposible spindle | Brookfield | SC4-27D-100, SC4-DSY | |
| Extruder | Makin's | 35055 | |
| High-temperature silicone tubing | McMaster-Carr | 51135K16 | |
| Cylindrical Tube heater (Ceramic) | Ours is a custom: 17.0 mm inner diameter, 38.7 mm outer diameter, 107.7 mm length, 150 Ohm. Companies include Watlow and Omega. Critical design considerations: smaller inner diameters will require better furnace-filament alignment, longer tubes should also be sufficient. | ||
| Variable Transformer for heater | Variac | 3PN1010 | |
| Metering valve | Swagelok | SS-2MA1 | |
| Corona Discharge Device | Electro-Technic | BD20A | |
| Arduino Kit | Elegoo | EL-KIT-003 | |
| Nylon Fishing Line | EoongSng | B075DYVC3F | |
| Pasta Drying Rack | Norpro | B00004UE7U | |
| Infrared thermometer | Nubee | 81175535214 | |
| Flatbed scanner | Canon | CanoScan 9000F MKII |
References
- Bossi, M. L., Daraio, M. E., Aramendı́a, P. F. Luminescence quenching of Ru (II) complexes in polydimethylsiloxane sensors for oxygen. Journal of Photochemistry and Photobiology A: Chemistry. 120 (1), 15-21 (1999).
- Toepke, M. W., Beebe, D. J. PDMS absorption of small molecules and consequences in microfluidic applications. Lab on a Chip. 6 (12), 1484-1486 (2006).
- Haubert, K., Drier, T., Beebe, D. PDMS bonding by means of a portable, low-cost corona system. Lab on a Chip. 6 (12), 1548-1549 (2006).
- Bhattacharya, S., Datta, A., Berg, J. M., Gangopadhyay, S. Studies on surface wettability of poly (dimethyl) siloxane (PDMS) and glass under oxygen-plasma treatment and correlation with bond strength. Journal of Microelectromechanical Systems. 14 (3), 590-597 (2005).
- Efimenko, K., Wallace, W. E., Genzer, J. Surface modification of Sylgard-184 poly (dimethyl siloxane) networks by ultraviolet and ultraviolet/ozone treatment. Journal of Colloid and Interface Science. 254 (2), 306-315 (2002).
- Johnston, I. D., McCluskey, D. K., Tan, C., Tracey, M. C. Mechanical characterization of bulk Sylgard 184 for microfluidics and microengineering. Journal of Micromechanics and Microengineering. 24 (3), 035017 (2014).
- Xue, R., Behera, P., Xu, J., Viapiano, M. S., Lannutti, J. J. Polydimethylsiloxane core–polycaprolactone shell nanofibers as biocompatible, real-time oxygen sensors. Sensors and Actuators B: Chemical. 192, 697-707 (2014).
- Kiessling, R., et al. Gravity-Drawn Silicone Filaments: Production, Characterization, and Wormlike Chain Dynamics. ACS Applied Materials & Interfaces. 9 (46), 39916-39920 (2017).
- Roca-Cusachs, P., et al. Stability of microfabricated high aspect ratio structures in poly (dimethylsiloxane). Langmuir. 21 (12), 5542-5548 (2005).
- Yang, D., et al. Electrospinning of poly (dimethylsiloxane)/poly (methyl methacrylate) nanofibrous membrane: Fabrication and application in protein microarrays. Biomacromolecules. 10 (12), 3335-3340 (2009).
- Niu, H., Wang, H., Zhou, H., Lin, T. Ultrafine PDMS fibers: preparation from in situ curing-electrospinning and mechanical characterization. Rsc Advances. 4 (23), 11782-11787 (2014).
- Ramakrishna, S., et al. Electrospun nanofibers: solving global issues. Materials Today. 9 (3), 40-50 (2006).
- Blyler, L. L. Jr, Gieniewski, C. Melt spinning and draw resonance studies on a poly (α‐methyl styrene/silicone) block copolymer. Polymer Engineering & Science. 20 (2), 140-148 (1980).
- Carroll, B. J. The accurate measurement of contact angle, phase contact areas, drop volume, and Laplace excess pressure in drop-on-fiber systems. Journal of Colloid and Interface Science. 57 (3), 488-495 (1976).
- Eaton, J. W., Bateman, D., Hauber, S., Wehbring, R. GNU Octave version 4.2.2 manual: a high-level interactive language for numerical computations. , Volume 4.2.2 (2018).
- Ziabicki, A. Fundamentals of fibre formation: the science of fibre spinning and drawing. , John Wiley & Sons, Ltd. (1976).
- Haji, K., Zhu, Y., Otsubo, M., Honda, C. Surface modification of silicone rubber after corona exposure. Plasma Processes and Polymers. 4 (S1), S1080 (2007).

{kind=link}
{kind=link}
{kind=link}
{kind=link}