

Summary
Aquí, presentamos un protocolo para producir los filamentos largos de silicona polidimetilsiloxano (PDMS) por gravedad-dibujo a través de un horno. Filamentos son del orden de cientos de micrómetros de diámetro y decenas de centímetros de longitud y hydrophobically patternable mediante un sistema controlado por Arduino descarga de corona.
Abstract
Polidimetilsiloxano (PDMS) la silicona es un polímero versátil que no puede ser formado fácilmente en filamentos largos. Métodos de hilado tradicional fallan porque PDMS no exhibe largo alcance fluidez en fusión. Presentamos un método mejorado para producir filamentos de PDMS con un perfil de temperatura escalonada del polímero como mezcla de un líquido a un elastómero. Mediante el control de la viscosidad de temperatura de caliente, se estima un período de tiempo cuando sus propiedades materiales son modificable al dibujo en filamentos largos. Los filamentos pasan por un horno de tubo de alta temperatura, curarlas lo suficiente para ser cosechada. Estos filamentos son del orden de cientos de micrómetros de diámetro y decenas de centímetros de longitud, y aún más largos y más delgados filamentos son posibles. Estos filamentos retienen muchas de las propiedades materiales del bulto PDMS, incluyendo hidrofobicidad conmutable. Demostramos esta capacidad con un método de diseño automatizado de descarga de corona. Estos filamentos de silicona PDMS patternable tienen aplicaciones en tejidos de silicona, los componentes del sensor gas-permeable y modelo microescala foldamers.
Introduction
Polidimetilsiloxano (PDMS) de silicona es un material ampliamente utilizado con muchas aplicaciones de fabricación y de investigación. Es el calor y resistente al agua, eléctricamente aislante hidrofóbico, gas permeable, alimentario, biocompatible y flexible con un cociente de Poisson casi ideal. Además, puede fácilmente servir como anfitrión para varias moléculas funcionales, ha añadido antes o después de curar1,2. Su superficie es fácilmente modificable por UVO, plasma de oxígeno o la descarga de Corona para cambiar su hidrofobicidad e inducir a corto plazo uno mismo-adherencia3,4,5. En particular, también se ha utilizado en microfluídica6.
Filamentos de PDMS son particularmente útiles en la producción de tejidos de alta área de superficie de silicona, silicona fibra sensores7y materiales de fabricación aditiva a base de silicona (impresión 3D). En nuestros laboratorios, utilizamos hydrophobically con filamentos de PDMS como una plataforma para estudiar el plegamiento. El equipo estudia estadísticas conformacional del filamento en un ambiente acuoso a través de una excitación acústica atérmico y sistema de imagen divulgado previamente8.
Formando filamentos de alta relación de aspecto de PDMS via tradicional-bastidor de la forma es un reto. Filamentos tienen grandes relaciones superficie-volumen superficiales, que complica la liberación de los moldes9. Los investigadores han tenido éxito recubrimiento PDMS con polímeros portador de electrospinning continua en nanoescala filamentos10,11,12, aunque los filamentos resultantes no son puro PDMS.
El método de fabricación predominante para producir filamentos de macroescala con otros materiales consiste en sacar un líquido viscoso de una presa a través de un poro. Normalmente, el líquido viscoso es un termoplástico o un vidrio que es líquido a altas temperaturas en el depósito y se enfría en un filamento sólido (a menudo amorfo) mientras se dibuja hacia fuera a través de una chimenea. Este proceso se denomina melt spinning, y es incompatible con PDMS porque PDMS no exhibe largo alcance fluidez en fusión. Bloque copolímeros de silicona y alfa-metil estireno se han demostrado para producir filamentos a través de derretimiento spinning, pero otra vez, los filamentos resultantes no son puro PDMS13.
El método que describiremos aquí es similar a derretir-spinning, excepto la temperatura relativa del embalse y la chimenea están cambiados. El PDMS es líquido en un depósito de temperatura ambiente, ya que no ha completado todavía Cross-linking. La viscosidad de los PDMS varía en las reticulaciones de aceite de silicona con un agente endurecedor, un proceso que puede acelerarse térmicamente. Antes de colocar en el depósito, Calentamos el PDMS curado hasta alcanzar una viscosidad conveniente para largo goteo de gravedad, luego cura posterior por goteo a través de un horno de tubo caliente en la chimenea. El enfoque es algo comparable a "seco-spinning", en la que polímeros se disuelven en solventes volátiles que se evaporan durante el dibujo.
A nuestro conocimiento, el único método reportado de producir filamentos largos de PDMS pura es nuestra anterior publicación8 . El método introducido aquí es una mejora significativa sobre el enfoque original, con la intención de reducir al mínimo el arte del proceso. En particular, mediante la medición de la viscosidad durante la etapa de pre-curado y períodos de enfriamiento tiempo, somos capaces de informar una ventana experimentalmente accesible de entallabilidad de filamento. También presentamos un medio de producir modificaciones superficie repetibles, localizadas en lo filamentos a través de un controlado por Arduino corona dibujos sistema, que permite modelar hidrofóbico longitudinal a lo largo del filamento.
Protocol
1. PDMS filamentos
- Conjunto de horno y extrusión
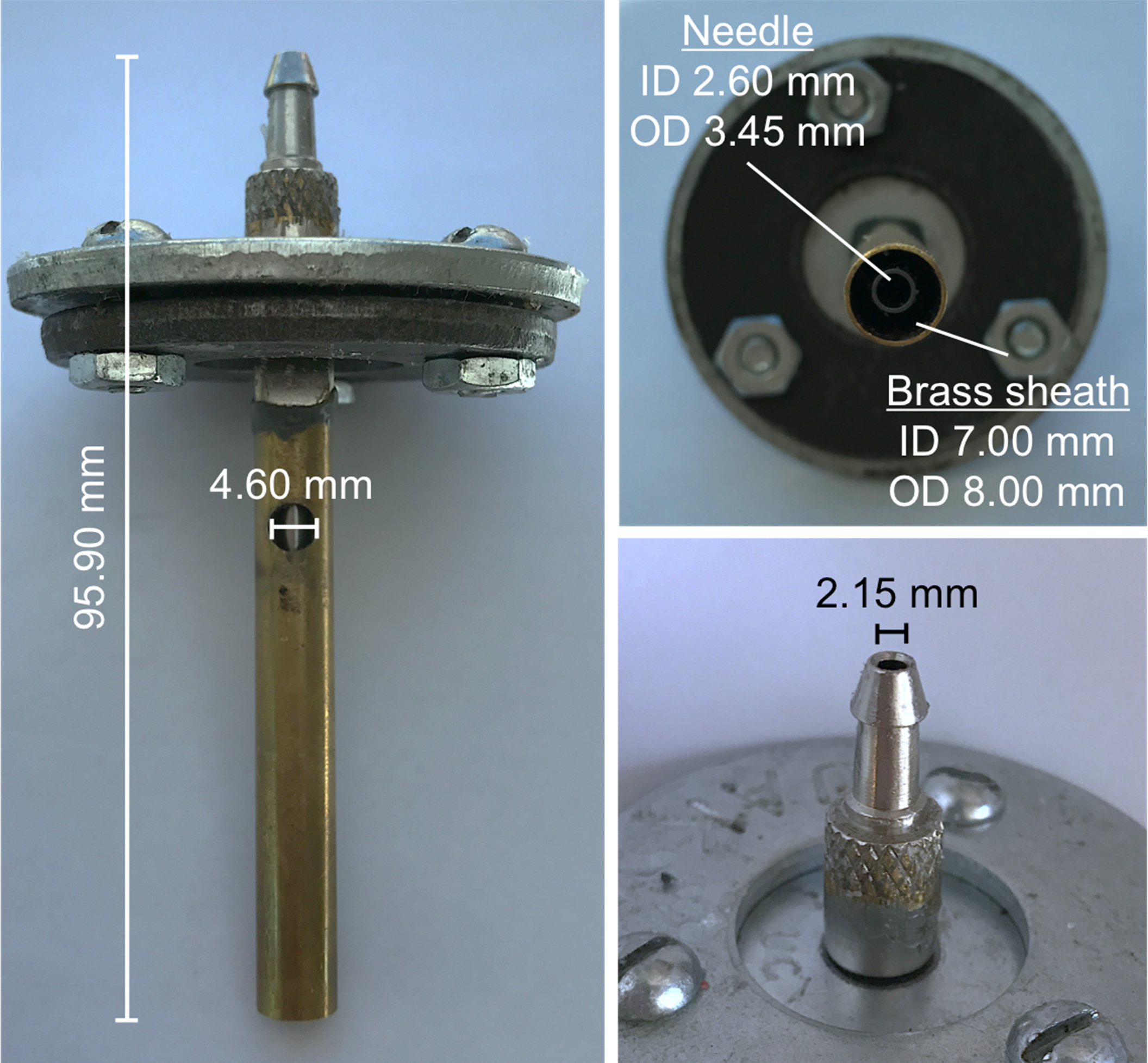
- Fije el tubo de goma de silicona de alta temperatura diámetro interior mm 1,59 para suministro de aire de la casa a través de una válvula dosificadora (ver figura 1). Conecte el otro extremo de la tubería a un adaptador de extrusión que consiste en una vaina alrededor de un radio de 1,08 mm de apertura, que producirá un constante flujo de aire hacia abajo alrededor del filamento (p. ej., una vaina de latón mecanizado personalizado en un flujo de aire de aproximadamente 1.4 L/min ; Ver figura 1 complementaria para las especificaciones).
Nota: Preferiblemente producen filamentos en un entorno de flujo de aire reducido con un extintor cerca. - Cubrir la superficie por debajo de un horno de cerámica del tubo cilíndrico (e.g., 17 mm de diámetro interior, 107,7 mm de longitud) con papel de aluminio para capturar cualquier exceso PDMS.
- Montar el adaptador de la extrusión sobre el horno de tubo vertical, centrar la abertura para el horno y nivelar el horno por lo que pasará el filamento.
- Conectarse la extrusión el extrusión adaptador via alta temperatura del silicón semitransparente tubo de goma.
- Calentar el horno hasta que la temperatura interior es de aproximadamente 250 ° C según lo medido por un termómetro infrarrojo, utilizando un transformador variable para regular la temperatura.
- Mueva el horno hacia fuera de debajo el adaptador de la protuberancia para que el adaptador de extrusión caliente antes de la producción del filamento.
- Fije el tubo de goma de silicona de alta temperatura diámetro interior mm 1,59 para suministro de aire de la casa a través de una válvula dosificadora (ver figura 1). Conecte el otro extremo de la tubería a un adaptador de extrusión que consiste en una vaina alrededor de un radio de 1,08 mm de apertura, que producirá un constante flujo de aire hacia abajo alrededor del filamento (p. ej., una vaina de latón mecanizado personalizado en un flujo de aire de aproximadamente 1.4 L/min ; Ver figura 1 complementaria para las especificaciones).
- PDMS parcialmente pre-curado
- Un tubo de muestra desechable a 65,0 ° C en un viscosímetro con control de temperatura de precalentamiento. Utilizar un viscosímetro apropiado y del eje, tal que uno puede medir la viscosidad en el rango de 200-10000 mPa·s.
- Mezcle 18,0 g de PDMS base con 1,8 g de su agente endurecedor en un bote de peso completamente y colocar la mezcla en un desecador de vacío de temperatura (RT) por 15 min o hasta que no queden burbujas. El desecador periódicamente para hacer estallar las burbujas cerca de la superficie de ventilación.
Nota: El siguiente momento asume el uso del PDMS base y curación agente especificado en la Tabla de materiales. - Vierta 17,7 g de la mezcla en el tubo de muestra precalentado sobre el mostrador (algo se pierde para adherencia al barco de pesaje). Vuelva a insertar el tubo de muestra en el Viscosímetro.
- Mida la viscosidad una vez por minuto, manteniendo el Viscosímetro girar lentamente (5 rpm).
- Cuando la viscosidad alcanza 4000 mPa·s, retire el tubo de muestra con unas pinzas y vierta inmediatamente en la extrusora de la temperatura ambiente. Producen filamentos en una ventana de tiempo que se inicia aproximadamente 4,5 minutos de eliminación de calor y dura para un posterior 4 min.
- Extrusión de PDMS para filamentos de forma
- Durante el tiempo de retardo, esté el horno a 250 ° C usando un termómetro infrarrojo.
- Unos 4 min después del retiro del tubo de muestra del viscosímetro, mueva el horno nuevo debajo el adaptador de extrusión y alinee la aguja interna del adaptador de la protuberancia con el horno de tubo utilizando un guante resistentes al calor.
- Periódicamente, gire el tornillo de la extrusora, que permite un flujo constante de PDMS gotear a través del horno.
Nota: Si las gotas se forman en lugar de filamentos, esperar 30 s para más RT curado y vuelva a intentarlo. Constante de torsión empuja el PDMS a través del horno demasiado rápido. Por lo general, pequeñas llamaradas pueden ser manejadas por apagar el horno y con un palito no conductores para desalojar cualquier base PDMS del horno.
PRECAUCIÓN: Si la PDMS gotea sobre las paredes o la parte superior del horno, existe la posibilidad de un brote. - Una vez que la corriente PDMS comienza a fina, gire la extrusora una medio adicional-revolución. Cada ensayo tiene 16 revoluciones usando el dado extrusor.
- Recoger los filamentos en los palillos de madera debajo del horno después de cada giro y póngalos en estantes de madera para terminar el curado durante aproximadamente 12 horas.
2. patrones de las superficies de los filamentos PDMS con controlado por ordenador descarga de Corona
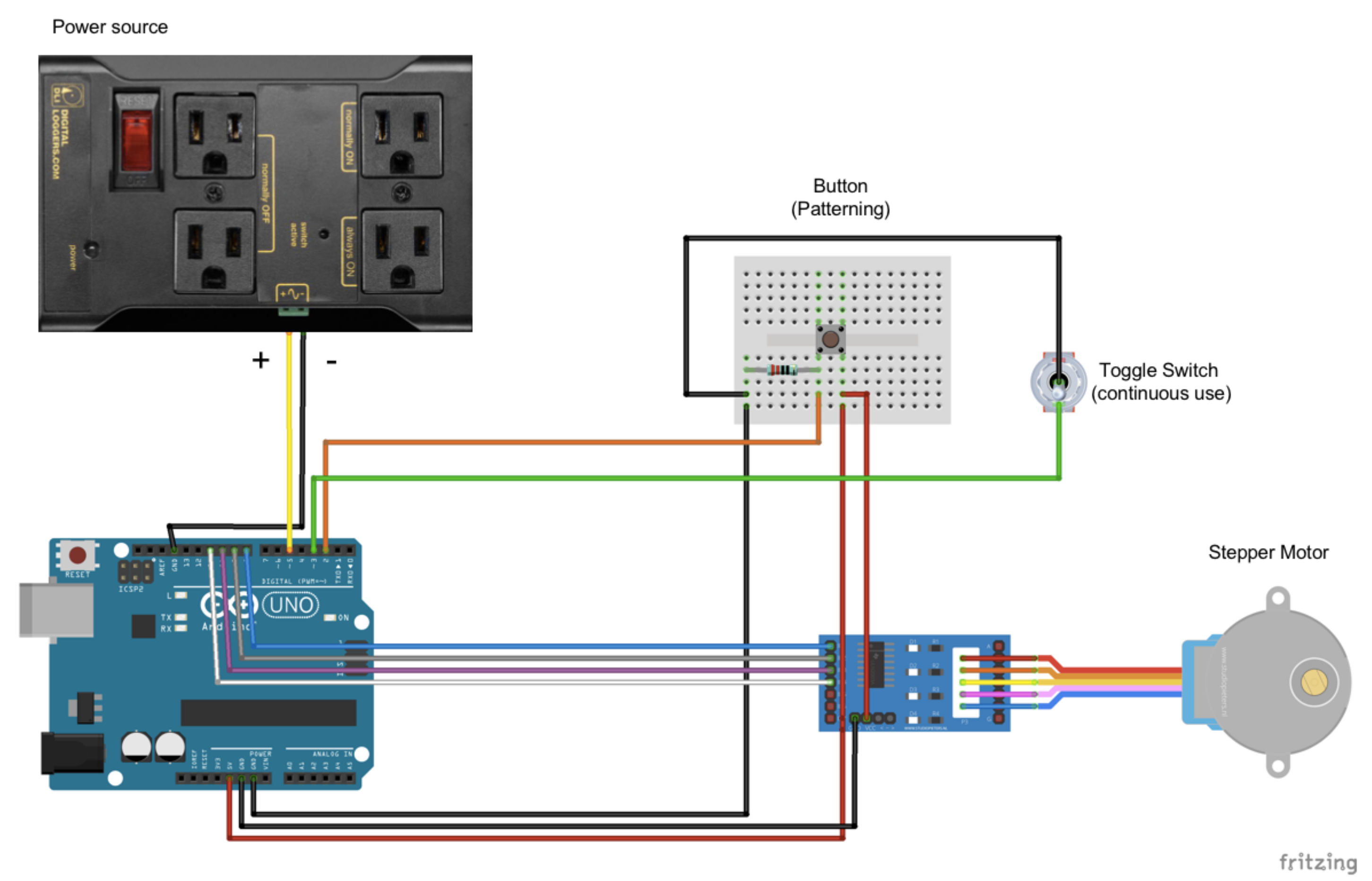
- Sistema de control de posicionamiento filamento controlado por Arduino y la descarga de corona: montar el motor de paso a paso controlado por microprocesador Arduino de código abierto que tira del filamento en un dispositivo de descarga de corona por el diagrama de cableado en el suplementales Materiales. Cargar el software de código personalizado de Arduino en materiales complementarios en el sistema.
- Patrones de superficie de filamento con el dispositivo
- Introduce patrón deseado de código (matriz de "Patrón") y subirlo a la Arduino a través de USB.
- Un filamento curado con dodecil sulfato de sodio de 1% de lavado y enjuague con agua puro en exceso. Seque el filamento con el aire.
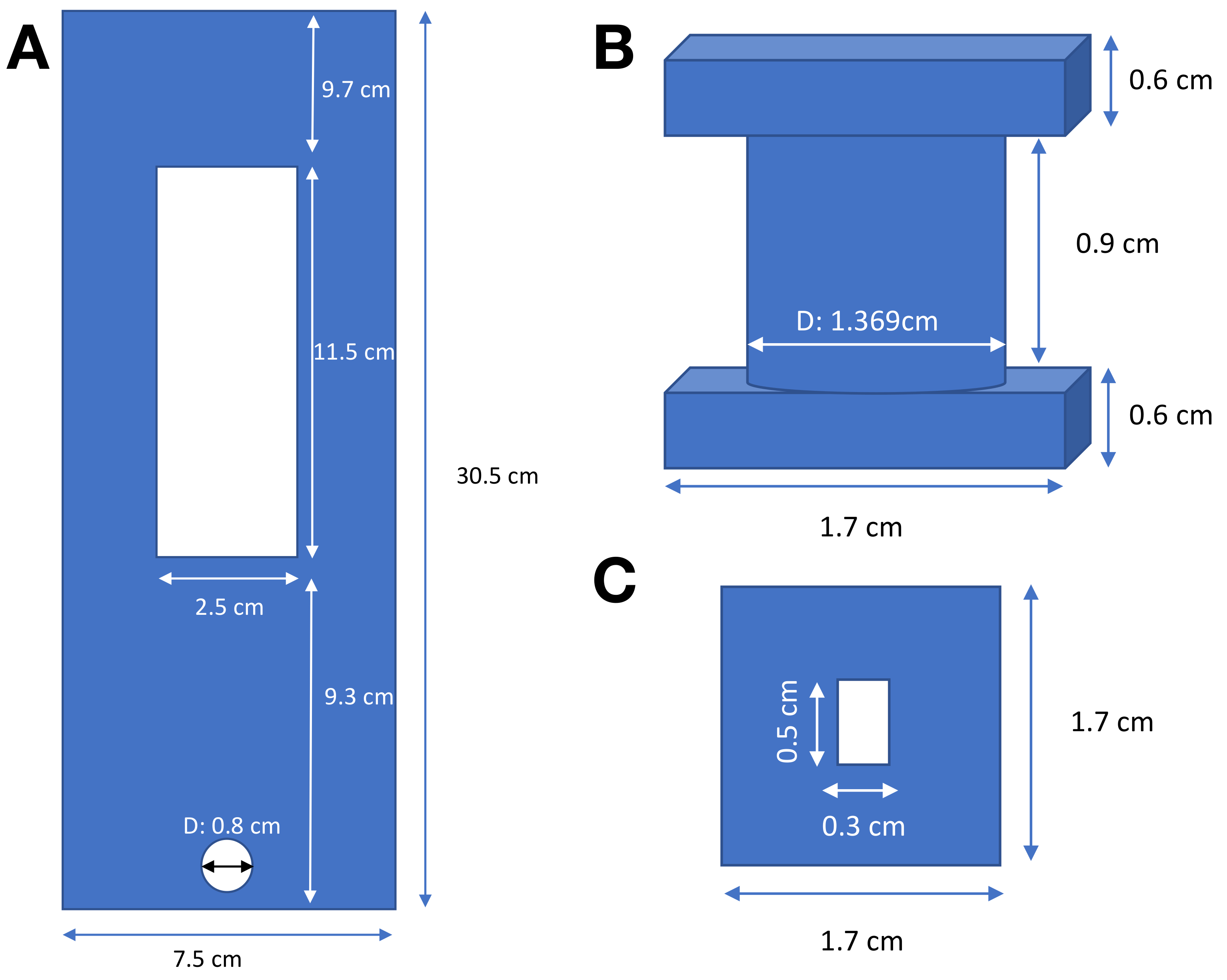
- Filamento de lugar en una losa eléctricamente no conductor, con un recorte (e.g., acrílico cortado a láser, ver figura complementaria 3A) que permite que el filamento a suspenderse en el aire. Utilice cinta de doble cara para fijar los extremos del filamento a la placa.
- Coloque la placa en una caja de ventilación la descarga de corona entre pistas de acrílico y asegúrese de que esté nivelada. Coloque una losa metálica inmóvil bajo el acrílico, alineando el filamento a lo largo del borde de la losa de metal.
- Coloque el electrodo de descarga de corona (por ejemplo, una punta de electrodo de primavera) aproximadamente de 3 mm sobre el filamento y enchufe al descargador de la corona de la salida controlada por Arduino.
- Atar una línea no conductores a circular recortada sobre la losa de acrílico. Adherir el otro extremo de la línea al paso a paso controlado por Arduino motor (ver figura suplementaria 3BC).
- Presione el botón en el circuito de Arduino para comenzar a modelar con el código programado. Descarga de corona es un producido por un bajo campo eléctrico 4,5 MHz corriente con un voltaje de salida de 10-40 kV que modifica la superficie de PDMS para hacerla hidrofílica.
PRECAUCIÓN: La corriente es baja, pero el dispositivo produce ozono y radiación UV en el aire. Utilice preferentemente en una campana de humo, detrás de un escudo acrílico con ventilación.
Representative Results
El método (figura 1) con éxito produce filamentos de aproximadamente 200 μm de diámetro (figura 2) y de diferentes longitudes del orden de 10 cm. más largos filamentos podrían producirse por elevar el aparato plano y filamento medio diámetro puede variar entre 50-300 μm por ejecutar. Filamentos son flexibles y robustas, y su módulo de elasticidad es comparable a granel PDMS8. En el presente Protocolo, el tiempo de trabajo entre pre-curado el PDMS y dibujo de los filamentos es convenientemente el tiempo suficiente para transportar el material (figura 3).
Hidrofobicidad patrones mediante que la descarga de corona puede ser verificado mediante gota ángulos de contacto. El análisis de ángulo de contacto es complicado por la forma cilíndrica del filamento; pueden formar gotas forma barril simétrico o asimétrico de la cáscara forma14. Para nuestros filamentos, usando 1 μL agua gotitas, estas dos formas corresponden a superficies hidrofílicas corona tratadas y sin tratar PDMS hidrofóbico, respectivamente (figura 4).

Figura 1: esquema del método de producción de filamento de. Desgasificado, Cross-linking PDMS se calienta a 65 ° C hasta su viscosidad alcanza 4000 mPa·s. Luego es enfriado y transferido a una extrusora que empuja el material a través de una abertura hacia abajo aire flujo-cubierta, luego a través de un horno de tubo antes de ser cosechadas como filamentos. Haga clic aquí para ver una versión más grande de esta figura.

Figura 2: histograma de anchuras del filamento de una demostración del método. Anchos son por cm del filamento en 6 filamentos, cuya longitud total fue de aproximadamente 80 cm. filamentos fueron escaneadas por un escáner y analizados por encargo de guiones octava15. Recuadro: una imagen representativa de un filamento extendido al lado de una regla. Haga clic aquí para ver una versión más grande de esta figura.

Figura 3: PDMS viscosidad vs. tiempo. Mediciones de viscosidad (a 5 RPM) de agente curado y base PDMS desgasificada en función del tiempo, con perfiles de temperatura diferentes. Calefacción continua (diamantes grises) es a 65 ° C, demostrando un aumento rápido de viscosidad. Puntos negros son a 65 ° C, antes de retirar a la temperatura ambiente cuando la viscosidad alcanza 4000 mPa·s por el método anterior. Puntos rojos representan la viscosidad de la misma muestra después de enfriar a 25 ° C. Diferencia que se muestra en los datos se produce mientras que el Viscosímetro se se enfría a 25 ° C con flujo de agua helada. Ventana de Cyan es tiempo cuando la producción del filamento se produce según el método. Haga clic aquí para ver una versión más grande de esta figura.

Figura 4: filamento Hydrophobically modelado. (A) filamento fue modelado con un patrón alterno de hidrofobicidad, cada 2 cm, utilizando el método de Corona Arduino controlado descrito anteriormente y visualizar con gotas de agua de 1 μl. (B) gotas adoptan un shell (izquierda) o la conformación de barril (derecha) dependiendo hidrofobicidad local14 del filamento. Ángulos de contacto de la cáscara se calculan directamente, mientras que ángulos de contacto plana equivalente en gotas de barril son determinados por ajuste a una solución analítica8. Haga clic aquí para ver una versión más grande de esta figura.

Suplementario Figura 1: dimensiones del adaptador de la protuberancia con la envoltura de flujo de aire. Haga clic aquí para ver una versión más grande de esta figura.

Suplementario Figura 2: Diagrama de conexiones para modelista Corona. Dispositivo de descarga de corona es conectado a la fuente de energía de base. El filamento está cargado en una cubeta unida por un hilo no conductor para el motor paso a paso a través de un eje (suplementario Figura 3). El patrón es cargado en el Arduino microprocesador en la parte inferior izquierda. Haga clic aquí para ver una versión más grande de esta figura.

Suplementario Figura 3: esquema de piezas para el modelista filamento. (A) la bandeja con una abertura donde está suspendido el filamento. (B) eje para el cable no conductor de conexión del motor paso a paso a la bandeja a través del orificio de 0,8 cm. Vista (C) inferior del huso, que muestra el adaptador del motor paso a paso. Hemos fabricado todas las piezas de acrílico de 3,2 mm de corte por láser, que se pegan cuando sea necesario. Haga clic aquí para ver una versión más grande de esta figura.

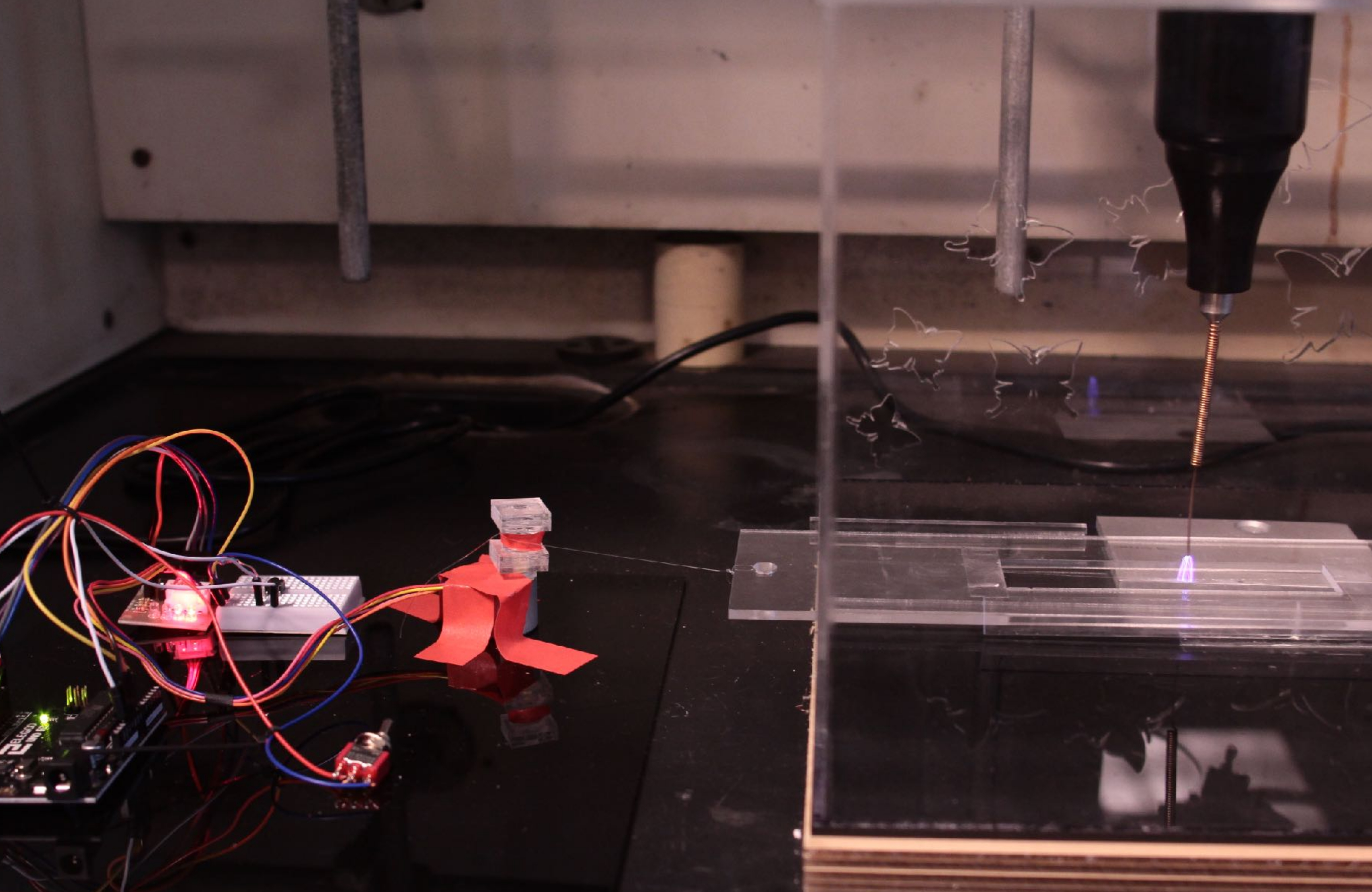
Suplementario figura 4: imagen de la modelista filamento. Haga clic aquí para ver una versión más grande de esta figura.
Discussion
La base de este método es manipular las propiedades del material de curación PDMS son convenientes para el dibujo de la gravedad. Gotas dibujos gravedad en filamentos estables depende de tres parámetros sin dimensiones16. Se relacionan con la inercia de la gota en relación con la gravedad (Froude), tensión de superficie (Weber) y viscosidad (Reynolds). El paso crítico de reticulación PDMS hasta experimental evidencia extensión estable por nuestro método más dramáticamente altera su número de Reynolds, reduciendo en más de un orden de magnitud, de 0,83 a 0.07. En cambio, el cambio más grande en uno de los otros parámetros adimensionales es el número de Weber, que simplemente se duplica. Esto apoya el uso de viscosidad como un proxy sensible para el seguimiento de entallabilidad PDMS.
Una mejora importante sobre nuestro método de producción de filamento anterior es que el perfil de viscosidad durante el protocolo se utiliza para determinar tiempos de trabajo experimental. Para determinar limitaciones de la técnica, previamente había curado un lote de PDMS por el protocolo, retirar del fuego y tomaron medidas de viscosidad a temperatura ambiente como el PDMS continuó Cross-linking. El perfil de viscosidad resultante (figura 4) sugiere que la ventana entallabilidad se extiende dramáticamente quitando el PDMS del viscómetro de 65 ° C calentado. Nuestro protocolo consiste en eliminación de PDMS antes de entrar en la ventana entallabilidad, luego de la muestra permite continuar reticulación durante unos 4,5 minutos que se enfríe a temperatura ambiente. Posteriormente, el experimentador tiene aproximadamente 4 minutos para dibujar antes de la reticulación continua representa el PDMS no dibujable.
El método como se muestra fácilmente produce filamentos con un diámetro del orden de 100 s de μm y longitudes del orden de 0,5 m. La longitud del filamento está limitada por el espacio accesible debajo de la protuberancia y el horno de tubo. Una modificación razonable de la técnica sería instalar en una chimenea más larga para producir filamentos más largos. Una modificación que aún no hemos explorado mecánicamente está tirando de los filamentos en lugar de una disminución de la gravedad, que puede producir filamentos más delgados.
Un paso crítico para patrones hydrophobically el filamento es exposición a descarga de corona en condiciones ambientales. Esto presenta cierta ambigüedad, ya que la forma/intensidad de la descarga es afectada por las condiciones ambientales y conductividad local. Pueden ajustarse por conductores con conexión a tierra colocando el filamento así como ajustar la tensión del dispositivo de corona (10-40 kV). El mecanismo de la modificación de superficie de corona es transferencia de energía de electrones probable lisis las cadenas laterales PDMS y la columna vertebral. Para romper estos enlaces, electrones necesitaría menos energía que la energía promedio necesaria para producir una descarga de barrera dieléctrica17. Así, una descarga observable que envuelve el filamento es probable que la modificación superficial y puede ser fácilmente comprobado a través de medidas de ángulo de contacto de gota de agua.
Este método permite relativamente fácil producción de filamentos de silicona PDMS y posterior complejo patrón hidrofóbico. El objetivo inicial es producir un sistema de foldamer modelo en el cual patrones hidrofóbicos pueden diseñarse para producir incandescencia observable plegable vías y estructuras plegadas. Este banco de pruebas puede prever reglas generalizables diseño ingeniería plegable vías. Estos filamentos también pueden tener aplicaciones de materiales como parte de hidrofóbico o químicamente reactivo teje mediante solvente hinchazón, o en el uso de compuestos reactivos suspendido en el PDMS permeables al gas.
Disclosures
Los autores no tienen nada que revelar.
Acknowledgments
Los autores reconocen con gratitud comprensión y ayuda de W. cocinero, S. J. S. Rubin Zehner J., C. Barraugh, C. Fukushima, M. Mulligan, M. Keckley y A. Bosshardt y apoyo financiero de la Fundación de colinas de Rose y la beca de investigación Johnson verano estudiante. Los autores también reconocen el trabajo preliminar de viscosidad como un medio de polimerización de silicona de seguimiento por los alumnos del laboratorio avanzado de química (otoño 2017).
Materials
| Name | Company | Catalog Number | Comments |
| 2 part PDMS Silicone | Dow Corning Sylgard 184 | 4019862 | |
| Thermosel | Brookfield | HT-110 115, HT-115A DP | |
| viscometer | Brookfield | RVT115 | |
| Disposible sample chamber | Brookfield | HT-2DB-100 | |
| Disposible spindle | Brookfield | SC4-27D-100, SC4-DSY | |
| Extruder | Makin's | 35055 | |
| High-temperature silicone tubing | McMaster-Carr | 51135K16 | |
| Cylindrical Tube heater (Ceramic) | Ours is a custom: 17.0 mm inner diameter, 38.7 mm outer diameter, 107.7 mm length, 150 Ohm. Companies include Watlow and Omega. Critical design considerations: smaller inner diameters will require better furnace-filament alignment, longer tubes should also be sufficient. | ||
| Variable Transformer for heater | Variac | 3PN1010 | |
| Metering valve | Swagelok | SS-2MA1 | |
| Corona Discharge Device | Electro-Technic | BD20A | |
| Arduino Kit | Elegoo | EL-KIT-003 | |
| Nylon Fishing Line | EoongSng | B075DYVC3F | |
| Pasta Drying Rack | Norpro | B00004UE7U | |
| Infrared thermometer | Nubee | 81175535214 | |
| Flatbed scanner | Canon | CanoScan 9000F MKII |
References
- Bossi, M. L., Daraio, M. E., Aramendı́a, P. F. Luminescence quenching of Ru (II) complexes in polydimethylsiloxane sensors for oxygen. Journal of Photochemistry and Photobiology A: Chemistry. 120 (1), 15-21 (1999).
- Toepke, M. W., Beebe, D. J. PDMS absorption of small molecules and consequences in microfluidic applications. Lab on a Chip. 6 (12), 1484-1486 (2006).
- Haubert, K., Drier, T., Beebe, D. PDMS bonding by means of a portable, low-cost corona system. Lab on a Chip. 6 (12), 1548-1549 (2006).
- Bhattacharya, S., Datta, A., Berg, J. M., Gangopadhyay, S. Studies on surface wettability of poly (dimethyl) siloxane (PDMS) and glass under oxygen-plasma treatment and correlation with bond strength. Journal of Microelectromechanical Systems. 14 (3), 590-597 (2005).
- Efimenko, K., Wallace, W. E., Genzer, J. Surface modification of Sylgard-184 poly (dimethyl siloxane) networks by ultraviolet and ultraviolet/ozone treatment. Journal of Colloid and Interface Science. 254 (2), 306-315 (2002).
- Johnston, I. D., McCluskey, D. K., Tan, C., Tracey, M. C. Mechanical characterization of bulk Sylgard 184 for microfluidics and microengineering. Journal of Micromechanics and Microengineering. 24 (3), 035017 (2014).
- Xue, R., Behera, P., Xu, J., Viapiano, M. S., Lannutti, J. J. Polydimethylsiloxane core–polycaprolactone shell nanofibers as biocompatible, real-time oxygen sensors. Sensors and Actuators B: Chemical. 192, 697-707 (2014).
- Kiessling, R., et al. Gravity-Drawn Silicone Filaments: Production, Characterization, and Wormlike Chain Dynamics. ACS Applied Materials & Interfaces. 9 (46), 39916-39920 (2017).
- Roca-Cusachs, P., et al. Stability of microfabricated high aspect ratio structures in poly (dimethylsiloxane). Langmuir. 21 (12), 5542-5548 (2005).
- Yang, D., et al. Electrospinning of poly (dimethylsiloxane)/poly (methyl methacrylate) nanofibrous membrane: Fabrication and application in protein microarrays. Biomacromolecules. 10 (12), 3335-3340 (2009).
- Niu, H., Wang, H., Zhou, H., Lin, T. Ultrafine PDMS fibers: preparation from in situ curing-electrospinning and mechanical characterization. Rsc Advances. 4 (23), 11782-11787 (2014).
- Ramakrishna, S., et al. Electrospun nanofibers: solving global issues. Materials Today. 9 (3), 40-50 (2006).
- Blyler, L. L. Jr, Gieniewski, C. Melt spinning and draw resonance studies on a poly (α‐methyl styrene/silicone) block copolymer. Polymer Engineering & Science. 20 (2), 140-148 (1980).
- Carroll, B. J. The accurate measurement of contact angle, phase contact areas, drop volume, and Laplace excess pressure in drop-on-fiber systems. Journal of Colloid and Interface Science. 57 (3), 488-495 (1976).
- Eaton, J. W., Bateman, D., Hauber, S., Wehbring, R. GNU Octave version 4.2.2 manual: a high-level interactive language for numerical computations. , Volume 4.2.2 (2018).
- Ziabicki, A. Fundamentals of fibre formation: the science of fibre spinning and drawing. , John Wiley & Sons, Ltd. (1976).
- Haji, K., Zhu, Y., Otsubo, M., Honda, C. Surface modification of silicone rubber after corona exposure. Plasma Processes and Polymers. 4 (S1), S1080 (2007).

{kind=link}
{kind=link}
{kind=link}
{kind=link}