

Summary
Qui, presentiamo un protocollo per la produzione di lunghi filamenti di polidimetilsilossano (PDMS) silicone di gravità-disegno attraverso una fornace. Filamenti sono dell'ordine di centinaia di micrometri di diametro e decine di centimetri di lunghezza e sono idrofobicamente derivativazione tramite un sistema controllato da Arduino effetto corona.
Abstract
Polidimetilsilossano (PDMS) silicone è un polimero versatile, che non può facilmente essere formato in lunghi filamenti. Metodi di filatura tradizionale falliscono perché PDMS non esibisce fluidità a lungo raggio a fusione. Introduciamo un metodo migliore per produrre filamenti di PDMS da un profilo di temperatura con gradino del polimero, come esso reticola da un fluido ad un elastomero. Monitorando la viscosità a caldo-temperatura, stimiamo una finestra di tempo quando le sue proprietà sono modificabili disegno in lunghi filamenti. I filamenti passano attraverso un forno ad alta temperatura tubo, curarli sufficientemente per essere raccolte. Questi filamenti sono dell'ordine di centinaia di micrometri di diametro e decine di centimetri di lunghezza, e anche più lunghi e sottili filamenti sono possibili. Questi filamenti mantengono molte delle proprietà del materiale di massa PDMS, tra cui commutabile idrofobicità. Dimostriamo questa funzionalità con un metodo di patterning Scarica corona automatizzato. Questi filamenti di silicone PDMS derivativazione hanno applicazioni in silicone tessiture, componenti Sensore gas-permeabili e modello su microscala foldameri.
Introduction
Polidimetilsilossano (PDMS) silicone è un materiale largamente utilizzato con molte applicazioni di produzione e ricerca. È calore e resistente all'acqua, isolamento elettrico, idrofobo, gas permeabili, alimentare, biocompatibili e flessibile con un rapporto di Poisson quasi ideale. Inoltre, può facilmente servire come un host per varie molecole funzionali, aggiunto prima o dopo l'indurimento1,2. La sua superficie è facilmente modificabile da UVO, plasma ad ossigeno o effetto corona per passare la sua idrofobicità e indurre a breve termine auto-adesione3,4,5. In particolare, è stato utilizzato anche in microfluidica6.
Filamenti di PDMS sono particolarmente utili nella produzione di armature ad alta superficie in silicone, silicone fibra sensori7e materiali di produzione di additivi a base di silicone (stampa 3D). Nei nostri laboratori, usiamo idrofobicamente fantasia filamenti di PDMS come una piattaforma per studiare pieghevole. Il team studia statistica conformazionale del filamento in un ambiente acquoso tramite un'eccitazione acustica atermici e sistema di imaging precedentemente segnalati8.
Che formano filamenti di alto allungamento da PDMS via tradizionale forma-casting è impegnativo. Filamenti sono grandi superfici rapporti superficie-volume, che complica il rilascio dalle muffe9. I ricercatori hanno avuto successo guaina PDMS con polimeri di vettore per elettrofilatura continuo in nanoscala filamenti10,11,12, anche se i filamenti risultanti non sono puro PDMS.
Il metodo di fabbricazione predominante per la produzione di filamenti di macroscala fuori altri materiali coinvolge tirando fuori un liquido da un serbatoio attraverso un poro. In genere, il liquido viscoso è un materiale termoplastico o vetro che è fluido ad alte temperature nel serbatoio e si raffredda in un filamento solido (spesso amorfo) mentre viene disegnato attraverso un camino. Questo processo è talvolta chiamato filatura per fusione, e non è compatibile con PDMS perché PDMS non esibisce fluidità a lungo raggio a fusione. Blocco co-polimeri di silicone e alfa-metil stirene sono stati indicati per produrre filamenti via melt spinning, ma ancora una volta, i filamenti risultanti non sono puro PDMS13.
Il metodo che descriviamo qui è simile a fondere-filatura, tranne la relativa temperatura del serbatoio e canna fumaria sono commutati. Il PDMS è liquido in un serbatoio di temperatura ambiente, in quanto non è ancora stata completata cross-linking. La viscosità del PDMS varia come il silicone olio collegamenti incrociati con un agente indurente, un processo che può essere accelerato termicamente. Prima di metterlo nel serbatoio, riscaldiamo il PDMS polimerizzazione fino a raggiungere una viscosità adatta per lunghe gravità-gocce, quindi cura post-gocciolamento tramite una fornace calda del tubo della canna fumaria. L'approccio è piuttosto paragonabile a "a secco-spinning", in cui polimeri sono dissolti in solventi volatili che evaporano durante il disegno.
A nostra conoscenza, l'unico metodo segnalato di produrre lunghi filamenti di puro PDMS è nostra precedente pubblicazione8 . Il metodo introdotto qui è un miglioramento significativo su un approccio originale, con l'intento di minimizzare l'arte del processo. In particolare, misurando la viscosità durante i periodi di raffreddamento di temporizzazione e la fase pre-curing, siamo in grado di segnalare una finestra sperimentalmente accessibile di rotatività filamento. Presentiamo anche un mezzo per produrre modifiche di superficie ripetibile, localizzate sul filamento tramite un Arduino controllato corona patterning sistema, consentendo di patterning idrofobo longitudinale lungo il filamento.
Protocol
1. PDMS filamenti
- Montaggio forno ed estrusione
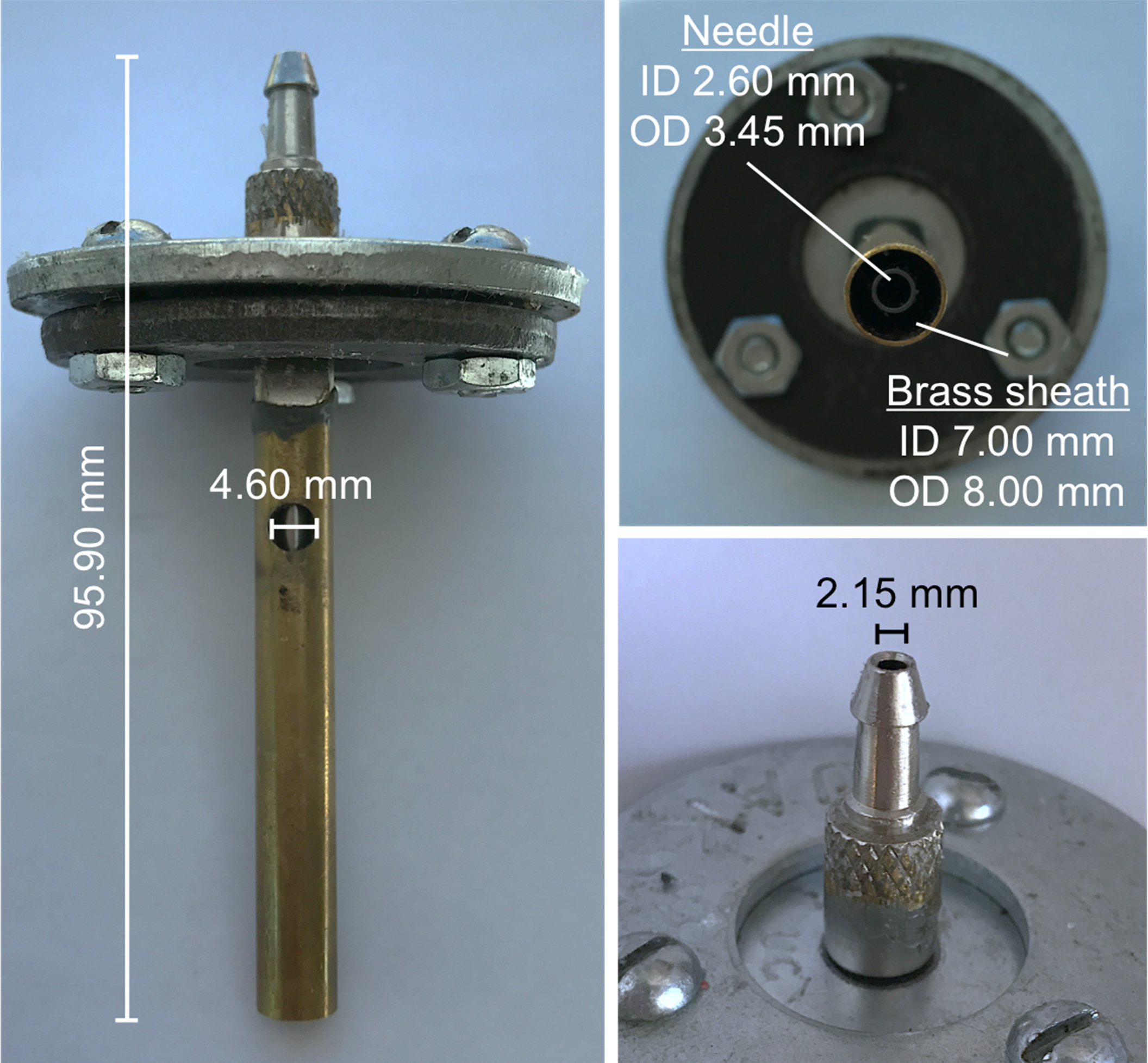
- Collegare tubazioni di gomma silicone di 1,59 mm diametro interno ad alta temperatura per rifornimento di aria di casa attraverso una valvola di dosaggio (vedere Figura 1). Collegare l'altra estremità del tubo ad un adattatore di estrusione composto da una guaina intorno ad un raggio di 1,08 mm di apertura, che produce un costante flusso d'aria verso il basso intorno il filamento (per esempio, una guaina di ottone lavorati personalizzati a un flusso d'aria di circa 1,4 L/min ; vedere Supplemental figura 1 per le specifiche).
Nota: Preferibilmente produrre filamenti in un ambiente ridotto flusso d'aria con un estintore nelle vicinanze. - Coprire la superficie sotto un forno cilindrico tubo di ceramica (ad es., diametro interno 17mm, 107,7 mm di lunghezza) con un foglio per catturare qualsiasi eccesso PDMS.
- Montare l'adattatore di estrusione sopra il forno tubo verticale, l'apertura alla fornace di centraggio e livellamento del forno così il filamento passerà attraverso.
- Collegare l'estrusore per l'estrusione adattatore via gomma semi-trasparente tubi silicone.
- Scaldare il forno fino a quando la temperatura interna è di circa 250 ° C misurata con un termometro a infrarossi, utilizzando un trasformatore variabile per regolare la temperatura.
- Spostare il forno fuori da sotto l'adattatore di estrusione in modo che l'adattatore di estrusione non si riscalda prima della produzione di filamento.
- Collegare tubazioni di gomma silicone di 1,59 mm diametro interno ad alta temperatura per rifornimento di aria di casa attraverso una valvola di dosaggio (vedere Figura 1). Collegare l'altra estremità del tubo ad un adattatore di estrusione composto da una guaina intorno ad un raggio di 1,08 mm di apertura, che produce un costante flusso d'aria verso il basso intorno il filamento (per esempio, una guaina di ottone lavorati personalizzati a un flusso d'aria di circa 1,4 L/min ; vedere Supplemental figura 1 per le specifiche).
- Parzialmente pre-curing PDMS
- Preriscaldare una provetta monouso a 65,0 ° C in un viscosimetro con controllo della temperatura. Utilizzare un appropriato viscosimetro e mandrino, tale che uno può misurare viscosità nel range di 200-10000 mPa · s.
- Accuratamente mescolare 18,0 g di PDMS base con 1,8 g di suo agente indurente in una barca di pesare e mettere il composto in un essiccatore sottovuoto a temperatura ambiente (TA) per 15 minuti o fino a quando non ci sono bolle rimangono. Sfogare un essiccatore periodicamente per scoppiare le bolle vicino alla superficie.
Nota: La seguente tempistica si presuppone utilizzo dell'agente di base e polimerizzazione di PDMS specificato nella Tabella materiali. - Versare 17,7 g della miscela nella provetta del campione preriscaldato sul piano di lavoro (alcuni è perso aderenza alla barca di pesare). Re-inserire la provetta nel viscosimetro.
- Prendere le misure di viscosità una volta al minuto, mantenendo il viscosimetro girare lentamente (5 giri/min).
- Quando la viscosità raggiunge 4000 Mpa · s, rimuovere la provetta con le pinze e versare immediatamente nell'estrusore temperatura ambiente. Produrre filamenti in una finestra di tempo che inizia circa 4,5 min da rimozione del calore e dura per un successivo 4 min.
- Estrusione di PDMS ai filamenti di forma
- Durante il tempo di ritardo, garantire che è il forno a 250 ° C, utilizzando un termometro a infrarossi.
- Circa 4 min dopo rimozione della provetta del campione dal viscosimetro, spostare il forno torna sotto la scheda di estrusione e allineare l'ago interno della scheda di estrusione con la fornace del tubo utilizzando un guanto di calore-cassetta di sicurezza.
- Ruotare periodicamente la vite dell'estrusore, permettendo un costante flusso di PDMS gocciolare attraverso il forno.
Nota: Se le goccioline formano invece di filamenti, attendere 30 s per maggiori RT polimerizzazione e riprovare. Costante di torsione spinge il PDMS attraverso il forno troppo in fretta. In genere, piccole fiammate possono essere gestite spegnere il forno e utilizzando un bastone non-conduttivo per sloggiare qualsiasi PDMS costruito dalla fornace.
Attenzione: Se PDMS gocciola sulle pareti o la copertura del forno, c'è la possibilità di un flare-up. - Una volta che il flusso PDMS comincia a sottile, torcere l'estrusore un ulteriore mezzo-rivoluzione. Ogni prova ha circa 16 giri utilizzando l'estrusore determinato.
- Raccogliere i filamenti su bastoncini di legno sotto il forno dopo ogni torsione e adagiarle tra gli scaffali di legno alla fine di polimerizzazione di circa 12 h.
2. patterning superfici di PDMS filamenti con comandato da calcolatore effetto corona
- Sistema di controllo di Arduino controllato filamento-posizionamento e scarica corona: assemblare il motore a passo controllato da microprocessore open source Arduino che tira il filamento sotto un dispositivo di scarico a corona per lo schema elettrico in supplementari Materiali. Caricare il software personalizzato di codice di Arduino in materiali supplementari al sistema.
- Superficie di filamento di campitura con il dispositivo
- Immettere il modello desiderato in codice ("Pattern" matrice) e caricarlo per l'Arduino via USB.
- Un filamento curato con solfato dodecilico di sodio 1% di lavare e sciacquare con acqua pura eccessivo. Asciugare il filamento con aria.
- Filamento posto su una lastra con un cut-out elettricamente non conduttore (ad es., acrilico tagliato al laser, vedere Supplemental figura 3A) che permette il filamento sospesa in aria. Utilizzare nastro biadesivo per fissare le estremità del filamento alla lastra.
- Inserire la lastra in una casella di effetto corona ventilato tra tracce acriliche e assicurarsi che sia a livello. Posto una lastra di metallo immobile sotto l'acrilico, allineando il filamento lungo il bordo della lastra metallica.
- Posizionare l'elettrodo di scarica corona (ad es., una punta dell'elettrodo di primavera) circa 3 mm sopra il filamento e collegare il dispositivo di scarica corona alla presa controllata Arduino.
- Legare una linea non-conduttivo alla circolare ritagliato sulla lastra acrilica. Rispettare l'altra estremità della linea per lo stepper Arduino-controllato a motore (Vedi Figura supplementare 3BC).
- Premere il pulsante nel circuito Arduino per iniziare la campitura con il codice programmato. Effetto corona è un prodotto da un campo di elettrico 4,5 MHz basso corrente con una tensione di uscita di 10-40 kV che modifica la superficie di PDMS per renderla idrofila.
Attenzione: La corrente è bassa, ma il dispositivo produce ozono e ai raggi UV in aria. Preferibilmente di usarlo in una cappa, dietro uno scudo di acrilico con spacchetti.
Representative Results
Il metodo (Figura 1) produce con successo filamenti di circa 200 µm di diametro (Figura 2) e di varie lunghezze dell'ordine di 10 cm. più filamenti potrebbero essere prodotta da sollevando il disegno apparato e filamento medio diametro può variare tra i 50-300 µm per corsa. I filamenti sono flessibile e robusta, e loro modulo di elasticità è paragonabile alla rinfusa PDMS8. In questo protocollo, l'orario di lavoro tra pre-polimerizzazione il PDMS e i filamenti di disegno è convenientemente abbastanza a lungo per il trasporto del materiale (Figura 3).
Idrofobicità patterning tramite che l'effetto corona può essere verificato tramite la angoli di contatto gocciolina. L'analisi dell'angolo di contatto è complicata dalla forma cilindrica del filamento; le goccioline possono formare una forma a botte simmetrico o asimmetrico shell forma14. Per i nostri filamenti, usando 1 µ l goccioline di acqua, queste due forme corrispondono rispettivamente a superfici idrofile corona-trattati e non trattati PDMS idrofobo, (Figura 4).

Figura 1: schematico del metodo di produzione di filamento. Degassato, cross-linking PDMS è riscaldata a 65 ° C fino a quando la sua viscosità raggiunge 4000 Mpa · s. È poi raffreddato e trasferito a un estrusore che spinge il materiale attraverso un'apertura verso il basso aria-flusso-inguainato, poi con un forno tubolare prima di essere raccolto come filamenti. Clicca qui per visualizzare una versione più grande di questa figura.

Figura 2: istogramma delle larghezze di filamento da una dimostrazione del metodo. Le larghezze sono per cm di filamento oltre 6 filamenti, la cui lunghezza totale era di circa 80 cm. filamenti sono stati analizzati da uno scanner piano e analizzati da personalizzato Octave script15. Inserto: un'immagine rappresentativa di un filamento esteso accanto a un righello. Clicca qui per visualizzare una versione più grande di questa figura.

Figura 3: PDMS viscosità vs. tempo. Misura della viscosità (a 5 giri/min) di agente di base e polimerizzazione PDMS degassato come funzione del tempo, con diversi profili di temperatura. Riscaldamento continuo (grigio diamanti) è a 65 ° C, dimostrando un rapido aumento della viscosità. Punti dati nero sono a 65 ° C, prima della rimozione a temperatura ambiente quando viscosità raggiunge 4000 Mpa · s per il metodo precedente. Punti dati rosso rappresentano viscosità del campione stesso dopo raffreddamento a 25 ° C. Divario indicato nei dati si verifica mentre il viscosimetro è essere raffreddato a 25 ° C con flusso di acqua e ghiaccio. Finestra di ciano è istante in cui la produzione di filamento avviene secondo il metodo. Clicca qui per visualizzare una versione più grande di questa figura.

Figura 4: filamento idrofobicamente fantasia. (A) filamento è stato modellato con un alternarsi di idrofobicità, ogni 2 cm, utilizzando il metodo di Arduino-controllato-Corona sopra descritto e visualizzati con le goccioline di 1 µ l di acqua. (B) le goccioline di adottano una shell (a sinistra) o conformazione del barilotto (a destra) a seconda idrofobicità locale14 del filamento. Angoli di contatto di Shell sono stimati direttamente, mentre angoli di contatto di planar equivalente sul barilotto-gocce sono determinati dal raccordo a una soluzione analitica8. Clicca qui per visualizzare una versione più grande di questa figura.

Supplementare figura 1: dimensioni dell'adattatore di estrusione con guaina di flusso d'aria. Clicca qui per visualizzare una versione più grande di questa figura.

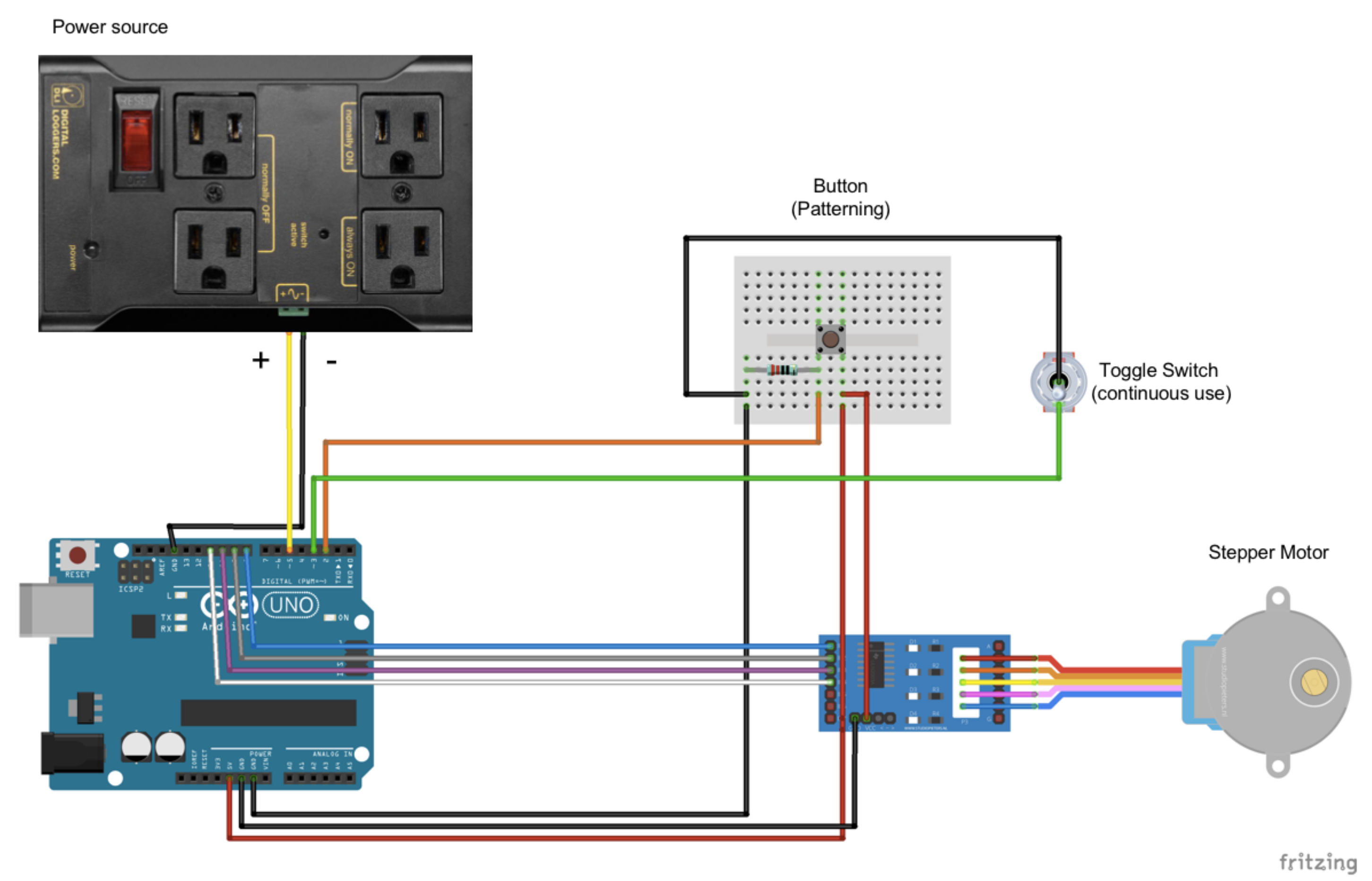
Supplementare nella figura 2: schema di cablaggio per patterner Corona. Scarica corona periferica viene collegata alla fonte di alimentazione inoltrata. Il filamento viene caricato su un vassoio collegato da un cavo dielettrico per il motore passo-passo attraverso un mandrino (Supplemental figura 3). Il modello è caricato sul microprocessore Arduino in basso a sinistra. Clicca qui per visualizzare una versione più grande di questa figura.

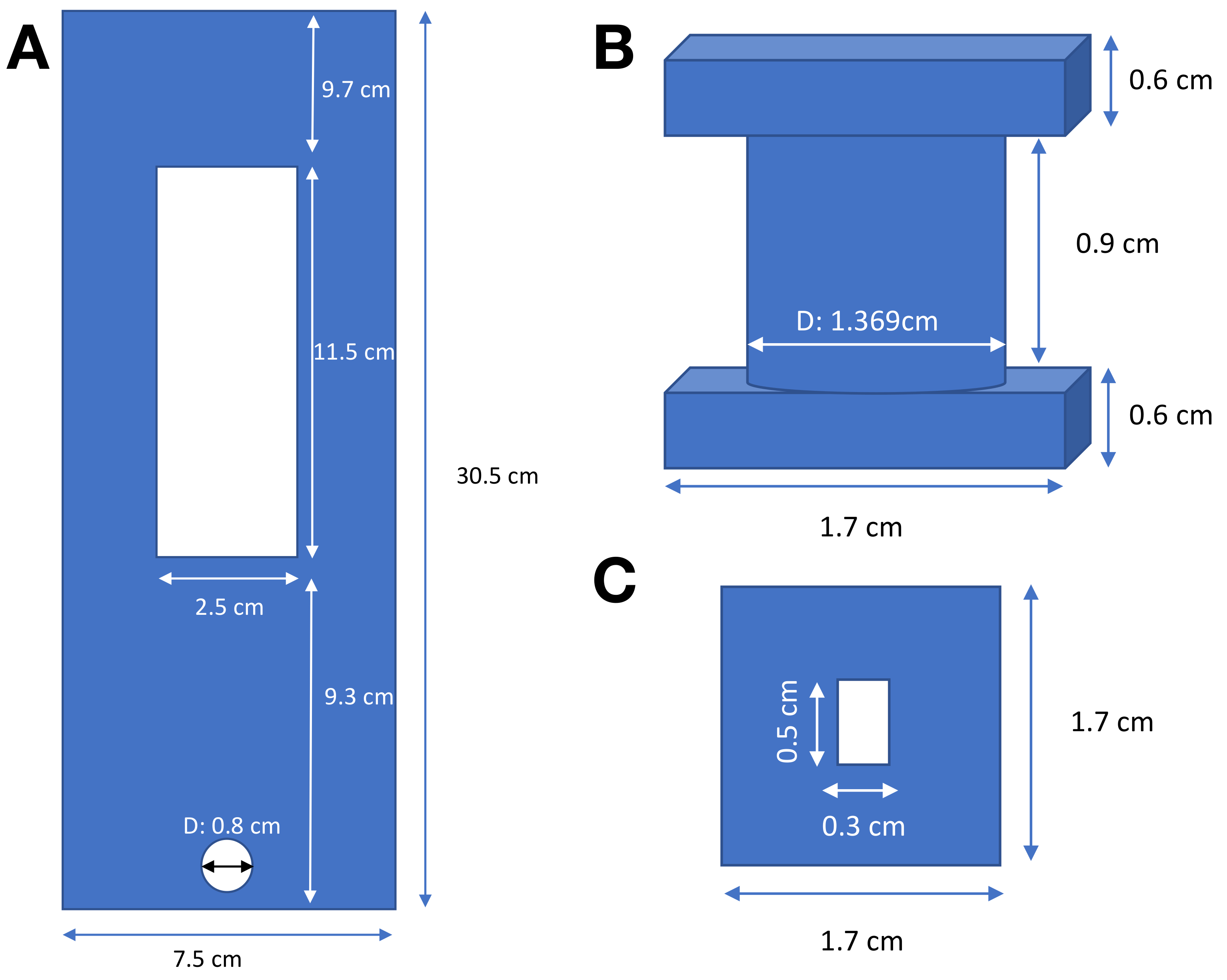
Supplementare nella figura 3: schematica delle parti per patterner filamento. (A) vassoio con un'apertura dove il filamento è sospesa. (B) mandrino per l'estraendola filo che collega il motore passo-passo per il vassoio tramite il foro di 0,8 cm. Vista (C) inferiore del mandrino, mostrando l'adattatore per albero motore passo-passo. Abbiamo fabbricato tutte le parti da acrilico 3,2 mm tagliato al laser, che è stato incollato insieme quando necessario. Clicca qui per visualizzare una versione più grande di questa figura.

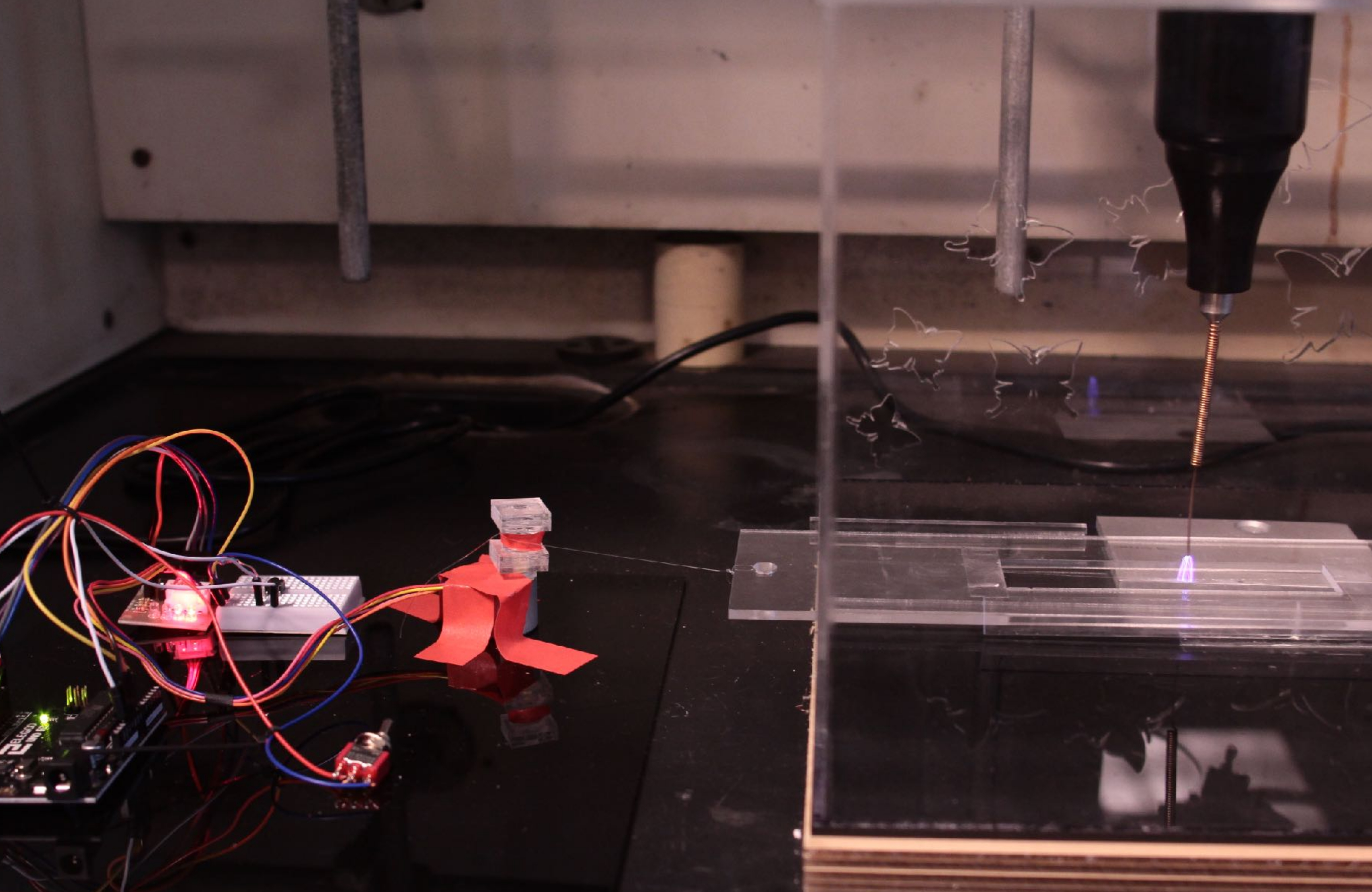
Supplementare figura 4: immagine del patterner filamento. Clicca qui per visualizzare una versione più grande di questa figura.
Discussion
La base di questo metodo sta manipolando le proprietà del materiale di polimerizzazione PDMS, quindi sono adatti per gravità di disegno. Le goccioline di disegno di gravità in filamenti stabile è governata da tre parametri adimensionali16. Si riferiscono inerzia di goccia rispetto a gravità (Froude), tensione superficiale (Weber) e la viscosità (Reynolds). La fase critica di reticolazione PDMS finché sperimentalmente evidenzia più drammaticamente stabile estensione al nostro metodo altera il suo numero di Reynolds, riducendolo da più di un ordine di grandezza, da 0.83 a 0,07. Al contrario, il cambiamento più grande seguente in uno degli altri parametri adimensionali è il numero di Weber, che semplicemente raddoppia. Questo supporta l'utilizzo di viscosità come proxy sensibile per il rilevamento rotatività PDMS.
Un critico miglioramento rispetto il nostro metodo di produzione di filamento precedente è che il profilo di viscosità durante il protocollo viene utilizzato per determinare i tempi di lavoro sperimentale. Per determinare i limiti della tecnica, abbiamo pre-cured un batch di PDMS per il protocollo, rimosso dal calore e ha preso le misure di viscosità a temperatura ambiente come il PDMS continuato cross-linking. Il profilo di viscosità risultante (Figura 4) suggerisce che la finestra per rotatività è esteso drammaticamente rimuovendo il PDMS dal viscosimetro riscaldata a 65 ° C. Il nostro protocollo comporta la rimozione di PDMS prima di entrare nella finestra di rotatività, quindi permettendo del campione di continuare la reticolazione per circa 4,5 min come si raffredda a temperatura ambiente. Successivamente, lo sperimentatore ha circa 4 min per disegnarlo prima la reticolazione in corso rende il PDMS non più drawable.
Il metodo come mostrato prontamente produce filamenti con diametri dell'ordine di 100 s di µm e lunghezze dell'ordine di 0,5 m. La lunghezza del filamento è limitata dallo spazio accessibile sotto l'estrusione e la fornace del tubo. Una ragionevole modifica della tecnica sarebbe quella di installarlo in un camino più a lungo per produrre più lunghi filamenti. Una modifica che non abbiamo ancora esplorato meccanicamente sta tirando i filamenti invece di basarsi su una goccia di gravità, che può produrre filamenti più sottili.
Un passaggio fondamentale per idrofobicamente patterning il filamento è l'esposizione a scarica corona in condizioni ambientali. Questo introduce alcune ambiguità, come la forma/intensità dello scarico è influenzata da condizioni ambientali e locali conducibilità. Può essere sintonizzato da conduttori mettendo a terra sotto il filamento così come la regolazione della tensione del dispositivo corona (10-40 kV). Il meccanismo della corona superficie-modifica è trasferimento di energia di elettroni probabile Lisi le catene laterali PDMS e spina dorsale. Per rompere questi legami, elettroni avrebbero bisogno di meno energia rispetto la media di energia necessaria per produrre un dielettrico-barriera scarico17. Così, uno scarico osservabile che avvolge il filamento è in grado di produrre la modificazione superficiale e può essere facilmente testato tramite misure di angolo di contatto di goccia dell'acqua.
Questo metodo consente relativamente facile produzione di filamenti PDMS in silicone e successive complesse patterning idrofobo. L'obiettivo iniziale è quello di produrre un sistema di Foldamero modello in cui modelli idrofobici possono essere progettati per produrre filamenti osservabili pieghevole percorsi e strutture piegati. Questo banco di prova può prevedere regole generalizzabili progettazione ingegneria pieghevole vie. Questi filamenti possono anche avere applicazioni materiali come parte di idrofobo o chimicamente reattivi tesse tramite solvente gonfiore, o nell'uso di composti reattivi sospesa nel PDMS gas-permeabili.
Disclosures
Gli autori non hanno nulla a rivelare.
Acknowledgments
Gli autori riconoscono con gratitudine insight e assistenza da W. Cook, S. J. S. Rubin, J. Zehner, C. Barraugh, C. Fukushima, M. Mulligan, Keckley M. e r. Bosshardt e sostegno finanziario da The Rose Hills Foundation e The Johnson Summer Student Research Grant. Gli autori riconoscono anche lavoro preliminare sulla viscosità come mezzo di polimerizzazione del silicone di rilevamento degli allievi del laboratorio avanzato in chimica (caduta 2017).
Materials
| Name | Company | Catalog Number | Comments |
| 2 part PDMS Silicone | Dow Corning Sylgard 184 | 4019862 | |
| Thermosel | Brookfield | HT-110 115, HT-115A DP | |
| viscometer | Brookfield | RVT115 | |
| Disposible sample chamber | Brookfield | HT-2DB-100 | |
| Disposible spindle | Brookfield | SC4-27D-100, SC4-DSY | |
| Extruder | Makin's | 35055 | |
| High-temperature silicone tubing | McMaster-Carr | 51135K16 | |
| Cylindrical Tube heater (Ceramic) | Ours is a custom: 17.0 mm inner diameter, 38.7 mm outer diameter, 107.7 mm length, 150 Ohm. Companies include Watlow and Omega. Critical design considerations: smaller inner diameters will require better furnace-filament alignment, longer tubes should also be sufficient. | ||
| Variable Transformer for heater | Variac | 3PN1010 | |
| Metering valve | Swagelok | SS-2MA1 | |
| Corona Discharge Device | Electro-Technic | BD20A | |
| Arduino Kit | Elegoo | EL-KIT-003 | |
| Nylon Fishing Line | EoongSng | B075DYVC3F | |
| Pasta Drying Rack | Norpro | B00004UE7U | |
| Infrared thermometer | Nubee | 81175535214 | |
| Flatbed scanner | Canon | CanoScan 9000F MKII |
References
- Bossi, M. L., Daraio, M. E., Aramendı́a, P. F. Luminescence quenching of Ru (II) complexes in polydimethylsiloxane sensors for oxygen. Journal of Photochemistry and Photobiology A: Chemistry. 120 (1), 15-21 (1999).
- Toepke, M. W., Beebe, D. J. PDMS absorption of small molecules and consequences in microfluidic applications. Lab on a Chip. 6 (12), 1484-1486 (2006).
- Haubert, K., Drier, T., Beebe, D. PDMS bonding by means of a portable, low-cost corona system. Lab on a Chip. 6 (12), 1548-1549 (2006).
- Bhattacharya, S., Datta, A., Berg, J. M., Gangopadhyay, S. Studies on surface wettability of poly (dimethyl) siloxane (PDMS) and glass under oxygen-plasma treatment and correlation with bond strength. Journal of Microelectromechanical Systems. 14 (3), 590-597 (2005).
- Efimenko, K., Wallace, W. E., Genzer, J. Surface modification of Sylgard-184 poly (dimethyl siloxane) networks by ultraviolet and ultraviolet/ozone treatment. Journal of Colloid and Interface Science. 254 (2), 306-315 (2002).
- Johnston, I. D., McCluskey, D. K., Tan, C., Tracey, M. C. Mechanical characterization of bulk Sylgard 184 for microfluidics and microengineering. Journal of Micromechanics and Microengineering. 24 (3), 035017 (2014).
- Xue, R., Behera, P., Xu, J., Viapiano, M. S., Lannutti, J. J. Polydimethylsiloxane core–polycaprolactone shell nanofibers as biocompatible, real-time oxygen sensors. Sensors and Actuators B: Chemical. 192, 697-707 (2014).
- Kiessling, R., et al. Gravity-Drawn Silicone Filaments: Production, Characterization, and Wormlike Chain Dynamics. ACS Applied Materials & Interfaces. 9 (46), 39916-39920 (2017).
- Roca-Cusachs, P., et al. Stability of microfabricated high aspect ratio structures in poly (dimethylsiloxane). Langmuir. 21 (12), 5542-5548 (2005).
- Yang, D., et al. Electrospinning of poly (dimethylsiloxane)/poly (methyl methacrylate) nanofibrous membrane: Fabrication and application in protein microarrays. Biomacromolecules. 10 (12), 3335-3340 (2009).
- Niu, H., Wang, H., Zhou, H., Lin, T. Ultrafine PDMS fibers: preparation from in situ curing-electrospinning and mechanical characterization. Rsc Advances. 4 (23), 11782-11787 (2014).
- Ramakrishna, S., et al. Electrospun nanofibers: solving global issues. Materials Today. 9 (3), 40-50 (2006).
- Blyler, L. L. Jr, Gieniewski, C. Melt spinning and draw resonance studies on a poly (α‐methyl styrene/silicone) block copolymer. Polymer Engineering & Science. 20 (2), 140-148 (1980).
- Carroll, B. J. The accurate measurement of contact angle, phase contact areas, drop volume, and Laplace excess pressure in drop-on-fiber systems. Journal of Colloid and Interface Science. 57 (3), 488-495 (1976).
- Eaton, J. W., Bateman, D., Hauber, S., Wehbring, R. GNU Octave version 4.2.2 manual: a high-level interactive language for numerical computations. , Volume 4.2.2 (2018).
- Ziabicki, A. Fundamentals of fibre formation: the science of fibre spinning and drawing. , John Wiley & Sons, Ltd. (1976).
- Haji, K., Zhu, Y., Otsubo, M., Honda, C. Surface modification of silicone rubber after corona exposure. Plasma Processes and Polymers. 4 (S1), S1080 (2007).

{kind=link}
{kind=link}
{kind=link}
{kind=link}