

Summary
Her presenterer vi en protokoll for å produsere lang filamenter polydimethylsiloxane (PDMS) silikon av gravitasjon-tegning gjennom en ovn. Filamenter på hundrevis av mikrometer i diameter og titalls centimetere i lengde og er hydrophobically patternable via en Arduino-kontrollerte corona utslipp system.
Abstract
Polydimethylsiloxane (PDMS) er en allsidig polymer som ikke kan lett formes inn lange filamenter. Bevegelige metoder mislykkes fordi PDMS ikke viser langtrekkende flyt på smelter. Vi introdusere en forbedret metode å produsere filamenter av PDMS av en trappet temperatur profil av polymer som det cross-links fra en væske å en elastomer. Ved å overvåke sine varm temperatur viskositet, anslår vi et bestemt tidsrom når materielle egenskapene er amendable til tegningen i lang filamenter. Filamenter passere gjennom en høy temperatur tube ovn, herding dem tilstrekkelig til å bli høstet. Disse filamenter på hundrevis av mikrometer i diameter og titalls centimetere i lengde, og enda lenger og tynnere filamenter er mulig. Disse filamenter beholde mange av de materielle egenskapene av bulk PDMS, inkludert valgbar hydrophobicity. Vi viser denne muligheten med en automatisert corona-utslipp mønstre metode. Disse patternable PDMS silikon filamenter har programmer i silikon weavings, gass permeabel sensor komponenter og modell Mikroskala foldamers.
Introduction
Polydimethylsiloxane (PDMS) er et bredt brukt materiale med mange produksjons- og forsknings-programmer. Det er varme og vanntett, elektrisk isolerende, hydrofobe, gass permeabel mat-safe, biokompatible og fleksibel med en nesten perfekt Poisson-ratio. I tillegg kan det lett tjene som vert for ulike funksjonelle molekyler, til enten før eller etter1,2. Overflaten er lett modifiserbare av UVO, oksygen plasma eller Corona utslipp å bytte sin hydrophobicity og indusere kortsiktige selv-vedheft3,4,5. Spesielt har det også blitt brukt i microfluidics6.
Filamenter av PDMS er spesielt nyttige i å produsere høy overflate-området silikon vever, silikon fiber sensorer7og silikonbasert additive industrien materialer (3D utskrift). I våre laboratorier bruker vi hydrophobically mønstrede filamenter av PDMS som en plattform for å studere folding. Laget studier i filament conformational statistikk i en vandig miljøet via excitation athermal akustisk og tenkelig system tidligere rapportert8.
Danner høy størrelsesforholdet filamenter fra PDMS via tradisjonell form-avstøpning er utfordrende. Filamenter har stor overflate område-til-volum, kompliserer utgivelsen fra former9. Forskere har hatt suksess vindsperre PDMS med transportør polymerer for kontinuerlig electrospinning i nanoskala filamenter10,11,12, om resulterende filamenter ikke rene PDMS.
Den dominerende produksjon metoden å produsere macroscale filamenter av andre materialer innebærer trekke ut en tyktflytende væske fra et reservoar gjennom en pore. Tyktflytende væske er vanligvis en termoplast eller glass som er flytende ved høye temperaturer i reservoaret og avkjølt i en (ofte amorfe) solid filament som det trekkes gjennom en pipe. Denne prosessen kalles smelte spinning, og det er uforenlig med PDMS fordi PDMS ikke viser langtrekkende flyt på smelter. Blokk co polymerer silikon og alpha-metyl styren har vist for å produsere filamenter via smelte spinning, men igjen, resulterende filamenter er ikke ren PDMS13.
Metoden vi skissere her er som å smelte-spinning, bortsett fra relative temperaturen av reservoaret og skorstein er slått. PDMS er væske i en romtemperatur reservoaret, som det ikke har ennå fullført cross-linking. Viskositeten av PDMS varierer som silikon olje krysskoblinger med en herding agent, en prosess som kan akselereres termisk. Før du plasserer dem i reservoaret, varmer vi den herding PDMS til den når en viskositet egnet for lange gravitasjon-drypper og kurere det etter dryppe via en varme rør ovn i chimney. Tilnærmingen er noe sammenlignes med "tørr-spinning", i hvilke polymerer er oppløst i flyktige løsemidler som fordamper under tegning.
Til våre kunnskap er bare rapportert produsere lang filamenter av ren PDMS vår forrige publikasjonen8 . Metoden innført her er en betydelig forbedring på det opprinnelige tilnærmingen, med hensikten å minimere kunsten av prosessen. Særlig ved måler viskositeten under pre herding scenen og timing nedkjøling perioder, er vi kan rapportere et eksperimentelt tilgjengelig vinduet i filament spinnability. Vi har også introdusere et middel til å produsere repeterbare, lokalisert overflaten modifikasjoner på filament via en Arduino-kontrollerte corona mønstre system, muliggjør langsgående hydrofobe mønstre langs filament.
Protocol
1. PDMS filamenter
- Ovn og ekstrudering
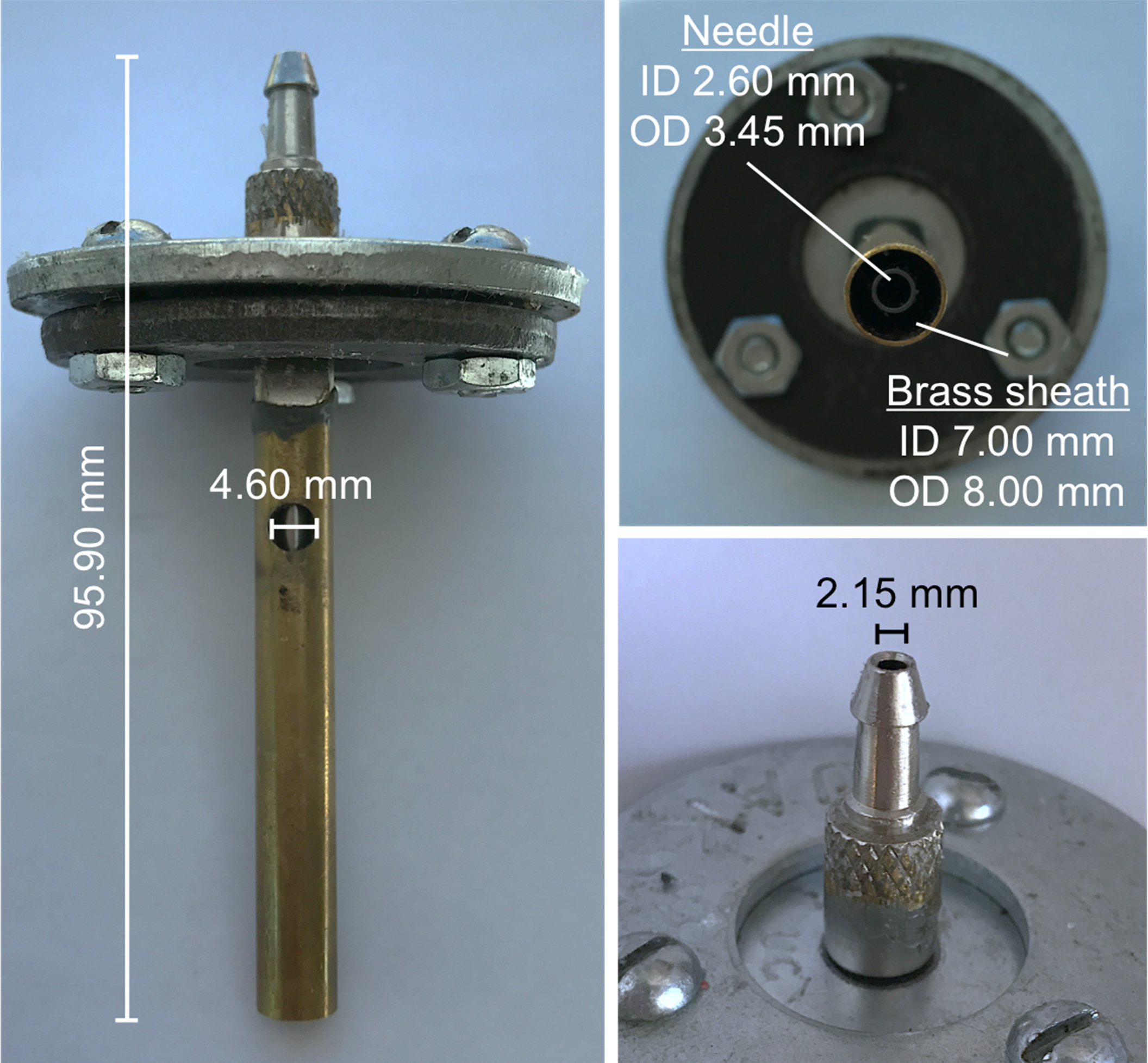
- Knytte 1,59 mm indre diameter høy temperatur silikon gummi slangen til huset lufttilførselen gjennom en måling ventil (se figur 1). Koble den andre enden av slangen til en ekstrudering adapter som består av en skjede rundt en 1,08 mm radius åpning, som vil produsere en jevn nedadgående luftstrømmen rundt filament (f.eks en egendefinert maskinerte messing skjede på en luftstrøm på ca 1.4 L/min ; se supplerende figur 1 for spesifikasjoner).
Merk: Helst produsere filamenter i en redusert fuktighet miljø med et brannslukningsapparat i nærheten. - Dekker overflaten under en sylindrisk keramiske tube ovn (f.eks., 17 mm indre diameter, 107,7 mm lengde) med folie å fange noen overflødig PDMS.
- Montere ekstrudering adapteren over loddrette rør ovnen, sentrering åpningen til ovnen og utjevning ovnen slik filament vil passere gjennom.
- Koble extruder til ekstrudering adapter via høy temperatur silikon gummi semi-klare slangen.
- Varm ovnen til indre temperaturen er ca 250 ° C målt ved en infrarød termometer, bruke en variabel transformator til å regulere temperaturen.
- Flytte ovnen ut fra ekstrudering adapteren slik at ekstrudering kortet ikke varme opp før filament produksjon.
- Knytte 1,59 mm indre diameter høy temperatur silikon gummi slangen til huset lufttilførselen gjennom en måling ventil (se figur 1). Koble den andre enden av slangen til en ekstrudering adapter som består av en skjede rundt en 1,08 mm radius åpning, som vil produsere en jevn nedadgående luftstrømmen rundt filament (f.eks en egendefinert maskinerte messing skjede på en luftstrøm på ca 1.4 L/min ; se supplerende figur 1 for spesifikasjoner).
- Delvis pre herding PDMS
- Forvarm en engangs eksempel rør til 65.0 ° C i en viscometer med temperaturkontroll. Bruke en riktig viscometer og spindel, slik at man kan måle viskositet i størrelsesorden 200-10000 mPa·s.
- Grundig blande 18,0 g PDMS base med 1,8 g av sin herding agent i veie båt og plasser blandingen i en romtemperatur (RT) vakuum desiccator i 15 min eller gjenstår noen bobler. Vent desiccator regelmessig for å pop boblene nær overflaten.
Merk: Følgende tidspunktet forutsetter bruk av PDMS base og herding agent angitt i Tabellen for materiale. - Hell 17,7 g av blandingen i forvarmet eksempel røret på countertop (noen er tapt for vedheft til veie båten). Sett eksempel rør inn i viscometer.
- Ta viskositetsmålinger én gang per minutt, holder viscometer spinning sakte (5 rpm).
- Når viskositeten når 4000 mPa·s, fjerne prøven røret med tang og umiddelbart hell i romtemperatur extruder. Produsere filamenter i et tidsvindu starter ca 4,5 min fra varme fjerning og varer i en etterfølgende 4 min.
- Ekstrudering PDMS til skjemaet filamenter
- Imens forsinkelse, sikre ovnen er på 250 ° C ved hjelp av en infrarød termometer.
- Ca 4 min etter fjerning av prøven rør fra viscometer, flytte ovnen tilbake under ekstrudering kortet og justere indre nålen ekstrudering kortets med rør ovnen med en varme-safe hanske.
- Regelmessig vri skruen på extruder, tillater en jevn strøm av PDMS å dryppe gjennom ovnen.
Merk: Hvis dråper form i stedet for filamenter, vent 30 s videre RT herding og prøv på nytt. Konstant kronglete presser PDMS gjennom ovnen for fort. Vanligvis kan liten flare-ups håndteres ved å slå av ovnen og bruke en ikke-ledende pinne for å fjerne alle bygget opp PDMS fra ovnen.
Advarsel: Hvis PDMS drypper på vegger eller toppen av ovnen, det er muligheten for en blusse opp. - Når PDMS strømmen begynner å tynne, vri extruder en ekstra halv-revolusjonen. Hvert forsøk har ca 16 revolusjoner bruker gitt extruder.
- Samle filamenter på tre pinner under ovnen etter hver vri og legge dem over tre hyller til slutt herding for ca 12 timer.
2. mønstre av PDMS filamenter med datastyrt Corona utslipp
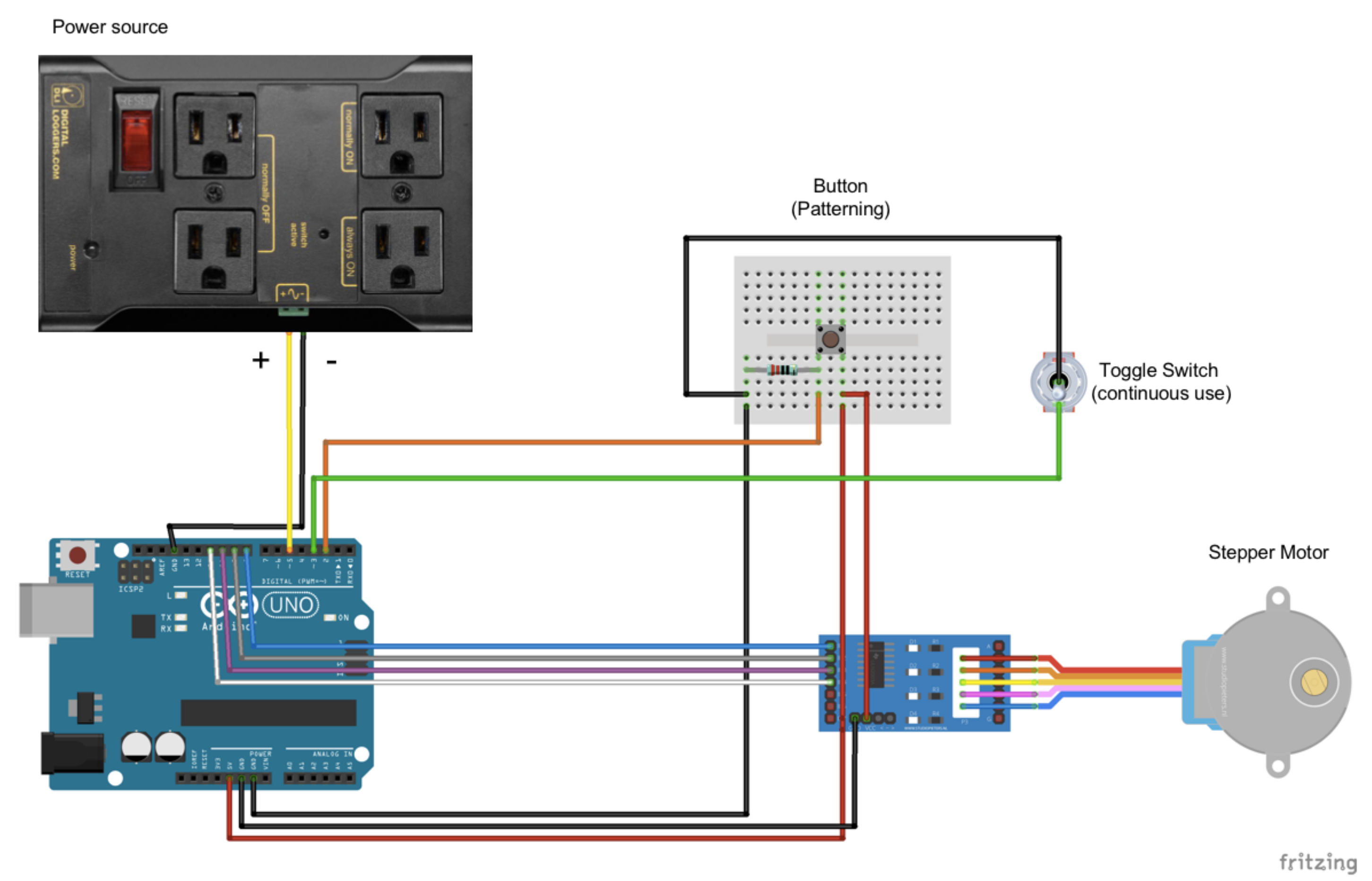
- Arduino-kontrollerte filament-posisjonering og corona utslippet styresystem: montere åpen kildekode Arduino Mikroprosessorstyrt stepper motor som trekker filament under en corona utslipp enhet per koblingsskjemaet i Supplemental Materialer. Laste opp egendefinerte Arduino koden programvaren i tilleggsresultater materialer til systemet.
- Mønstre filament overflaten med enheten
- Angi ønsket mønster i koden ("Mønster" array) og laste den opp til den Arduino via USB.
- Vask en herdet filament med 1% natrium dodecyl sulfate og skyll med overdreven rent vann. Tørr filament med luft.
- Sted filament på en elektrisk ikke gjennomføre skive med en cut-out (f.eks., laserskåret akryl, se supplerende figur 3A) som tillater filament å bli suspendert i luften. Bruke dobbeltsidig tape for å sikre endene av filament skive.
- Plasser skive i en ventilert corona utslipp mellom akryl spor og sikre at den er nivå. Plass en immobile metall hellen under akryl, justere filament langs kanten av metall skive.
- Plasser corona utslipp elektroden (f.eks en våren elektrode tips) ca 3 mm over filament og koble corona discharger til Arduino-kontrollerte uttaket.
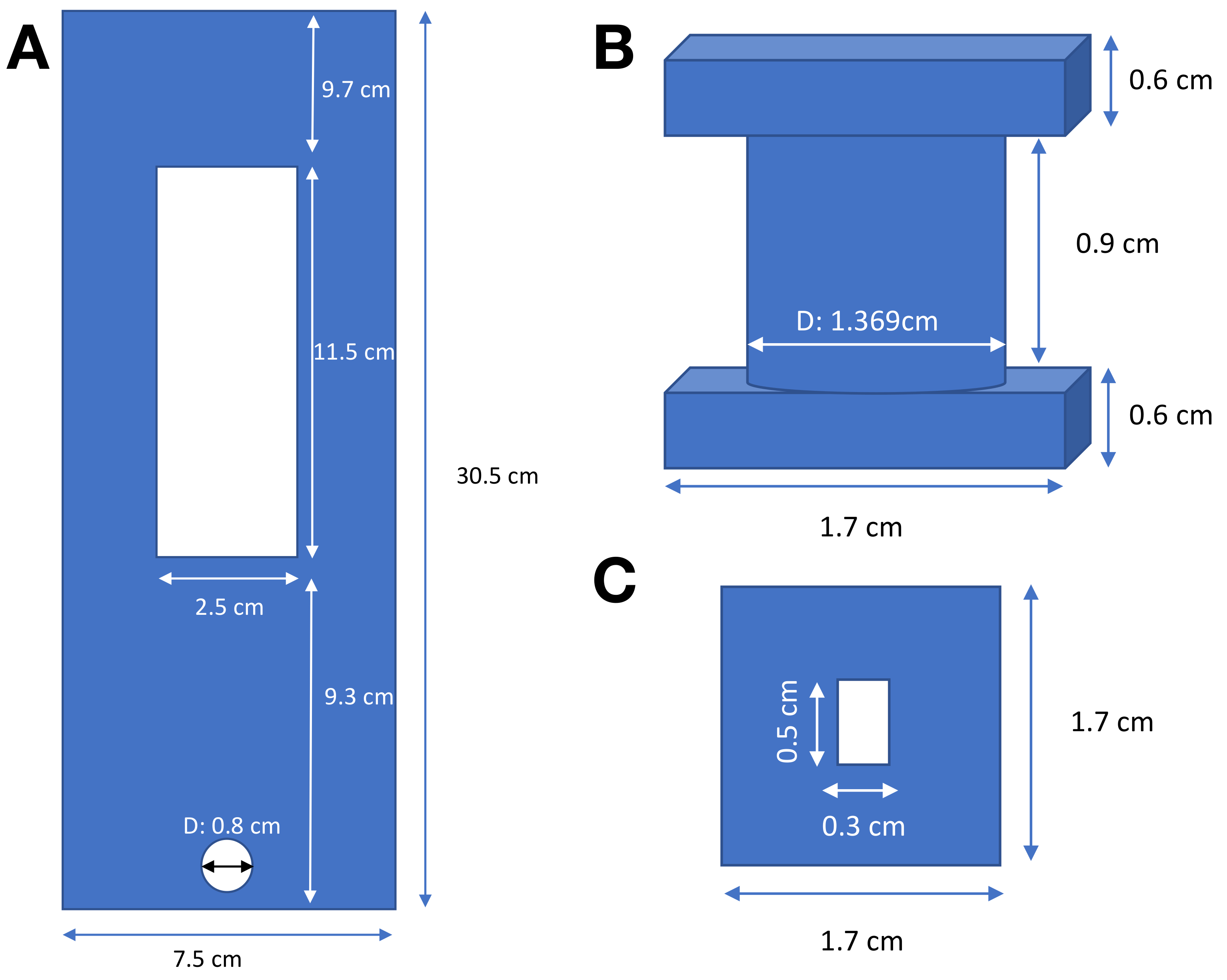
- Binde en ikke-ledende linje til rundp cut-out på akryl skive. Følge den andre enden av linjen til Arduino-kontrollerte stepper motor (se supplerende figur 3BC).
- Trykk på knappen i Arduino krets å begynne mønstre med programmert koden. Corona utslipp er en produsert av en lav gjeldende 4,5 MHz elektrisk felt med en utgangsspenning på 10-40 kV som endrer overflaten av PDMS å gjøre det hydrofile.
FORSIKTIG: Gjeldende er lav, men enheten produserer ozon og UV-stråling i luften. Helst bruke den avtrekksvifte, bak en ventilerte akryl skjold.
Representative Results
Metoden (figur 1) produserer vellykket filamenter av ca 200 μm i diameter (figur 2) og av varierende lengde på 10 cm. lenger filamenter kan produseres ved å heve den tegning apparater og gjennomsnittlig filament diametere kan variere mellom 50-300 µm per kjørt. Filamenter er fleksible og robuste, og deres modulus av elastisitet kan sammenlignes med bulk PDMS8. I denne protokollen er arbeidstid mellom pre herding av PDMS og tegning filamenter beleilig lenge nok for transport materialet (Figur 3).
Hydrophobicity mønstre via corona utslippet kan være bekreftet via slippverktøy kontakt vinkler. Kontakt vinkel analysen er komplisert ved sylindrisk form av filament; dråper kan danne en symmetrisk fat figuren eller asymmetrisk shell figur14. For våre filamenter, bruker 1 µL vanndråper, disse to figurer tilsvarer corona-behandlet hydrofile overflater og ubehandlet hydrofobe PDMS, henholdsvis (Figur 4).

Figur 1: skjematisk av metoden filament produksjon. Degassed, varmes cross-linking PDMS på 65 ° C til sin viskositet når 4000 mPa·s. Det er deretter avkjølt og overført til en extruder som fører gjennom en nedover air-flow-omsluttet åpning, deretter gjennom en tube ovn før slaktet som filamenter. Klikk her for å se en større versjon av dette tallet.

Figur 2: Histogram av filament bredder fra en demonstrasjon av metoden. Bredder er per cm filament 6 filamenter, som samlet lengde var ca 80 cm. filamenter ble skannet av en planskanner og analyseres av egendefinerte oktav skript15. Innfelt: et representativt bilde av en utvidet filament ved en linjal. Klikk her for å se en større versjon av dette tallet.

Figur 3: PDMS viskositet vs. tid. Viskositetsmålinger (på 5 RPM) degassed PDMS base og herding agent som en funksjon av tid, med forskjellige temperatur profiler. Kontinuerlig oppvarming (grå diamanter) er 65 ° C, demonstrerer en rask økning i viskositet. Svart datapunkt er 65 ° C, før fjerning til romtemperatur når viskositet når 4000 mPa·s per metoden over. Rød datapunkter representerer den samme prøven viskositet etter nedkjøling til 25 ° C. Gapet i dataene oppstår mens viscometer er blir avkjølt 25 ° c med is-vannet. Cyan vinduet er tid når filament produksjon skjer etter metoden. Klikk her for å se en større versjon av dette tallet.

Figur 4: Hydrophobically mønstrede filament. (A) filament ble mønstret med en vekslende hydrophobicity mønster, hver 2 cm, med metoden Arduino-kontrollert-Corona beskrevet ovenfor, og visualisert med 1 µL vanndråper. (B) dråper vedta en shell (venstre) eller FAT (høyre) konformasjon avhengig av den filament lokale hydrophobicity14. Shell kontakt vinkler er anslått direkte, mens plan tilsvarende kontakt vinkler på fat-dråper bestemmes ved å tilpasse til en analytisk løsning8. Klikk her for å se en større versjon av dette tallet.

Ekstra figur 1: dimensjoner ekstrudering adapter med luftstrøm slire. Klikk her for å se en større versjon av dette tallet.

Ekstra figur 2: koblingsskjemaet for Corona patterner. Corona utslipp enheten er koblet til videresendte strømkilden. Filament er lastet på et brett som er tilknyttet med en ikke-ledende ledning stepper motor via en spindel (supplerende figur 3). Mønsteret er lastet opp til Arduino mikroprosessoren nederst til venstre. Klikk her for å se en større versjon av dette tallet.

Ekstra figur 3: skjematisk av deler til filament patterner. (A) brett med en åpning der filament er suspendert. (B) spindel for ikke-ledende kabelen kobler stepper motor til den skuff via 0,8 cm hullet. (C) nedenfra spindelen, viser kortet stepper motorakselen. Vi laget alle deler fra laserskåret 3,2 mm akryl, som ble limt sammen når det er nødvendig. Klikk her for å se en større versjon av dette tallet.

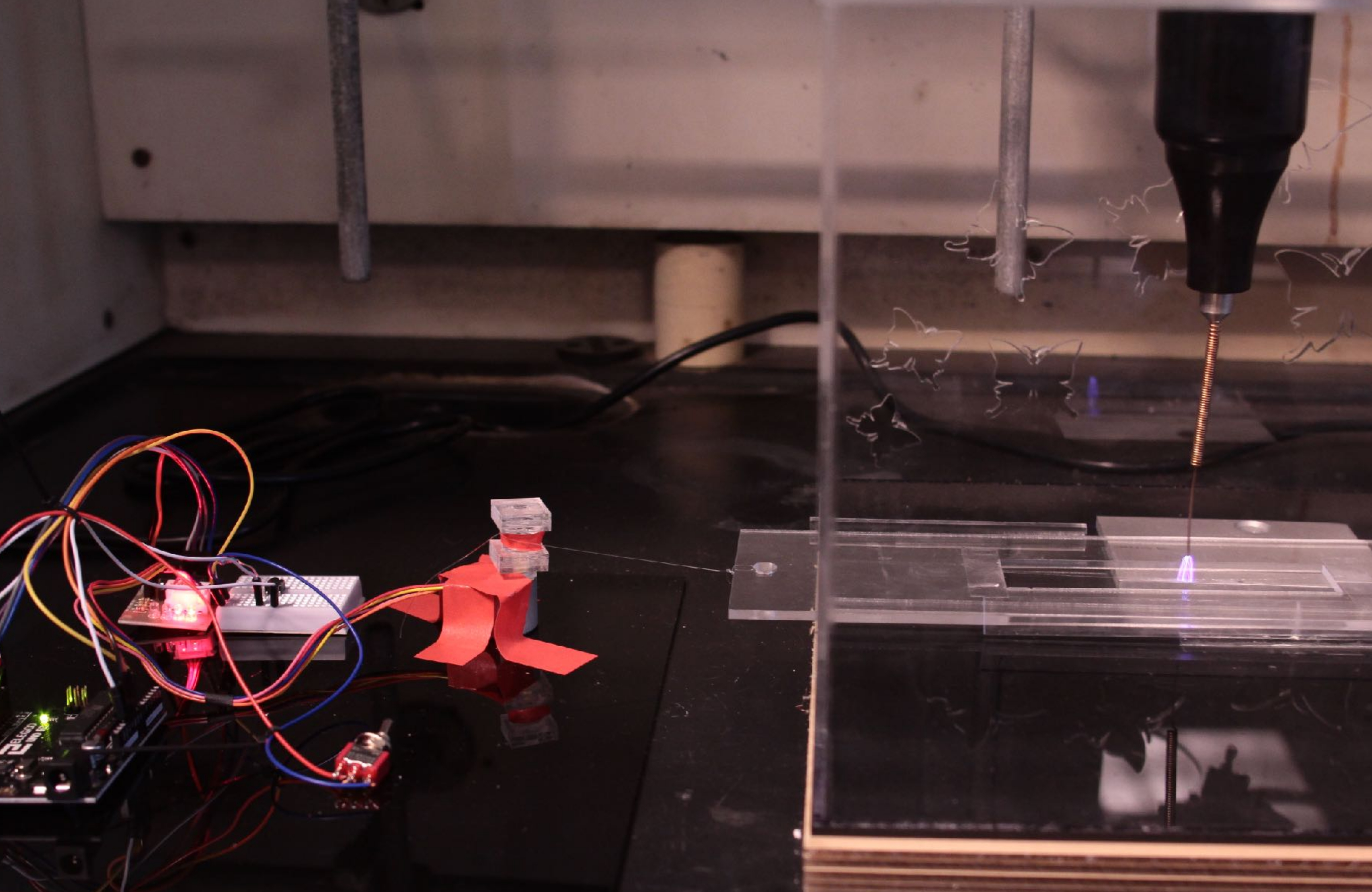
Ekstra figur 4: bilde av filament patterner. Klikk her for å se en større versjon av dette tallet.
Discussion
Grunnlaget for denne metoden er manipulere materielle egenskapene for herding PDMS slik de er egnet for tyngdekraften tegning. Tyngdekraften tegning dråper i stabil filamenter styres av tre dimensjonsløs parametere16. De gjelder slippverktøyets treghet i forhold til tyngdekraften (Froude), overflatespenning (Weber) og viskositet (Reynolds). Det kritiske trinnet av crosslinking PDMS før det eksperimentelt bevis stabil forlengelse per vår metode mest dramatisk endrer Reynolds nummeret, redusere den med mer enn en størrelsesorden, fra 0,83 til 0,07. Den neste største endringen i en av de andre dimensjonsløs parameterne er derimot Weber nummer, som bare dobler. Dette støtter bruk av viskositet følsom proxy for sporing PDMS spinnability.
En viktig forbedring over våre tidligere filament Produksjonsmetoden er at viskositet profilen under protokollen brukes til å bestemme eksperimentelle arbeidstider. For å bestemme begrensninger av teknikken, vi pre herdet en gruppe med PDMS per protokollen, fjernet det fra varme og tok viskositetsmålinger i romtemperatur i PDMS fortsatte cross-linking. Den resulterende viskositet profilen (Figur 4) antyder at vinduet for spinnability er utvidet dramatisk ved å fjerne PDMS fra 65 ° C oppvarmet viscometer. Våre protokollen innebærer fjerning av PDMS før inn i spinnability-vinduet, og deretter tillater prøven fortsette crosslinking i ca 4,5 min som den kjøler til romtemperatur. Deretter har eksperimentator ca 4 min å tegne den før den pågående crosslinking gjengir PDMS ikke lenger laget.
Metoden som vist lett produserer filamenter med diameter på 100 s µm og lengder på 0,5 m. Filament lengden er begrenset av tilgjengelig plass under ekstrudering og rør ovn. En rimelig modifikasjon av teknikken ville være å installere den i en lengre pipe å produsere lengre filamenter. En endring som vi ennå ikke har utforsket trekker mekanisk filamenter istedet for tillit til tyngdekraften, som kan gi tynnere filamenter.
Et kritisk steg til hydrophobically mønstre i filament er eksponering for corona utslippet i omgivelsene. Dette introduserer noen tvetydighet, som figuren/intensiteten av utslippet er påvirket av omgivelsene og lokale ledningsevne. Det stilles ved å plassere jordet dirigenter under filament samt justere spenningen på corona enheten (10-40 kV). Mekanismen av corona overflaten-endring er sannsynlig elektronet energioverføring lysing PDMS siden kjeder og ryggraden. For å bryte disse obligasjonene, trenger elektroner mindre energi enn den gjennomsnittlige energien som kreves for å produsere en dielektrisk-barriere utslipp17. Dermed en observerbar utslipp som omslutter filament er sannsynlig å produsere overflaten endring og kan lett testet via vann dråpe kontakt vinkel målinger.
Denne metoden gjør det relativt lettvinte produksjon av silikon PDMS filamenter og påfølgende komplekse hydrofobe mønstre. Deres mål er å produsere et modellsystem for foldamer der hydrofobe mønstre kan utformes til å produsere observerbare filament folding stier og foldet strukturer. Denne Serbia og MontenegroGenericName kan gi generalizable regler for engineering folding trasé. Disse filamenter kan også ha materiale programmer som en del av hydrofobe eller kjemisk reaktive vever via løsemiddel hevelse eller i bruk av reaktive stoffer suspendert i gass permeabel PDMS.
Disclosures
Forfatterne ikke avsløre.
Acknowledgments
Forfatterne erkjenner takknemlig innsikt og assistanse fra W. Cook, S. J. S. Rubin, J. Zehner, C. Barraugh, C. Fukushima, M. Mulligan, M. Keckley, og A. Bosshardt og økonomisk støtte fra The Rose Hills Foundation og The Johnson sommer Student Research Grant. Forfatterne også erkjenner forarbeidet på viskositet for sporing silikon polymerisering av studenter på Avansert laboratorium i kjemi (Fall 2017).
Materials
| Name | Company | Catalog Number | Comments |
| 2 part PDMS Silicone | Dow Corning Sylgard 184 | 4019862 | |
| Thermosel | Brookfield | HT-110 115, HT-115A DP | |
| viscometer | Brookfield | RVT115 | |
| Disposible sample chamber | Brookfield | HT-2DB-100 | |
| Disposible spindle | Brookfield | SC4-27D-100, SC4-DSY | |
| Extruder | Makin's | 35055 | |
| High-temperature silicone tubing | McMaster-Carr | 51135K16 | |
| Cylindrical Tube heater (Ceramic) | Ours is a custom: 17.0 mm inner diameter, 38.7 mm outer diameter, 107.7 mm length, 150 Ohm. Companies include Watlow and Omega. Critical design considerations: smaller inner diameters will require better furnace-filament alignment, longer tubes should also be sufficient. | ||
| Variable Transformer for heater | Variac | 3PN1010 | |
| Metering valve | Swagelok | SS-2MA1 | |
| Corona Discharge Device | Electro-Technic | BD20A | |
| Arduino Kit | Elegoo | EL-KIT-003 | |
| Nylon Fishing Line | EoongSng | B075DYVC3F | |
| Pasta Drying Rack | Norpro | B00004UE7U | |
| Infrared thermometer | Nubee | 81175535214 | |
| Flatbed scanner | Canon | CanoScan 9000F MKII |
References
- Bossi, M. L., Daraio, M. E., Aramendı́a, P. F. Luminescence quenching of Ru (II) complexes in polydimethylsiloxane sensors for oxygen. Journal of Photochemistry and Photobiology A: Chemistry. 120 (1), 15-21 (1999).
- Toepke, M. W., Beebe, D. J. PDMS absorption of small molecules and consequences in microfluidic applications. Lab on a Chip. 6 (12), 1484-1486 (2006).
- Haubert, K., Drier, T., Beebe, D. PDMS bonding by means of a portable, low-cost corona system. Lab on a Chip. 6 (12), 1548-1549 (2006).
- Bhattacharya, S., Datta, A., Berg, J. M., Gangopadhyay, S. Studies on surface wettability of poly (dimethyl) siloxane (PDMS) and glass under oxygen-plasma treatment and correlation with bond strength. Journal of Microelectromechanical Systems. 14 (3), 590-597 (2005).
- Efimenko, K., Wallace, W. E., Genzer, J. Surface modification of Sylgard-184 poly (dimethyl siloxane) networks by ultraviolet and ultraviolet/ozone treatment. Journal of Colloid and Interface Science. 254 (2), 306-315 (2002).
- Johnston, I. D., McCluskey, D. K., Tan, C., Tracey, M. C. Mechanical characterization of bulk Sylgard 184 for microfluidics and microengineering. Journal of Micromechanics and Microengineering. 24 (3), 035017 (2014).
- Xue, R., Behera, P., Xu, J., Viapiano, M. S., Lannutti, J. J. Polydimethylsiloxane core–polycaprolactone shell nanofibers as biocompatible, real-time oxygen sensors. Sensors and Actuators B: Chemical. 192, 697-707 (2014).
- Kiessling, R., et al. Gravity-Drawn Silicone Filaments: Production, Characterization, and Wormlike Chain Dynamics. ACS Applied Materials & Interfaces. 9 (46), 39916-39920 (2017).
- Roca-Cusachs, P., et al. Stability of microfabricated high aspect ratio structures in poly (dimethylsiloxane). Langmuir. 21 (12), 5542-5548 (2005).
- Yang, D., et al. Electrospinning of poly (dimethylsiloxane)/poly (methyl methacrylate) nanofibrous membrane: Fabrication and application in protein microarrays. Biomacromolecules. 10 (12), 3335-3340 (2009).
- Niu, H., Wang, H., Zhou, H., Lin, T. Ultrafine PDMS fibers: preparation from in situ curing-electrospinning and mechanical characterization. Rsc Advances. 4 (23), 11782-11787 (2014).
- Ramakrishna, S., et al. Electrospun nanofibers: solving global issues. Materials Today. 9 (3), 40-50 (2006).
- Blyler, L. L. Jr, Gieniewski, C. Melt spinning and draw resonance studies on a poly (α‐methyl styrene/silicone) block copolymer. Polymer Engineering & Science. 20 (2), 140-148 (1980).
- Carroll, B. J. The accurate measurement of contact angle, phase contact areas, drop volume, and Laplace excess pressure in drop-on-fiber systems. Journal of Colloid and Interface Science. 57 (3), 488-495 (1976).
- Eaton, J. W., Bateman, D., Hauber, S., Wehbring, R. GNU Octave version 4.2.2 manual: a high-level interactive language for numerical computations. , Volume 4.2.2 (2018).
- Ziabicki, A. Fundamentals of fibre formation: the science of fibre spinning and drawing. , John Wiley & Sons, Ltd. (1976).
- Haji, K., Zhu, Y., Otsubo, M., Honda, C. Surface modification of silicone rubber after corona exposure. Plasma Processes and Polymers. 4 (S1), S1080 (2007).

{kind=link}
{kind=link}
{kind=link}
{kind=link}