

Summary
Vi præsenterer her, en protokol til at producere lange filamenter af Polydimethylsiloxan (PDMS) silikone af tyngdekraft-tegning gennem en ovn. Filamenter er på rækkefølgen af hundredvis af mikrometer i diameter og snesevis af centimeter i længden og er hydrophobically patternable via en Arduino-kontrolleret corona decharge system.
Abstract
Polydimethylsiloxan (PDMS) silikone er en alsidig polymer, der ikke let dannes i lange filamenter. Traditionel spinning metoder mislykkes, fordi PDMS ikke udviser langtrækkende viskositeten ved smeltning. Vi indføre en forbedret metode til at producere filamenter af PDMS af en intensiveret temperatur profil af polymeren som det cross-links fra en væske til en elastomer. Ved at overvåge dens varme-temperatur viskositet, anslår vi et vindue af tid, hvor dens materielle egenskaber ændres til tegning i lange filamenter. Filamenter passerer gennem en høj temperatur tube ovn, kurere dem tilstrækkeligt til at blive høstet. Disse filamenter er på rækkefølgen af hundredvis af mikrometer i diameter og snesevis af centimeter i længden, og endnu længere og tyndere filamenter er muligt. Disse filamenter bevarer mange af materialeegenskaber af bulk PDMS, herunder switchable hydrophobicity. Vi demonstrere denne evne med en automatiseret corona-udledning mønstre metode. Disse patternable PDMS silikone filamenter har applikationer i silikone weavings, gas-gennemtrængelige sensor komponenter og model individuel foldamers.
Introduction
Polydimethylsiloxan (PDMS) silikone er et bredt anvendte materiale med mange programmer, produktion og forskning. Det er varme og vand resistent, elektrisk isolerende, vandskyende, gas gennemtrængelige, mad-safe, biokompatible og fleksibelt med en næsten ideel Poisson ratio. Derudover kan det let tjene som vært for forskellige funktionelle molekyler, tilføjes enten før eller efter hærdning1,2. Dens overflade er let modificerbare efter UVO, ilt plasma eller Corona decharge at skifte sin hydrophobicity og fremkalde kortsigtede self-vedhæftning3,4,5. Især har det også været brugt i mikrofluidik6.
Filamenter af PDMS er især nyttige i at producere høj areal silikone væver, silikone fiber sensorer7og silikone-baserede tilsætningsstof fremstilling materialer (3D udskrivning). I vores laboratorier bruger vi hydrophobically mønstrede filamenter af PDMS som en platform til at studere foldning. Holdet undersøgelser af glødetrådens konformationelle statistikker i et vandigt miljø via en athermal akustiske excitation og billedbehandling system tidligere rapporteret8.
Danner høj skærmformat filamenter fra PDMS via traditionelle form-støbning er udfordrende. Filamenter har store overflade område-til-volumen forhold, som komplicerer frigivelse fra forme9. Forskere har haft succes kappematerialer PDMS med carrier polymerer til kontinuerlig electrospinning i nanoskala filamenter10,11,12, selvom den resulterende filamenter ikke er ren PDMS.
Den fremherskende fremstillingsmetoden at producere overordnet filamenter af andre materialer indebærer tegning ud en tyktflydende væske fra et reservoir gennem en pore. Den tyktflydende væske er typisk en termoplastisk eller glas, der er væske ved høje temperaturer i reservoir og køler i et (ofte amorf) solid glødetråd, som det er trukket gennem en skorsten. Denne proces kaldes undertiden smelte spinning, og det er uforeneligt med PDMS fordi PDMS ikke udviser langtrækkende viskositeten ved smeltning. Block Co polymere af silikone og alpha-methyl styren har vist sig for at producere filamenter via smelte spinning, men igen, det resulterende filamenter er ikke ren PDMS13.
Metoden vi skitsere her er beslægtet med smelte-spinning, bortset fra den relative temperatur af reservoir og skorsten er skiftet. PDMS er væske i en stuetemperatur reservoir, som det ikke har endnu afsluttet cross-linking. Viskositet af PDMS varierer som silikone olie krydsbindinger med en hærdning agent, en proces, der termisk kan fremskyndes. Før du placerer det i reservoiret, varme vi kurere PDMS indtil det når en viskositet egnet til lang tyngdekraft-drypper, derefter helbrede det drypper post via en hot tube ovn i skorstenen. Tilgangen er noget svarende til "tør-spinning", i hvilke polymerer er opløst i flygtige opløsningsmidler, der fordamper under tegningen.
Til vores viden er de eneste rapporterede metode til fremstilling af lange filamenter af ren PDMS vores tidligere publikation8 . Metoden indført her er en betydelig forbedring på den oprindelige tilgang, med hensigten at minimere kunst af processen. Mest bemærkelsesværdigt, ved at måle viskositet i pre hærdning fase og timing cool-down perioder, er vi i stand til at rapportere en eksperimentelt tilgængelige vindue af glødetrådens spinnability. Vi introducerer også et middel til at producere gentagelig, lokaliseret overflade ændringer på glødetrådens via en Arduino-kontrolleret corona mønster system, gør det muligt for langsgående hydrofobe mønstret langs glødetråden.
Protocol
1. PDMS filamenter
- Ovnen og ekstrudering forsamling
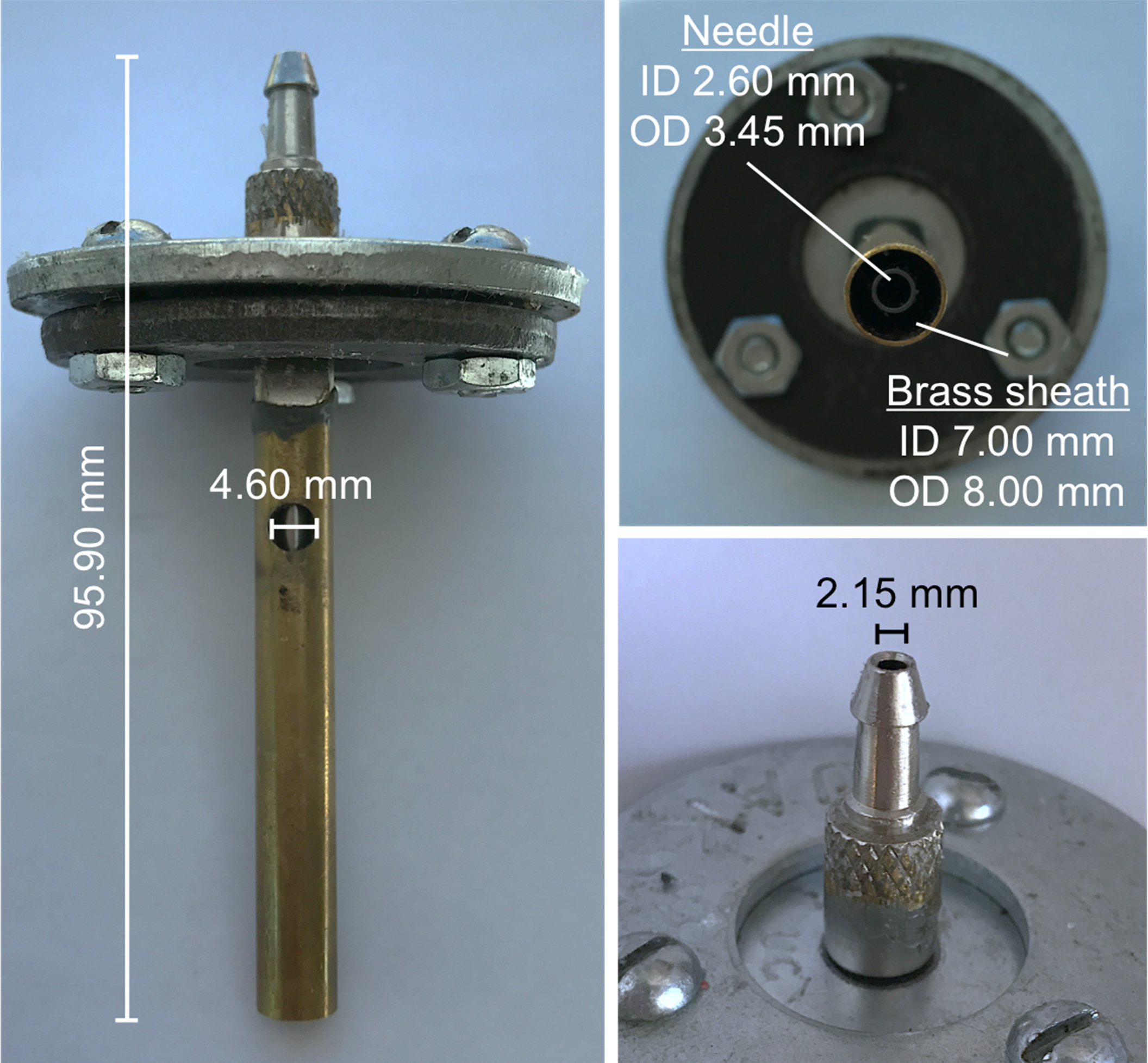
- Tillægger hus lufttilførslen gennem en måling ventil 1,59 mm indre diameter høj temperatur silikone gummi slange (Se figur 1). Tilslut anden enden af slangen til en ekstrudering adapter bestående af en kappe omkring en 1.08 mm radius åbning, som vil producere en støt nedadgående luftstrøm omkring glødetråden (f.eks. en brugerdefineret bearbejdet messing kappe på en luftstrøm på ca. 1,4 L/min. ; Se supplerende figur 1 for specifikationer).
Bemærk: Fortrinsvis producere filamenter i en reduceret luftstrømning miljø med en ildslukker i nærheden. - Dække overfladen under en cylindrisk keramiske rør ovn (fx., 17 mm indre diameter, 107,7 mm længde) med folie for at fange eventuelle overskydende PDMS.
- Montere ekstrudering adapter ovenfor lodrette rør ovn, centrering åbning til ovnen og nivellering ovnen så glødetråden vil passere.
- Tilslut ekstruder til ekstrudering adapter via høj temperatur silikone gummi semi-Fjern slangesættet.
- Varme ovnen, indtil den indvendige temperatur er ca 250 ° C, målt med et infrarødt termometer, ved hjælp af en variabel transformer til at regulere temperaturen.
- Flytte ovnen ud fra under ekstrudering adapter, så ekstrudering adapter ikke varme op før glødetrådens produktion.
- Tillægger hus lufttilførslen gennem en måling ventil 1,59 mm indre diameter høj temperatur silikone gummi slange (Se figur 1). Tilslut anden enden af slangen til en ekstrudering adapter bestående af en kappe omkring en 1.08 mm radius åbning, som vil producere en støt nedadgående luftstrøm omkring glødetråden (f.eks. en brugerdefineret bearbejdet messing kappe på en luftstrøm på ca. 1,4 L/min. ; Se supplerende figur 1 for specifikationer).
- Delvist pre-hærdning PDMS
- Forvarm en engangs prøveglas 65,0 ° c i en viskosimeter med temperaturkontrol. Brug en passende viskosimeter og spindel, således at man kan måle viskositet i intervallet 200-10000 mPa·s.
- Grundigt Bland 18,0 g PDMS base med 1,8 g af sin hærdning agent i et vejer båden og læg blandingen i en stuetemperatur (RT) vakuum ekssikkator til 15 min, eller indtil der ikke bobler tilbage. Lufte ekssikkator med jævne mellemrum for at pop boblerne nær overfladen.
Bemærk: Den følgende timing forudsætter brug af PDMS base og hærdning agent angivet i Tabel af materialer. - Hæld 17,7 g af blandingen i forvarmet prøve røret på køkkenbordet (nogle er tabt til vedhæftning til vejer båden). Sæt prøveglas i viskosimeter.
- Tage viskositet målinger én gang i minuttet, at holde viskosimeter spinning langsomt (5 rpm).
- Når viskositeten når 4000 mPa·s, fjerne prøveglas med tænger og straks hældes i stuetemperatur ekstruder. Producere filamenter i et tidsvindue, der starter ca. 4,5 min. fra varme fjernelse og varer for en efterfølgende 4 min.
- Ekstrudering PDMS til form filamenter
- Under forsinkelsestid, sikre ovnen er på 250 ° C ved hjælp af et infrarødt termometer.
- Ca. 4 min. efter fjernelse af prøveglas fra Viskosimeter, flytte ovnen tilbage nedenunder ekstrudering adapter og justere indre nålen af ekstrudering adapter med tube ovn ved hjælp af en varme-safe handske.
- Periodisk twist skruen på ekstruder, giver en stabil stream PDMS at dryppe gennem ovnen.
Bemærk: Hvis dråber danne i stedet for filamenter, vent 30 s for yderligere RT hærdning og prøv igen. Konstant vride skubber PDMS gennem ovnen for hurtigt. Generelt, små flare-ups kan håndteres ved at slukke ovnen og bruge en ikke-ledende stick til at løsne eventuelle opbygget PDMS fra ovnen.
Forsigtig: Hvis PDMS drypper på vægge eller toppen af ovnen, der er mulighed for en opblussen. - Når PDMS stream begynder at tynde, twist ekstruder en ekstra halv-revolution. Hvert forsøg har omkring 16 omdrejninger ved hjælp af de givne ekstruder.
- Indsamle filamenter på træpinde under ovnen efter hver drejning og lægge dem på tværs af træ reoler til slut hærdning i ca 12 timer.
2. mønstre overflader af PDMS filamenter med Computer-kontrollerede Corona decharge
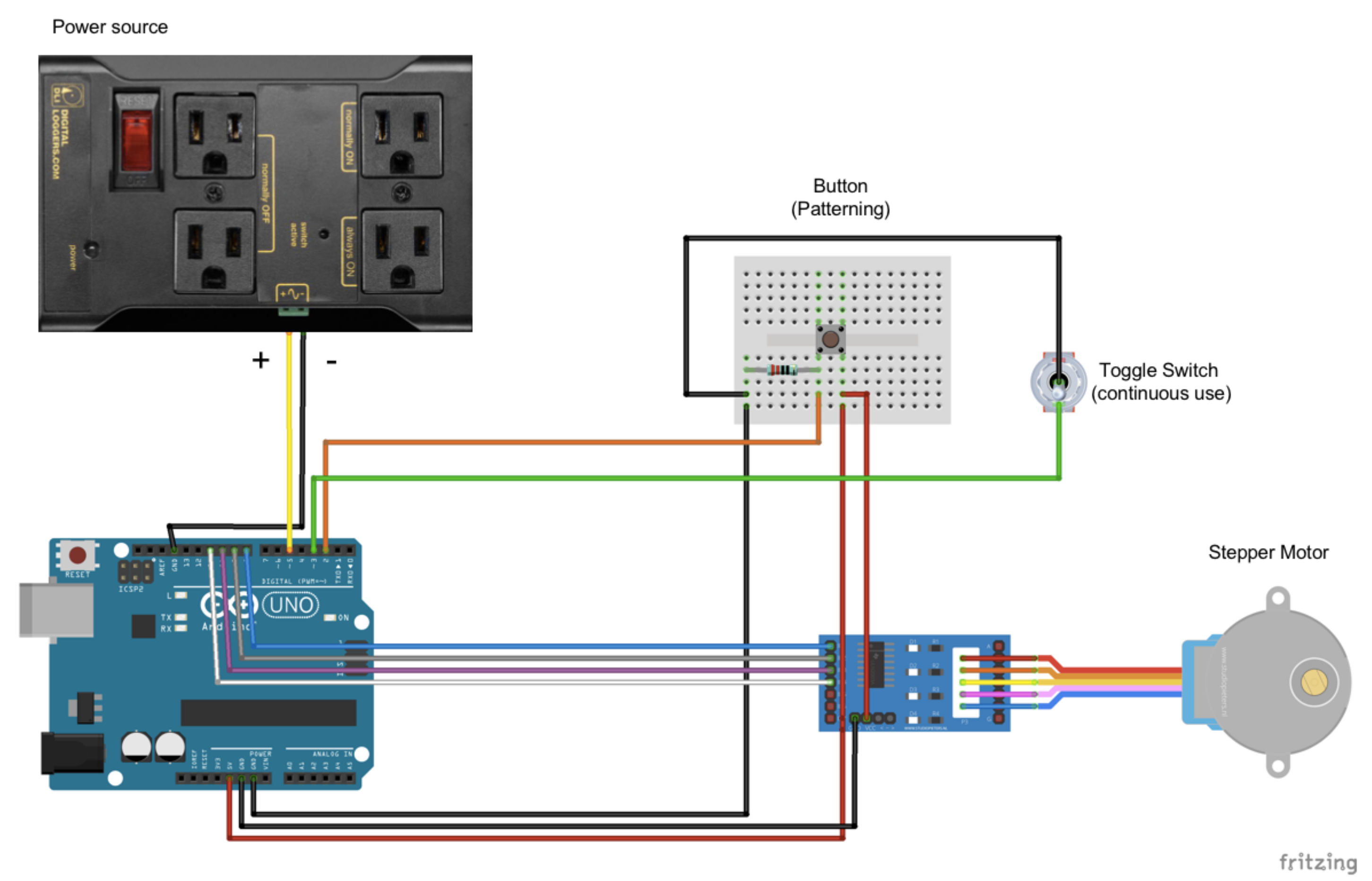
- Arduino-kontrolleret glødetråd-positionering og corona decharge kontrolsystem: samle open source Arduino mikroprocessor-kontrolleret stepper motor, der trækker glødetråd under en corona decharge enhed pr. ledningsdiagrammet i supplerende Materialer. Uploade den brugerdefinerede Arduino kode software i de supplerende materialer til systemet.
- Mønstret glødetrådens overflade med enheden
- Angiv ønskede mønster i kode ("Mønster" array) og uploade den til Arduino via USB.
- Vask en hærdet glødetråd med 1% sodium dodecyl sulfat og skyl med overdreven rent vand. Tørre glødetråden med luft.
- Sted glødetråden på en elektrisk ikke-ledende plade med en cut-out (fx., laser-cut akryl, se supplerende figur 3A), der tillader glødetråden være suspenderet i luften. Bruge dobbeltklæbende tape til at sikre enderne af glødetråden til pladen.
- Placer slab i en ventileret corona decharge boks i mellem akryl spor og sikre, at det er niveau. Placer en immobile metal plade under akryl, tilpasse glødetråden langs kanten af metal slab.
- Placer den corona decharge elektrode (f.eks. et spring elektrode tip) ca 3 mm over glødetråden og sæt corona udledningen i Arduino-kontrolleret stikkontakt.
- Binde en ikke-ledende linje til cirkulære cut-out på akryl slab. Overholder anden enden af linjen til Arduino-kontrolleret stepper motor (Se supplerende figur 3BC).
- Tryk på knappen i Arduino kredsløb at begynde mønstre med den programmerede kode. Corona decharge er en produceret ved en lav nuværende 4,5 MHz elektrisk felt med en udgangsspænding på 10-40 kV, der ændrer overfladen af PDMS til at gengive det hydrofile.
Forsigtig: Nuværende er lav, men enheden producerer ozon og UV-stråling i luften. Helst bruge det i et stinkskab, bag et udluftet akryl skjold.
Representative Results
Metode (figur 1) med held producerer filamenter af ca. 200 µm i diameter (figur 2) og af varierende længder på rækkefølgen af 10 cm. længere filamenter kunne fremstilles ved at hæve tegning apparater og gennemsnitlige glødetråd diametre kan variere mellem 50-300 µm per run. Filamenter er fleksibel og robust, og deres modulus af elasticitet er sammenlignelig med bulk PDMS8. I denne protokol er arbejdstid mellem pre kurere PDMS og tegning af filamenter bekvemt længe nok til transport af materiale (figur 3).
Hydrophobicity mønster via corona decharge kan blive kontrolleret via droplet kontakt vinkler. Kontakt vinkelanalyse kompliceres af cylinderform glødetrådens; dråberne kan danne en symmetrisk tønde form eller asymmetrisk shell figur14. For vores filamenter, ved hjælp af 1 µL vand dråber, disse to figurer svarer til corona-behandlede hydrofile overflader og ubehandlet hydrofobe PDMS, henholdsvis (figur 4).

Figur 1: skematisk af glødetrådens produktionsmetode. Afgasses, opvarmes cross-linking PDMS ved 65 ° C, indtil dens viskositet når 4000 mPa·s. Det er derefter afkøles og overført til en ekstruder, der skubber materialet gennem en nedadgående luft-flow-beklædt åbning, derefter gennem en tube ovn før høstet som filamenter. Venligst klik her for at se en større version af dette tal.

Figur 2: Histogram af glødetrådens bredder fra en demonstration af metoden. Bredder er pr. cm af glødetrådens over 6 filamenter, hvis samlede længde var ca 80 cm. filamenter blev scannet af en flatbed-scanner og analyseret af brugerdefinerede oktav scripts15. Indsatser: et repræsentativt billede af en udvidet glødetrådens ved siden af en lineal. Venligst klik her for at se en større version af dette tal.

Figur 3: PDMS viskositet vs. tid. Viskositet målinger (på 5 RPM) af afgassede PDMS base og hærdning agent som funktion af tiden, med forskellige temperatur profiler. Kontinuerlig varme (grå diamanter) er på 65 ° C, udviser en hurtig stigning i viskositet. Sort datapunkter er på 65 ° C, inden det fjernes til stuetemperatur når viskositet når 4000 mPa·s pr. den metode ovenfor. Rød datapunkter repræsenterer den samme prøve viskositet efter afkøling til 25 ° C. Kløften fremgår data opstår, mens viskosimeter afkøles til 25 ° C med is-vand flow. Cyan vindue er tid når glødetrådens produktion sker ifølge metoden. Venligst klik her for at se en større version af dette tal.

Figur 4: Hydrophobically mønstrede glødetråd. (A) glødetråden var mønstret med en vekslende hydrophobicity mønster, hver 2 cm ved hjælp af Arduino-kontrolleret-Corona metode beskrevet ovenfor, og visualiseret med 1 µL dråber af vand. B dråber vedtage en shell (til venstre) eller tønde (højre) kropsbygning afhængigt af glødetrådens lokale hydrophobicity14. Shell kontakt vinkler er anslået direkte, mens planar-ækvivalent kontakt vinkler på tønde-dråber bestemmes ved montering på en analytisk løsning8. Venligst klik her for at se en større version af dette tal.

Supplerende figur 1: dimensioner af ekstrudering adapter med luftstrømmen skede. Venligst klik her for at se en større version af dette tal.

Supplerende figur 2: ledningsdiagrammet for Corona patterner. Corona decharge enheden er sluttet til videreformidles strømkilde. Glødetråden er indlæst på en bakke, der er tilsluttet via en ikke-ledende tråd stepper motor via en spindel (supplerende figur 3). Mønsteret er uploadet på Arduino mikroprocessor på nederst til venstre. Venligst klik her for at se en større version af dette tal.

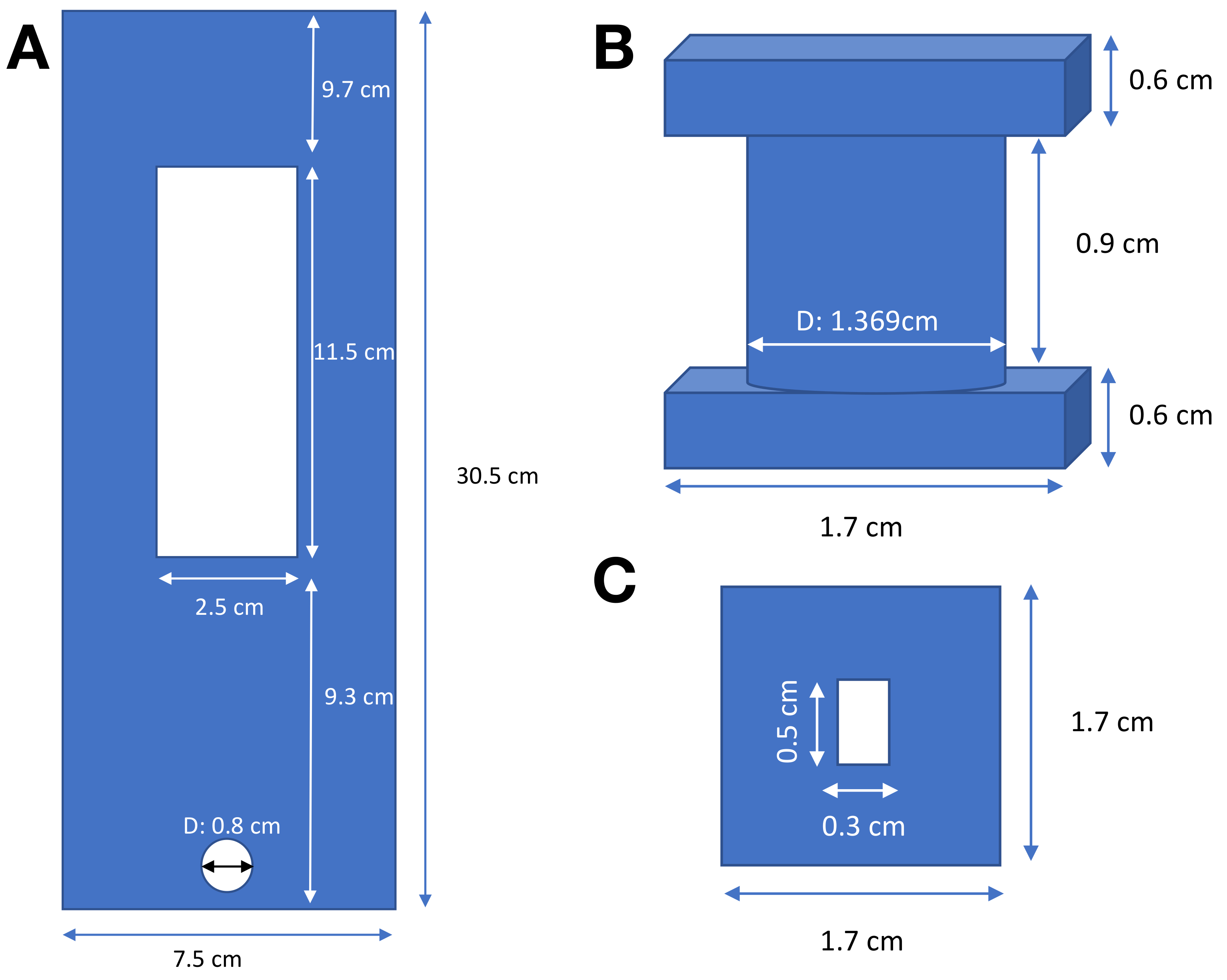
Supplerende figur 3: skematisk af dele til glødetrådens patterner. (A) bakke med en åbning, hvor glødetråden er suspenderet. (B) spindel til strømtavlens wire tilslutning stepper motor til den bakke via 0,8 cm hul. (C) underside af spindel, viser adapter til stepper motorakslen. Vi opdigtet alle dele fra laser-cut 3,2 mm akryl, som blev limet sammen, når det er nødvendigt. Venligst klik her for at se en større version af dette tal.

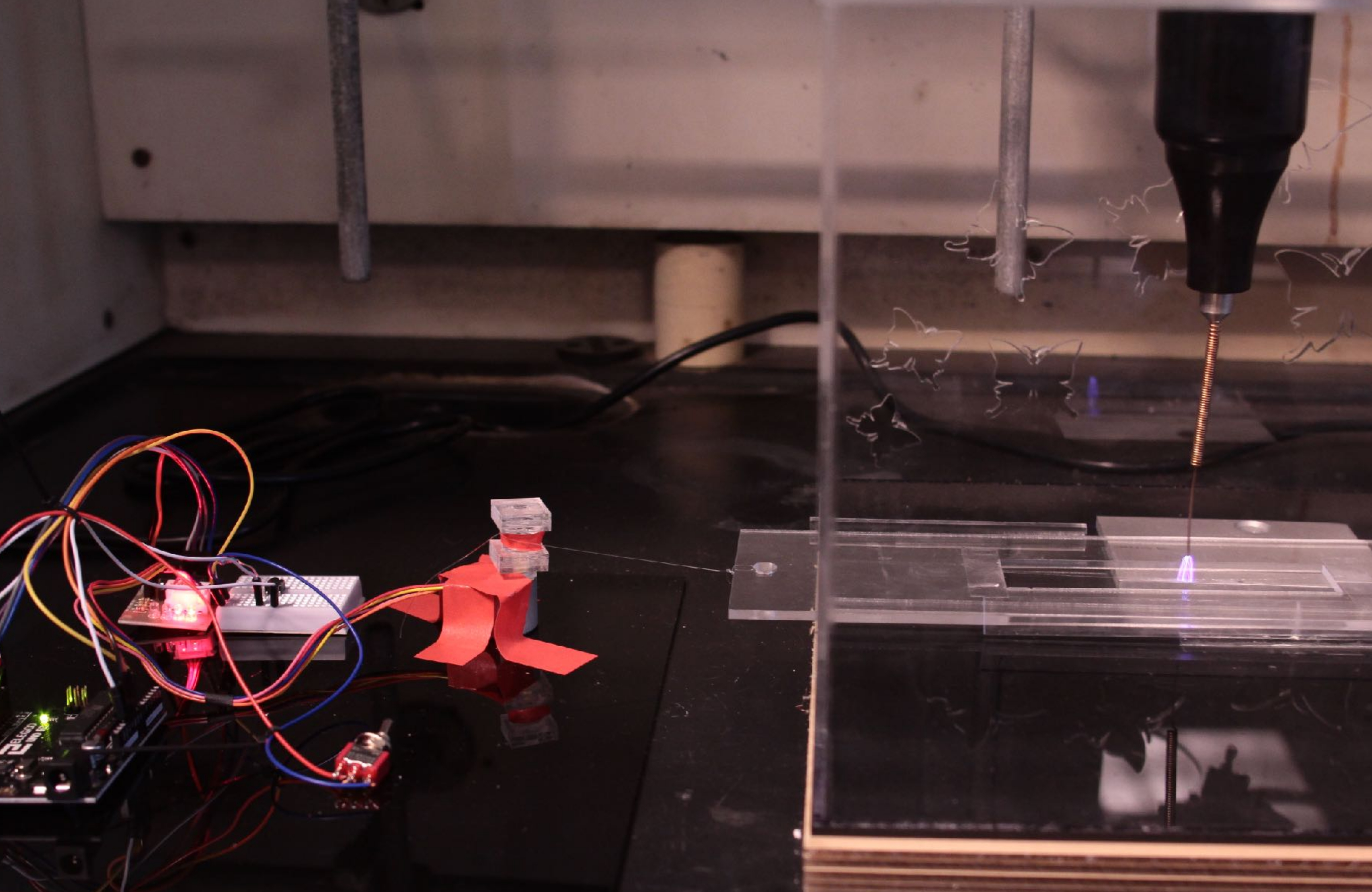
Supplerende figur 4: billede af glødetråden patterner. Venligst klik her for at se en større version af dette tal.
Discussion
Grundlaget for denne metode er at manipulere materialeegenskaber kurere PDMS, så de er velegnede til tyngdekraften tegning. Tyngdekraften tegning dråber i stabil filamenter er styret af tre dimensionsløs parametre16. De vedrører denne droplet inerti i forhold til tyngdekraft (Froude), overfladespaending (Weber) og viskositet (Reynolds). Den kritiske trin af crosslinking PDMS indtil det eksperimentelt beviset interstatslig handelspraksis stabil udvidelse pr. vores metode mest dramatisk ændrer sin Reynolds tal, at reducere det med mere end en størrelsesorden fra 0,83 til 0,07. I modsætning, er den næste største ændring i en af de andre dimensionsløse parametre Weber nummer, som blot fordobler. Dette understøtter brugen af viskositet følsomme proxy til at spore PDMS spinnability.
En kritisk forbedring i forhold til vores tidligere glødetrådens produktionsmetode er at viskositet profil under protokollen bruges til at bestemme eksperimentelle arbejdstider. For at bestemme begrænsningerne af teknikken, vi før cured en batch af PDMS pr. protokollen, fjernes den fra varmen, og tog viskositet målinger ved stuetemperatur, da PDMS fortsatte cross-linking. Den resulterende viskositet profil (figur 4) tyder på, at vinduet for spinnability er udvidet dramatisk ved at fjerne PDMS fra 65 ° C opvarmet viskosimeter. Vores protokollen indebærer fjernelse af PDMS før ind i vinduet spinnability, så gør det muligt af prøven at fortsætte crosslinking for omkring 4,5 min, da det køler til stuetemperatur. Efterfølgende har eksperimentatoren ca. 4 min. at tegne det før den igangværende crosslinking gengiver PDMS ikke længere drawable.
Metoden som vist let producerer filamenter med diametre på rækkefølgen af 100 s µm og længder størrelsesordenen 0,5 m. Glødetrådens længde er begrænset af tilgængelig plads under ekstrudering og tube ovn. En fornuftig ændring af teknikken ville være at installere det i en længere skorsten til at producere længere filamenter. En ændring, som vi endnu ikke har udforsket trækker mekanisk filamenter i stedet for at påberåbe sig en tyngdekraft falde, hvilket kan give tyndere filamenter.
Et kritisk trin til hydrophobically mønster glødetråden er eksponering for corona decharge i omgivelsesbetingelserne. Dette introducerer nogle tvetydighed, som figur/intensitet decharge for påvirkes af omgivelsernes betingelser og lokale ledningsevne. Det kan indstilles ved at placere jordet ledere under glødetråden samt justere spænding af corona enhed (10-40 kV). Mekanismen af corona overflade-ændring er sandsynligvis elektron energioverførsel lysing PDMS sidekæder og rygraden. For at bryde disse obligationer, skulle elektroner mindre energi end den gennemsnitlige energi, der kræves for at producere en dielektriske-barriere decharge17. Således, en observerbar decharge, der indhyller glødetråden er tilbøjelige til at producere den overflade modifikation og kan være let testet via vand dråbe kontakt vinkel målinger.
Denne metode gør det relativt letkøbt produktion af silikone PDMS filamenter og efterfølgende komplekse hydrofobe mønstre. Det oprindelige formål er at producere en model foldamer system, hvor hydrofobe mønstre kan være designet til at producere observerbare glødetrådens folde veje og foldede strukturer. Denne testbed kan give generaliserbart Designregler for engineering folde veje. Disse filamenter kan også have materiale applikationer, som en del af hydrofobe eller kemisk reaktivt væver via opløsningsmiddel hævelse, eller i brugen af reaktive forbindelser suspenderet i gas-gennemtrængelige PDMS.
Disclosures
Forfatterne har ikke noget at oplyse.
Acknowledgments
Forfatterne parlamentsarbejdet indsigt og bistand fra W. kok, S. Jørgensen. S. Rubin, J. Zehner, C. Barraugh, C. Fukushima, M. Mulligan, M. Keckley og A. Bosshardt, og finansiel støtte fra The Rose Hills Foundation og The Johnson sommer studerende forskning tilskud. Forfatterne også anerkende indledende arbejde på viskositet som et middel til sporing silikone polymerisering af studerende på avanceret laboratorium i kemi (Fall 2017).
Materials
| Name | Company | Catalog Number | Comments |
| 2 part PDMS Silicone | Dow Corning Sylgard 184 | 4019862 | |
| Thermosel | Brookfield | HT-110 115, HT-115A DP | |
| viscometer | Brookfield | RVT115 | |
| Disposible sample chamber | Brookfield | HT-2DB-100 | |
| Disposible spindle | Brookfield | SC4-27D-100, SC4-DSY | |
| Extruder | Makin's | 35055 | |
| High-temperature silicone tubing | McMaster-Carr | 51135K16 | |
| Cylindrical Tube heater (Ceramic) | Ours is a custom: 17.0 mm inner diameter, 38.7 mm outer diameter, 107.7 mm length, 150 Ohm. Companies include Watlow and Omega. Critical design considerations: smaller inner diameters will require better furnace-filament alignment, longer tubes should also be sufficient. | ||
| Variable Transformer for heater | Variac | 3PN1010 | |
| Metering valve | Swagelok | SS-2MA1 | |
| Corona Discharge Device | Electro-Technic | BD20A | |
| Arduino Kit | Elegoo | EL-KIT-003 | |
| Nylon Fishing Line | EoongSng | B075DYVC3F | |
| Pasta Drying Rack | Norpro | B00004UE7U | |
| Infrared thermometer | Nubee | 81175535214 | |
| Flatbed scanner | Canon | CanoScan 9000F MKII |
References
- Bossi, M. L., Daraio, M. E., Aramendı́a, P. F. Luminescence quenching of Ru (II) complexes in polydimethylsiloxane sensors for oxygen. Journal of Photochemistry and Photobiology A: Chemistry. 120 (1), 15-21 (1999).
- Toepke, M. W., Beebe, D. J. PDMS absorption of small molecules and consequences in microfluidic applications. Lab on a Chip. 6 (12), 1484-1486 (2006).
- Haubert, K., Drier, T., Beebe, D. PDMS bonding by means of a portable, low-cost corona system. Lab on a Chip. 6 (12), 1548-1549 (2006).
- Bhattacharya, S., Datta, A., Berg, J. M., Gangopadhyay, S. Studies on surface wettability of poly (dimethyl) siloxane (PDMS) and glass under oxygen-plasma treatment and correlation with bond strength. Journal of Microelectromechanical Systems. 14 (3), 590-597 (2005).
- Efimenko, K., Wallace, W. E., Genzer, J. Surface modification of Sylgard-184 poly (dimethyl siloxane) networks by ultraviolet and ultraviolet/ozone treatment. Journal of Colloid and Interface Science. 254 (2), 306-315 (2002).
- Johnston, I. D., McCluskey, D. K., Tan, C., Tracey, M. C. Mechanical characterization of bulk Sylgard 184 for microfluidics and microengineering. Journal of Micromechanics and Microengineering. 24 (3), 035017 (2014).
- Xue, R., Behera, P., Xu, J., Viapiano, M. S., Lannutti, J. J. Polydimethylsiloxane core–polycaprolactone shell nanofibers as biocompatible, real-time oxygen sensors. Sensors and Actuators B: Chemical. 192, 697-707 (2014).
- Kiessling, R., et al. Gravity-Drawn Silicone Filaments: Production, Characterization, and Wormlike Chain Dynamics. ACS Applied Materials & Interfaces. 9 (46), 39916-39920 (2017).
- Roca-Cusachs, P., et al. Stability of microfabricated high aspect ratio structures in poly (dimethylsiloxane). Langmuir. 21 (12), 5542-5548 (2005).
- Yang, D., et al. Electrospinning of poly (dimethylsiloxane)/poly (methyl methacrylate) nanofibrous membrane: Fabrication and application in protein microarrays. Biomacromolecules. 10 (12), 3335-3340 (2009).
- Niu, H., Wang, H., Zhou, H., Lin, T. Ultrafine PDMS fibers: preparation from in situ curing-electrospinning and mechanical characterization. Rsc Advances. 4 (23), 11782-11787 (2014).
- Ramakrishna, S., et al. Electrospun nanofibers: solving global issues. Materials Today. 9 (3), 40-50 (2006).
- Blyler, L. L. Jr, Gieniewski, C. Melt spinning and draw resonance studies on a poly (α‐methyl styrene/silicone) block copolymer. Polymer Engineering & Science. 20 (2), 140-148 (1980).
- Carroll, B. J. The accurate measurement of contact angle, phase contact areas, drop volume, and Laplace excess pressure in drop-on-fiber systems. Journal of Colloid and Interface Science. 57 (3), 488-495 (1976).
- Eaton, J. W., Bateman, D., Hauber, S., Wehbring, R. GNU Octave version 4.2.2 manual: a high-level interactive language for numerical computations. , Volume 4.2.2 (2018).
- Ziabicki, A. Fundamentals of fibre formation: the science of fibre spinning and drawing. , John Wiley & Sons, Ltd. (1976).
- Haji, K., Zhu, Y., Otsubo, M., Honda, C. Surface modification of silicone rubber after corona exposure. Plasma Processes and Polymers. 4 (S1), S1080 (2007).

{kind=link}
{kind=link}
{kind=link}
{kind=link}