

Summary
Here, we present a protocol to produce long filaments of polydimethylsiloxane (PDMS) silicone by gravity-drawing through a furnace. Filaments are on the order of hundreds of micrometers in diameter and tens of centimeters in length and are hydrophobically patternable via an Arduino-controlled corona discharge system.
Abstract
Polydimethylsiloxane (PDMS) silicone is a versatile polymer that cannot readily be formed into long filaments. Traditional spinning methods fail because PDMS does not exhibit long-range fluidity at melting. We introduce an improved method to produce filaments of PDMS by a stepped temperature profile of the polymer as it cross-links from a fluid to an elastomer. By monitoring its warm-temperature viscosity, we estimate a window of time when its material properties are amendable to drawing into long filaments. The filaments pass through a high-temperature tube oven, curing them sufficiently to be harvested. These filaments are on the order of hundreds of micrometers in diameter and tens of centimeters in length, and even longer and thinner filaments are possible. These filaments retain many of the material properties of bulk PDMS, including switchable hydrophobicity. We demonstrate this capability with an automated corona-discharge patterning method. These patternable PDMS silicone filaments have applications in silicone weavings, gas-permeable sensor components, and model microscale foldamers.
Introduction
Polydimethylsiloxane (PDMS) silicone is a broadly used material with many manufacturing and research applications. It is heat and water resistant, electrically insulating, hydrophobic, gas permeable, food-safe, biocompatible, and flexible with an almost ideal Poisson ratio. Additionally, it can readily serve as a host for various functional molecules, added either before or after curing1,2. Its surface is readily modifiable by UVO, oxygen plasma, or Corona discharge to switch its hydrophobicity and induce short-term self-adhesion3,4,5. In particular, it has also been used in microfluidics6.
Filaments of PDMS are particularly useful in producing high surface-area silicone weaves, silicone fiber sensors7, and silicone-based additive manufacturing materials (3D printing). In our labs, we use hydrophobically patterned filaments of PDMS as a platform to study folding. The team studies the filament’s conformational statistics in an aqueous environment via an athermal acoustic excitation and imaging system previously reported8.
Forming high aspect-ratio filaments from PDMS via traditional form-casting is challenging. Filaments have large surface area-to-volume ratios, which complicates release from the molds9. Researchers have had success sheathing PDMS with carrier polymers for continuous electrospinning into nanoscale filaments10,11,12, though the resulting filaments are not pure PDMS.
The predominant manufacturing method to produce macroscale filaments out of other materials involves drawing out a viscous liquid from a reservoir through a pore. Typically, the viscous liquid is a thermoplastic or glass that is fluid at high temperatures in the reservoir and cools into an (often amorphous) solid filament as it is drawn out through a chimney. This process is sometimes called melt spinning, and it is incompatible with PDMS because PDMS does not exhibit long-range fluidity at melting. Block co-polymers of silicone and alpha-methyl styrene have been shown to produce filaments via melt spinning, but again, the resulting filaments are not pure PDMS13.
The method we outline here is akin to melt-spinning, except the relative temperature of the reservoir and chimney are switched. The PDMS is fluid in a room temperature reservoir, as it has not yet completed cross-linking. The viscosity of the PDMS varies as the silicone oil crosslinks with a curing agent, a process that can be thermally accelerated. Before placing it in the reservoir, we heat the curing PDMS until it reaches a viscosity suitable for long gravity-drips, then cure it post-drip via a hot tube furnace in the chimney. The approach is somewhat comparable to “dry-spinning”, in which polymers are dissolved in volatile solvents that evaporate during drawing.
To our knowledge, the only reported method of producing long filaments of pure PDMS is our previous publication8 . The method introduced here is a significant improvement upon the original approach, with the intent of minimizing the art of the process. Most notably, by measuring the viscosity during the pre-curing stage and timing cool-down periods, we are able to report an experimentally accessible window of filament spinnability. We also introduce a means of producing repeatable, localized surface modifications on the filament via an Arduino-controlled corona patterning system, enabling longitudinal hydrophobic patterning along the filament.
Protocol
1. PDMS Filaments
- Furnace and extrusion assembly
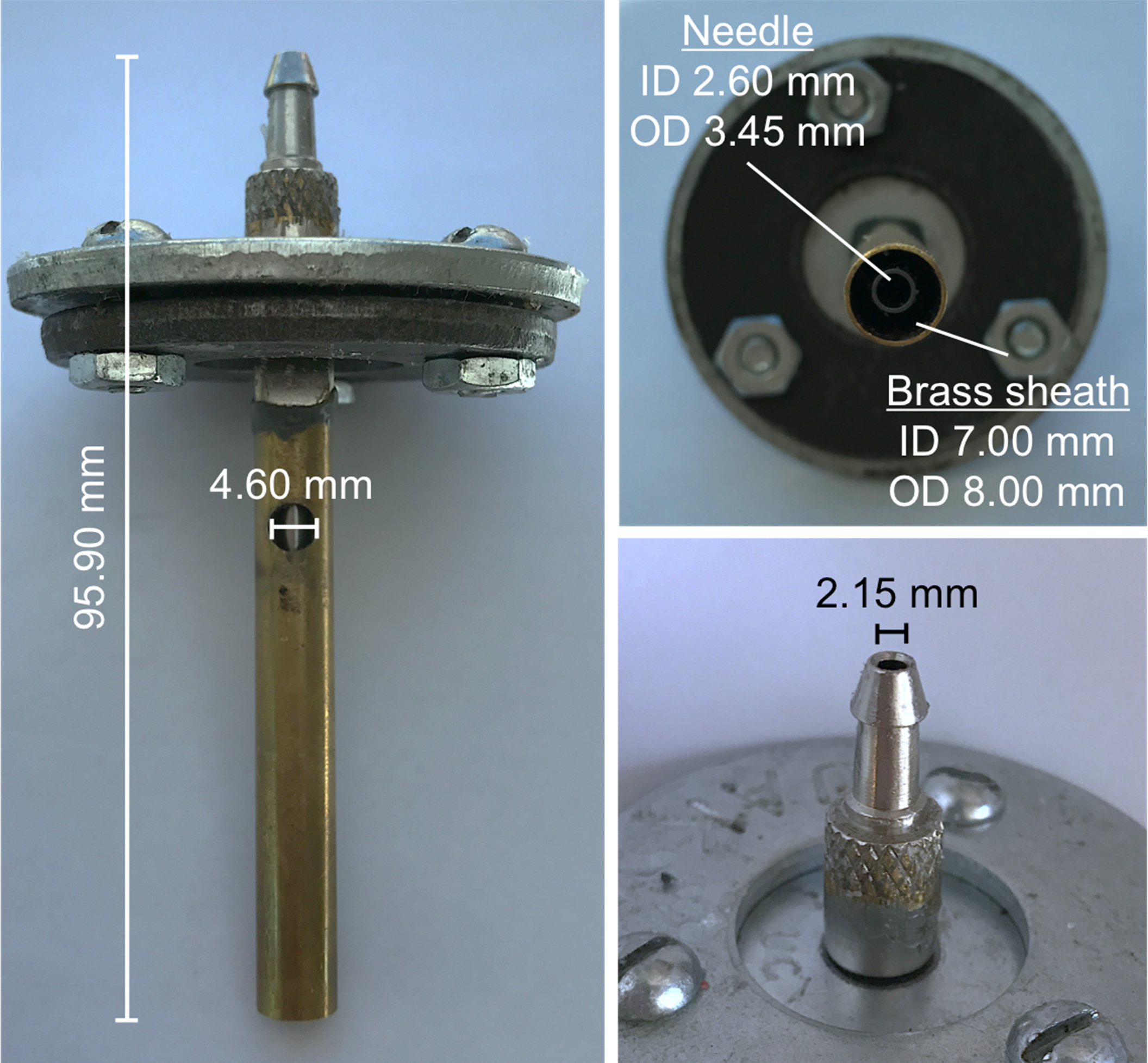
- Attach 1.59 mm inner-diameter high temperature silicone rubber tubing to house air supply through a metering valve (see Figure 1). Connect the other end of the tubing to an extrusion adaptor consisting of a sheath around a 1.08 mm radius opening, which will produce a steady downward airflow around the filament (e.g., a custom machined brass sheath at an airflow of approximately 1.4 L/min; see Supplemental Figure 1 for specifications).
NOTE: Preferably produce filaments in a reduced air-flow environment with a fire extinguisher nearby. - Cover the surface below a cylindrical ceramic tube furnace (e.g., 17 mm inner diameter, 107.7 mm length) with foil to capture any excess PDMS.
- Mount the extrusion adaptor above the vertical tube furnace, centering the opening to the furnace and leveling the furnace so the filament will pass through.
- Connect the extruder to the extrusion adaptor via high temperature silicone rubber semi-clear tubing.
- Heat the furnace until the inner temperature is approximately 250 °C as measured by an infrared thermometer, using a variable transformer to regulate temperature.
- Move the furnace out from under the extrusion adaptor so that the extrusion adapter does not heat up prior to filament production.
- Attach 1.59 mm inner-diameter high temperature silicone rubber tubing to house air supply through a metering valve (see Figure 1). Connect the other end of the tubing to an extrusion adaptor consisting of a sheath around a 1.08 mm radius opening, which will produce a steady downward airflow around the filament (e.g., a custom machined brass sheath at an airflow of approximately 1.4 L/min; see Supplemental Figure 1 for specifications).
- Partially pre-curing PDMS
- Preheat a disposable sample tube to 65.0 °C in a viscometer with temperature control. Use an appropriate viscometer and spindle, such that one can measure viscosities in the range of 200-10000 mPa·s.
- Thoroughly mix 18.0 g of PDMS base with 1.8 g of its curing agent in a weigh boat and place the mixture in a room temperature (RT) vacuum desiccator for 15 min or until no bubbles remain. Vent the desiccator periodically to pop the bubbles near the surface.
NOTE: The following timing assumes use of the PDMS base and curing agent specified in the Table of Materials. - Pour 17.7 g of the mixture into the preheated sample tube on the countertop (some is lost to adhesion to the weigh boat). Re-insert the sample tube into the viscometer.
- Take viscosity measurements once per minute, keeping the viscometer spinning slowly (5 rpm).
- When the viscosity reaches 4000 mPa·s, remove the sample tube with pliers and immediately pour into the room temperature extruder. Produce filaments in a time window that starts approximately 4.5 min from heat removal and lasts for a subsequent 4 min.
- Extruding PDMS to form filaments
- During the delay time, ensure the furnace is at 250 °C using an infrared thermometer.
- Approximately 4 min after removal of the sample tube from the viscometer, move the furnace back underneath the extrusion adapter and align the inner needle of the extrusion adapter with the tube furnace using a heat-safe glove.
- Periodically twist the screw on the extruder, allowing a steady stream of PDMS to drip through the furnace.
NOTE: If droplets form instead of filaments, wait 30 s for further RT curing and try again. Constant twisting pushes the PDMS through the furnace too quickly. Generally, small flare-ups can be handled by turning off the furnace and using a non-conductive stick to dislodge any built up PDMS from the furnace.
CAUTION: If PDMS drips onto the walls or top of the furnace, there is the possibility of a flare-up. - Once the PDMS stream begins to thin, twist the extruder an additional half-revolution. Each trial has about 16 revolutions using the given extruder.
- Gather the filaments on wooden sticks beneath the furnace after each twist and lay them across wooden racks to finish curing for approximately 12 h.
2. Patterning Surfaces of PDMS Filaments with Computer-controlled Corona Discharge
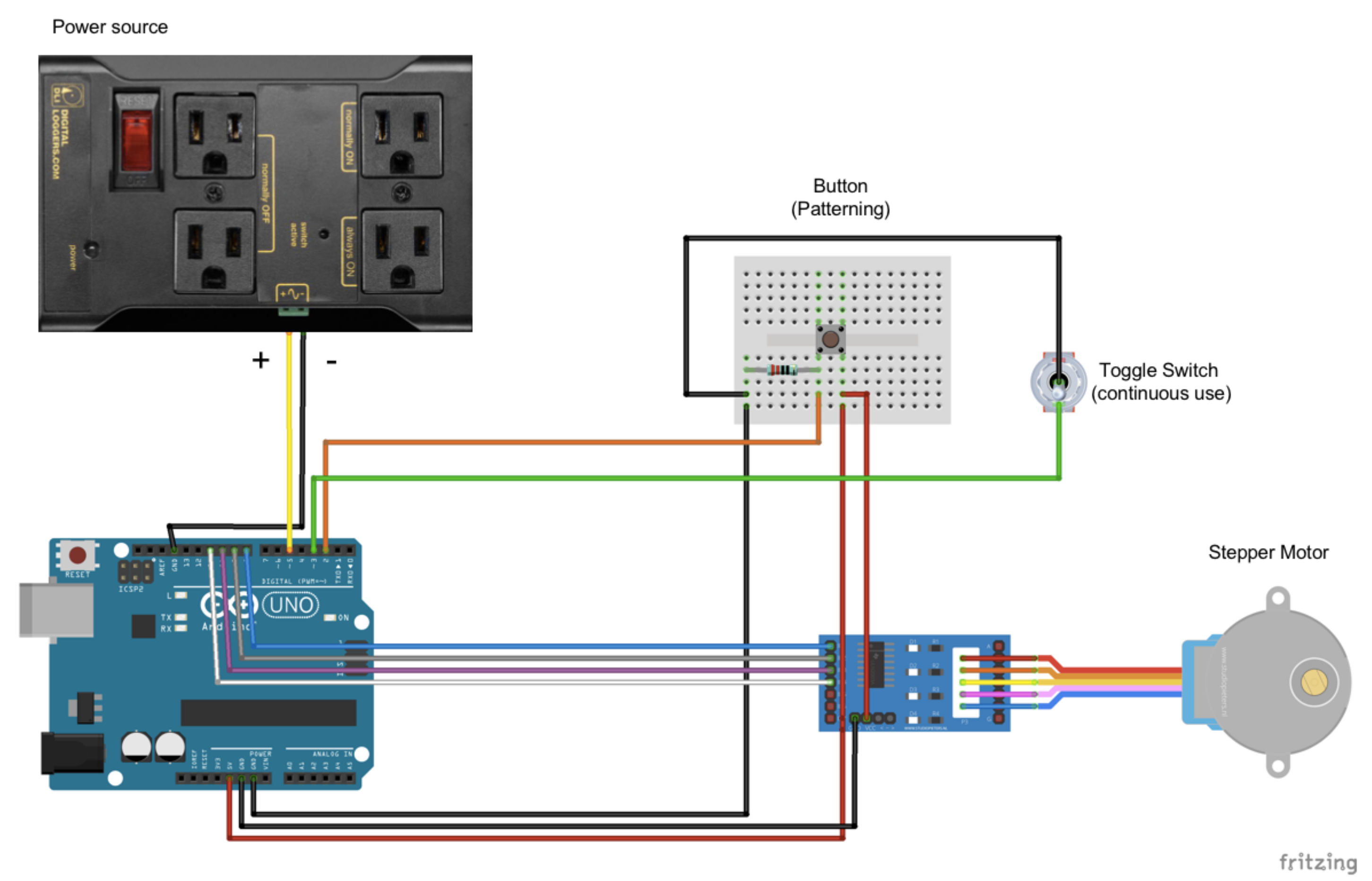
- Arduino-controlled filament-positioning and corona discharge control system: assemble the open-source Arduino microprocessor-controlled stepper motor that pulls the filament under a corona discharge device per the wiring diagram in the Supplemental Materials. Upload the custom Arduino code software in the supplemental materials to the system.
- Patterning filament surface with the device
- Enter desired pattern into code (“Pattern” array) and upload it to the Arduino via USB.
- Wash a cured filament with 1% sodium dodecyl sulfate and rinse with excessive pure water. Dry the filament with air.
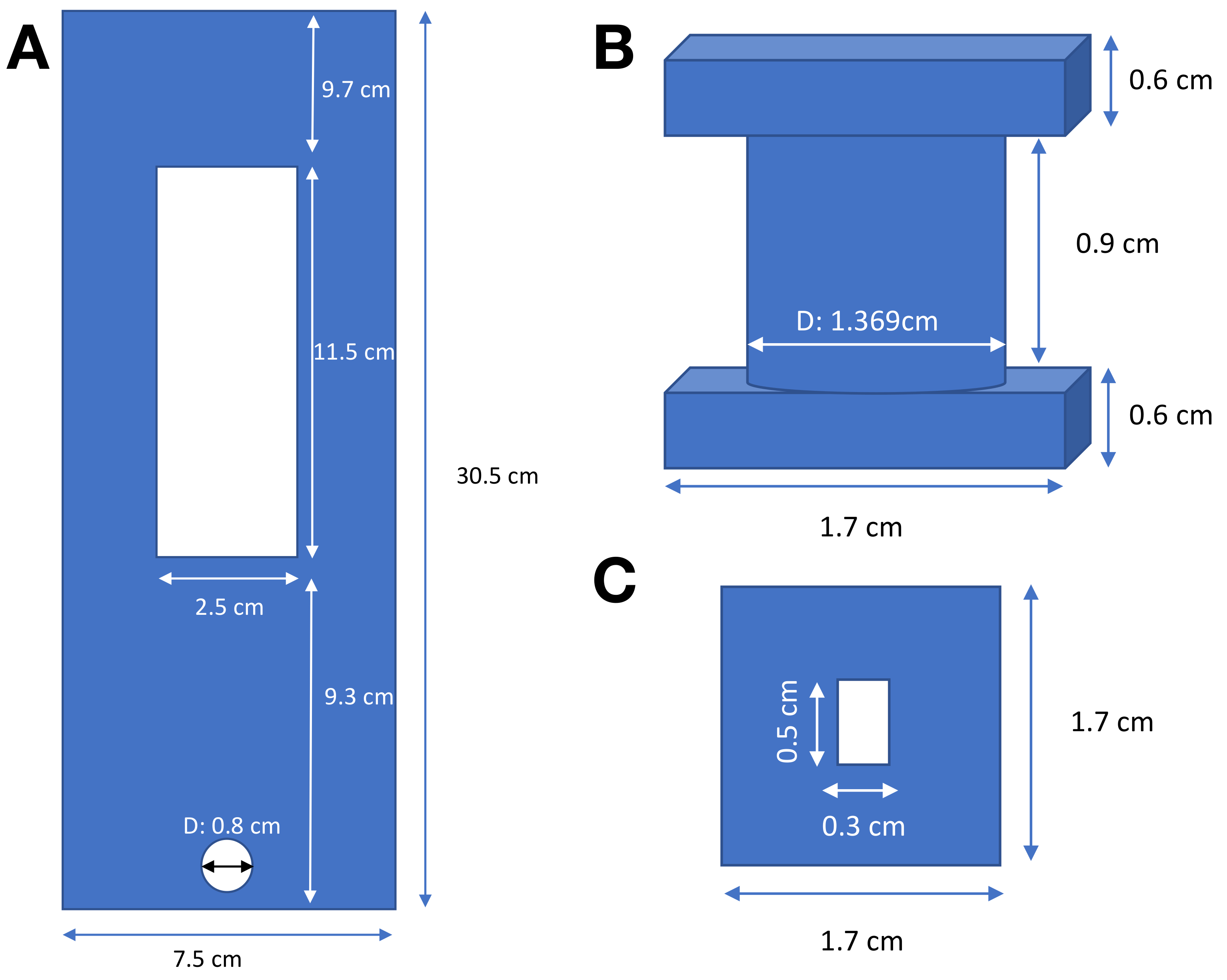
- Place filament on an electrically non-conducting slab with a cut-out (e.g., laser-cut acrylic, see Supplemental Figure 3A) that allows the filament to be suspended in air. Use double-sided tape to secure the ends of the filament to the slab.
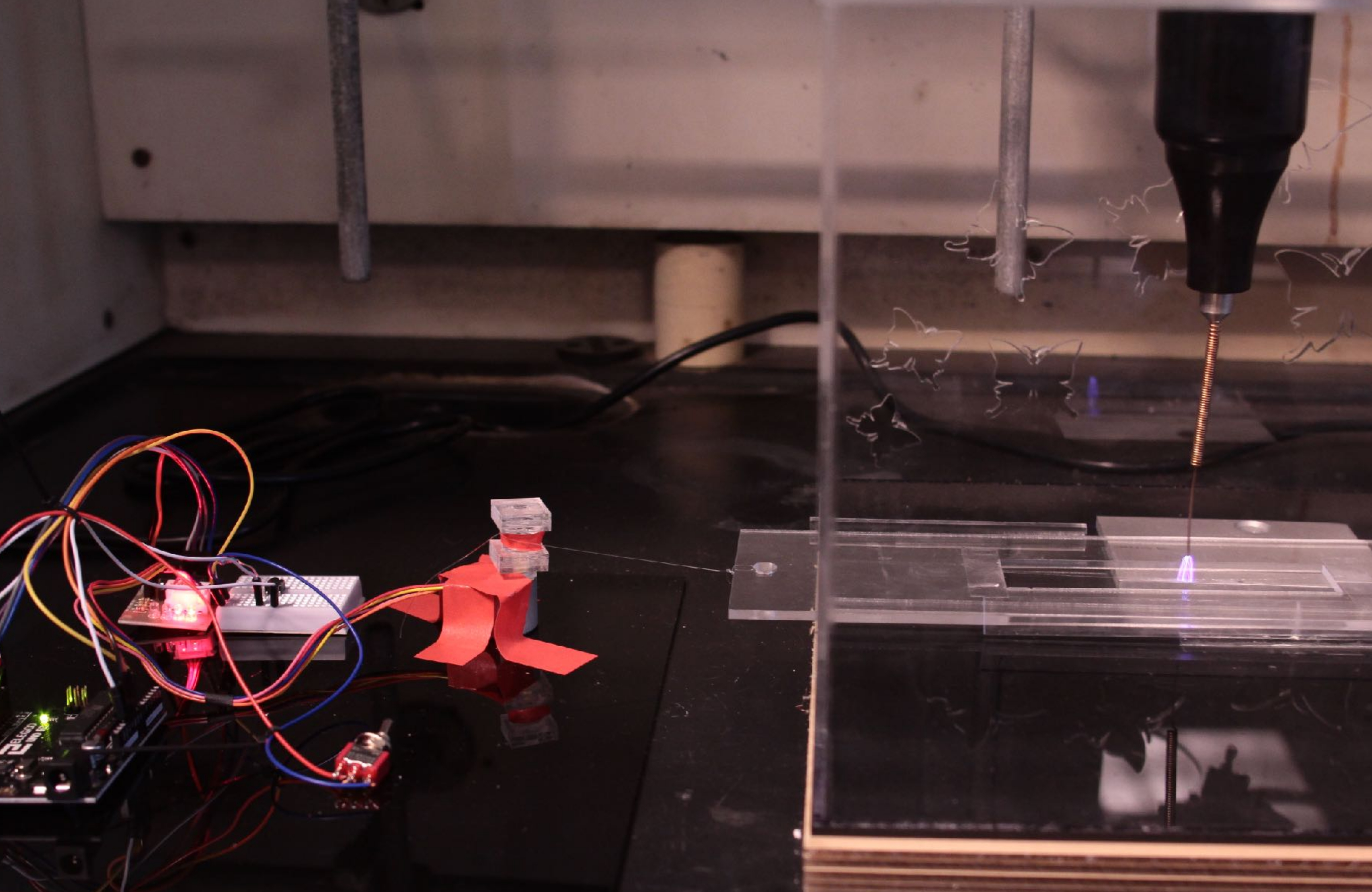
- Place the slab in a ventilated corona discharge box in between acrylic tracks and ensure that it is level. Place an immobile metal slab under the acrylic, aligning the filament along the edge of the metal slab.
- Place the corona discharge electrode (e.g., a spring electrode tip) approximately 3 mm above the filament and plug the corona discharger into the Arduino-controlled outlet.
- Tie a non-conductive line to the circular cut-out on the acrylic slab. Adhere the other end of the line to the Arduino-controlled stepper motor (see Supplemental Figure 3BC).
- Press the button in the Arduino circuit to begin patterning with the programmed code. Corona discharge is a produced by a low current 4.5 MHz electric field with an output voltage of 10-40 kV that modifies the surface of the PDMS to render it hydrophilic.
CAUTION: The current is low, but the device produces ozone and UV radiation in air. Preferably use it in a fume hood, behind a vented acrylic shield.
Representative Results
The method (Figure 1) successfully produces filaments of approximately 200 µm in diameter (Figure 2) and of varying lengths on the order of 10 cm. Longer filaments could be produced by raising the drawing apparatus, and average filament diameters can vary between 50-300 µm per run. Filaments are flexible and robust, and their modulus of elasticity is comparable to bulk PDMS8. In this protocol, the working time between pre-curing the PDMS and drawing the filaments is conveniently long enough for transporting the material (Figure 3).
Hydrophobicity patterning via the corona discharge can be verified via droplet contact angles. The contact angle analysis is complicated by the cylindrical shape of the filament; droplets can form either a symmetrical barrel shape or asymmetrical shell shape14. For our filaments, using 1 µL water droplets, these two shapes correspond to corona-treated hydrophilic surfaces and untreated hydrophobic PDMS, respectively (Figure 4).

Figure 1: Schematic of the filament production method. Degassed, cross-linking PDMS is heated at 65 °C until its viscosity reaches 4000 mPa·s. It is then cooled and transferred to an extruder that pushes the material through a downward air-flow-sheathed opening, then through a tube furnace before being harvested as filaments. Please click here to view a larger version of this figure.

Figure 2: Histogram of filament widths from a demonstration of the method. Widths are per cm of filament over 6 filaments, whose total length was approximately 80 cm. Filaments were scanned by a flatbed scanner and analyzed by custom Octave scripts15. Inset: a representative image of an extended filament next to a ruler.Please click here to view a larger version of this figure.

Figure 3: PDMS viscosity vs. time. Viscosity measurements (at 5 RPM) of degassed PDMS base and curing agent as a function of time, with different temperature profiles. Continuous heating (gray diamonds) is at 65 °C, demonstrating a rapid increase in viscosity. Black data points are at 65 °C, prior to removal to room temperature when viscosity reaches 4000 mPa·s per the method above. Red data points represent the same sample's viscosity after cooling to 25 °C. Gap shown in the data occurs while the viscometer is being cooled to 25 °C with ice-water flow. Cyan window is time when filament production occurs as per the method. Please click here to view a larger version of this figure.

Figure 4: Hydrophobically patterned filament. (A) Filament was patterned with an alternating hydrophobicity pattern, every 2 cm, using the Arduino-controlled-Corona method described above, and visualized with 1 µL droplets of water. (B) Droplets adopt either a shell (left) or barrel (right) conformation depending on the filament’s local hydrophobicity14. Shell contact angles are estimated directly, whereas planar-equivalent contact angles on barrel-droplets are determined by fitting to an analytical solution8. Please click here to view a larger version of this figure.

Supplemental Figure 1: Dimensions of extrusion adapter with airflow sheath. Please click here to view a larger version of this figure.

Supplemental Figure 2: Wiring diagram for Corona patterner. Corona discharge device is plugged into the relayed power source. The filament is loaded on a tray attached by a non-conducting wire to the stepper motor via a spindle (Supplemental Figure 3). The pattern is uploaded onto the Arduino microprocessor on the bottom left. Please click here to view a larger version of this figure.

Supplemental Figure 3: Schematic of parts for filament patterner. (A) Tray with an opening where the filament is suspended. (B) Spindle for the nonconducting wire connecting the stepper motor to the tray via the 0.8 cm hole. (C) Bottom view of the spindle, showing the adapter to the stepper motor shaft. We fabricated all parts from laser-cut 3.2 mm acrylic, which was glued together when necessary. Please click here to view a larger version of this figure.

Supplemental Figure 4: Image of the filament patterner. Please click here to view a larger version of this figure.
Discussion
The basis of this method is manipulating the material properties of curing PDMS so they are suitable for gravity drawing. Gravity drawing droplets into stable filaments is governed by three dimensionless parameters16. They relate the droplet’s inertia relative to gravity (Froude), surface-tension (Weber), and viscosity (Reynolds). The critical step of crosslinking the PDMS until it experimentally evidences stable extension per our method most dramatically alters its Reynolds number, reducing it by more than an order of magnitude, from 0.83 to 0.07. In contrast, the next largest change in one of the other dimensionless parameters is the Weber number, which merely doubles. This supports the use of viscosity as a sensitive proxy for tracking PDMS spinnability.
A critical improvement over our earlier filament production method is that the viscosity profile during the protocol is used to determine experimental working times. To determine limitations of the technique, we pre-cured a batch of PDMS per the protocol, removed it from heat, and took viscosity measurements at room temperature as the PDMS continued cross-linking. The resulting viscosity profile (Figure 4) suggests that the window for spinnability is extended dramatically by removing the PDMS from the 65 °C heated viscometer. Our protocol involves removal of the PDMS prior to entering the spinnability window, then allowing of the sample to continue crosslinking for about 4.5 min as it cools to room temperature. Subsequently, the experimenter has approximately 4 min to draw it before the ongoing crosslinking renders the PDMS no longer drawable.
The method as shown readily produces filaments with diameters on the order of 100 s of µm and lengths on the order of 0.5 m. The filament length is limited by accessible space beneath the extrusion and tube furnace. A reasonable modification of the technique would be to install it in a longer chimney to produce longer filaments. A modification that we have not yet explored is mechanically pulling the filaments instead of relying on a gravity drop, which may yield thinner filaments.
A critical step to hydrophobically patterning the filament is exposure to corona discharge in ambient conditions. This introduces some ambiguity, as the shape/intensity of the discharge is affected by ambient conditions and local conductivity. It can be tuned by placing grounded conductors under the filament as well as adjusting the voltage of the corona device (10-40 kV). The mechanism of the corona surface-modification is likely electron energy transfer lysing the PDMS side chains and backbone. To break these bonds, electrons would need less energy than the average energy required to produce a dielectric-barrier discharge17. Thus, an observable discharge that envelops the filament is likely to produce the surface modification and can be readily tested via water droplet contact angle measurements.
This method enables relatively facile production of silicone PDMS filaments and subsequent complex hydrophobic patterning. The initial aim is to produce a model foldamer system in which hydrophobic patterns can be designed to produce observable filament folding pathways and folded structures. This testbed may provide generalizable design rules for engineering folding pathways. These filaments may also have material applications as part of hydrophobic or chemically reactive weaves via solvent swelling, or in the use of reactive compounds suspended in the gas-permeable PDMS.
Disclosures
The authors have nothing to disclose.
Acknowledgments
The authors gratefully acknowledge insight and assistance from W. Cook, S. J .S. Rubin, J. Zehner, C. Barraugh, C. Fukushima, M. Mulligan, M. Keckley, and A. Bosshardt, and financial support from The Rose Hills Foundation and The Johnson Summer Student Research Grant. The authors also acknowledge preliminary work on viscosity as a means of tracking silicone polymerization by the students of Advanced Laboratory in Chemistry (Fall 2017).
Materials
| Name | Company | Catalog Number | Comments |
| 2 part PDMS Silicone | Dow Corning Sylgard 184 | 4019862 | |
| Thermosel | Brookfield | HT-110 115, HT-115A DP | |
| viscometer | Brookfield | RVT115 | |
| Disposible sample chamber | Brookfield | HT-2DB-100 | |
| Disposible spindle | Brookfield | SC4-27D-100, SC4-DSY | |
| Extruder | Makin's | 35055 | |
| High-temperature silicone tubing | McMaster-Carr | 51135K16 | |
| Cylindrical Tube heater (Ceramic) | Ours is a custom: 17.0 mm inner diameter, 38.7 mm outer diameter, 107.7 mm length, 150 Ohm. Companies include Watlow and Omega. Critical design considerations: smaller inner diameters will require better furnace-filament alignment, longer tubes should also be sufficient. | ||
| Variable Transformer for heater | Variac | 3PN1010 | |
| Metering valve | Swagelok | SS-2MA1 | |
| Corona Discharge Device | Electro-Technic | BD20A | |
| Arduino Kit | Elegoo | EL-KIT-003 | |
| Nylon Fishing Line | EoongSng | B075DYVC3F | |
| Pasta Drying Rack | Norpro | B00004UE7U | |
| Infrared thermometer | Nubee | 81175535214 | |
| Flatbed scanner | Canon | CanoScan 9000F MKII |
References
- Bossi, M. L., Daraio, M. E., Aramendı́a, P. F. Luminescence quenching of Ru (II) complexes in polydimethylsiloxane sensors for oxygen. Journal of Photochemistry and Photobiology A: Chemistry. 120 (1), 15-21 (1999).
- Toepke, M. W., Beebe, D. J. PDMS absorption of small molecules and consequences in microfluidic applications. Lab on a Chip. 6 (12), 1484-1486 (2006).
- Haubert, K., Drier, T., Beebe, D. PDMS bonding by means of a portable, low-cost corona system. Lab on a Chip. 6 (12), 1548-1549 (2006).
- Bhattacharya, S., Datta, A., Berg, J. M., Gangopadhyay, S. Studies on surface wettability of poly (dimethyl) siloxane (PDMS) and glass under oxygen-plasma treatment and correlation with bond strength. Journal of Microelectromechanical Systems. 14 (3), 590-597 (2005).
- Efimenko, K., Wallace, W. E., Genzer, J. Surface modification of Sylgard-184 poly (dimethyl siloxane) networks by ultraviolet and ultraviolet/ozone treatment. Journal of Colloid and Interface Science. 254 (2), 306-315 (2002).
- Johnston, I. D., McCluskey, D. K., Tan, C., Tracey, M. C. Mechanical characterization of bulk Sylgard 184 for microfluidics and microengineering. Journal of Micromechanics and Microengineering. 24 (3), 035017 (2014).
- Xue, R., Behera, P., Xu, J., Viapiano, M. S., Lannutti, J. J. Polydimethylsiloxane core–polycaprolactone shell nanofibers as biocompatible, real-time oxygen sensors. Sensors and Actuators B: Chemical. 192, 697-707 (2014).
- Kiessling, R., et al. Gravity-Drawn Silicone Filaments: Production, Characterization, and Wormlike Chain Dynamics. ACS Applied Materials & Interfaces. 9 (46), 39916-39920 (2017).
- Roca-Cusachs, P., et al. Stability of microfabricated high aspect ratio structures in poly (dimethylsiloxane). Langmuir. 21 (12), 5542-5548 (2005).
- Yang, D., et al. Electrospinning of poly (dimethylsiloxane)/poly (methyl methacrylate) nanofibrous membrane: Fabrication and application in protein microarrays. Biomacromolecules. 10 (12), 3335-3340 (2009).
- Niu, H., Wang, H., Zhou, H., Lin, T. Ultrafine PDMS fibers: preparation from in situ curing-electrospinning and mechanical characterization. Rsc Advances. 4 (23), 11782-11787 (2014).
- Ramakrishna, S., et al. Electrospun nanofibers: solving global issues. Materials Today. 9 (3), 40-50 (2006).
- Blyler, L. L. Jr, Gieniewski, C. Melt spinning and draw resonance studies on a poly (α‐methyl styrene/silicone) block copolymer. Polymer Engineering & Science. 20 (2), 140-148 (1980).
- Carroll, B. J. The accurate measurement of contact angle, phase contact areas, drop volume, and Laplace excess pressure in drop-on-fiber systems. Journal of Colloid and Interface Science. 57 (3), 488-495 (1976).
- Eaton, J. W., Bateman, D., Hauber, S., Wehbring, R. GNU Octave version 4.2.2 manual: a high-level interactive language for numerical computations. , Volume 4.2.2 (2018).
- Ziabicki, A. Fundamentals of fibre formation: the science of fibre spinning and drawing. , John Wiley & Sons, Ltd. (1976).
- Haji, K., Zhu, Y., Otsubo, M., Honda, C. Surface modification of silicone rubber after corona exposure. Plasma Processes and Polymers. 4 (S1), S1080 (2007).

{kind=link}
{kind=link}
{kind=link}
{kind=link}