

Summary
Hier präsentieren wir ein Protokoll, um lange Filamente Polydimethylsiloxan (PDMS) Silikon durch Schwerkraft-Zeichnung durch einen Ofen zu produzieren. Filamente sind in der Größenordnung von Hunderten von Mikrometer im Durchmesser und zehn Zentimetern Länge und wassermeidend patternable über ein Arduino-gesteuerte Korona-Entladungssystem.
Abstract
Polydimethylsiloxan (PDMS) Silikon ist ein vielseitiges Polymer, das kann nicht ohne weiteres in langen Fäden gebildet werden. Traditionelle Spinnerei Methoden fehlschlagen, da PDMS Langstrecken Fließfähigkeit bei schmelzen nicht aufweist. Wir stellen eine verbesserte Methode um Filamente des PDMS durch eine abgestufte Temperaturprofil des Polymers zu produzieren, wie es von einer Flüssigkeit zu einem Elastomer Vernetzungen. Durch die Überwachung seiner warmen Temperatur Viskosität, schätzen wir ein Zeitfenster, wenn seine Materialeigenschaften amendable Zeichnung in langen Fäden sind. Die Filamente durchlaufen eine Hochtemperatur-Rohr-Ofen, kurieren sie genug, um geerntet zu werden. Diese Filamente sind in der Größenordnung von Hunderten von Mikrometer im Durchmesser und zehn Zentimetern Länge und sogar längere und dünnere Fäden sind möglich. Diese Filamente behalten viele der Materialeigenschaften von Bulk PDMS, einschließlich schaltbare Hydrophobie. Wir zeigen diese Funktion mit einer automatisierten Koronaentladung Musterung Methode. Diese patternable PDMS-Silikon-Filamente haben Anwendungen in Silikon-Webereien, gasdurchlässige Sensorkomponenten und Modell Microscale Foldamers.
Introduction
Polydimethylsiloxan (PDMS) Silikon ist ein allgemein verwendetes Material mit vielen Anwendungen, Fertigung und Forschung. Es ist Wärme- und wasserbeständig, elektrisch isolierend, hydrophob, Gas durchlässig, lebensmittelecht, biokompatibel und flexibel mit ein nahezu ideales Verhältnis von Poisson. Darüber hinaus kann es ohne weiteres dienen als Host für verschiedene funktionelle Moleküle, entweder vor oder nach dem Aushärten1,2hinzugefügt. Seine Oberfläche ist leicht veränderbar durch UVO, Sauerstoffplasma oder Korona-Entladung zu wechseln ihre Hydrophobie und kurzfristige selbst Kraftschlußbeiwert3,4,5zu induzieren. Insbesondere hat es auch in Mikrofluidik6eingesetzt.
Filamente von PDMS sind besonders nützlich in der Herstellung von hohen Fläche Silikon webt, Silikon Faser Sensoren7und Silikon-basierte additive Fertigung Materialien (3D-Druck). In unseren Labors verwenden wir wassermeidend gemusterten Filamente des PDMS als Plattform um Falten zu studieren. Das Team untersucht das Filament Konformationsänderungen Statistiken in einer wässrigen Umgebung über eine athermische akustische Anregung und imaging-System bereits8berichtet.
Bildet hohe Streckung Filamente aus PDMS über traditionelle Form-Casting ist eine Herausforderung. Filamente haben große Oberfläche Fläche-Volumen-Verhältnisse, die Entlassung aus der Formen-9erschwert. Forscher hatten Erfolg, die Ummantelung PDMS mit Träger Polymere für kontinuierliche Elektrospinnen in nanoskaligen Filamente10,11,12, obwohl die daraus resultierende Filamente nicht reine PDMS sind.
Das vorherrschende Fertigungsverfahren, makroskopischen Filamente aus anderen Materialien zu produzieren beinhaltet eine zähe Flüssigkeit aus einem Reservoir durch eine Pore herausziehen. Die viskose Flüssigkeit ist normalerweise ein Thermoplast oder Glas, die Flüssigkeit bei hohen Temperaturen in das Reservoir und kühlt in einem (oft amorph) solide Filament ist, weil durch den Schornstein gezeichnet wird. Dieser Vorgang wird manchmal genannt Schmelze Spinnen, und es ist unvereinbar mit PDMS, weil PDMS Langstrecken Fließfähigkeit bei schmelzen nicht aufweist. Block-Copolymere aus Silikon und Alpha-Methyl-Styrol nachweislich Filamente produzieren über schmelzen Spinnen, aber wieder, die sich daraus ergebenden Filamente sind nicht reine PDMS13.
Die Methode, die wir hier beschreiben ist vergleichbar mit dem Schmelze-Spinnerei, außer die relative Temperatur des Reservoirs und Schornstein sind eingeschaltet. Die PDMS ist Flüssigkeit in einem Behälter Raumtemperatur, da es nicht noch Vernetzung abgeschlossen hat. Die Viskosität der PDMS ist unterschiedlich als die Silikon-Öl-Querverbindungen mit einem härter, ein Prozess, der thermisch beschleunigt werden kann. Vor der Platzierung im Reservoir, heizen wir die Aushärtung PDMS bis zum Erreichen einer Viskosität geeignet für lange Schwerkraft-tropft, dann heilen sie Post-Tropfen über einen Whirlpool Ofen im Schornstein. Der Ansatz ist etwas vergleichbar mit "trocken-Spinnerei", in welche Polymere in flüchtige Lösungsmittel gelöst sind, die während des Zeichnens zu verdampfen.
Nach unserem Kenntnisstand ist die einzige gemeldete Methode zur Herstellung von langen Fäden der reinen PDMS unserer vorherigen Veröffentlichung8 . Die hier vorgestellte Methode ist eine deutliche Verbesserung auf dem ursprünglichen Ansatz, mit der Absicht, die Kunst des Prozesses zu minimieren. Vor allem können wir durch die Messung der Viskosität während der Pre-Härtung Bühne und Timing abkühlen Perioden, ein experimentell zugängliche Fenster Filament Spinnbarkeit zu melden. Wir führen auch ein Mittel zur Herstellung von wiederholbaren, lokalisierte Oberflächenmodifikationen auf das Filament über ein Arduino-gesteuerte Corona Musterung System, ermöglicht längs hydrophobe Musterung entlang der Glühfaden.
Protocol
(1) PDMS Filamente
- Ofen und Extrusion Montage
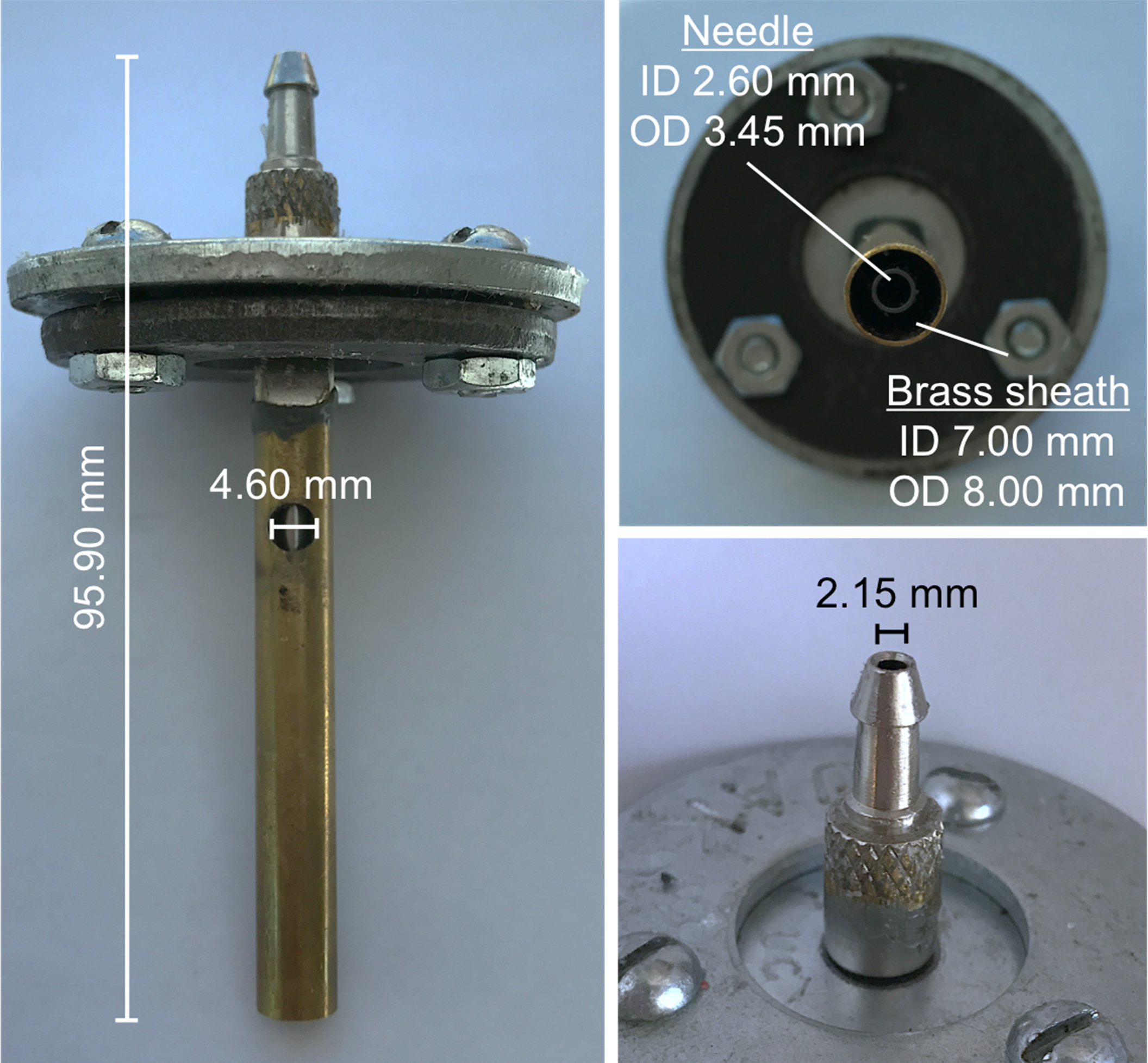
- Haus Luftzufuhr über ein Dosierventil 1,59 mm Innendurchmesser Hochtemperatur Silikon Gummischlauch zuordnen (siehe Abbildung 1). Verbinden Sie das andere Ende des Schlauches mit einer Extrusion Adapter bestehend aus einem Mantel in einem Radius von 1,08 mm öffnen, erzeugen einen stetigen abwärts Luftstrom um das Filament (z. B. eine benutzerdefinierte bearbeiteten Messing Mantel an einen Luftstrom von ca. 1,4 L/min ; siehe zusätzliche Abbildung1 für Spezifikationen).
Hinweis: Vorzugsweise produzieren Sie Fäden in einer reduzierten Luftstrom-Umgebung mit einem Feuerlöscher in der Nähe. - Bedecken Sie die Oberfläche unter einem zylindrischen keramischen Rohrofen (zB., 17 mm Innendurchmesser, 107,7 mm Länge) mit Folie, jede überschüssige PDMS zu erfassen.
- Montieren Sie die Extrusion-Adapter über die vertikale Rohrofen, Zentrierung der Öffnung in den Ofen und Nivellierung des Ofens, so dass das Filament durchlaufen wird.
- Verbinden Sie den Extruder mit der Extrusion Adapter über Hochtemperatur Silikon semi-klar, Gummischlauch.
- Heizen Sie den Ofen bis die Innentemperatur ca. 250 ° C gemessen mittels Infrarot-Thermometer, mit einem Stelltransformator, um Temperatur zu regulieren ist.
- Verschieben Sie den Ofen heraus unter der Extrusion-Adapter, so dass der Extrusion-Adapter nicht vor der Produktion der Glühfaden aufheizt.
- Haus Luftzufuhr über ein Dosierventil 1,59 mm Innendurchmesser Hochtemperatur Silikon Gummischlauch zuordnen (siehe Abbildung 1). Verbinden Sie das andere Ende des Schlauches mit einer Extrusion Adapter bestehend aus einem Mantel in einem Radius von 1,08 mm öffnen, erzeugen einen stetigen abwärts Luftstrom um das Filament (z. B. eine benutzerdefinierte bearbeiteten Messing Mantel an einen Luftstrom von ca. 1,4 L/min ; siehe zusätzliche Abbildung1 für Spezifikationen).
- Teilweise vor Aushärtung PDMS
- Heizen Sie ein Einweg-Probenröhrchen 65,0 ° c in einem Viskosimeter mit Temperaturregelung. Verwenden Sie eine geeignete Viskosimeter und Spindel, so dass man Viskositäten im Bereich von 200-10000 mPa·s messen kann.
- Gründlich mischen Sie 18,0 g PDMS Basis mit 1,8 g seine Härtemittel in einem Boot wiegen und legen Sie die Mischung in eine Raumtemperatur (RT) Vakuum Exsikkator für 15 Minuten oder bis keine Luftblasen bleiben. Entlüften der Exsikkator in regelmäßigen Abständen, um die Luftblasen in der Nähe der Oberfläche pop.
Hinweis: Der folgende Zeitplan nimmt Verwendung des PDMS Basis und Aushärtung Agenten in der Tabelle der Materialienangegeben. - Gießen Sie 17,7 g der Mischung in den vorgeheizten Probenröhrchen auf der Arbeitsplatte (einige ist zur Adhäsion zum Wiegen Boot verloren). Wieder das Probenröhrchen in den Viskosimeter einlegen.
- Nehmen Sie Viskositätsmessungen einmal pro Minute, halten die Viskosimeter dreht langsam (5 u/min).
- Wenn die Viskosität 4000 mPa·s erreicht, das Probenröhrchen mit einer Zange zu entfernen und sofort in die Raumtemperatur Extruder gießen. Filamente in einem Zeitfenster, die Wärmeabfuhr und dauert für eine nachfolgende 4 min ca. 4,5 min beginnt zu produzieren.
- Extrudieren PDMS zu Form Filamente
- Während der Verzögerungszeit sicherzustellen Sie, dass der Ofen bei 250 ° C mit Infrarot-Thermometer ist.
- Ca. 4 min nach der Entfernung des Probenröhrchens von Viskosimeter, verschieben den Ofen wieder unterhalb der Extrusion-Adapter und richten die innere Nadel des Adapters Extrusion mit der Rohrofen mit einem Hitze-Safe-Handschuh.
- In regelmäßigen Abständen drehen Sie die Schraube auf den Extruder, ermöglicht eine stetige Stream PDMS tropft durch den Ofen.
Hinweis: Wenn Tröpfchen statt Fäden bilden, warten 30 s für weiter RT Aushärtung und versuchen Sie es erneut. Ständige verdrehen schiebt der PDMS zu schnell durch den Ofen. Im Allgemeinen können kleine Schübe erfolgen durch den Ofen ausschalten und mit Hilfe eines nichtleitend Sticks, um alle bebauten PDMS aus dem Ofen zu verdrängen.
Achtung: Wenn PDMS auf die Wände oder die Oberseite des Ofens tropft, gibt es die Möglichkeit, ein Flare-up. - Sobald der PDMS-Stream zu dünn beginnt, drehen Sie den Extruder eine zusätzliche halbe-Revolution. Jede Studie hat etwa 16 Umdrehungen mit der gegebenen Extruder.
- Versammeln Sie sich die Filamente auf Holzstäbchen unter dem Ofen nach jeder Drehung und legen Sie sie in hölzernen Gestellen zu beenden, für ca. 12 Stunden aushärten.
2. Strukturierung der Oberflächen von PDMS Filamente mit computergesteuerten Korona-Entladung
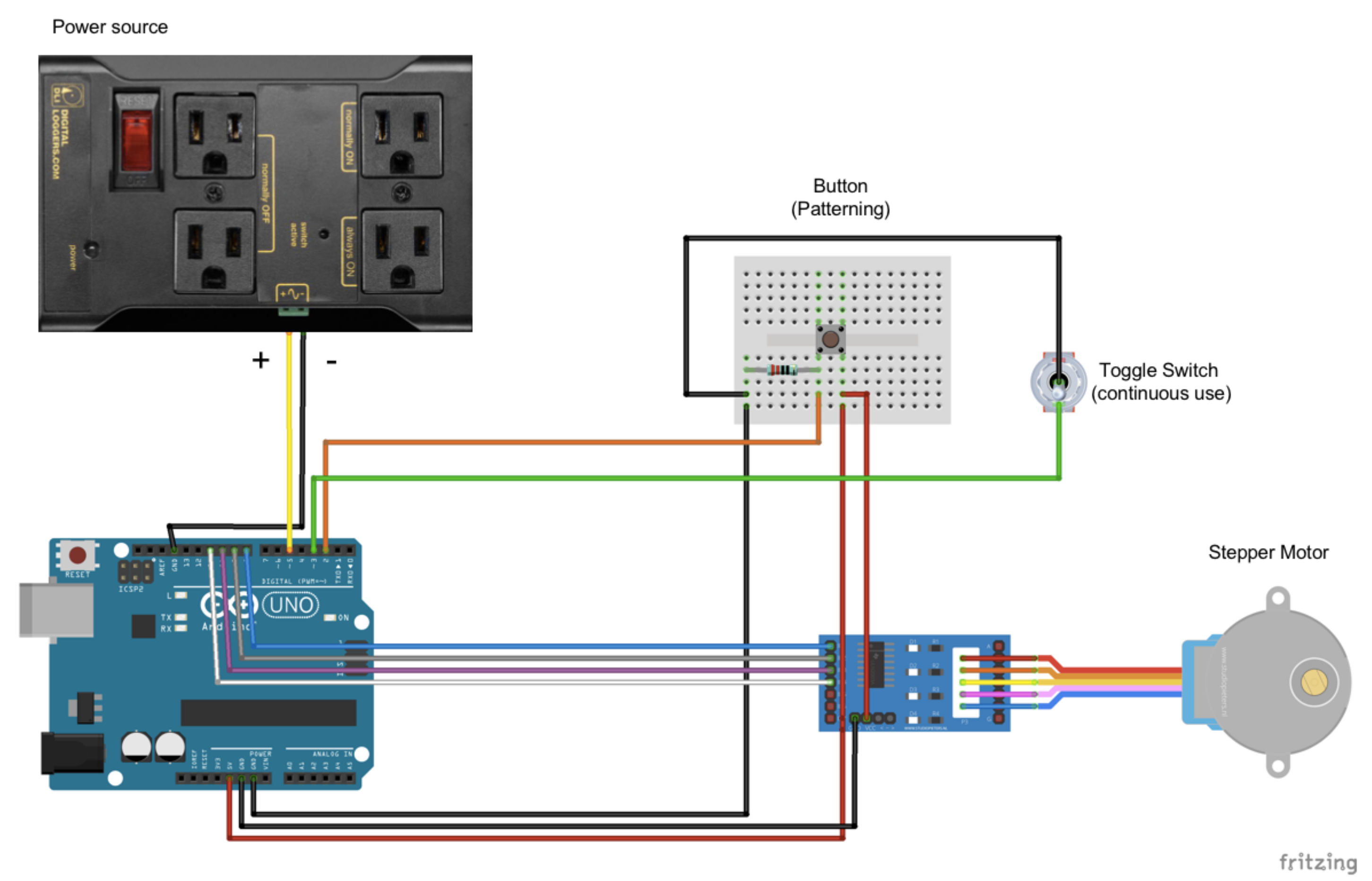
- Arduino-gesteuerte Filament-Positionierung und Korona-Entladung Kontrollsystem: montieren Sie die OpenSource-Arduino Mikroprozessor-gesteuerten Schrittmotor, der das Filament unter einer Korona-Entladung Gerät pro Schaltplan innen Supplemental zieht Materialien. Hochladen Sie Arduino Code Individualsoftware in den Zusatzmaterialien auf das System.
- Musterung-Filament-Oberfläche mit dem Gerät
- Geben Sie gewünschte Muster in Code ("Pattern" Array) und laden Sie sie auf dem Arduino via USB.
- Eine gehärtete Filament mit 1 % Sodium Dodecyl Sulfat waschen und Spülen mit übermäßigen reines Wasser. Trocknen Sie das Filament mit Luft.
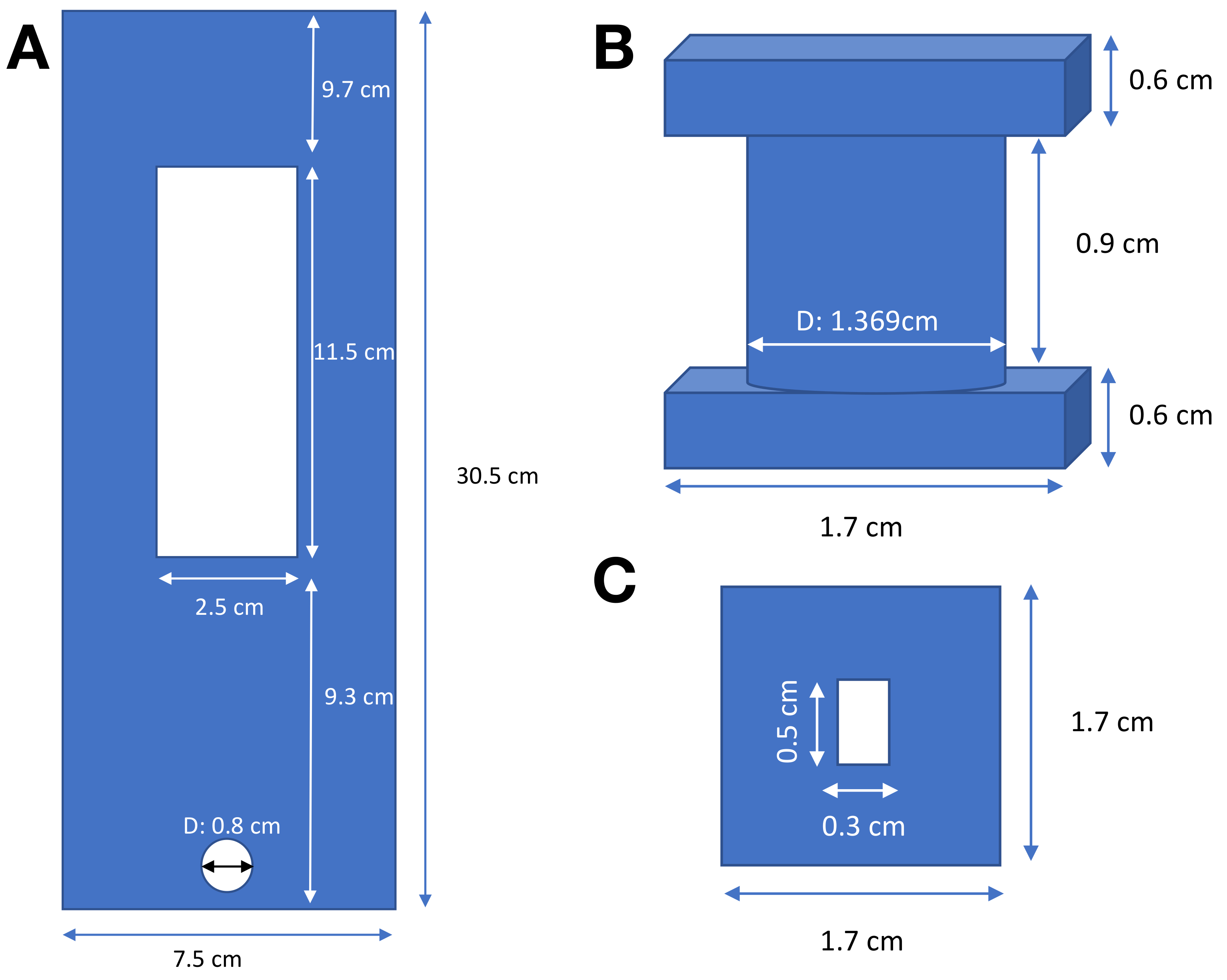
- Ort-Filament auf einem elektrisch nichtleitenden Platte mit einem Ausschnitt (zB., Lasercut-Acryl, siehe ergänzende Abbildung 3A), erlaubt das Filament in Luft ausgesetzt werden. Verwenden Sie doppelseitiges Klebeband um die Enden des Fadens auf die Platte zu sichern.
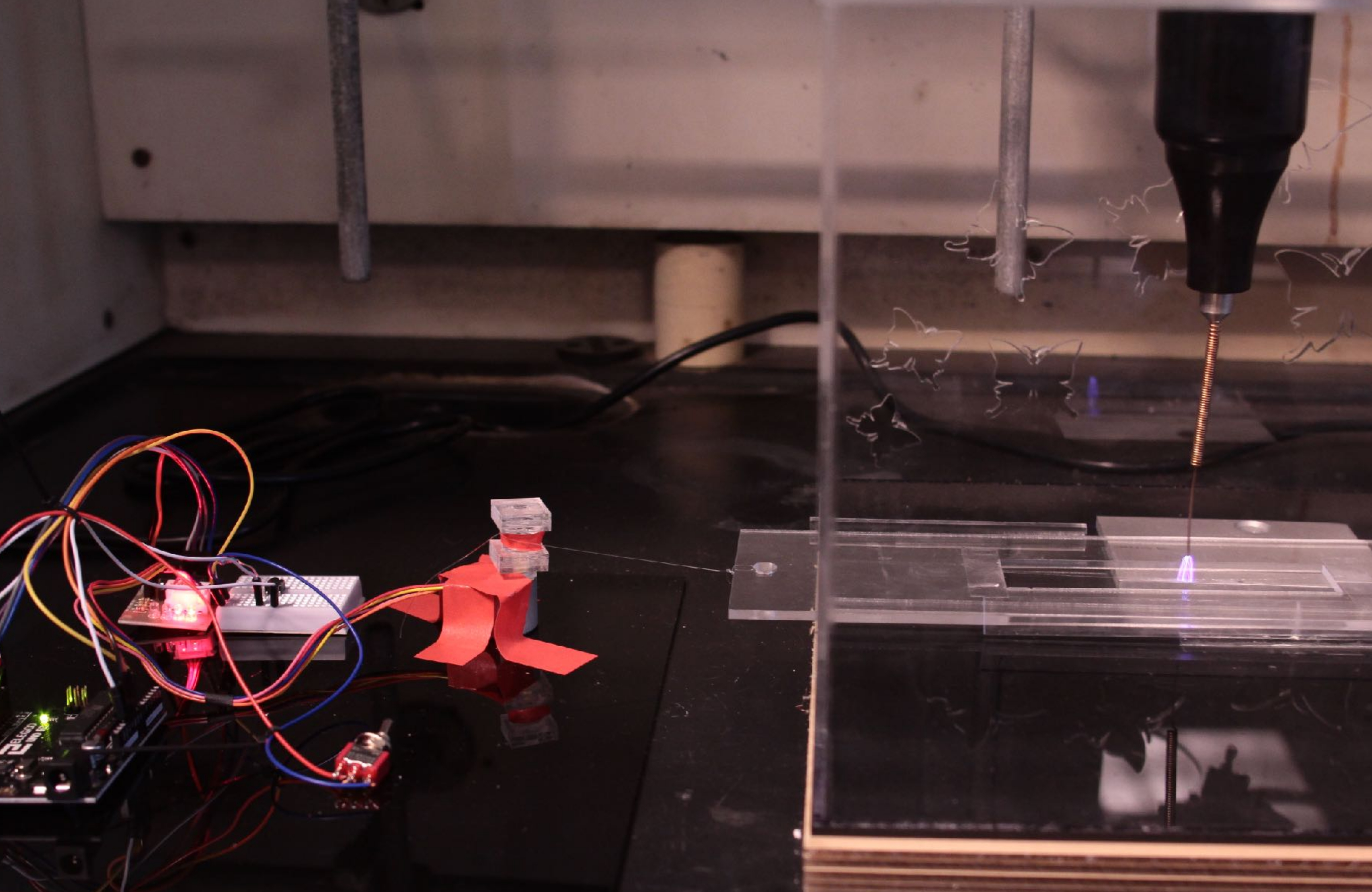
- Legen Sie die Platte in einem belüfteten Korona-Entladung zwischen den Acryl Tracks und sicherzustellen Sie, dass es eben ist. Legen Sie eine immobile Metall Platte unter dem Acryl, das Filament entlang der Kante der Metall Platte ausrichten.
- Legen Sie die Koronaentladung Elektrode (z. B. eine Feder Elektrodenspitze) ca. 3 mm über das Filament und stecken Sie die Corona-Entlader in die Arduino-gesteuerte Steckdose.
- Binden Sie eine nichtleitende Linie auf die kreisförmige Aussparung am Acryl Platte. Halten Sie das andere Ende der Linie der Arduino-gesteuerte Stepper motor (siehe ergänzende Abbildung 3BC).
- Drücken Sie die Taste in der Arduino-Schaltung zur Musterung mit den programmierten Code zu beginnen. Korona-Entladung ist eine produzierte durch eine niedrige aktuelle 4,5 MHz elektrisches Feld mit einer Ausgangsspannung von 10 bis 40 kV, die die Oberfläche des PDMS hydrophilen Eids ändert.
Achtung: Die Strömung ist gering, aber das Gerät erzeugt Ozon und UV-Strahlung in Luft. Vorzugsweise in einer Dampfhaube, hinter einem gelüfteten Acryl Schild verwenden.
Representative Results
Die Methode (Abbildung 1) erfolgreich produziert Filamente von ca. 200 µm im Durchmesser (Abbildung 2) und unterschiedlicher Länge in der Größenordnung von 10 cm. mehr Fäden hergestellt werden konnten, durch die Erhöhung der Zeichnung Apparat und durchschnittliche filament Durchmesser variiert zwischen 50-300 µm pro Durchlauf. Filamente sind flexibel und robust, und deren Elastizitätsmodul ist vergleichbar mit Schüttgut PDMS-8. In diesem Protokoll wird die Arbeitszeit zwischen vor Aushärtung der PDMS und zeichnen die Filamente bequem lange genug für den Transport von Material (Abbildung 3).
Hydrophobie Musterung über die Koronaentladung lässt überprüft über Tröpfchen Kontaktwinkel. Die Kontaktwinkel-Analyse wird durch die zylindrische Form des Heizfadens erschwert; Tröpfchen bilden eine symmetrische Fass Form oder asymmetrische Schale Form14. Für unsere Filamente mit 1 µL Wassertropfen, diese beiden Formen entsprechen hydrophilen Oberflächen Corona-behandelt und unbehandelt hydrophobe PDMS bzw. (Abbildung 4).

Abbildung 1: Schematische Filament-Produktionsmethode. Entgast, ist Vernetzung PDMS bei 65 ° C erhitzt, bis seine Viskosität 4000 mPa·s erreicht. Es ist dann abgekühlt und in einem Extruder, der das Material durch eine Öffnung nach unten Luft-Strömung-ummantelt, dann durch ein Rohrofen schiebt vor der Ernte als Filamente übertragen. Bitte klicken Sie hier für eine größere Version dieser Figur.

Abbildung 2: Histogramm der Glühfaden breiten von einer Demonstration der Methode. Breiten sind pro cm Faden über 6 Fäden, deren Gesamtlänge betrug ca. 80 cm. Filamente durch einen Flachbett-Scanner gescannt und analysiert durch benutzerdefinierte Oktave Skripte15. Einschub: ein repräsentatives Bild von einer erweiterten Filament neben einem Lineal. Bitte klicken Sie hier für eine größere Version dieser Figur.

Abbildung 3: PDMS Viskosität Vs. Zeit. Viskositätsmessungen (bei 5 u/min) von entgast PDMS Basis und Aushärtung Agent als Funktion der Zeit, mit unterschiedlichen Temperatur-Profile. Durchheizen (graue Diamanten) ist bei 65 ° C, zeigen eine rasche Zunahme der Viskosität. Schwarzen Datenpunkte sind bei 65 ° C, vor dem Ausbau auf Raumtemperatur erreicht Viskosität 4000 mPa·s pro die oben beschriebene Methode. Rote Datenpunkte repräsentieren die gleiche Probe Viskosität nach dem Abkühlen auf 25 ° C. Lücke in den Daten gezeigt tritt während der Viskosimeter auf 25 ° C mit Eis-Wasser gekühlt wird. Cyan-Fenster ist an der Zeit, wenn Filament Produktion gemäß der Methode auftritt. Bitte klicken Sie hier für eine größere Version dieser Figur.

Abbildung 4: wassermeidend gemusterten Filament. (A) Filament wurde mit wechselnden Hydrophobie Muster, alle 2 cm gemustert mit der Arduino-gesteuert-Corona-Methode oben beschrieben, und mit 1 µL Wassertropfen visualisiert. (B) Tröpfchen übernehmen entweder eine Schale (links) oder Fass (rechts) Konformation abhängig von der Glühfaden lokalen Hydrophobie14. Kontaktwinkel Schale sind direkt, geschätzt, während planar-Äquivalent Kontaktwinkel auf Lauf-Tröpfchen durch Anpassung an eine analytische Lösung8bestimmt sind. Bitte klicken Sie hier für eine größere Version dieser Figur.

Ergänzende Abbildung1: Dimensionen der Extrusion Adapter mit Luftstrom Scheide. Bitte klicken Sie hier für eine größere Version dieser Figur.

Ergänzende Abbildung2: Schaltplan für Corona Patterner. Korona-Entladung Gerät wird die weitergeleitete Stromquelle angeschlossen. Das Filament wird auf einem Tablett befestigt durch einen nichtleitenden Draht um den Schrittmotor über eine Spindel (zusätzliche Abbildung 3) geladen. Das Muster ist auf der Arduino-Mikroprozessor auf den unteren linken hochgeladen. Bitte klicken Sie hier für eine größere Version dieser Figur.

Ergänzende Abbildung 3: Schematische Teile für Filament Patterner. (A) Fach mit einer Öffnung, wo der Faden aufgehängt ist. (B) Spindel für die nichtleitenden Kabelverbindung zwischen des Schrittmotors auf der Ablage über 0,8 cm Loch. (C) Untersicht der Spindel, zeigt den Adapter mit der Motorwelle Stepper. Wir fabrizierten alle Teile aus lasergeschnittenem 3,2 mm Acryl, die bei Bedarf zusammengeklebt wurde. Bitte klicken Sie hier für eine größere Version dieser Figur.

Ergänzende Abbildung 4: Bild von Filament Patterner. Bitte klicken Sie hier für eine größere Version dieser Figur.
Discussion
Die Grundlage dieser Methode ist die Manipulation der Materialeigenschaften PDMS zu heilen, so sind sie geeignet für schwere zeichnen. Schwerkraft Zeichnung Tröpfchen in stabile Fäden wird durch drei dimensionslose Parameter16geregelt. Sie betreffen das Droplet Trägheit relativ zur Schwerkraft (Froude), Oberflächenspannung (Weber) und Viskosität (Reynolds). Der entscheidende Schritt der Vernetzung der PDMS bis es experimentell stabile Verlängerung pro unsere Methode am dramatischsten Beweise verändert die Reynolds-Zahl, um mehr als eine Größenordnung von 0,83 bis 0,07 reduzieren. Im Gegensatz dazu ist die nächste größte Änderung in einer der anderen dimensionslose Parameter die Weber-Zahl, die lediglich verdoppelt. Dies unterstützt die Verwendung von Viskosität als sensible Proxy für die Verfolgung von PDMS Spinnbarkeit.
Eine kritische Verbesserung gegenüber unserer früheren Filament Produktionsweise ist, dass die Viskosität Profil während des Protokolls verwendet wird, um experimentelle Arbeitszeiten bestimmen. Um Beschränkungen der Technik zu ermitteln, haben wir einen Stapel von PDMS pro das Protokoll bereits geheilt, Wärme entzogen und nahm Viskositätsmessungen bei Raumtemperatur als die PDMS Vernetzung weiter. Das daraus resultierende Viskosität Profil (Abbildung 4) zeigt, dass das Fenster für die Spinnbarkeit drastisch erweitert wird, indem die PDMS aus 65 ° C erhitzt-Viskosimeter. Unser Protokoll beinhaltet die Entfernung von PDMS vor Eintritt in die Spinnbarkeit Fenster, dann ermöglicht der Probe Vernetzung für ca. 4,5 min weiter, wie es auf Raumtemperatur abkühlt. Anschließend hat der Experimentator ca. 4 min, es zu ziehen, bevor die kontinuierliche Vernetzung der PDMS nicht mehr zeichenbare rendert.
Die Methode, wie bereitwillig gezeigt produziert Filamente mit Durchmessern in der Größenordnung von 100 s von µm und Längen in der Größenordnung von 0,5 m. Die Filament-Länge wird durch zugänglicher Raum unterhalb der Extrusion und Rohrofen begrenzt. Eine angemessene Änderung der Technik wäre es in einem längeren Kamin längere Fäden produzieren zu installieren. Eine Änderung, die wir noch nicht erforscht haben ist mechanisch zieht die Filamente anstatt auf einen Schwerkraft-Tropfen, der dünnere Fäden ergeben kann.
Ein wichtiger Schritt zur wassermeidend Strukturierung der Glühfaden ist Korona-Entladung unter Umgebungsbedingungen ausgesetzt. Dies führt einige Unklarheiten, da die Form/Intensität der Entlastung von Umgebungsbedingungen und lokalen Leitfähigkeit betroffen ist. Es kann durch Platzierung geerdeten Leiter unter das Filament sowie die Anpassung der Spannung des Corona-Geräts (10-40 kV) abgestimmt werden. Der Mechanismus der der Korona-Oberflächenmodifizierung ist wahrscheinlich Elektronentransfer Energie lyse der PDMS-Seitenketten und Rückgrat. Um diese Bindungen aufzubrechen, müssten Elektronen weniger Energie als die durchschnittliche Energie benötigt, um ein Dielektrikum-Barriere Entlastung17zu produzieren. So kann eine beobachtbare Entlastung, die umhüllt das Filament wird voraussichtlich die Oberflächenmodifizierung produzieren und leicht getestet über Tröpfchen Kontaktwinkel Wassermessungen.
Diese Methode ermöglicht relativ einfache Herstellung von Silikon PDMS Filamente und anschließende komplexe hydrophobe Musterung. Das ursprüngliche Ziel soll ein Modellsystem Foldamer produzieren hydrophobe Muster beobachtbaren Filament klappbare Wege und gefalteten Strukturen produzieren gestaltet werden können. Diese Testumgebung kann verallgemeinerbare Gestaltungsregeln Engineering Faltung Wege vorsehen. Diese Filamente haben auch Materialanwendungen, als Teil des hydrophoben bzw. chemisch reaktive über Lösungsmittel Schwellung webt, oder bei der Verwendung von reaktiven Verbindungen in der gasdurchlässigen PDMS ausgesetzt.
Disclosures
Die Autoren haben nichts preisgeben.
Acknowledgments
Die Autoren erkennen dankbar Einsicht und Hilfe von W. Cook, S. J. S. Rubin, J. Zehnder, C. Barraugh, C. Fukushima, M. Mulligan, M. Keckley und A. Bosshardt und finanzielle Unterstützung von der Rose Hügel Foundation und The Johnson Sommer Student Research Grant. Die Autoren erkennen auch die Vorarbeiten für Viskosität als Mittel zur Verfolgung Silikon Polymerisation von den Studenten der Advanced Laboratory in Chemie (Herbst 2017).
Materials
| Name | Company | Catalog Number | Comments |
| 2 part PDMS Silicone | Dow Corning Sylgard 184 | 4019862 | |
| Thermosel | Brookfield | HT-110 115, HT-115A DP | |
| viscometer | Brookfield | RVT115 | |
| Disposible sample chamber | Brookfield | HT-2DB-100 | |
| Disposible spindle | Brookfield | SC4-27D-100, SC4-DSY | |
| Extruder | Makin's | 35055 | |
| High-temperature silicone tubing | McMaster-Carr | 51135K16 | |
| Cylindrical Tube heater (Ceramic) | Ours is a custom: 17.0 mm inner diameter, 38.7 mm outer diameter, 107.7 mm length, 150 Ohm. Companies include Watlow and Omega. Critical design considerations: smaller inner diameters will require better furnace-filament alignment, longer tubes should also be sufficient. | ||
| Variable Transformer for heater | Variac | 3PN1010 | |
| Metering valve | Swagelok | SS-2MA1 | |
| Corona Discharge Device | Electro-Technic | BD20A | |
| Arduino Kit | Elegoo | EL-KIT-003 | |
| Nylon Fishing Line | EoongSng | B075DYVC3F | |
| Pasta Drying Rack | Norpro | B00004UE7U | |
| Infrared thermometer | Nubee | 81175535214 | |
| Flatbed scanner | Canon | CanoScan 9000F MKII |
References
- Bossi, M. L., Daraio, M. E., Aramendı́a, P. F. Luminescence quenching of Ru (II) complexes in polydimethylsiloxane sensors for oxygen. Journal of Photochemistry and Photobiology A: Chemistry. 120 (1), 15-21 (1999).
- Toepke, M. W., Beebe, D. J. PDMS absorption of small molecules and consequences in microfluidic applications. Lab on a Chip. 6 (12), 1484-1486 (2006).
- Haubert, K., Drier, T., Beebe, D. PDMS bonding by means of a portable, low-cost corona system. Lab on a Chip. 6 (12), 1548-1549 (2006).
- Bhattacharya, S., Datta, A., Berg, J. M., Gangopadhyay, S. Studies on surface wettability of poly (dimethyl) siloxane (PDMS) and glass under oxygen-plasma treatment and correlation with bond strength. Journal of Microelectromechanical Systems. 14 (3), 590-597 (2005).
- Efimenko, K., Wallace, W. E., Genzer, J. Surface modification of Sylgard-184 poly (dimethyl siloxane) networks by ultraviolet and ultraviolet/ozone treatment. Journal of Colloid and Interface Science. 254 (2), 306-315 (2002).
- Johnston, I. D., McCluskey, D. K., Tan, C., Tracey, M. C. Mechanical characterization of bulk Sylgard 184 for microfluidics and microengineering. Journal of Micromechanics and Microengineering. 24 (3), 035017 (2014).
- Xue, R., Behera, P., Xu, J., Viapiano, M. S., Lannutti, J. J. Polydimethylsiloxane core–polycaprolactone shell nanofibers as biocompatible, real-time oxygen sensors. Sensors and Actuators B: Chemical. 192, 697-707 (2014).
- Kiessling, R., et al. Gravity-Drawn Silicone Filaments: Production, Characterization, and Wormlike Chain Dynamics. ACS Applied Materials & Interfaces. 9 (46), 39916-39920 (2017).
- Roca-Cusachs, P., et al. Stability of microfabricated high aspect ratio structures in poly (dimethylsiloxane). Langmuir. 21 (12), 5542-5548 (2005).
- Yang, D., et al. Electrospinning of poly (dimethylsiloxane)/poly (methyl methacrylate) nanofibrous membrane: Fabrication and application in protein microarrays. Biomacromolecules. 10 (12), 3335-3340 (2009).
- Niu, H., Wang, H., Zhou, H., Lin, T. Ultrafine PDMS fibers: preparation from in situ curing-electrospinning and mechanical characterization. Rsc Advances. 4 (23), 11782-11787 (2014).
- Ramakrishna, S., et al. Electrospun nanofibers: solving global issues. Materials Today. 9 (3), 40-50 (2006).
- Blyler, L. L. Jr, Gieniewski, C. Melt spinning and draw resonance studies on a poly (α‐methyl styrene/silicone) block copolymer. Polymer Engineering & Science. 20 (2), 140-148 (1980).
- Carroll, B. J. The accurate measurement of contact angle, phase contact areas, drop volume, and Laplace excess pressure in drop-on-fiber systems. Journal of Colloid and Interface Science. 57 (3), 488-495 (1976).
- Eaton, J. W., Bateman, D., Hauber, S., Wehbring, R. GNU Octave version 4.2.2 manual: a high-level interactive language for numerical computations. , Volume 4.2.2 (2018).
- Ziabicki, A. Fundamentals of fibre formation: the science of fibre spinning and drawing. , John Wiley & Sons, Ltd. (1976).
- Haji, K., Zhu, Y., Otsubo, M., Honda, C. Surface modification of silicone rubber after corona exposure. Plasma Processes and Polymers. 4 (S1), S1080 (2007).

{kind=link}
{kind=link}
{kind=link}
{kind=link}