

Summary
Här presenterar vi ett protokoll för att producera långa filament av Polydimetylsiloxan (PDMS) silikon av gravitation-ritning genom en ugn. Filament är storleksordningen hundratals mikrometer i diameter och tiotals centimeter i längd och hydrophobically patternable via ett Arduino-kontrollerade coronaurladdning system.
Abstract
Polydimetylsiloxan (PDMS) silikon är en mångsidig polymer som inte kan lätt formas till långa trådar. Traditionell spinning metoder misslyckas eftersom PDMS uppvisar långväga smidighet vid smältning. Vi introducerar en förbättrad metod att producera filament av PDMS genom en stegvis temperaturprofil av polymeren eftersom det cross-links från en vätska till en elastomer. Genom att övervaka dess varma temperatur viskositet, uppskattar vi ett tidsfönster när dess materialegenskaper är Parkeringsleverantörer till ritningen i långa trådar. Glödtrådarna passera genom en hög temperatur tube ugn, bota dem tillräckligt för att skördas. Dessa filament är storleksordningen hundratals mikrometer i diameter och tiotals centimeter i längd, och ännu längre och tunnare trådar är möjliga. Dessa glödtrådar behålla många av den materiella rekvisitan av bulk PDMS, inklusive omkopplingsbar vattenavvisande egenskaper. Vi Visa denna förmåga med en automatiserad coronaurladdning mallning metod. Dessa patternable PDMS silikon glödtrådar har program i silikon vävda föremål, gas-permeable sensorn komponenter och modell hur provtagningsutrustningen skall foldamers.
Introduction
Polydimetylsiloxan (PDMS) silikon är ett i stort sett används material med många applikationer för tillverkning och forskning. Det är värme och vatten resistent, elektriskt isolerande, hydrofoba, gas genomsläpplig, mat-säker, biokompatibla och flexibel med en nästan perfekt Poisson-förhållandet. Dessutom kan det lätt tjäna som värd för olika funktionella molekyler, läggas till antingen före eller efter härdning1,2. Dess yta är lätt modifierbara genom UVO, syre plasma eller coronaurladdning att växla dess vattenavvisande egenskaper och framkalla kortsiktiga self-vidhäftning3,4,5. Det har i synnerhet också använts i mikrofluidik6.
Filament av PDMS är särskilt användbara i att producera hög yta silikon vävar, silikon fiber sensorer7och material som silikon-baserad additiv tillverkning (3D-Print). I våra labb använder vi hydrophobically mönstrade filament av PDMS som en plattform för att studera vikning. Laget studerar glödtrådens konfirmerande statistik i en vattenlösning miljö via en athermal akustiska magnetisering och bildsystem som tidigare rapporterats8.
Det är utmanande att bilda hög höjd-/ breddförhållande filament från PDMS via traditionella form-gjutning. Filament har stor yta området till volym nyckeltal, vilket komplicerar release från formar9. Forskare har haft framgång mantlar PDMS med transportören polymerer för kontinuerlig electrospinning i nanoskala filament10,11,12, även om den resulterande filament inte ren PDMS.
Dominerande tillverkningsmetoden att producera macroscale filament av andra material innebär att dra ut en trögflytande vätska från en behållare genom en por. Den trögflytande vätskan är vanligtvis en termoplast eller glas som är flytande vid höga temperaturer i reservoaren och kyls i en (ofta amorft) solid glödtråden som det dras genom en skorsten. Denna process kallas ibland smälta snurrar, och det är oförenligt med PDMS eftersom PDMS uppvisar långväga smidighet vid smältning. Block Sampolymerer av silikon och alfa-metyl styren har visat för att producera trådar via smälta spinning, men igen, den resulterande filament är inte ren PDMS13.
Den metod som vi beskriver här är besläktad med smältspinning, utom relativa temperaturen av reservoaren och skorstenen är bytt. PDMS är vätska i en rumstemperatur reservoar, som det ännu inte har avslutat cross-linking. Viskositeten hos PDMS varierar som de silikon olja antipyridinantikropp med en härdare, en process som kan påskyndas termiskt. Innan du placerar den i reservoaren, värmer vi den bota PDMS tills den når en viskositet som är lämplig för lång gravitation-droppar, sedan bota det droppa efter via en hot tube ugn i skorstenen. Metoden är något jämförbart med ”torr-snurra”, i vilka polymerer löses i flyktiga lösningsmedel som avdunstar under ritning.
Till vår kunskap är den enda rapportera metoden att producera långa filament av ren PDMS vår föregående publikation8 . Metoden införs här är en betydande förbättring på den ursprungliga metoden, med avsikt att minimera konsten att processen. Framför allt, genom att mäta viskositeten under pre bota scenen och timing nedvarvning perioder, kan vi rapportera ett experimentellt tillgängliga fönster av glödtrådens spinnability. Vi introducerar också ett sätt att producera repeterbara, lokaliserad ytmodifieringar på glödtrådens via en Arduino-kontrollerade corona mönstring system, aktivera längsgående hydrofoba mönster längs glödtråden.
Protocol
1. PDMS filament
- Ugnen och extrudering församling
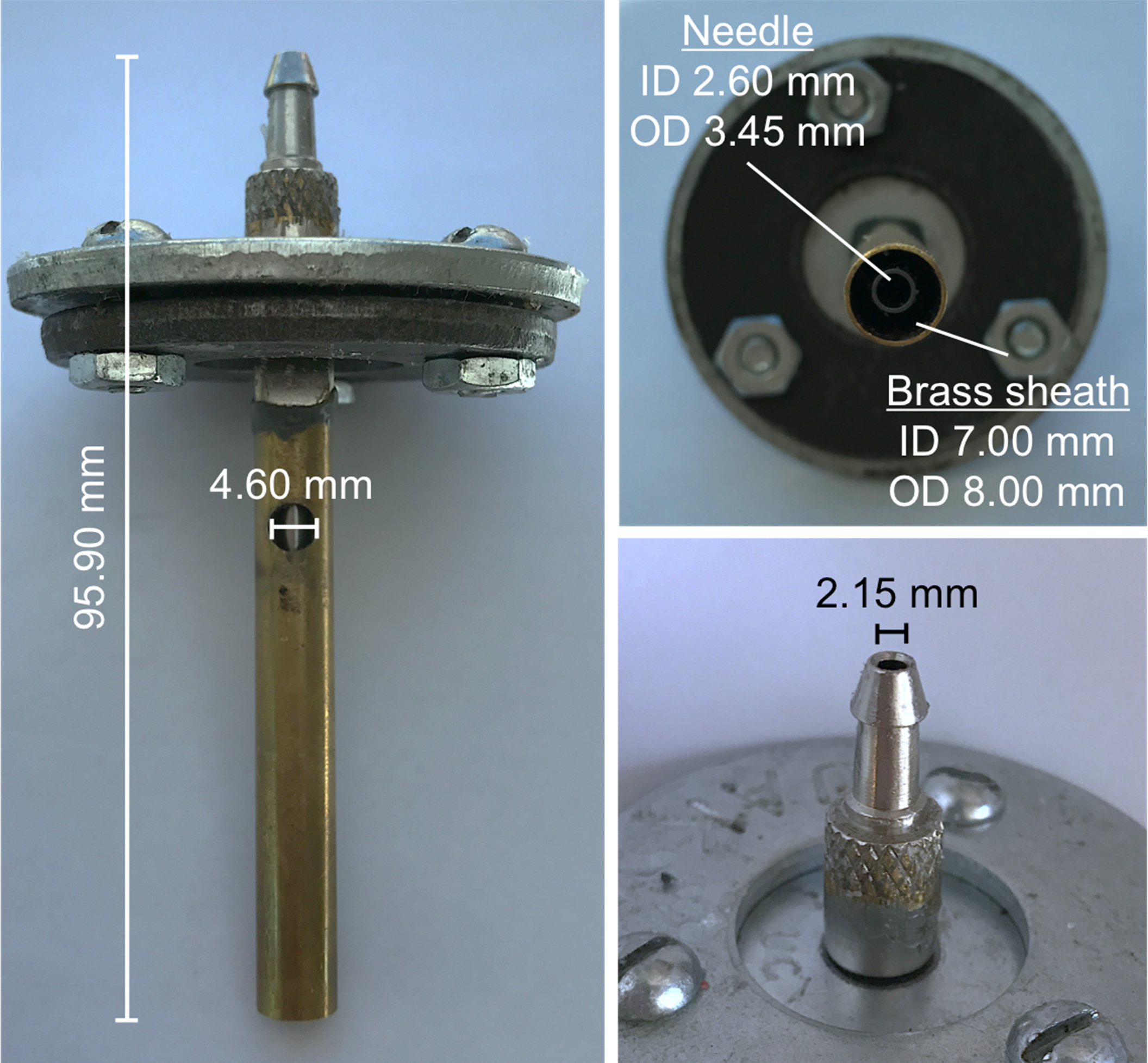
- Koppla 1,59 mm inner-diameter hög temperatur silikon gummi slangar till hus lufttillförsel genom en mätning ventil (se figur 1). Anslut den andra änden av slangen till en extrudering adapter bestående av ett hölje runt en radie på 1,08 mm öppning, som kommer att producera ett stadigt nedåtgående luftflöde runt glödtråden (t.ex. en anpassad maskinbearbetade mässing slida på ett luftflöde av cirka 1,4 L/min ; Se kompletterande Figur1 för specifikationer).
Obs: Producera helst filament i en miljö med reducerat luftflöde med en brandsläckare i närheten. - Täcka ytan nedanför ett cylindriskt keramiskt rör ugnen (t.ex., 17 mm innerdiameter, 107,7 mm längd) med folie för att fånga eventuella överskott PDMS.
- Montera extrudering adaptern ovan vertikala röret ugnen, centrering öppningen till ugnen och leveling ugnen så glödtråden kommer att passera.
- Anslut extrudern till extrudering adapter via hög temperatur silikon gummi semi rensa slangen.
- Värm ugnen tills den inre temperaturen är cirka 250 ° C mätt med en infraröd termometer, använder en variabel transformator för att reglera temperaturen.
- Flytta ugnen ut från under extrudering adaptern så att extrudering adaptern inte värms före glödtråden produktion.
- Koppla 1,59 mm inner-diameter hög temperatur silikon gummi slangar till hus lufttillförsel genom en mätning ventil (se figur 1). Anslut den andra änden av slangen till en extrudering adapter bestående av ett hölje runt en radie på 1,08 mm öppning, som kommer att producera ett stadigt nedåtgående luftflöde runt glödtråden (t.ex. en anpassad maskinbearbetade mässing slida på ett luftflöde av cirka 1,4 L/min ; Se kompletterande Figur1 för specifikationer).
- Delvis före härdning PDMS
- Värm en disponibel prov tub till 65,0 ° C i en viskometer med temperaturkontroll. Använda en lämplig viskometer och spindeln, så att man kan mäta viskositet i intervallet 200-10000 mPa·s.
- Grundligt blanda 18,0 g av PDMS bas med 1,8 g av dess härdare i en väga båt och placera blandningen i rumstemperatur (RT) vakuum exsickator i 15 min eller tills inga bubblor kvar. Ventilera exsickatorn regelbundet för att smälla bubblorna nära ytan.
Anmärkning: Följande tidpunkten förutsätter användning av PDMS bas och bota agent anges i Tabell för material. - Häll 17,7 g av blandningen i förvärmd prov röret på bänkskivan (vissa är borttappad till vidhäftning till väga båten). Åter in provet röret i viskometer.
- Mät viskositet en gång per minut, att hålla viskometer snurrar långsamt (5 varv).
- När viskositeten når 4000 mPa·s, ta bort provet röret med tång och häll omedelbart i rumstemperatur extrudern. Producera filament i en tidsramen som börjar cirka 4,5 min från värmeavledning och varar i en efterföljande 4 min.
- Strängpressning PDMS att bilda filament
- Under fördröjningstiden, säkerställa ugnen vid 250 ° C med en infraröd termometer.
- Cirka 4 min efter avlägsnande av provet röret från viskometer, flytta ugnen tillbaka under extrudering adaptern och justera inre nålen av extrudering adaptern med tube ugnen med hjälp av en värme-safe handske.
- Med jämna mellanrum vrida skruven på extruder, så att en stadig ström av PDMS att rinna igenom ugnen.
Obs: Om droppar bildar i stället för filament, vänta 30 s för ytterligare RT härdning och försök igen. Konstant vrida skjuter PDMS genom ugnen för snabbt. Generellt kan små skov hanteras genom att stänga av ugnen och använda en icke-ledande pinne för att rubba någon byggt upp PDMS från ugnen.
FÖRSIKTIGHET: Om PDMS droppar på väggarna eller toppen av ugnen, finns det möjlighet till skov. - När PDMS dataströmmen börjar tunna, vrid extrudern en extra halv-revolutionen. Varje prövning har ca 16 varv med viss extruder.
- Samla glödtrådarna på träkäppar under ugnen efter varje twist och Lägg dem över trä rack till slut bota för cirka 12 h.
2. mönstring ytor av PDMS filament med datorstyrda coronaurladdning
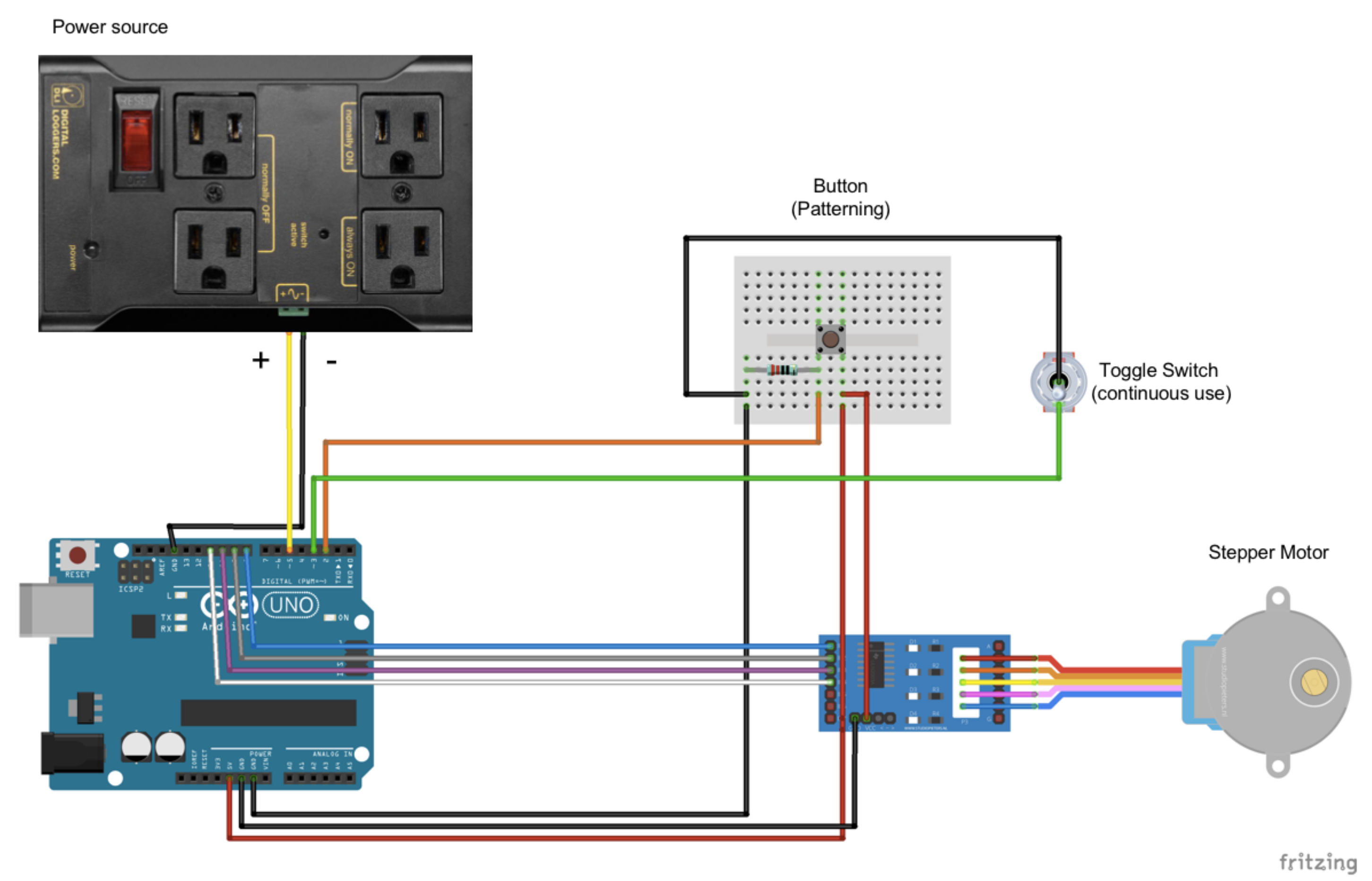
- Arduino-kontrollerade filament-positionering och coronaurladdning styrsystem: montera den öppen källkod Arduino mikroprocessorstyrda stegmotor som drar glödtråden under en coronaurladdning enhet per kopplingsschemat i Supplemental Material. Ladda upp egna Arduino kod programvaran i de kompletterande material till systemet.
- Mönstring glödtråden yta med enheten
- Ange önskat mönster till kod (”mönster” array) och överför den till den Arduino via USB.
- Tvätta en lufttorkad glödtråd med 1% sodium dodecyl sulfate och skölj med mycket rent vatten. Torka av glödtrådens med luft.
- Plats glödtråden på ett elektriskt oledande platta med en cut-out (t.ex., laserskuren akryl, se kompletterande figur 3A) som gör att glödtråden att skjutas upp i luften. Använd dubbelhäftande tejp för att säkra ändarna av glödtråden till plattan.
- Placera plattan i en ventilerad coronaurladdning låda mellan akryl spår och se till att den nivå. Placera en orörlig metall platta under den akryl, justera glödtråden längs kanten av metall plattan.
- Placera coronaurladdning elektroden (t.ex. en våren elektrod spets) ca 3 mm ovanför glödtråden och koppla den corona Dischargeren i Arduino-kontrollerade vägguttaget.
- Knyt en icke-ledande linje till cirkuläret utstansade på akryl plattan. Följa den andra änden av linjen till den Arduino-kontrollerade stepper motor (se kompletterande figur 3BC).
- Tryck på knappen i Arduino kretsen att börja mönster med den programmerade koden. Coronaurladdning är en producerad av en låg nuvarande 4.5 MHz elektriskt fält med en utspänning av 10-40 kV som ändrar ytan av PDMS att återge det hydrofila.
FÖRSIKTIGHET: Strömmen är låg, men enheten producerar ozon och UV-strålning i luft. Använd det helst i dragskåp, bakom en ventilerad akryl sköld.
Representative Results
Metoden (figur 1) producerar framgångsrikt filament av ungefärligt 200 µm i diameter (figur 2) och av varierande längd på order av 10 cm. längre filament kan produceras genom att höja den ritning apparater och genomsnittliga glödtråden diametrar kan variera mellan 50-300 µm per körning. Filament är flexibel och robust, och deras elasticitetsmodul är jämförbar med bulk PDMS8. I detta protokoll är arbetstiden mellan före härdning av PDMS och ritning filament bekvämt länge nog för att transportera materialet (figur 3).
Vattenavvisande egenskaper mönstring via coronaurladdning kan vara verifierat via droplet kontakt vinklar. Kontaktvinkel analysen kompliceras av den cylindriska grundformen glödtrådens; droppar kan bilda en symmetrisk fat form eller asymmetrisk shell form14. För våra filament, med 1 µL vattendroppar, dessa två former motsvarar corona-behandlade hydrofila ytor och obehandlad hydrofoba PDMS, respektive (figur 4).

Figur 1: Schematisk av glödtrådens produktionsmetoden. Avgasas, värms cross-linking PDMS vid 65 ° C tills dess viskositet når 4000 mPa·s. Sedan kyls och överförs till en extruder som tänjer materialet genom en nedåt luft-flöde-mantlad öppning, sedan genom en tube ugnen innan skördas som filament. Klicka här för att se en större version av denna siffra.

Figur 2: Histogram av glödtrådens bredder från en demonstration av metoden. Bredder är per cm av glödtrådens över 6 filament, vars totala längd var ca 80 cm. filament skannas av en flatbäddsskanner och analyseras av anpassade Octave skript15. Infällt: en representativ bild av en utökad glödtråden bredvid en linjal. Klicka här för att se en större version av denna siffra.

Figur 3: PDMS viskositet vs. tid. Viskositet mätningar (på 5 varv) av avgasade PDMS bas och bota agent som en funktion av tiden, med olika temperaturprofiler. Kontinuerlig uppvärmning (grå diamanter) är vid 65 ° C, visar en snabb ökning i viskositet. Svart datapunkter är vid 65 ° C, före borttagning rumstemperatur när viskositet når 4000 mPa·s per metoden ovan. Röd datapunkter representerar samma provets viskositet efter kylning till 25 ° C. Gap visas i data inträffar medan viskometer är att kylas till 25 ° C med isvatten flöde. Cyan fönster är dags när glödtråden produktion sker enligt metoden. Klicka här för att se en större version av denna siffra.

Figur 4: Hydrophobically mönstrade glödtrådens. (A) glödtrådens var mönstrad med ett alternerande vattenavvisande egenskaper mönster, var 2 cm, med Arduino-kontrollerade-Corona-metoden som beskrivs ovan, och visualiseras med 1 µL droppar vatten. (B) droppar anta antingen en shell (vänster) eller fat (höger) konformation beroende på glödtrådens lokala vattenavvisande egenskaper14. Shell kontakt vinklar beräknas direkt, medan planar-motsvarande kontakt vinklar på fat-droppar bestäms av tillbehöret till en analytisk lösning8. Klicka här för att se en större version av denna siffra.

Kompletterande Figur1: dimensioner av extrudering adapter med luftflöde slida. Klicka här för att se en större version av denna siffra.

Kompletterande figur 2: kopplingsschema för Corona patterner. Coronaurladdning enhet är ansluten till relälänkar strömkällan. Glödtråden är laddad på en bricka som bifogas ett oledande tråd stepper motor via en spindel (kompletterande diagram 3). Mönstret är upplagda på Arduino mikroprocessorn på längst ned till vänster. Klicka här för att se en större version av denna siffra.

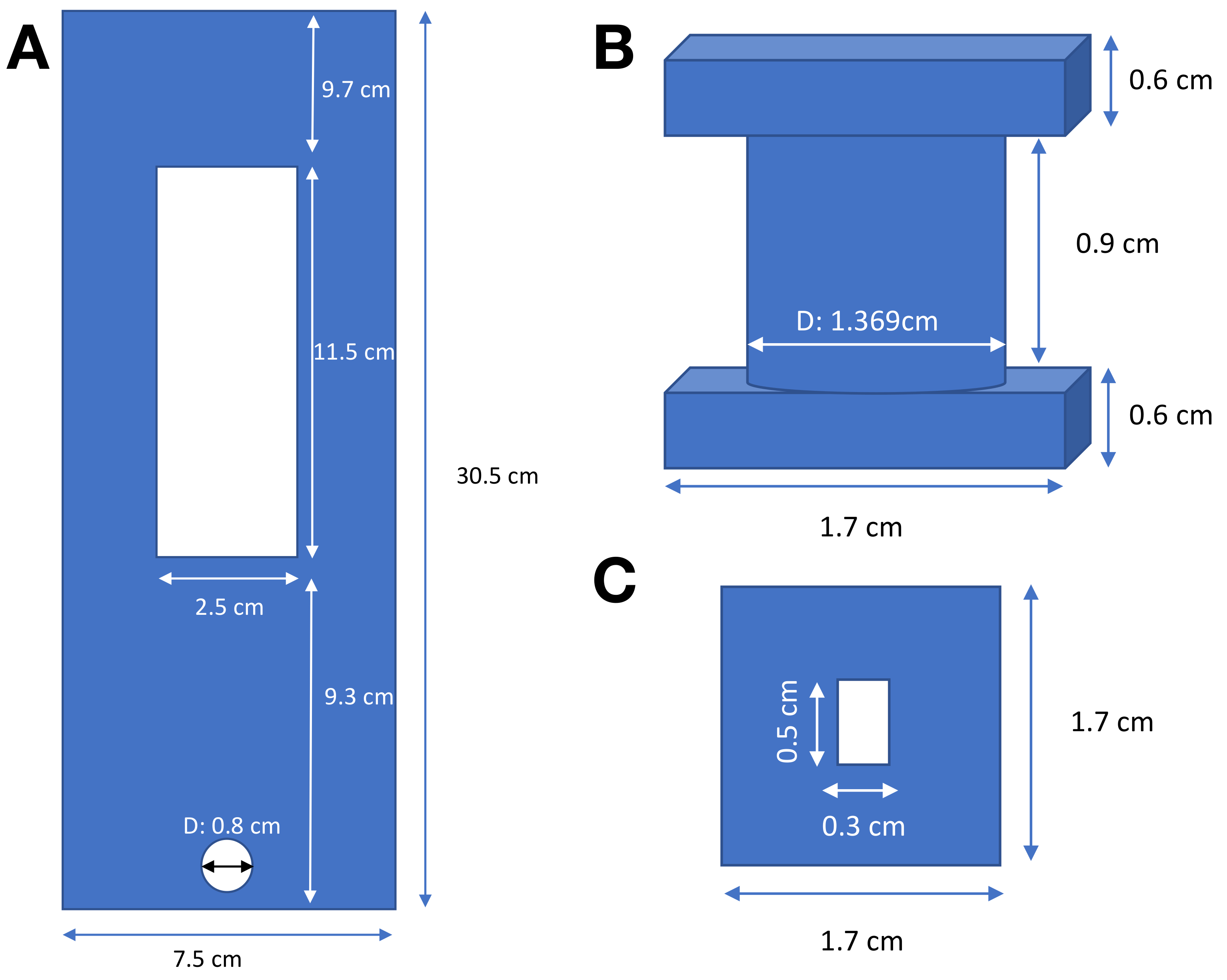
Kompletterande figur 3: Schematisk delar för glödtråden patterner. (A) bricka med en öppning där glödtråden är upphängd. (B) spindel för instrumenttavlorna tråd ansluta stegmotor till det fack via 0.8 cm hålet. (C) underifrån av spindeln, visar kortet till motoraxeln stepper. Vi tillverkade alla delar från laserskurna 3,2 mm akryl, som var limmade ihop vid behov. Klicka här för att se en större version av denna siffra.

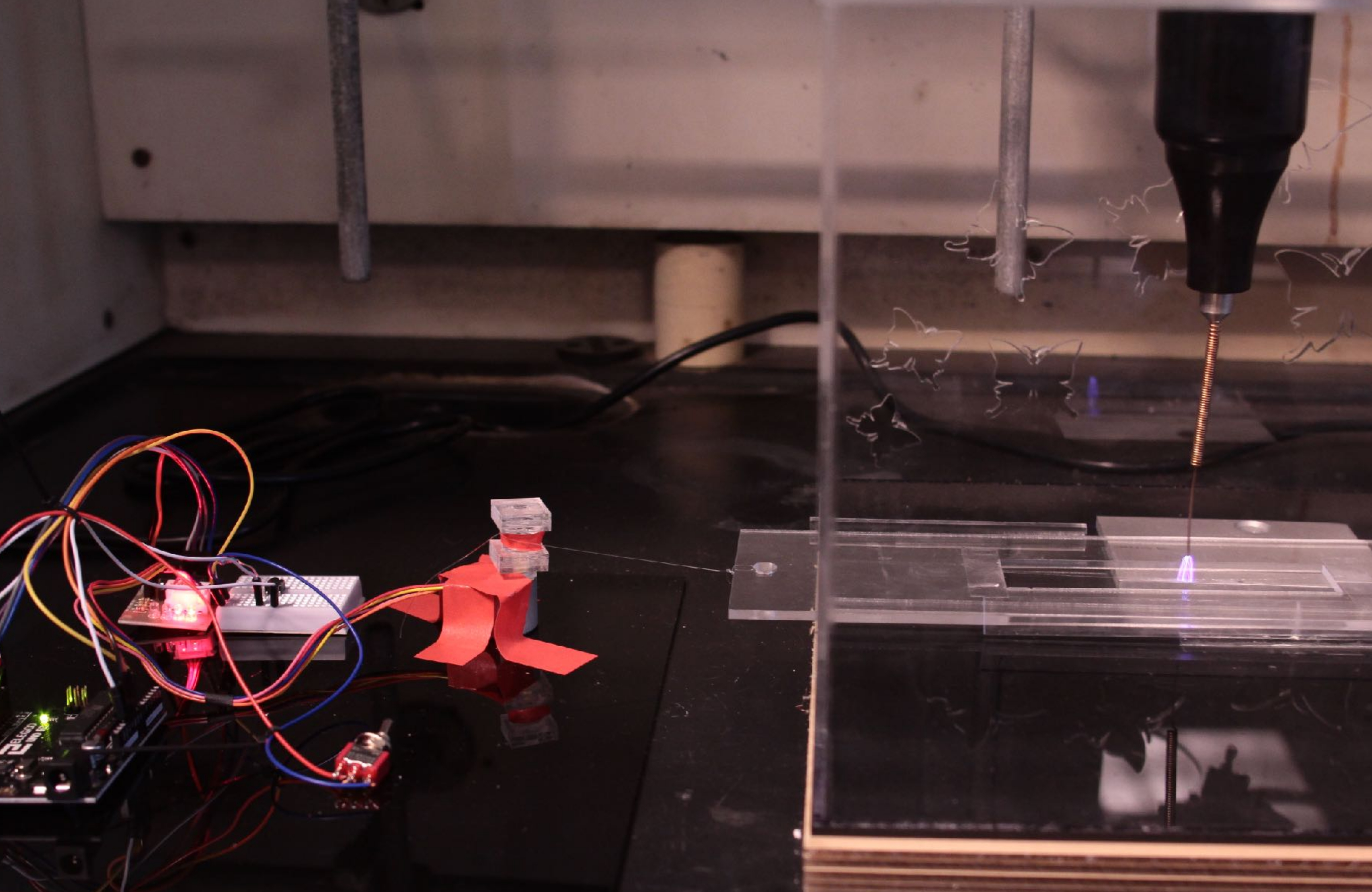
Kompletterande figur 4: bild av den glödtråden patterner. Klicka här för att se en större version av denna siffra.
Discussion
Grunden för denna metod är att manipulera den materiella rekvisitan av härdning PDMS så de är lämpliga för gravitation ritning. Gravitation ritade droppar in stabil filament styrs av tre dimensionslösa parametrar16. De relaterar droplet-programmets tröghet i förhållande till gravitationen (Froude),-ytspänning (Weber) och viskositet (Reynolds). Det kritiska steget av crosslinking PDMS tills det experimentellt utvisar stabil förlängning per vår metod mest dramatiskt förändrar dess Reynoldstal, att minska det med mer än en storleksordning, från 0,83 till 0,07. Däremot är den nästa största förändringen i en av de andra dimensionslösa parametrarna antalet Weber, som bara fungerar. Detta stöder användningen av viskositet som en känslig proxy för att spåra PDMS spinnability.
En kritisk förbättring jämfört med vår tidigare glödtråden produktionsmetod är att viskositet profilen under protokollet används för att fastställa experimentella arbetstider. För att fastställa begränsningar av tekniken, vi pre botade ett parti av PDMS per protokollet, tog bort den från värmen och tog viskositet mätningar vid rumstemperatur som PDMS fortsatte cross-linking. Den resulterande viskositet profilen (figur 4) föreslår att fönstret för spinnability utvidgas dramatiskt genom att ta bort PDMS från 65 ° C värms viskometer. Våra protokoll innebär avlägsnande av PDMS före ange fönstret spinnability och sedan låta av provet för att fortsätta crosslinking för ca 4,5 min som det har svalnat till rumstemperatur. Därefter har experimenter cirka 4 min att rita den innan den pågående crosslinking återger PDMS längre ritbarhet.
Metoden som visas lätt producerar filament med diametrar storleksordningen 100 s av µm och längder storleksordningen 0,5 m. Glödtråden längd begränsas av tillgängligt utrymme under extrudering och tube ugnen. En rimlig ändring av tekniken skulle vara att installera den i en längre skorsten att producera längre filament. En modifiering som vi inte har ännu undersökt drar mekaniskt glödtrådarna istället för att förlita sig på en gravitation släpp, som kan ge tunnare trådar.
Ett avgörande steg till hydrophobically mönstring glödtråden är exponering för coronaurladdning i den omgivande miljön. Detta introducerar vissa tvetydighet, eftersom formen/intensitet ansvarsfrihet påverkas av omgivande förhållanden och lokala ledningsförmåga. Det kan stämmas av utsläppande jordad ledare under glödtråden samt justera spänningen i corona enheten (10-40 kV). Mekanismen av corona yta-ändringen är sannolikt energi elektronöverföring lyseringslösning av PDMS sida kedjor och ryggraden. För att bryta dessa obligationer, skulle elektronerna behöver mindre energi än den genomsnittliga energi som krävs för att producera en dielektrisk barriärurladdning17. Således en observerbar urladdning som omsluter glödtråden är sannolikt att producera ytmodifiering och kan vara lätt testade via vatten droplet kontaktvinkel mätningar.
Denna metod möjliggör relativt lättköpt produktion av silikon PDMS filament och efterföljande komplex hydrofoba mallning. Det ursprungliga syftet är att producera foldamer modellsystem där hydrofoba mönster kan vara utformad för att producera observerbara glödtråden fällbara vägar och vikta strukturer. Detta testbädd föreskriva generaliserbara Designregler för engineering fällbara vägar. Dessa trådar kanske också materiella applikationer som del av hydrofoba eller kemiskt reaktiva väver via lösningsmedel svullnad, eller användning av reaktiva föreningar suspenderade i en gas-permeable PDMS.
Disclosures
Författarna har något att avslöja.
Acknowledgments
Författarna erkänner tacksamt insikt och bistånd från W. Cook, S. J. S. Rubin, J. Zehner, C. Barraugh, C. Fukushima, M. Mulligan, M. Keckley, och A. Bosshardt och ekonomiskt stöd från Stiftelsen för Rose Hills och The Johnson sommaren Student forskningsbidrag. Författarna också erkänna förarbete på viskositet som ett sätt att spåra silikon polymerisation av studenter avancerade laboratorium i kemi (hösten 2017).
Materials
| Name | Company | Catalog Number | Comments |
| 2 part PDMS Silicone | Dow Corning Sylgard 184 | 4019862 | |
| Thermosel | Brookfield | HT-110 115, HT-115A DP | |
| viscometer | Brookfield | RVT115 | |
| Disposible sample chamber | Brookfield | HT-2DB-100 | |
| Disposible spindle | Brookfield | SC4-27D-100, SC4-DSY | |
| Extruder | Makin's | 35055 | |
| High-temperature silicone tubing | McMaster-Carr | 51135K16 | |
| Cylindrical Tube heater (Ceramic) | Ours is a custom: 17.0 mm inner diameter, 38.7 mm outer diameter, 107.7 mm length, 150 Ohm. Companies include Watlow and Omega. Critical design considerations: smaller inner diameters will require better furnace-filament alignment, longer tubes should also be sufficient. | ||
| Variable Transformer for heater | Variac | 3PN1010 | |
| Metering valve | Swagelok | SS-2MA1 | |
| Corona Discharge Device | Electro-Technic | BD20A | |
| Arduino Kit | Elegoo | EL-KIT-003 | |
| Nylon Fishing Line | EoongSng | B075DYVC3F | |
| Pasta Drying Rack | Norpro | B00004UE7U | |
| Infrared thermometer | Nubee | 81175535214 | |
| Flatbed scanner | Canon | CanoScan 9000F MKII |
References
- Bossi, M. L., Daraio, M. E., Aramendı́a, P. F. Luminescence quenching of Ru (II) complexes in polydimethylsiloxane sensors for oxygen. Journal of Photochemistry and Photobiology A: Chemistry. 120 (1), 15-21 (1999).
- Toepke, M. W., Beebe, D. J. PDMS absorption of small molecules and consequences in microfluidic applications. Lab on a Chip. 6 (12), 1484-1486 (2006).
- Haubert, K., Drier, T., Beebe, D. PDMS bonding by means of a portable, low-cost corona system. Lab on a Chip. 6 (12), 1548-1549 (2006).
- Bhattacharya, S., Datta, A., Berg, J. M., Gangopadhyay, S. Studies on surface wettability of poly (dimethyl) siloxane (PDMS) and glass under oxygen-plasma treatment and correlation with bond strength. Journal of Microelectromechanical Systems. 14 (3), 590-597 (2005).
- Efimenko, K., Wallace, W. E., Genzer, J. Surface modification of Sylgard-184 poly (dimethyl siloxane) networks by ultraviolet and ultraviolet/ozone treatment. Journal of Colloid and Interface Science. 254 (2), 306-315 (2002).
- Johnston, I. D., McCluskey, D. K., Tan, C., Tracey, M. C. Mechanical characterization of bulk Sylgard 184 for microfluidics and microengineering. Journal of Micromechanics and Microengineering. 24 (3), 035017 (2014).
- Xue, R., Behera, P., Xu, J., Viapiano, M. S., Lannutti, J. J. Polydimethylsiloxane core–polycaprolactone shell nanofibers as biocompatible, real-time oxygen sensors. Sensors and Actuators B: Chemical. 192, 697-707 (2014).
- Kiessling, R., et al. Gravity-Drawn Silicone Filaments: Production, Characterization, and Wormlike Chain Dynamics. ACS Applied Materials & Interfaces. 9 (46), 39916-39920 (2017).
- Roca-Cusachs, P., et al. Stability of microfabricated high aspect ratio structures in poly (dimethylsiloxane). Langmuir. 21 (12), 5542-5548 (2005).
- Yang, D., et al. Electrospinning of poly (dimethylsiloxane)/poly (methyl methacrylate) nanofibrous membrane: Fabrication and application in protein microarrays. Biomacromolecules. 10 (12), 3335-3340 (2009).
- Niu, H., Wang, H., Zhou, H., Lin, T. Ultrafine PDMS fibers: preparation from in situ curing-electrospinning and mechanical characterization. Rsc Advances. 4 (23), 11782-11787 (2014).
- Ramakrishna, S., et al. Electrospun nanofibers: solving global issues. Materials Today. 9 (3), 40-50 (2006).
- Blyler, L. L. Jr, Gieniewski, C. Melt spinning and draw resonance studies on a poly (α‐methyl styrene/silicone) block copolymer. Polymer Engineering & Science. 20 (2), 140-148 (1980).
- Carroll, B. J. The accurate measurement of contact angle, phase contact areas, drop volume, and Laplace excess pressure in drop-on-fiber systems. Journal of Colloid and Interface Science. 57 (3), 488-495 (1976).
- Eaton, J. W., Bateman, D., Hauber, S., Wehbring, R. GNU Octave version 4.2.2 manual: a high-level interactive language for numerical computations. , Volume 4.2.2 (2018).
- Ziabicki, A. Fundamentals of fibre formation: the science of fibre spinning and drawing. , John Wiley & Sons, Ltd. (1976).
- Haji, K., Zhu, Y., Otsubo, M., Honda, C. Surface modification of silicone rubber after corona exposure. Plasma Processes and Polymers. 4 (S1), S1080 (2007).

{kind=link}
{kind=link}
{kind=link}
{kind=link}