


Overview
מקור: קרי מ. דולי ומייקל בנטון, המחלקה להנדסה כימית, אוניברסיטת לואיזיאנה סטייט, באטון רוז', לוס אנג'לס
המסות פולימר נוצרות לעתים קרובות לצורות פשוטות או "מוחצנות", כגון גלולים גליליים, יריעות שטוחות או צינור, באמצעות מפלט. 1 פוליאולפינים הם בין הפולימרים הבולטים הנפוצים ביותר. שחול כרוך הובלה והמסה של הזנה מוצקה, אשר לעתים מעורבב עם חומרים שאינם פולימריים, ואת הצטברות הלחץ וההובלה של להמיס או תערובת. הוא מוחל על פולימרים תרמופלסטיים, אשר מעוותים כאשר מחומם לחדש את המאפיינים הקודמים שלהם "ללא זרימה" כאשר מקורר.
באמצעות מפלט מעבדה פשוט, ניתן לבחון את ההשפעה של תנאי ההפעלה על תפוקת הפולימרים ועל ירידת הלחץ וניתן לתאם את הנתונים המתקבלים באמצעות מודל "חוק הכוח" לזרימת המסות ופתרונות פולימריים. מודל זה משמש להגדלת התהליך למבלטים מורכבים יותר. ניתן לקבוע את הקשר בין תנאי ההפעלה לבין הסטיות מהתנהגות עקירה תיאורטית ("החלקה") וצורת שחול ("die swell") .
בניסוי זה, פולימר תרמופלסטי טיפוסי, כגון קופולימר פוליאתילן בצפיפות גבוהה (HDPE) (של אתילן + אולפין שרשרת ארוך יותר) ישמש. טמפרטורת ההפעלה של המתים והאזורים תלויה בחומר. קצב הזרימה יכול להיקבע על ידי שקלול פלט למות במרווחי זמן מתוזמנים. כל הנתונים הדרושים האחרים (מהירות בורג, טמפרטורות אזור, לחץ הזנת למות) ניתן לקרוא מלוח המכשיר.
Principles
אקסטרודרסים קיימים הן בעיצובים של בורג יחיד והן בעיצובים תאומים, כאשר האחרונים נפוצים יותר בתעשייה. פולימרים מוחצנים כוללים PVC, פוליאתילן, פוליפרופילן, קופולימרים אולפין, ו ABS (acrylonitrile-butadiene-styrene). צורות דקות יותר, כגון סרטים או קירות דקים(למשל,בקבוקי חלב) נוצרות בדרך כלל על ידי עיצוב מכה. צורות עבות מורכבות, כגון חלקי גוף המכונית, נוצרות בדרך כלל על ידי הזרקת דפוס. עם זאת, extruders עדיין משמשים להאכיל את הפולימר לתוך תבניות הזרקה.
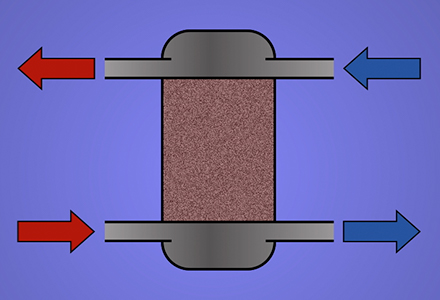
המכבש (איור 1) מורכב מתא גלילי ("החבית") עם גופי חימום התנגדותיים ובורג סלילי המסתובב לאורך קו האמצע בפנים. ערוצי הבורג (בין הטיסות) רחבים בקצה המאכיל כדי לקדם ערבוב והמסה אך רוחבם פוחת לאורך, כדי לקדם הצטברות לחץ לתוך die. הטיסות גם גדלות לגובה כך שהסיווג בין טיסה לחבית קטן. הבורג נועד להבטיח הובלה יציבה מהמאכיל, לאפשר ירידה בנפח כאשר הכדורים נמסים, לבנות לחץ ולהעביר את ההיתוך דרך המוות.

איור 1. סכמטי של הרכבת המהלל. TIC = בקר טמפרטורה, PI = מחוון לחץ. המוות הוא גלילי, באורך 12.5 מ"מ על 2 מ"מ בקוטר פנימי.
התנהגות הזרימה של המסת פולימר משתנה עם קצב הגיסה, טמפרטורה ולחץ. צמיגות הנוזל פוחתת עם קצב הגמירה הגיהה הגובר והטמפרטורה - זה לא ניוטוני. מאפיין זה ("צמיגות") חשוב מבחינת עיבוד ועיצוב. 1,2
ההתנהגות הצמיגית של המסות פולימר מתוארת על ידי מודל חוק הכוח, המכיל שני קבועים אמפיריים, מודולוס של צמיגות, m, ואת האינדקס n. הפרמטר m הוא פונקציה חזקה של טמפרטורה, ואילו הפרמטר n עשוי להשתנות בהתאם לטמפרטורה. הפרמטרים יכולים גם להשתנות עם קצב הגהה על פני טווחים גדולים. מודל חוק הכוח ללחץ הגיסה (זרימה בכיוון z, התפשטות מתח בכיוון r) במות הוא:
 (1)
(1)
כאשר משוואה זו עבור הלחץ מוחלפת במשוואת כיוון z של תנועה, ורק הלחץ הצמיגי τrz ונגזרת z-לחץ נשמרים (המונחים אינרציאליים בצד שמאל הם זניחים עבור רוב זרימות הפולימר כי הצמיגות כל כך גבוהה), התוצאה היא משוואה דיפרנציאלית רגילה שניתן לפתור כדי להניב:
 (2)
(2)
כאשר ΔP הוא הלחץ טיפה דרך למות, ו L ו- R הם אורך למות ורדיוס, בהתאמה.
Subscription Required. Please recommend JoVE to your librarian.
Procedure
לניסוי זה, קופולימר תרמופלסטי טיפוסי (ExxonMobil פקסון BA50, טמפרטורת המסה ~ 204 °C) של פוליאתילן בצפיפות גבוהה (HDPE) בתוספת אולפין שרשרת ארוך יותר יהיה extruded דרך מוות גלילי.
1. לאתחל את האקסטרודר
- הפעל את הפליטה כאשר אתה מוכן להפעיל את המפלט.
- מלא את ההופר ומבלט בכדורי פולימר.
- ודא כי מתג המנוע הוא "כבוי". לאחר מכן הפעל את המתג הראשי "מופעל".
- הגדר את טמפרטורת למות בין 220 - 250 °C (5 °F), האזור 1 טמפרטורה 5 - 20 °C (5 ° C ) מעל טמפרטורת ההיתוך, ואת האזור 2 טמפרטורה בין אזור 1 טמפרטורה ואת טמפרטורת למות באמצעות המקשים למעלה / למטה על הלוח.
- לאחר שהטמפרטורות של כל האזורים המחוממים מגיעות לנקודות שנקבעו להן, המתינו לפחות שעה אחת כדי להמיס את הפולימר בתוך המהלל. זה נקרא "ספוג חום", וזה חשוב מאוד כי כל שמאל מוצק בהמסה יפעיל לחץ גבוה מדי על למות, וכתוצאה מכך זרמים לא יציבים.
2. הפעלת האקסטרונדר
- הפעל את המנוע באמצעות שני המתגים.
- הגדר את המהירות הרצויה. התחל עם סל"ד נמוך והגדל בהדרגה את הסל"ד כאשר הפולימר יוצא מהמת, עד להגעה למהירות הרצויה. מומלץ טווח מהירות של 10 - 100 סל"ד, אך הדבר תלוי טמפרטורה גבוה. אין לחרוג מ-3,000 פסאיי בלחץ למות בשום פנים ואופן. פסאיי צריך להיות <2,500 פסאיי.
- הפעל את המהלוך במשך ~ 10 דקות לאחר שהגיע למהירות הרצויה. מעת לעת לבדוק את הופר כדי להבטיח שיש לו כדורי שרף.
- יש לשקול מראש מחבת מדידה לאיסוף דגימות.
- למדוד את קצב הזרימה על ידי חיתוך שחול עם מספריים ואיסוף מה יוצא מן למות במהלך מרווחי זמן נמדדים במחבת המדידה. המוות חם מאוד ואין לגעת בו ללא כפפות בטיחות.
- שקול את המסה של המלטה ולמדוד את הקוטר של סרט extrudate עם מיקרומטר.
- החלף את המנוע למהירות אחרת, והמתן כ- 10 דקות לפני איסוף הנתונים.
- אם אתם עובדים בטמפרטורת למות אחת, המתינו 15 דקות לאחר הגעת טמפרטורת המוות החדשה לפני איסוף הנתונים. להוריד את המהירות בתחילה אם אתה מעלה את טמפרטורת למות כדי למנוע בזבוז פולימר במהלך המעבר.
- חזור על מדידות קצב זרימה עבור תנאי הפעלה שונים.
3. כיבוי האקסטרונדר
- לאחר איסוף כל הנתונים הרצויים, כבה את שני מתגי מנועי האקסטרודר.
- לאחר מכן כבה את המתג הראשי.
שחול הוא תהליך תעשייתי שהופך פולימרים וחומרים אחרים לצורות מוגדרות, כגון צינורות וצינורות ליישומים מגוונים כמו חלקי רכב וצעצועים. הוא נחקר בקנה מידה קטן לפני העיצוב של מכונות תעשייתיות. חומרים נפוצים לשחול הם פוליאולפינים, פוליאתילן וקופולימרים. במהלך שחול, החומר הפלסטיק התרמי, המכונה הזנה מוצקה, מועבר, מעורבב, מומס. החומר מועבר דרך עובש המכונה למות, ולאחר מכן הוא מתקרר ומתחדש למאפיינים שאינם גבששים. מפלט מעבדה פשוט יכול לשמש כדי לחקור פרמטרים שונים המשפיעים על תפוקת הפולימר באמצעות מודל חוק צריכת חשמל. יתר על כן, ניתן ליצור קשרים בין תנאי הפעלה וחריגות מהתנהגות תיאורטית, כמו גם לבלט בצורה. סרטון וידאו זה ימחיש כיצד פועל מסחטן, כיצד להפעיל אותו וכיצד להשתמש במודל חוק צריכת החשמל כדי להעריך את התהליך.
המכבש מורכב מהופר, הניזון מגרגרי הפולימר, חבית, המורכבת מתא גלילי עם גופי חימום התנגדותיים לשליטה באזורי הטמפרטורה השונים, ובורג סלילי המסתובב סביב קו האמצע. ערוצי הבורג הם הרחבים ביותר במאכיל כדי לקדם ערבוב והמסה. עם זאת, הערוצים הופכים צרים ורדודים יותר ויותר לאורך הבורג. הבורג נועד להבטיח הובלה יציבה מהמאכיל, תוך התחשבות בירידה בנפח ובהצטברות והלחץ כאשר ההזנה נמסה. ההתנהגות של פולימר מותך תלויה בטמפרטורה, בלחץ ובצמיגות, שהיא היחס בין לחץ גיסת לקצב הגיזום. עבור רוב הפולימרים, צמיגות פוחתת עם טמפרטורה וקצב גיסת, מה שהופך אותם נוזלים שאינם ניוטון. באופן ספציפי, המסות פולימר הן בדרך כלל ויסקולאסטיות והזרימה שלהם מתוארת על ידי מודל חוק צריכת חשמל. חוק הכוח מכיל שני קבועים אמפיריים. M הוא מודולוס של צמיגות ותלוי טמפרטורה מאוד. ו- n עשוי גם להשתנות עם הטמפרטורה. ניתן לחשב את קבועי חוק החשמל מקצב הזרימה, הלחץ והגיאומטריה הנפחיים. קצב הזרימה נקבע על ידי שקילה של תפוקת המוות על פני שני מרווחי זמן. עכשיו שאתם יודעים איך מציאה עובדת, בואו ניישם את מודל חוק הכוח בניסוי אמיתי.
החומר התרמופלסטי המשמש בניסוי זה הוא קופולימר פוליאתילן בצפיפות גבוהה, המכיל קישורים של אתילן ואולפין שרשרת ארוכה. כדי להתחיל, הפעל את הפליטה. קח את כדורי הפולימר ולמלא את הופר של extruder. ודא כי מתג המנוע כבוי ולאחר מכן הפעל את המתג הראשי. יש להתאים את הגדרות הטמפרטורה לחומר שבשימוש. הגדר את הטמפרטורה של אזור אחד עד סביב חמש עד 20 מעלות צלזיוס מעל נקודת ההיתוך של הפולימר, שהוא כ 200 מעלות צלזיוס. הגדר את הטמפרטורה של אזור שלוש, שהוא הטמפרטורה של המוות הגלילי, בין 220 ל 250 מעלות צלזיוס. לבסוף, הגדר את הטמפרטורה של אזור שתיים להיות בין אזורים 1 ו -3. בדוק את הטמפרטורה של כל האזורים המחוממים כדי לראות אם הם הגיעו לנקודה הרצויה. לאחר הגעת הנקודות, המתינו לפחות שעה אחת, שלב הנקרא טבילת חום. טבילת חום מבטיחה המסה של כל שאריות פולימר מוצק, אשר אחרת יכול להפעיל לחץ גבוה מדי על למות, וכתוצאה מכך זרימות לא יציבות.
תדליק את המנוע. הגדר את המהירות הרצויה באמצעות המתג החל סל"ד נמוך. ובהדרגה להגביר את המהירות כמו הפולימר נראה יוצא למות עד המהירות הרצויה הנמוכה ביותר הוא הגיע. אין לחרוג מ-3,000 פסאיי דם למות בלחץ. הפעל את המהלומה במשך 10 דקות לאחר המהירות הרצויה הושגה. מעת לעת לבדוק את הופר כדי להבטיח שיש לו מספיק כדורי שרף. יש לשקול מראש את המחבתות שישמשו לאיסוף דוגמאות. שים כפפות בטיחות. באמצעות מספריים, לחתוך בזהירות את שחול חם מאוד לתוך מחבת משוקלל מראש ולשקול את המסה של פולימר כי היה בולט בין מרווחי זמן נמדדים כדי לחשב את קצב הזרימה. מדוד את הקוטר של סרט שחול עם מיקרומטר. באמצעות בקר המהירות, התאם את נקודת הסט להגדרה חדשה והמתן 10 דקות. לאסוף דוגמאות ונתונים כפי שבוצעו בעבר. כדי לקבל את ערכת הנתונים בטמפרטורות שונות, הנמיך את המהירות והשתמש בבקרי הטמפרטורה כדי להתאים את נקודת הסט של האזורים. המתן 15 דקות לפני איסוף הדגימות.
כבה הן את מתג מנוע המהוגז והן את המתג הראשי. באמצעות קצב המסה וצפיפות ההיתוך של הפולימר, לחשב את קצב הזרימה נפחית, ש. להשתמש בחוק הכוח כדי לקבוע את מודולוס של צמיגות, m, ואת מדד חוק החשמל, n, המאפיינים בצורה הטובה ביותר את החומר בטמפרטורת למות נתון. הציר המרכזי בין שתי המשוואות הללו הוא מאזן המומנטום, המקשר בין לחץ גיסת לירידה בלחץ על פני החבית. שלבו את שלוש המשוואות האלה למשוואה דיפרנציאלית שניתן לפתור כדי להניב קצב זרימה נפחי. ליניאריזציה של משוואה זו ושימוש ברגרסיה ליניארית ולא ליניארית כדי למצוא m ו- n ולהשוות את התוצאות. עכשיו, בואו לנתח את הנתונים ולבחון כמה טוב הוא מצויד על ידי מודל חוק הכוח והאם זה עולה בקנה אחד עם המודל בכלל.
הרגרסיה הליניארית למודל חוק הכוח ניכרת בגרף זה, המתאר את הקשר בין הלחץ, P, וקצב הזרימה, Q. מקדם הנחישות מראה התאמה טובה. מדד חוק הכוח, n, ומודולוס של צמיגות, m, מצביעים על כך שזה פסאודופלסטי, כלומר, ככל ששיעור הגיזה עולה, הצמיגות פוחתת. הוא יותר מפי 10 מיליון צמיגים ממים בטמפרטורת החדר, ופי 10,000 יותר צמיג מאשר גליצרין. נראה שלקצב הזרימה יש השפעה קלה על יחס התנפחות למות, אבל לא על החלקת פולימר. לסיכום, הוא מראה כי מודל חוק הכוח, בשילוב עם משוואת המומנטום, מתאר כראוי את זרימת הנוזל הלא-ניוטוני הזה, המציין את הזרימה והצמיגות משתנות בתגובה למהירות הבורג והטמפרטורה.
קיימים מגוון טכניקות שחול המשמשות הן בתהליכי מיומנות תעשייתית והן במחקר ספסל כדי ליצור סוגים שונים של מוצרים, החל צינורות ופלסטיק ועד ביו-חומרים. משוטטים ממירים פולימרים לצורות פשוטות. הם יכולים גם לערבב תוספים לא פולימריים לתערובת הפולימר. תוספים מתווספים על מנת לשנות את המאפיינים המכניים של המוצר הסופי, לעתים קרובות להקנות קשיחות רבה יותר. דוגמאות כוללות פלסטיקאים, נוגדי חמצון ומעכבי בעירה. תוספים אנאורגניים, כגון טלק או פחמן, הם בשימוש מוגבל כי הם אינם נמסים. שחול הוא גם הבסיס להדפסה בתלת-ממד, תהליך שבו דיו תרמופלסטי יוצא מזרבובית ומופקד על משטח בשכבות רבות כדי ליצור חומר תלת מימדי. טכניקה רב-תכליתית זו נחקרת ביישומי ביו-הנדסה למבנים של תאים ספציפיים לרקמות ביו-הדפסה. שימוש מרכזי נוסף עבור extruders הוא להאכיל מוצרים לתבנית הזרקה, אשר מכריח את החומר לתוך חלל עובש באמצעות לחץ. זה דומה לליהוק למות. תהליך זה יוצר מוצרים מיוחדים יותר ולכן מוגבל בטווח היישום שלו. מלבד צנרת, צינורות, וחומרי אריזה, שחול משמש גם לעיבוד מזון. מוצרים, כגון לחם, פסטה, קונדיטוריות, דגנים או מזונות לחיות מחמד, בולטים בכמויות גדולות. מוצרים עשירים בתכולת עמילן מעובדים בדרך כלל בשחול מזון בגלל פרופילי הלחות והצמיגות שלהם.
הרגע צפית בהקדמה של ג'וב לשחול פולימרי. כעת עליך להבין את תהליך ההבלטה, כיצד הזרימה, המהירות והטמפרטורה יכולות להשפיע על התהליך וכיצד ליישם את מודל חוק צריכת החשמל כדי להעריך אותו. תודה שצפיתם.
Subscription Required. Please recommend JoVE to your librarian.
Results
יחסי Q לעומת ΔP חושבו באמצעות מודל חוק הכוח, ו- ir לובש צורה פשוטה לזרימה בצינור של גיאומטריה פשוטה, שבמקרה זה היא המוות. מתוך מדידות הזרימה, המהירות והטמפרטורה, חושבו קבועי חוק החשמל וכמויות אחרות, כגון קצב הגיסה, מתח גיסת ומידת החלקה. נתונים מייצגים והתאמה למשוואה 2 לפי רגרסיה ליניארית מוצגים באיור 2. הנתונים השתרעו על פני הטווחים הבאים: זרימת מסה = 11 - 28 גרם / דקה, קצב גיזה (בקיר) = 35 - 85 s-1, צמיגות (בקיר) = 760 - 460 Pa· s.

איור 2: תוצאות המתארות את הקשר בין לחץ (P) לקצב הזרימה (Q).
התאמת הרגרסיה הליניארית הייתה טובה (R2 = 0.9996). עם זאת, כדי להחיל רגרסיה ליניארית על משוואה 2 יחס היומן של Q ל- Q0 (Q0 יכול להיות כל נקודת נתונים, אך ה- Q הנמוך ביותר שימש כאן) נסוג, אשר איבד מידה מסוימת של חופש. זה לא המקרה של רגרסיה לא ליניארית, אשר מציין כי רגרסיה לא ליניארית צריך לתת התאמה טובה יותר. מדד חוק החשמל ומודולוס של צמיגות חושבו מהנתונים המוצגים. מדד חוק החשמל (n) נקבע להיות 0.42 ואת מודולוס של צמיגות (מ') נקבע להיות 2.2 x 10-2 MPa * sn.
נראה שלקצב הזרימה יש השפעה קלה על יחס התנפחות. עם זאת, להגדלת קצב הזרימה לא הייתה השפעה על החלקת הפולימר, לפחות עבור הנתונים באיור 3.

איור 3: קשר בין קצב זרימת נפח (Q) למהירות בסל"ד.
Subscription Required. Please recommend JoVE to your librarian.
Applications and Summary
שחול פולימר מתחיל על ידי המסת שרף פולימר שנכנסים למחול דרך ההופר. זרימת הפולימר המותך תלויה בצמיגות (יחס של מתח גיסא לקצב הגיהה) של החומר. הפולימר עוזב דרך המוות, והוא מעוצב לממדים הרצויים. זרימת הפולימר צפויה לפעול על פי מודל חוק החשמל.
בניסוי זה, המכניקה של מודל חוק הכוח, כולל האופן שבו הוא משמש בשילוב עם משוואת כיוון z של תנועה כדי לנתח את זרימת הנוזל הלא-ניוטון, ועד כמה הזרימות והצמיגות משתנות בתגובה למהירות הבורג ו- T נצפו. נוזלים ויסקולסטיים יש מדד חוק כוח <1 ואילו עבור נוזלים ניוטוניים, המדד הוא 1. זה מציין כי ככל שהמהירות עולה, הצמיגות פוחתת ופחות כוח / מסה נדרש להמסה לזרום.
שחול הוא תהליך עיקרי ליצירת סוגים רבים של צינורות וצינורות, סרטים, בידוד תיל, ציפויים ומוצרי פלסטיק אחרים. 1 מוצרים מוחצנים כוללים פוליוויניל כלוריד (PVC), המשמש בדרך כלל לצנרת, פוליאתילן וקופולימרים שלה, המשמשים לעתים קרובות לאריזה, פוליפרופילן, ABS, אצטלים ואקריליק. 1
שחול הוא תהליך יעיל להמרת פולימרים לצורות פשוטות. עם זאת, מבלטים רבים גם לתפקד לערבב חומרים שאינם פולימריים עם פולימרים. הזרימה החילונית דרך הטיסות מקדמת ערבוב יעיל. תוספים לא פולימריים כאלה כוללים פלסטייקים (תרכובות אורגניות המשמשות להורדת הצמיגות ולהפוך את המוצר לדביק יותר), נוגדי חמצון ומעכבי בעירה. אפילו חומרי מילוי אנאורגניים כגון פחמנים, חימר וטלק ניתן להוסיף, בתוך גבולות (כי הם לא נמסים). חומרי מילוי לשנות את המאפיינים המכניים של המוצר הסופי, לעתים קרובות להקנות קשיחות רבה יותר.
תהליכי שחול אחרים, כגון שחול סרט מנופח ושחול ז'קט יתר, יכולים ליצור מוצרים ייחודיים, אך הם מתמחים יותר במגוון מוגבל של מוצרים. שימוש מרכזי עבור extruders הוא להאכיל את המוצרים או לפוצץ או הזרקת עובש. הזרקת דפוס עושה מגוון רחב של מוצרים מורכבים החל גוף המכונית וחלקים מתחת מכסה המנוע צעצועים להילוכים. שחול מעיל יתר משמש לציפוי חוטי חשמל, בעוד שחול הצינורות (למות טבעתי) יוצר צנרת תעשייתית ומגורים. יריעות פלסטיק נוצרות על ידי זרימה דרך למות שנראה דומה קולב מעיל. 1
Extruders משמשים לעתים קרובות גם בעיבוד מזון. מוצרים כגון פסטה, לחם ודגנים בולטים בכמויות גדולות. עמילן מעובדים בדרך כלל בשחול מזון בשל תכולת הלחות שלהם ופרופיל הצמיגות שלהם. תהליך ההיתוך בשחול הפלסטיק הופך לתהליך הבישול בייצור המזון. מוצרי מזון אחרים שנוצרו באמצעות שחול הם קונדיטוריות, בצק עוגיות ומזונות לחיות מחמד.
רשימת חומרים
| שם | חברה | מספר קטלוג | הערות |
| ציוד | |||
| מכבש בורג יחיד | סיסקור | בורג בקוטר 3/4אינץ', יחס L/D = 20 | |
| LLDPE | דאו | LLD2 | פולימר חלופי ל BA50, טמפרטורת המסה = 191 °C, s.g. = 0.930 |
| קופולימר HDPE | אקסון מוביל | פקסון BA50 | טמפרטורת ההיתוך= 204 מעלות צלזיוס,ס.ז. = 0.949 |
| מנוע DC 1/4 HP | מינאריק | מפחית הילוכים תולעת הפחתה יחיד, יחס 31:1 |
Subscription Required. Please recommend JoVE to your librarian.
References
- Principles of Polymer Processing, Z. Tadmor and C.G. Gogos, Wiley Intersicence, Hoboken, 2006 (Ch. 3, 4, 6, 9-10); Analyzing and Troubleshooting Single Screw Extruders, G. Campbell and M.A. Spalding, Carl Hanser, Munich, 2013 (Ch. 1, 3, A3).
- Transport Phenomena by R.B. Bird, W.E. Stewart, and E.N. Lightfoot, John Wiley, New York, 1960 (Ch. 2-3) and Process Fluid Mechanics by M.M. Denn, Prentice-Hall, Englewood Cliffs, 1980 (Ch. 2, 8, 19)