



Overview
Quelle: Kerry M. Dooley und Michael G. Benton, Department of Chemical Engineering, Louisiana Landesuniversität, Baton Rouge, LA
Verarbeitung von Biochemikalien umfasst Grundoperationen wie Kristallisation, Ultrazentrifugation, Membranfiltration und präparative Chromatographie, die gemeinsam große von kleinen Molekülen oder feste von der Flüssigkeit trennen müssen. Kristallisation ist das wichtigste aus Sicht der Tonnage. Aus diesem Grund wird es häufig in der Pharma-, Chemie- und Nahrungsmittelindustrie eingesetzt. Wichtige biochemische Beispiele sind chiral Trennungen,1 Reinigung von Antibiotika,2 Trennung von Aminosäuren aus Vorstufen,3 und viele andere Pharma-, Lebensmittelzusatzstoff4-5 ,6-7 und Agrochemie Reinigungen. 8 Die Kontrolle der Kristall Morphologie und Größe Verteilung ist entscheidend für Prozess-Ökonomie, wie diese Faktoren beeinflussen die Kosten der Weiterverarbeitung wie Trocknung, Filtration und Feststoffe vermitteln. Wenden Sie für weitere Informationen über Kristallisation sich an einen spezialisierten Lehrbuch oder ein Grundoperationen-Lehrbuch. 9
Referats Kristallisator (Abbildung 1) ermöglicht die Untersuchung von: (a) die Auswirkungen der Hauptparameter wie Übersättigung und Kühlung/Heizung Preise auf Feststoffe Inhalt, Morphologie und Kristall Größenverteilung; (b) und die Online-Kontrolle der Kristallisation Prozesse. Übersättigung kann durch Veränderung der Bedingungen wie Unruhe und Temperatur gesteuert werden. Die verschiedenen Klassifikationen der Kristallisation umfassen Kühlung, Verdunstungskühlung, pH Swing und chemische Modifikation. In diesem Experiment wird ein offline-Mikroskop von Kristallen reichen in der Größe von 10-1000 μm, einem typischen Größenbereich für Biologicals messen.
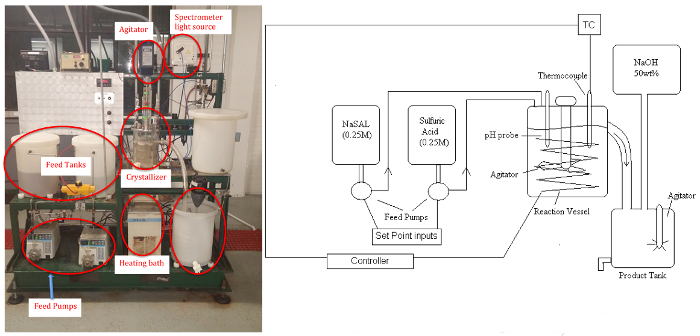
Abbildung 1: P & ID-Schaltplan (links) und Bild (rechts) der Kristallisator. Bitte klicken Sie hier für eine größere Version dieser Figur.
Dieses Experiment zeigt eine "chemische Modifikation" oder "pH-Swing" Kristallisation, Salicylsäure Säure (SAL) (Vorläufer des Aspirins) Kristalle aus der schnellen Reaktion von wässrigen Lösungen der grundlegenden Natrium Salicylat (NaSAL), die grundlegend sind, zu generieren und Schwefelsäure (H2SO4) überall von 40-80 ° C. 11
Na+SAL + 0,5 H2SO4 SAL (ppt) + Na+ + 0,5 SO42-
Das Nebenprodukt Natriumsulfat bleibt wasserlöslich. Das Gerät besteht aus zwei feed Tanks, drei Variable Geschwindigkeit () Schlauchpumpen, Kristallisator (Rührbehälters zur Angleichung homogene Temperatur und Konzentration, ~ 5 L), ein im Umlauf für die Temperaturregelung, Leistungssteller, Produkttank, Bad und ein Make-up-Tank für feed-Regeneration mit NaOH-Lösung (falls gewünscht). Durch eine UV-Vis-Spektrometer für die verbleibende lösliche Salicylat-Ion Proben analysiert werden, und das Salicylsäure-Kristall-Produkt wird getrocknet und gewogen. Eine pH-Sonde lässt sich stationäre zu bestimmen, wenn Reaktionsbedingungen verändert werden.
Principles
Eine gemischt-Aufhängung, gemischt-Produkt-Entfernung (MSMPR) Kristallisator ist analog zu einem kontinuierlichen gerührt-Tank-Reaktor - perfekte Mischung aus festen und flüssigen Phasen angenommen wird. Industrielle Kristallisatoren selten (wenn überhaupt) nähern sich MSMPR Verhalten, aber das Konzept ist nützlich bei der Bank und Pilotmaßstab Einheiten. Und zwar deshalb, weil es eine einfache Möglichkeit, wichtige Parameter wie Wachstum, G, und Keimbildung, B0schätzen bietet. Vorhandene Kristalle und anderen festen Oberflächen, wie z. B. das Rührwerk katalysieren Keimbildung. Die Dichte, n der Kristalle ist eine Wahrscheinlichkeitsdichte in Bezug auf L, die primäre Kristall-Dimension. N dL /(Σn dL) ist den Anteil der Kristalle Oflength L, L + dL. In standard-Texte ist, die es, die für eine MSMPR Kristallisator gezeigt, ist die Lösung der Allgemeinbevölkerung Waagentyp für n:
 (1)
(1)
wo B0 die Crystalnucleation-Funktion in Mols/Vol/Uhrzeit ist, und G die Wachstumsrate der Kristalle ist, dL/dt. Gleichung (1) prognostiziert eine exponentielle Verteilung für die Dichte in einem MSMPR hergestellt. Mit dem nullten (bezogen auf Kristall Konzentration) und erste (bezogen auf durchschnittliche Kristallgröße) Momente der Verteilung, B0 und G sind:
 (2)
(2) (3)
(3)
Cs die Konzentration der feste Kristalle in der Gülle, τ ist Verweilzeit, die etwa das flüssige Volumen dividiert durch den feed Volumenstrom ist, und  ist die durchschnittliche Länge auf einer Nummer Basis, die mikroskopisch bestimmt wird .
ist die durchschnittliche Länge auf einer Nummer Basis, die mikroskopisch bestimmt wird .
Daher für eine MSMPR Kristallisator, Wachstum und Keimbildung raten die normalen Steuerungsparameter (Agitation Rate, Temperatur, Durchfluss usw.) bestimmt. Jedoch die Verteilung sollte immer exponentiell, und Abweichungen von eine exponentielle Verteilung vertreten unvollkommen Mischen der Feststoff oder Flüssigkeit. MSMPR (Rührbehälters) Kristallisator ist schlecht geeignet, um industrielle Kristallisierungen weil sie eine exponentielle Verteilung Kristall Größe, während in den meisten Anwendungen eine relativ schmale, Gauß, Distribution für Produkt Einheitlichkeit gewünscht wird . Seine Studie ist relevant weil: (a) Es ist fast immer ein Element eines größeren Kristallisator Design; (b) Es ist ideal für Tischwaage und Pilotanlage Arbeit geeignet, da der Grad der Übersättigung und Wachstum und Keimbildung Preise leicht aus den Rohdaten extrahiert werden kann; und (C) Es ist das einfachste Beispiel für das Geometrie mit Kristall Größenverteilung verknüpft werden kann.
Für konstante Temperatur und Rührwerk Geschwindigkeit B0 und G beziehen sich direkt auf die Übersättigung-ΔC, die den Stoffaustausch treibende Kraft für die Kristallisation ist:12
 (4)
(4)
Die Befugnisse b und g sind systemspezifisch und können über einen weiten Bereich (z. B. 1-7,2 g) variieren. 12
Subscription Required. Please recommend JoVE to your librarian.
Procedure
Organische (Natrium Salicylat, NaSAL) und Säuren (Schwefelsäure, 0,25 M = 0,50 N) Lösungen werden dem Kristallisator zugeführt werden. Stellen Sie sicher, Latex Handschuhe beim Umgang mit NaSAL, Salicylsäure oder ihre Lösungen und die 0,25 M Schwefelsäure.
Die gesamte Anlage ist von einem PC mit einem kommerziellen verteilten Controller mit einer Schnittstelle ähnlich dem in Abbildung 1gesteuert. Alle ein-/ oder 3-Wege Magnetventile und Sollwerte Controller betrieben werden kann und über diese Schnittstelle geändert. Eine schematische Darstellung zeigt Trends der analoge Werte (Durchfluss, Temperatur) mit dem Gerät verbunden.
1. Inbetriebnahme der Kristallisator
Zu Beginn eines Laufes sollte alle kontinuierlichen Controller im manuellen Modus und alle Magnet Ventile sollte sein, dass entweder geschlossen (ein / aus) oder im Papierkorb (3-Wege) Modus.
- Achten Sie darauf, dass dem Kristallisator ist voll auf die Überlauf-Ebene (~4.15 L) angegeben auf dem gerührten Behälter mit Wasser und Salicylsäure Gülle (in Kristallisation, die Gülle wird oft genannt "Magma"). Wenn nicht voll ist, fügen Sie diese über den Zusatz-Port.
- Aktivieren Sie das Rührwerk für den Kristallisator und Thethermostated für das Bad und die Pumpen.
- Den Temperaturregler für die Badtemperatur auf AUTO und der Sollwert auf die gewünschte Temperatur einstellen Die empfohlene Temperatur beträgt ~ 53° C für eine 50° C Kristallisator.
- Legen Sie die Pumpengeschwindigkeiten unter Verwendung der Schnittstelle (z. B. 30 % geöffnet). Die Konzentrationen der Feeds, Festlegen der Volumenströme zur stöchiometrischen Gleichwertigkeit anhand der Gleichung (1).
- Bestätigen Sie, dass der Produkttank nicht voll ist und das Ablassventil geschlossen ist.
- Das Spektrometer-Gerät schalten Sie ein und die Kommunikation mit einen Link in der Bedienkonsole. Spektrometer Verfahren sind detailliert in der Bedienungsanleitung (SpectraSuite). Kalibrierung des Spektrometers steht zur Verfügung.
2. Betrieb dem Kristallisator
- Heben Sie die Pumpenleistung wie nötig, um den gewünschten Durchfluss zu erreichen. Dies ist für die Säurelösung ~ 25-35 mL/min. Es ist für die nasale stöchiometrischen Gleichwertigkeit bestimmt.
- Wechseln Sie zum Modus ernähren sich von beiden 3-Wege-Ventile. Dies ist die Stunde Null für ein Experiment.
- Überprüfen Sie regelmäßig die Überlaufleitung. Unter bestimmten Bedingungen kann es bis zu blockieren. Wenn dies der Fall ist, verwenden Sie ein Stück Stahlrohr, die Zeile Eingabe den Produkttank Ries.
- Sammeln Sie fünf Proben direkt aus dem Kristallisator durch den Probenport mit einer breit-Mund-Pipette und übertragen Sie sie auf 15 mL Probe oder Zentrifugieren Sie Röhren. Nehmen Sie zwei Sätze von Proben ca. 10-15 min auseinander.
- Wiederholung an zwei anderen weit auseinander Wohnsitz Zeiten, Steuerung
 (Verweilzeit) durch Variation der volumetrischen Flussraten, aber die Aufrechterhaltung stöchiometrischen Gleichwertigkeit.
(Verweilzeit) durch Variation der volumetrischen Flussraten, aber die Aufrechterhaltung stöchiometrischen Gleichwertigkeit.
 (Verweilzeit) durch Variation der volumetrischen Flussraten, aber die Aufrechterhaltung stöchiometrischen Gleichwertigkeit.
(Verweilzeit) durch Variation der volumetrischen Flussraten, aber die Aufrechterhaltung stöchiometrischen Gleichwertigkeit.(3) Herunterfahren dem Kristallisator
- Um das System herunterzufahren, stellen Sie die 3-Wege-Ventile zu recyceln und die Pumpe Ausgänge auf 0 ein %
- Handbuch zurückzukehren Sie den Temperaturregler auf 0 % ausgegeben, und Abschalten der Pumpen, Rührwerken und thermostatisierten Bad.
- Wenn das Spektrophotometer verwenden, denken Sie daran, die Lampen ausgeschaltet.
4. Analyse
Aufgelöste NaSAL und Salicylsäure-Konzentrationen können gleichzeitig durch UV/Vis Spektroskopie gemessen werden. Die Absorptionswerte der gelösten Salizylat und Salicylsäure Additiv auszugehen, weil die gleichen Chromophor beobachtet wird. Weitere Hinweise sind in Anhang a enthalten. Die Salicylsäure-Konzentration kann auch in der Einheit kg/m3 Gülle gravimetrisch ermittelt werden.
- Zentrifugieren Sie die 15 mL-Tuben für 5 min und notieren Sie das Volumen der flüssigen Probe durch Dekantieren abgerufen. Die abgegossenen Flüssigkeit kann für die nasale spektralphotometrische Analyse verwendet werden.
- Trocknen Sie die Reagenzgläser mit den Feststoffen aufrecht im Umluftofen bei 70ºC, zwei Tage lang.
- Wiegen Sie, reinigen Sie die Rohre, dann wieder kurz vor dem Wiegen wieder um das Gewicht der Kristalle zu trocknen.
Industrielle Kristallisation wird für die Trennung und Reinigung von Verbindungen und Mischungen angewendet. Um wirtschaftliche Systeme zu entwerfen, müssen verschiedene Parameter untersucht werden. Kristallisation wird zur Trennung von chiralen Verbindungen und Aminosäuren, oder für die Reinigung von Antibiotika, Lebensmittelzusatzstoffen und Agrochemie-Verbindungen verwendet. Verschiedene Mittel zur Kristallisation sind Kühlung, chemische Modifikation, Verdunstung oder pH-Schaukel. Einem Kristallisator kann verwendet werden, um wichtige Parameter, die Kristall-Entwicklung, wie Kühlung und Preise oder Übersättigung zu untersuchen. Mit dem Mikroskop die Kristallgröße und Morphologie können überwacht werden und Abhängigkeiten verschiedener Faktoren beobachtet. In diesem Experiment wird Natrium Salicylat reagiert mit Schwefelsäure, führt zur Ausfällung von Salicylsäure, die ein des Aspirins Vorläufer. Proben werden durch UV-Vis, eine gravimetrische Analyse und Mikroskopie analysiert. Dieses Video wird das Konzept, Analyse und Anwendung einer Kristallisator Einheit veranschaulichen.
Für einen Maßstab, der einem Kristallisator ist es wichtig, um wichtige Parameter zu schätzen. Diese können mit einer MSMPR Einheit untersucht werden. Obwohl industrielle Kristallisatoren wirklich wie MSMPRs Verhalten, ist das Konzept noch relevant für Bank und Pilotmaßstab Einheiten. Die MSMPR Kristallisator ist analog zu einem kontinuierlichen, gerührt-Tank Reaktor. Es wird davon ausgegangen, perfekte Mischung von festen und flüssigen Phasen. MSMPRs werden verwendet, um wichtige Kristallisation Parameter, wie der Kristall Keimbildung Rate, die auch bekannt als die Geburt-Funktion und der Kristall-Wachstumsrate zu beurteilen. Die Keimbildung ist durch vorhandene Kristalle und festen Oberflächen wie z. B. die Wände des Reaktors katalysiert. Die Allgemeinbevölkerung Bilanzmodell für ein MSMPR Kristallisator ergibt die Dichte N der Kristalle, die eine Wahrscheinlichkeitsdichte in Bezug auf L, die primäre Kristall Dimension ist. In einer MSMPR ist die Startnummernausgabe voraussichtlich eine exponentielle Verteilung sein. Die Geburtenrate Funktion und Wachstum kann durch die nullte und erste Momente dieser Verteilung bestimmt werden. Am wichtigsten ist, können sie auch beziehen sich auf die Übersättigung ist die treibende Kraft der Stoffaustausch im Kristallisation, und das ist wiederum abhängig von Unruhe und Temperatur. Für eine konstante Temperatur und Rührwerk Geschwindigkeit die Geburtenrate Funktion und Wachstum beziehen sich direkt auf Übersättigung sowohl die Befugnisse B und G durch lineare Regression ermittelt werden. Nach dem MSMPR Modell sinkt die Dichte der Kristalle exponentiell mit der Länge. Eine Abweichung von der Exponentialverteilung hieße unvollkommen Mischen von Feststoffen oder Flüssigkeiten. In industriellen Anwendungen sind relativ enge Gaußsche Verteilungen Kristall Größen benötigt, anstatt exponentiell. Dennoch ist das MSMPR-Modell immer noch nützlich, vor allem in Pilotanlagen, Bestimmung von Wachstum und Geburtenraten sowie den Grad der Übersättigung von raw-Daten ermöglicht. Jetzt, dass Sie mit dem MSMPR-Modell vertraut sind, wenden wir das Konzept zum Experiment.
Tragen Sie geeignete PSA, beim Umgang mit Natrium Salicylat und Schwefelsäure-Lösungen. Notieren Sie sich die grundlegenden physikalischen Eigenschaften der Salicylsäure zur späteren Verwendung. Vor Ihrem Start machen Sie sich vertraut mit dem System der Kristallisation. Die Apparatur besteht aus zwei feed Tanks, drehzahlgeregelte Pumpen, ein fünf-Liter-Kristallisator gerührt-Tank, eine zirkulierende Badewanne für Temperaturregelung, Leistungssteller, Produkttank und Nachspeisebehälter für Futtermittel Regeneration, mit einer Natriumhydroxid-Lösung. Das System erfolgt über ein Prozessleitsystem und eine grafische Oberfläche, aus der Ventile zur Steuerung der Temperatur und Durchfluss betrieben werden können. Eine schematische Ausgabe bietet Trends von Durchfluss und Temperatur ist ebenfalls verfügbar.
Prüfung, die alle kontinuierlichen Controller sind in den manuellen Modus festgelegt, und dass alle Magnetventile sind entweder in den geschlossenen, zwei-Wege- oder in den Papierkorb, Dreiwege Modus. Sicherstellen Sie, dass dem Kristallisator voll mit Wasser und einigen Salicylsäure Slurry Überlauf auf ca. 4,15 Liter ist, wie auf die Rührbehälters angegeben. Zugeben Sie Wasser und Salicylsäure, die mit dem Zusatz-Anschluss, wenn der Tank nicht voll ist. Schalten Sie das Rührwerk dem Kristallisator thermostatisiert Bad und Pumpen. Den Temperaturregler für die Badtemperatur auf auto und der Sollwert auf die gewünschte Temperatur, in der Regel ca. 53 Grad Celsius bei einem Kristallisator 50 Grad Celsius eingestellt. Einstellen der Pumpengeschwindigkeiten bis etwa 25 bis 35 Milliliter pro Minute für die saure Lösung geben. Für das Natrium Salicylat richtet sich der Volumenstrom nach stöchiometrischen Äquivalente. Legen Sie mithilfe der bekannten Konzentrationen zu füttern die Durchflussmengen für stöchiometrische Äquivalente. Stellen Sie sicher, dass das Produkt nicht voll ist und das Ablassventil geschlossen. Dann schalten Sie das Spektrometer, und verwenden Sie einen bereitgestellten Link in der Bedienkonsole um zu prüfen, ob die Kommunikation zwischen den Apparat hergestellt ist.
Wechseln Sie zum Modus ernähren sich sowohl drei-Wege-Ventile. Dies setzt Zeit Null für ein Experiment. Überprüfen Sie regelmäßig die Überlaufleitung für jede Blockade. Verwenden Sie ein Stück Stahl Schläuche Remote die Zeile Eingabe den Produkttank über das Loch wenn Blockade erkannt wird. Verwenden Sie nach einer Stunde eine Pipette weit in den Mund genommen und legen Sie sie in den Probenport von dem Kristallisator. Sammeln Sie genügend Blut genug fünf vorgewogene 15 Milliliter Zentrifuge oder Reagenzgläser füllen. Nehmen Sie zwei Sätze von Proben 10 bis 15 Minuten auseinander liegen. Die volumetrische Flussraten zu kontrollieren TOW variieren und anpassen für zwei andere weit auseinander Verweilzeiten. Erhalten Sie die stöchiometrischen Entsprechungen zu und sammeln Sie Proben als vor. Wenn Sie fertig sind, legen Sie die Pumpenleistung zu Null-Prozent, die drei-Wege-Ventile zu recyceln. Den Temperaturregler auf manuell bei Null Prozent Leistung zurück und Abschalten der Pumpen, Rührwerken und thermostatisierten Bad.
Die Salicylat-Ionenkonzentration ermittelt werden, mit UV-Vis und gravimetrisch als Kilogramm pro Meter cubed Gülle die solide Salicylsäure-Konzentration ermittelt werden. Vor der Analyse zuerst Proben für fünf Minuten Zentrifugieren und Dekantieren der Flüssigkeit. Datensatz abgerufen das Gesamtvolumen der Probe. Kombinieren Sie die flüssigen Proben aus einer gegebenen Menge und verdünnen von 50 bis 100 Mal. Messen Sie für flüssige die Absorption von Natrium Salicylat und der Salicylsäure mit der UV-Vis-Spektrometer. Die Extinktion wird angenommen, dass Additive, da für beide Proben die gleiche Chromophor erkannt wird. Verwenden Sie zur gravimetrischen Bestimmung blieb in der Zentrifuge oder Reagenzgläser Feststoffe. Trocknen Sie die Röhren aufrecht im Umluftofen bei 70 Grad Celsius für zwei Tage. Dann Vakuumtrockenschrank gekühlten Teströhrchen zur Ermittlung des Gewichts von der Kristalle und die Konzentration in Kilogramm pro Liter. Zu guter Letzt bestimmen Sie unter Verwendung eines Mikroskops, die Längenverteilung der Salicylsäure nadelförmige Kristalle.
Die solide Kristall Konzentration für alle Läufe über die gravimetrische Methode zu berechnen. Generieren einer Massenbilanz auf Salicylsäure. Dann berechnen Sie die Übersättigung und Residenz Zeit. Als nächstes bestimmen Sie der Kristall anhand einer Futter- und Produkt, die Molen des Produkts, Futter und das gelöste Salicylsäure Produkt ergibt. Verwenden Sie den Kristall Konzentration, Kristall Dimension und Verweilzeit für die Geburtenrate Funktion und Wachstum zu lösen. Dann schätzen Sie die Befugnisse G und B durch lineare Regressionen der Log-Funktionen. Hier ist ein Beispiel für eine Kristallisation bei 50 Grad Celsius. Die Kraft des B ist doppelt so groß wie G, darauf hinweist, dass Übersättigung betrifft die Geburtenrate mehr als die Wachstumsrate. Diese Kräfte würden für Skala verwendet werden wenn Übersättigung unverändert ist. Vergleiche zu anderen Experimenten können Faktoren, die Einfluss auf die Wachstum und Geburt Funktionen wie unzureichende mischen, pH-Wert und ionischen Verunreinigungen in das Zusatzwasser, zu identifizieren.
Industrielle Kristallisation wird breit in der Lebensmittel-, pharmazeutischen und chemischen Industrie zur Trennung und Reinigung von verschiedenen Verbindungen verwendet. Danazol ist synthetisches Steroid, das für die Behandlung von Endometriose verwendet wird. Wie bei vielen anderen pharmazeutischen Verbindungen ist Danazol hydrophob und schlecht löslich in Wasser. Daher wird das Rohprodukt Danazol zunächst in Ethanol gelöst und dann durch Mischen Sie es mit etwas Wasser, das reine, kleine Partikel Größe Produkt Kristalle produziert umkristallisiert. Industrialisierten Kristallisatoren können bei der Herstellung von Lysosomen verwendet werden. Das Gerät soll eine sehr schmale Kristall Größe Verteilung durch den Einsatz einer Pumpe um Wärmetauscher, zu produzieren, die die Temperatur um die kleinste Kristalle lösen sich leicht erhöht. Die Größenverteilung kann durch Trennung der Kristall-Partikel auf der Grundlage ihrer terminal Geschwindigkeiten reguliert werden. Dieses Konzept findet auch Anwendung in der Kristallisation anorganischer Salze.
Sie habe nur Jupiters Einführung in die industrielle Kristallisation beobachtet. Sie sollten jetzt die MSMPR Kristallisator Modell, wie die Kristallisation Einheit zu betreiben und die Ergebnisse analysieren verstehen. Danke fürs Zuschauen.
Subscription Required. Please recommend JoVE to your librarian.
Results
Abbildung 2 zeigt repräsentative Daten, die bescheidene Abweichungen vom Kristall Größenverteilung der ideal auch bei relativ hohen Geschwindigkeiten und geringen feed Konzentrationen MSMPR vorschlägt.

Abbildung 2 . Kristall-Größenverteilung für nasale Feed 0,16 M, 540 u/min, 60 ° C
Die Kristalle, die aus diesem Experiment zu bilden sind in der Regel Nadel geformt, und die Längenverteilung mikroskopisch bestimmt werden kann. Probe-Längen mit Abmessungen (in Mikron) typische Kristalle sind in Abbildung 3dargestellt. Das normale und bevorzugte Angebot an Kristallen ist 100-1000 Mikrometer.

Abbildung 3 . Vergrößerten Salicylsäure Kristalle. Die Größen sind in µm. Bitte klicken Sie hier für eine größere Version dieser Figur.
Vorausgesetzt, die Gleichungen der MSMPR Kristallisator (1-4), und mit einer Massenbilanz auf Salicylsäure, läuft die Konzentration der feste Kristalle im Magma (CSAL), die Residenz Zeiten (τ), funktioniert die Wachstumsrate G, Mengen von Übersättigung in der wässrigen Phase ΔC Molaren, Keimbildung Funktion B0, und der Kristall Rendite sowohl ein Produkt und Futtermittel Grundlage ermittelt wurden. Die G-Funktion wurde aus Gleichung (3) mit der Partikelgrößenverteilung berechnet. Und die Übersättigung und Massenbilanz Gleichungen sind:
 (5)
(5)
 (6)
(6)
wo Q1 befindet sich der Volumenstrom der nasalen Lösung, Qt ist total Volumenstrom (Cnasale)0 ist der feed Konzentration von NaSAL in Q1und Cnasale und CSAL sind das Produkt Konzentrationen von löslichen Salizylat und Kristalle, beziehungsweise. C-Eq ist das Gleichgewicht (Grenzflächen) Konzentration der Salicylsäure, die ~2.2 g/L über den Temperaturbereich in dieser Demo verwendet.
Die Ausbeute wurde als feed definiert:
 (7)
(7)
Und auf ein Produkt nur Grundlage wie:
 (8)
(8)
Wenn der %-Fehler in der Massenbilanz auf Salizylat groß ist, dann ist es wahrscheinlich, dass CSAL oder Cnasale sind im Irrtum, da beide schwierig, genau zu messen. Mit Blick auf die Werte der Y1 und Y2 (bei dem einen sinnvolleren Trend gibt), kann die primäre Quelle des Fehlers ermittelt werden.
Aus den Werten für G und B0wurden die Befugnisse "g" und "b" in Gleichung (4) anhand der linearen Regression geschätzt. Franck Et Al. berichtet eine Leistung "g" von ~ 3 und "b" von ~ 6 für dieses System11 mit äußerst sterilen Bedingungen und hohen Rührwerk Geschwindigkeiten. Bestimmung der Unterschiede zwischen den experimentellen Befugnissen "g" und "b" und denen von Franck Et Al. ist hilfreich bei der Identifizierung von Faktoren, die die Wachstum und die Keimbildung Funktionen beeinflussen könnte. Repräsentative Daten für eine 50° C-Kristallisation mit feed-Konzentrationen von 0,35 M (NaSAL) und 0,25 M (H2SO4) sind in Tabelle 1 dargestellt.
Tabelle 1. Kristallisation Daten
| Durchfluss, mL/min | Τ | |
Cnasale | C-SAL | Y1 | Y2 | |
| NaSAL | H2SO4 | min | mm | Mol/L | g/mL | % | % |
| 119 | 59,5 | 23.3 | 700 | 0.063 | 0,022 | 69 | 72 |
| 85 | 42,5 | 32,6 | 876 | 0,059 | 0,026 | 81 | 76 |
| 51 | 25.5 | 54,3 | 1190 | 0,055 | 0,026 | 81 | 77 |
Diese Daten dienten auch für G und B0 zu lösen und linearer Regression wurde durchgeführt, um die Befugnisse "g" und "b" mit der linearisierten Gleichung (4) zu bestimmen. Linearer Regression der Log-Funktionen (ein Beispiel ist in Abbildung 4dargestellt) erhielt g = 1,1 und b = 2,4. Während des Trends bei den Mächten (b etwa doppelt so groß wie g) war die gleiche wie in Franck Et Al., die Kräfte selbst beobachtet deutlich Unterschied, und die Abhängigkeiten auf Übersättigung ΔC waren viel kleiner. Dies deutet darauf hin, dass andere Faktoren als ΔC Wachstum und Keimbildung Preise, wie z. B. unzureichende mischen, des relativ hohen pH-Wert, (für äquimolaren ernährt sich der pH-Wert sind zwischen 2,2-2,4) beeinflussen könnte, und ionischen Verunreinigungen im Wasser (kommunale Versorgung) eingeführt. Diese experimentelle Kräfte würde in Scale-up-Berechnungen, verwendet werden, da diese Faktoren als ΔC, vermutlich in der Pilot- und industriellen Designs vorhanden wäre.

Abbildung 4. Lineare Regression der Wachstumsrate G als Funktion der Übersättigung ΔC
Subscription Required. Please recommend JoVE to your librarian.
Applications and Summary
Dieses Experiment wurde gezeigt, wie roh Konzentration, Durchfluss und Temperatur messen und MSMPR Theorie verwenden, um die wichtigsten Parameter erforderlich, um eine große, komplexe Kristallisator System zu entwerfen, zu schätzen. Die kritische Rolle der Verweilzeit in hohen Kristall Erträge und im controlling der durchschnittlichen Größe der Kristalle, wurde erforscht. Oft gibt es eine optimale Verweilzeit, da sehr große Kristalle selten erwünscht sind. Das gleiche gilt für das Mischen - mischen muß ausreichen, um zu verhindern, dass die feste Kristalle nach unten absetzen, aber zur gleichen Zeit die Rührer-Geschwindigkeit ist oft eine erhebliche Betriebskosten.
Einige der Probleme oft erlebt mit diesem Gerät - teilweisen Verstopfungen durch Partikel Agglomeration, Schwierigkeiten bei der Beschaffung einheitlicher Übersättigung durch Vermischung unvollkommen, und lange Zeiten, um Steady-State zu erreichen - sind üblich, auch gut gestaltet industrielle Kristallisatoren. Deshalb Kristallisator Entwürfe gesehen in den Herstellern Literatur oft erstaunlich komplex sind.
Dieser Prozess ist ähnlich wie Kristallisationen von anderen Biologicals, wie L-Ornithin-L-Aspartat-, die zur Behandlung von chronischem Leberversagen. 5 die Vorstufe L-Ornithin Hydrochlorid Kosten > 300$ / kg und ist schwer zu recyceln, so Design für hohe Kristall ergibt kritisch ist. Ein Beispiel für eine Antisolvent, im Gegensatz zu pH-Swing, biologische Kristallisation ist die Verfeinerung der Danazol, ein synthetisches Steroid zur Behandlung von Endometriose. 13 viele Medikamente sind hydrophob mit schlechte Löslichkeit in Wasser. Durch Auflösung der rohen Danazol Produkt in Ethanol und dann wieder kristallisieren, durch Mischen mit Wasser, ist ein reiner und kleinere Partikel Größe Kristall Produkt erhältlich. Kristallisation von Proteinen ist eine weitere wichtige Anwendung, zum Beispiel Lysozym-Produktion. 1 4
Industrielle Kristallisatoren können entworfen werden, erzeugen sehr schmale Kristall Partikelgrößenverteilungen durch die Anwendung von Geldstrafen entfernen (z. B. ein Pumparound Wärmetauscher, die Temperatur um die kleinste Kristalle lösen sich leicht erhöht) und Größe () Klassifizierung z. B. ein "Sammelnetzwerk Bein", die Partikel auf der Grundlage ihrer terminal Geschwindigkeiten, sammeln nur die größte in der Bevölkerung trennt). Diese Design-Konzepte für anorganische Salz Kristallisation entwickelt wurden aber bewegen sich nun in den biologischen Bereich.
Materialliste
| Name | Unternehmen | Katalog-Nummer | Kommentare |
| Rührwerk, 150 W | Caframo | BDC 3030 | am Reaktor |
| Umwälzpumpe Heizung | Neslab | RTE 110 | 0-100°C, für Reaktor |
| Schlauchpumpen (2) | Cole-Parmer | Masterflex L/S 7550-60, 1,6-100 u/min, 0,1 PS | Feeds für Nasen- und H2SO4 |
| Kreiselpumpe | Cole-Parmer | 7553-00, 6-600 u/min | Für Produkt-Recycling |
| UV-Vis Spektralphotometer | Ocean Optics | USB-2000 | Für die löslichen nasale Analyse |
| UV-Vis-Stromversorgung | Ocean Optics | DT1000 CE | Für die Verwendung mit USB 2000 |
ANHANG A – MIT DEM SPEKTROMETER
- Öffnen Sie die SpectraSuite-Software. Schalten Sie die UV und VIS Lampen auf die Quelle. Achten Sie darauf, die Lampen nach dem Gebrauch ausschalten. Stellen Sie den Erwerb Modus Scope (blaue S Schaltfläche auf der Symbolleiste).
- Auf der Symbolleiste ändern Sie die Integrationszeit auf 250 ms, der Durchschnitt scannt , um 25und die Boxcar breite auf 2. Aktivieren Sie die Kontrollkästchen für Strobe/Lampe zu ermöglichen, Elektrische dunkle Korrekturund Streunende Licht-Korrektur.
- Bereiten Sie Dunkle Spektrum und Referenzspektrum Dateien. Das Spektrometer erfordert die Entwicklung einer Dunklen Spektrum und ein Referenzspektrum Datei.
- Tauchen Sie die Sonde in ein Reagenzglas mit VE-Wasser gefüllt.
- Um eine Dunkle Spektrum -Datei zu erstellen, ziehen Sie die Sonde von der Lichtquelle (weißes Feld). Das Diagramm sollte fast die x-Achse verfolgen. Um Ihre neu erstellte Dunkle Spektrumzu speichern, klicken Sie auf die grauen Glühbirne, dann Datei -> Speichern -> Store dunkle Spektrum.
- Um ein Referenzspektrum -Datei erstellen, die Sonde Steckverbindung zurück in die Lichtquelle. Einige Gipfel sollte auf das Diagramm in SpectraSuite erscheinen. Dieses Referenzspektrumklicken Sie auf die gelbe Glühbirne, dann Datei -> Speichern -> Store Referenzspektrum.
- Wenn keine Einstellungen geändert werden (z. B. Integrationszeit, etc.), die Dunkle Spektrum und Referenzspektrum neu generiert werden müssen.
- Wechseln Sie vom Umfang zur Absorption (A) Modus. Nasale Lösungen sollten die Extinktion bei ~ 300-330 nm beobachtet werden.
Quantifizierung ist nur möglich, wenn nasale/Salicylsäure Säurelösungen Bier-Lambert Gesetz folgen (A ist in linearen Bereichs " """). Für das Salicylat-Ion, ist diese Region A < ~0.9 - 1. Aufgrund früherer Ergebnisse, dieses Kriterium legt nahe, dass nasale Lösungen auf 0,05 g/L (mit VE-Wasser) verdünnt werden müssen oder weniger für die Quantifizierung. Dann können die unbekannten Lösungen quantifiziert werden, indem Sie mit der Absorption von einer entsprechend verdünnten Standardlösung vergleichen:

wo C Konzentration, Absorption, "u" ein unbekanntes und "" s "" eine Standardlösung der NaSAL ist. Beachten Sie, dass beide "u" und "s" Absorption innerhalb des linearen Bereichs zeigen müssen.
In der Spektroskopie hängt die Absorption von zwei Faktoren, die Art der chemischen und seine Konzentration und die Weglänge in der Flüssigkeit. Ändern Sie die Konzentration durch Verdünnung.
Subscription Required. Please recommend JoVE to your librarian.
References
- C. Wibowo, L. O’Young and K.M. Ng, Chem. Eng. Prog., Jan. 2004, pp. 30-39.
- W.J. Genck, Chem. Eng. Prog., Oct. 2004, pp. 26-32.
- S. Takamatsu and D.D.Y. Ryu, Biotechnol. Bioeng., 32, 184-191 (1988).
- F. Wang and K.A. Berglund, Ind. Eng. Chem. Res., 39, 2101-2104 (2000).
- Y. Kim, S. Haam, Y.G. Shul, W.-S. Kim, J.K. Jung, H.-C. Eun and K.-K. Koo, Ind. Eng. Chem. Res., 42, 883-889 (2003).
- K. Hussain, G. Thorsen and D. Malthe-Sorenssen, Chem. Eng. Sci., 56, 2295-2304 (2001).
- H. Gron, A. Borissova and K.J. Roberts, Ind. Eng. Chem. Res., 42, 198-206 (2003).
- F. Lewiner, G. Fevotte, J.P. Klein and F. Puel, Ind. Eng. Chem. Res., 41, 1321-1328 (2002).
- For example: W.L. McCabe, J.C. Smith, and P. Harriott, “Unit Operations of Chemical Engineering”, 7th Ed., McGraw-Hill, New York, 2005, Ch. 27, or C.J. Geankoplis, “Transport Processes and Unit Operations”, 3rd Ed., 1993, Ch. 12.
- P. Barrett, Chem. Eng. Prog., Aug. 2003, pp. 26-32.
- R. Franck, R. David, J. Villermaux and J.P. Klein, Chem. Eng. Sci., 43, 69-77 (1988).
- J. Garside, Chem. Eng. Sci., 40, 3-26 (1985).
- H. Zhao, J.-X. Wang, Qi-An Wang, J.-F. Chen and J. Yun, Ind. Eng. Chem. Res. 46, 8229-8235 (2007).
- J.S. Kwon, M. Nayhouse, G. Orkoulas and P.D. Christofides, Ind. Eng. Chem. Res., 53, 15538-15548 (2014).