

Summary
Negatif katkı imalat adında bir yöntem çeşitli uzunluk ölçekler tamamen yoğun karmaşık şekilli bor karbür bölümlerini üretmek için kullanılır. Bu teknik yardım pyrolysis sonra sinterleme homojen bir karbon arkasında bırakır benzersiz bir jelleşme ajan olarak rezorsinol-formaldehit içeren bir roman süspansiyon formülasyonu ile mümkündür.
Abstract
Bor karbür (B4C) varlığı en zor malzemeleri biridir. Ancak, bu çekici özelliği de yüksek aşınma, yüksek sertlik ve zırh gibi hafif malzeme uygulamaları için karmaşık şekiller içine onun işlenebilirlik sınırlandırır. Bu zorluğu aşmak için negatif katkı imalat (AM), bor karbürler çeşitli uzunluk ölçeklerde karmaşık geometriler üretmek için istihdam edilmektedir. Negatif AM ilk bir 3D baskılı plastik kalıp içine gelcasting bir süspansiyon içerir. Kalıp sonra negatif kopya olarak yeşil bir vücut geride bırakarak feshedilmiştir. Geleneksel hydrogels farklı olarak, çünkü biraz daha için son derece karmaşık kalıplar kullanılmak üzere izin verir hiçbir büzülme rezorsinol-formaldehit (RF) bir roman jelleşme ajan olarak kullanılır. Ayrıca, bu jelleşme Ajan B4c nedeniyle bu son derece homojen dağılımı % 2 porozite az B4C matris içinde in situ karbon için son derece etkili bir sinterleme yardımcısıdır ~ 50 wt % karbon geride bırakmak pyrolyzed Sinterleme sonra elde edilebilir. Bu iletişim kuralı tam yoğun bor karbür parçaları ile son derece karmaşık geometriler yakın oluşturmak için metodoloji ayrıntılı olarak vurgular.
Introduction
Bor karbür (B4C), bir Vickers sertlik yaklaşık 38 not ortalaması, bilinen üçüncü en zor elmas arkasında ticari olarak mevcut malzeme (~ 115 not ortalaması) ve kübik bor nitrit (~ 48 not ortalaması). Düşük yoğunluklu (2,52 g/cm3), birlikte bu belirli özellik zırh1gibi savunma uygulamalar için cazip kılıyor. B4C de yüksek erime noktası, üstün aşınma direnci ve yüksek nötron emme çapraz bölüm2,3,4var. Ancak, bu olumlu mekanik özelliklerin kullanımı genellikle yüksek yoğunluklu için sinterlenmiş için B4C gerektirir. Sıcak B4C'e tam yoğunlaştırılması sinterleme için geleneksel bir yöntemdir. Bu teknik genellikle basit geometriler sınırlı eğriliği ile sınırlıdır ve oldukça kalınlığı üniforma. Pahalı ve emek yoğun polikristalin elmas takım veya lazer kesim ile işleme daha ince ve daha karmaşık özelliklerini tanıtmak için gereklidir.
Alternatif olarak, basınç-az sinterleme ile kolloidal şekillendirme teknikleri hiçbir işleme için en az gerektiren tam yakınındaki yoğunluğu bölümleri oluşturabilir. Konsolidasyon sırasında dış basınç eksikliği nedeniyle, sinterleme AIDS normalde basınçsız sinterleme etkinliğini artırmak için seramik orta olarak eklenir. Karbon sinterleme bir yardım olarak B4C5,6,7için yaygın olarak kullanılır. Nanopartikül tozları veya üzerinden pyrolysis, kömürleşmiş organik gibi çeşitli karbon kaynakları kullanılabilir. Tane sınırları boyunca yardım sinterleme karbon homojen dağılımı tek tip B4/ c sinterleme elde etmek için önemli bir faktördür Bu nedenle, karbon konsantrasyonu ve B4C partikül büyüklüğü de önemlidir ve yüksek yoğunluklu8parça sinterleme etkenler birbiriyle.
Karmaşık şekilli seramik parçaları elde etmek için en çok umut veren kolloidal şekillendirme teknikleri biridir gelcasting. Bu teknik bir jel9,10,11davranmaya in situ polymerizes bir kalıp içine organik bir monomer ile seramik bir süspansiyon döküm içerir. Jel kırılma sonraki işlem adımları olmadan ele alınması gereken güçlü kalıp şeklinde yeşil bir vücut oluşturmak için bağlayıcı olarak hizmet vermektedir. Daha önce imkansız 3D kalıp geometrileri şimdi düşük maliyetli polimer esaslı katkı (AM) üretim teknikleri ile stereolitografi (SLA) ve yuvarlak ifade (FDM)12modelleme gibi üretilmektedir. 3D yazıcılar son durumu son derece karmaşık geometriler ile seramik tasarımı için yeni olanaklar açtı.
Negatif katkı imalat gelcasting kurban 3D baskı kalıpları ile birleştirir bir tekniktir. Seramik Bölümü karmaşıklığı doğrudan kalıp tasarımı karmaşıklığı ilişkilidir. Kalıp tasarımları şimdi inanılmaz derecede yüksek çözünürlüklü plastik 3D yazıcılar ve advent ile gelişmiş olabilir. Örneğin, tarama araçları 3D bireyin kontür yakalamak ve kalıplara dahil olmak için kullanılabilir. Negatif AM kullanarak, bireyin vücut büyüklüğüne ve şekline uygun hafif seramik zırh oluşturulabilir. Böyle tasarım özelleştirmeleri hafif ağırlık zırh ile gelişmiş hareketlilik için kullanıcı sağlar.
Doğrudan mürekkep gibi diğer ortak seramik AM teknikleri (DIW), selektif lazer sinterleme (SLS) ve bağlayıcı (BJ) jeti da karmaşık şekilli seramik parçaları üretiminde etkili yazmak. Ancak, bu tekniklerin çoğu sadece ince gözenekli yapıları üretmek için yararlıdır ve zırh uygulamaları13,14,15,16, gibi büyük parçalar kadar ölçeklerken verimli değildir 17. Ayrıca, bu tekniklerin çoğu için yüksek hacimli üretim yüksek harcamalar nedeniyle mümkün değildir. Bu nedenle, negatif AM büyük ölçekli parçaların endüstri düzeyinde üretim için tercih edilen ve nispeten ucuz bir yol var.
Gelcasting için kullanılan B4C süspansiyonlar viskozite içinde düşük ve jelleşme bir ajan veya yardım sinterleme olmalıdır gerekir. Rezorsinol ve formaldehit yeteneklerini polikondenzasyon reaksiyonları geçmesi için B4C parçacıkları birbirine bağlamak için yardımcı olur bir rezorsinol-formaldehit (RF) ağı için seçilir. Geleneksel hydrogels gelcasting için kullanılan kalıplar nedeniyle yüksek içe çekme sırasında kurutma işlemi18deneyimli içi boş çekirdekli sınırlı olmalıdır. RF bir aerogel yaygın olarak kullanıldığından, işte daha karmaşık şekilli kalıplara kullanımına izin verir hiçbir büzülme için küçük. RF kullanmanın bir diğer avantajı jelleşme oranı süspansiyon (Şekil 3) pH değiştirerek denetlenebilir değil. Ayrıca, süspansiyonlar rezorsinol veya formaldehit içeren içinde gelişmiş ve döküm için hazır olana ayrı ayrı depolanan hazırlanabilir. En önemlisi, RF jel 50 wt % karbon19bırakmak için pyrolyzed. Bu son derece homojen dağılımı karbon sinterleme sırasında yoğunlaştırılması B4C tam yakınındaki yoğunlukları için yardımcı olabilir. RF 15 wt % bor karbür göre süspansiyon formülasyonu 7.5 wt % karbon döküm parçaları pyrolysis sonra sağlamak için kullanılır.
Bu eser genel amacı ile ucuz 3D yazdırma yeteneklerini ve benzersiz bir jelleşme Ajan tam yakınındaki yoğunluğu bor karbür parçaları ile son derece karmaşık geometriler edinmek için geleneksel gelcasting teknikleri birleştirmektir. Seramik ek olarak, negatif AM çok maddesel sistemlerinin tamamen yeni geometrileri oluşturmak için malzeme diğer alanlarına uygulanır. Lu ve ark. içinde sunulan iş burada açıklanan metodoloji ortalamalı 8 ve bu sonuçları çoğaltılması için daha ayrıntılı bir protokol sağlar amaçlamaktadır.
Subscription Required. Please recommend JoVE to your librarian.
Protocol
Dikkat: Lütfen tüm malzeme güvenliği veri sayfalarıyla (SDS) başvurun ve uygun koruyucu ekipman (PPE) malzemeler döküm ve kür önce işlerken giymek. Rezorsinol ve polietilen Amin olmak zehirli bilinmektedir. Formaldehit toksik ve kanserojen20' dir. Seramik süspansiyonlar hazırlanması kimyasal duman Davlumbaz veya diğer düzgün havalandırılmış çalışma ortamlarında yapılmalıdır.
1. olumsuz katkı imalat
-
120 mL iki parçalı süspansiyon hazırlanması
Not: Bir iki parçalı süspansiyon süspansiyonlar döküm önce raf ömrünü uzatmak yardımcı olmak için hazır olun. Bir süspansiyon (R-mix) rezorsinol bileşeni içerir ve diğer (F-mix) formaldehit bileşeni içerir. Her iki süspansiyonlar jelleşme işlemi başlatır bir son süspansiyon oluşturmak için birlikte karışık.- R-mix oluşturmak için bir gezegen Mikser kullanarak su 25.00 g polietilen Amin (PEI) 0,88 g çözülerek başlar.
- Ayrı bir F-mix oluşturmak için bir gezegen Mikser kullanarak su 16.83 g polietilen Amin (PEI) 0,88 g geçiyoruz.
Not: bir gezegen Mikser 2000 devir / dakikada en az birkaç dakika kullandıktan yeterli kesme kuvvetlerinin viskoz PEI, rezorsinol ve formaldehit çözmek yardımcı olmak ve bor karbür parçacıkları askıya almak sağlayacaktır. PEI B4C parçacıklar için dispersiyon ajanı olarak hizmet vermektedir - Rezorsinol tozu 12.60 g R-karışımı içine geçiyoruz. Çözüm bir bulutlu-beyaz toz karıştırma üzerinden tam dağılması sonra açık şeffaf bir çözüm için açmanız gerekir.
- Formaldehit çözüm 17.03 g F karışıma ekleyin ve tam karıştırma sağlamak.
- Artımlı olarak 5,25 g (başlangıç 63,00 g ulaşan kadar 12 artışlarla), bor karbür toz (1500F) ayrı R-mix ve F-mix ekleyin.
- Asetik asit 6.50 g R-mix ve F-mix ekleyin ve her birinde tam karıştırma sağlamak.
Not: Bu noktada, iki parçalı süspansiyonlar 42 vol % B4C olacaktır ve döküm için birleştirilmek üzere hazır veya (yeterince mühürlü değilse) gelecekte kullanılmak üzere saklı. Süspansiyonlar ~ 1 saat veya daha uzun süre oturursan, parçacık yerleşmeden oluşacağını dikkat edin. Parçacıklar süspansiyonlar kullanmadan önce ayrıntılı ajitasyon uygulayarak resuspended emin olun. Ayrıca, bor karbürler, 1250F, 1500F ve 3000F (yaklaşık süzülen Kafes boyutlarının göre olarak adlandırılır), üç farklı ticari toplu işlemleri ilk olarak test edildi. Her toplu iş iş bir farklı partikül büyüklüğü dağılımı gösterir ve 1500F B4C toplu olarak Lu vd. rapor en yüksek sinterleme yoğunluğu sağlamak için bulundu 8. asetik asit-ebilmek da var olmak mülhak B4C katı de adım yükleme önce ama sonunda ekleme asetik asit kokuları sınırlayarak daha iyi işleme kolaylığı sunmaktadır.
-
3D hazırlanması kalıp döküm için basılı
- Bilgisayar destekli tasarım (CAD) yazılım programı kalıp tasarımında hazırlayın.
- Kalıpları Akrilonitril bütadien stiren (ABS) filamentler ile erimiş ifade modelleme (FDM) 3D yazıcı kullanarak yazdırmak.
Not: Aseton buharlar21isterseniz kalıp doku düzeltmek için kullanılabilir. Önerilen meme ve oda sıcaklığında 240 ° C ve 110 ° C, sırasıyla vardır. Katman kalınlığı (0.2 mm), ekstrüzyon hızı ve soğutma hızı gibi parametreleri en az deformasyonlar bölümüyle kalitesini en iyi duruma getirmek için seçilir. Bu biraz deneme yanılma ile her benzersiz yazıcı sistemi gerektirir. En az 1 mm et kalınlığı tavsiye edilir. 0,5 mm minimum Özellik boyutudur; Ancak, bu kalıpları 1 mm. Lu ve ark. gitmemek için önerilmektedir 8 destek malzemesi online indirmek için.
-
Döküm için hazırlamak için iki bölümü süspansiyon kombinasyonu
- Birleştirme önce iyice tahrik (bir girdap ya da gezegen Mikser kullanarak) R-B4C parçacıklar tek tek emin olmak için karışımı ile F-mix süspansiyonlar iyi askıya alınmış.
- R-mix ve F-mix son süspansiyon elde etmek için birleştirir.
Not: Kombine süspansiyon pH de-hava ve meydana gelen jelleşme başlamadan önce son süspansiyon döküm için çalışma süresi yaklaşık 30 dakika sağlayacaktır 2.8 olmalıdır. Jelleşme başlangıcı süspansiyon viskozite keskin artış görülebilir. - Döküm önce mix ve hava kabarcıkları suyun kaynama olmadan kaldırmak yaklaşık 10 dakika son süspansiyon karışımı vakum (20-200 torr veya 2.7-27 kPa) uygulamak. Bu vakum bir kavanoz ile 200-300 devirde coşkulu bir tabak kullanarak gerçekleştirilebilir.
-
Gelcasting
- Hemen de-yayınlanan süspansiyon 3D baskı kalıpları içine dökün.
- Kavurma işlemi sırasında nem kaybını önlemek için mühürlü cam kap içinde kalıp koyun.
- Kalıpları ile kapalı kap Kavurma işlemi başlatmak için 60-80 ° C fırın içine yerleştirin.
- En az 8 saat birkaç santimetre uzunluk ölçek veya daha büyük kalıpları için muhtemelen daha uzun bölümleri için tedavi yayınları izin.
-
Yeşil cesetleri almak için kalıpları dağılması
- Mühürlenen konteyner kalıpları ile fırından çıkarın ve oda sıcaklığına kadar soğumasını bekleyin.
- Kalıp tamamen örtülü kadar yeterli aseton konteyner içine ekleyin. Tutarı boyutu ve birim kullanılan kalıp (genellikle ~ 100 mL aseton için 50 cm3 boyut bir kalıp) bağlı olarak değişir.
Not: Bu oluşum-ebilmek almak ilâ 2-4 gün uzakta çözünmüş gerekir plastik hacmine bağlı olarak. En az ajitasyon aseton banyo veya biraz 40 ° C'ye ısınma sürecini hızlandırmaya yardımcı olabilir. Dikkat yürütmek aseton banyo Isıtma, bir yanıcı kimyasal ve hava belirli kompozisyon aralıklar ile birleştirildiğinde patlayıcı olabilir. - ABS plastik uzakta çözünmüş sonra aseton banyosundan ücretsiz yeşil vücut ayıklayın.
Not: RF tedavi sonra kalıp uzak iç kalıp geometri negatif bir kopyası olarak şeklinde katı yeşil vücut elde etmek için çözülmüş. Bu yeşil vücut yumuşak ve dikkatli kırılma olmadan son işlem sonraki adımda işleme hayatta kalmak için güçlü olmalıdır. - Yeşil organları tam kurutma ve tüm nem kaldırılmasını sağlamak için 80 ° c fırında yerleştirin.
Not: Kuruma süresi yeşil vücut hacmine bağlı olarak değişir. Kuru gecede (> 8 saat) bölümü bırakarak yeşil gövde boyutları 1000 cm3' den küçük için yeterlidir. Aşırı kurutma içinde hiçbir zararı yoktur.
2. kömürleşme
- Kuruduktan sonra Grafit folyo ile kaplı bir 2 inç kuvars tüp her yeşil vücut yerleştirmek ve akan ile bir fırın içine koymak onları gaz [hava (SCCM) 250 standart kübik santimetre oluşan 4 wt % H2(g) ve 96 wt % sırasında azalan bakiyeli bir atmosfer yaratmak için Ar(g) Pyrolysis tedavi].
- 5 ° C/dk fırın içerisine yeşil organları 1050 ° C kadar ısı ve 3 saat tutun.
Not: Jel-dökme yeşil organları RF 15 wt % B4C göre olacaktır ve yaklaşık 7.5 wt % karbon pyrolysis işleminden sonra sağlayacaktır. Bu işlem çok rezorsinol-formaldehit kalıntısı kaldırır ve hiçbir tuzak kullanılırsa ciddi fırın kontamine. - Yeşil organları düzgün daha koyu renkli, karbon pyrolysis tedaviden varlığını gösteren gelmek olun.
3. sinterleme
Not: sinterleme sonra örnekleri yüzey pürüzlülüğü biraz kullanılan kalıp yüzey pürüzlülüğü karşılaştırıldığında artıracaktır. Bu 57-58 vol % büzülme sinterleme gelen örneklerin bir sonucudur.
- Kömürleşmiş parçalar vakum göre backfilled sinterleme için helyum gazı (420 SCCM) akan bir grafit fırında yerleştirin. Ön ve Pirometre windows için 280 SCCM ve 140 SCCM ~ 170 kPa bir giriş basıncı ile örnek odasına doğrudan uygulanır.
- 2290 ° c (2000 ° c sonra 3 K/dak 2290 ° c 20 K/dak) fırın ısı ve parçaların en iyi yoğunlaştırılması elde etmek 1 saat tutun.
Not: Arşimet yoğunluğu Sinterlenmiş bor karbür parçaları yoğunluğunu ölçmek için bir ortak ve hızlı bir tekniktir. Arşimet yoğunluğu setleri yoğunluğu örnekleri veya el ile ölçmek için22belirlenen analitik denge ölçekler eklenebilir. Bor karbür ile 7,5 wt % içinde karbon 2,49 g/cm3teorik maksimum yoğunluk (TMD) olacaktır. Bu metodoloji 2290 ° C'de Sinterlenmiş parçaları 97.6 ± %0,4 2.43 ± 0,01 g/cm3 içinde sonuçlanacak TMD.
Subscription Required. Please recommend JoVE to your librarian.
Representative Results
(Şekil 1) özetlenen yordamı izleyerek karmaşık şekilli bor karbür parçaları ile karbon (B4C/C) 23.0 ± 1.8 not ortalaması8bir Vicker'ın sertlik ile 97.6 ± %0,4 kadar teorik maksimum yoğunluk Sinterlenmiş. Sinterlenmiş B4C/C bölümleri çeşitli olası örnekler gösterilmiştir (Şekil 2). Bu örnekler gelcasting tekniği ile kopyalanabilir iyi dokusal özellikleri gösterir. Bu hassas mezo-ölçek özellikleri gerektirir parçaları oluşturmak için avantajlıdır. Reolojisi son B4C süspansiyon için farklı pHs tespit edilmiştir. Bir pH 2.8 süspansiyon karıştırma, de-havalandırma ve döküm (Şekil 3) için yeterli olan en düşük viskozite için 20 dakika, sahip olarak ölçüldü.
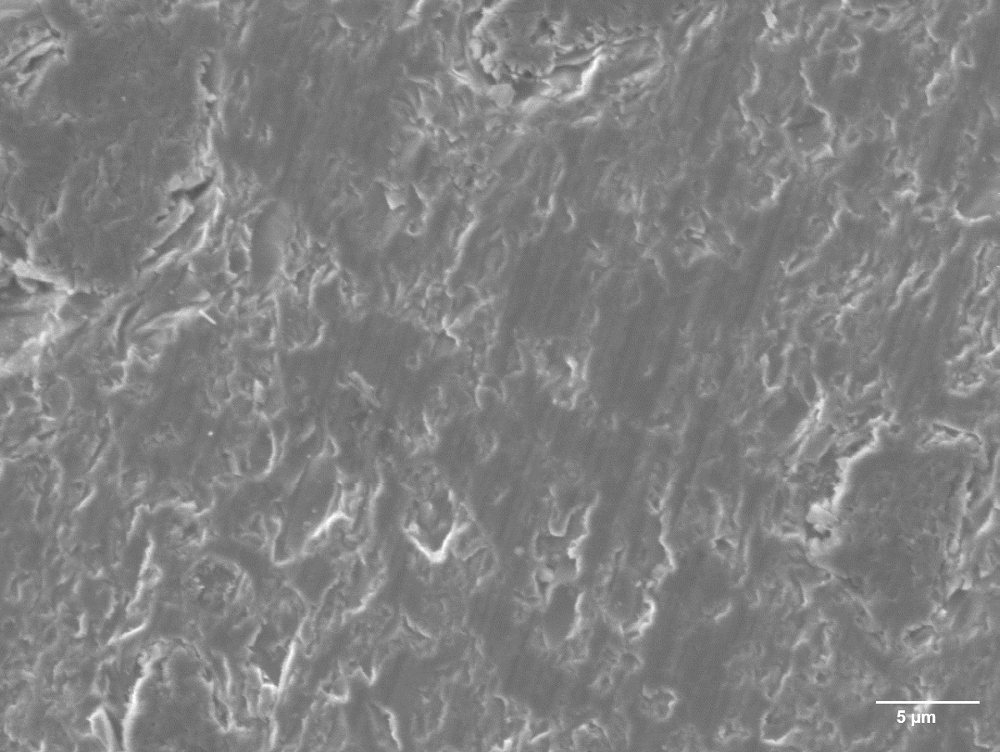
Daha fazla elektron mikroskobu tarama karbon tek tip ağlar RF (Şekil 4A ve 4B) pyrolysis sonra B4C parçacıklar kaplanmıştır belirtti. Sonra döküm ve sonrası ısı tedavi adımları, x-ışını kırınım (XRD) kullanarak karakterizasyonu evrim karbon grafit (Şekil 4 c) doğruladı. Microstructural resmi tam Sinterlenmiş bor karbür örneği ortaya son derece arzu edilir son bölümde düşük porozite (Şekil 5).

Resim 1 : Yüksek yoğunluklu karmaşık bor karbürler şeklinde üretmek için tüm negatif AM süreci tasviri. Bu şematik kalıp son seramik parçası sinterleme için 3D baskı tüm üretim işleminden adım adım bir bakış sağlar. Bu rakam Lu ve ark. izniyle değiştirildi 8. Bu rakam daha büyük bir versiyonunu görüntülemek için buraya tıklayınız.

Resim 2 : Sintered karmaşık şekilli B 4 C/C parçalar ile > negatif AM hazırlanan % 97'si yoğunluğu. (a) Gyroid; (b) Celtic Knot; (c) kübik kafes. Kullanılan 3D baskı kalıpları kalite farklılıkları her şekil için hafif dokusal fark kaynaklanmaktadır (koyu siyah bölgeler olan karbon kalıntıları yüzeyde kalıpları pyrolysis sonra yaptı ve ovuşturdu). Bu rakam Lu ve ark. izniyle değiştirildi 8. Bu rakam daha büyük bir versiyonunu görüntülemek için buraya tıklayınız.

Şekil 3 : Son B4C süspansiyon Reolojisi. (a) karmaşık viskozite farklı pH süspansiyonlar B4C ve Rezorsinol-formaldehit ile zamanın bir fonksiyonu olarak. Kalınlaşma, 1 Pa∙s viskozite olarak tanımlanır. (b) kalınlaşma farklı pH süspansiyonlar için ulaşmak için zaman. Bu rakam Lu ve ark. izniyle değiştirildi 8. bir rheometer sürekli % 30 salınım zorlanma ve 1 Hz frekans ekli paralel dairesel plakalı karmaşık viskozite ölçmek için kullanıldı. Tüm örnekleri nerede araç ortam sıcaklığında odasında 80 ° C gelinceye ısı (16,2 ° C/dak) sağlamak için kullanılan bir pH 2.8 örnek dışında oda sıcaklığında ölçüldü. Bu rakam daha büyük bir versiyonunu görüntülemek için buraya tıklayınız.

Şekil 4 : Taramalı elektron mikroskobu ve XRD karbon ağ RF jel sonra pyrolysis bor karbür matris içinde varlığını belirlemek için kullanıldı. Bor karbür 1500F parçacıklar (a) olmadan karbon kaplama ve (b) 7.5 wt % karbon kaplama ile gösterilir. (c) XRD B4C döküm farklı ısıl işlem aşaması. Bu rakam Lu ve ark. izniyle değiştirildi 8. XRD spectra bir x-ışını diffractometer toplanan. Örnekleri bir polimer kil monte ve düz fırlattı. Bir LynxEye 1 boyutlu doğrusal Si şerit dedektörü 6 mm bir değişken sapma yarık ve 0.5 ° Anti-dağılım yarık ile kullanıldı. Ni-filtre Cu radyasyon kaynağı oldu (λ = 1.5406 Å) kapalı bir x-ışını tüpünden işletilen 40, kV ve 40 mA. Dedektör ve kaynak birlikte örnek bir kombine 2θ ile sabit açılarla taranan bastı, 20-80° 0,02 ° / s. post-processing algoritmalar XRD analiz yazılımı kadar oranında arka plan gürültü uzakta katkıları şerit için kullanılan ve K-Alfa 2 radyasyon. Taramalı elektron mikroskobu 10.0, kV gerilim ikincil elektron konumunda hızlanan görüntü B4C parçacıklar için kullanıldı. Bu rakam daha büyük bir versiyonunu görüntülemek için buraya tıklayınız.

Şekil 5 : 2290 ° C Sinterlenmiş 1500F bor karbür örneği ~ %97 yoğunluğu'Testere Kesim kesit yüzeyine. Bu rakam Lu ve ark. izniyle değiştirildi 8. Bu rakam daha büyük bir versiyonunu görüntülemek için buraya tıklayınız.
Subscription Required. Please recommend JoVE to your librarian.
Discussion
Negatif katkı üretim iletişim kuralında tanımlanan metodolojisi 2290 ° c en uygun bir sıcaklıkta sinterleme sonra neredeyse tam yoğunluğuna üretilecek karmaşık şekilli bor karbür bölümleri sağlar Hazırlık ve döküm ile ilgili ilk birkaç adımını en yüksek kalite ile en az kusurları döküm üretimi için önemlidir. Viskozite süspansiyon çok yüksek ise, zavallı karıştırma ortaya çıkar. Yüksek viskozite hava kabarcık Temizleme engel beri Sinterlenmiş bölümünün porozite da etkilenir. Son süspansiyon için boşta uzun karıştırma ve de-havalandırma sonra oturuyor, viskozite artışı düzensiz şekilli 3D baskı kalıpları içinde küçük boşlukları doldurma için sorunlu olacaktır.
Dikkat edilmesi gereken bir başka konu Stoke etkisi sulu süspansiyonlar yerleşme'nın var. Eğer süspansiyon vizkozite döküm sonra yeterince düşüktür ve hemen tedavi, süspansiyonlar bor karbür parçacıkları, konsantrasyon gradyanı yeşil organları neden razı olacak. Uygun olmayan şekilde döküm parçaları, üstündeki sinterleme sırasında altına kıyasla daha yüksek büzülme ile deforme. Bu sorunu gidermek için bor karbür multi-modal parçacık boyutu dağıtımları ile düzgün olmayan büzülme sinterleme sırasında en aza indirmek için kullanılabilir. Başka bir önemli faktör dikkate yüksek pH ve sıcaklık karışımı bağlıdır, RF jelleşme oranıdır. Yüksek pH ve sıcaklık artış içinde süspansiyon viskozite tespit edilecektir daha hızlı polimerizasyon kinetik karşılık gelir. Süspansiyonlar pH azaltarak daha uzun çalışma zamanı döküm sırasında hem de anında termal bir küme olarak başlatılması olacaktır kür için sağlar.
Negatif AM yüksek hacimli üretim büyük karmaşık şekilli parçalar için kolayca ölçeklenebilir bir teknik olmasına rağmen bu yöntem minyatür parçaları üretiminde sınırlıdır. Tüm seramik atmalarını yeşil organları doğal yeşil gücüm. Bir döküm parçası yeşil gücünü boyutlarını yeterince küçük ise zayıf olacak. Örneğin, bir yeşil vücut 1 mm kalınlığında kolayca iç büzülme kıracak daha az 10 mm kalınlığında büyük bir yeşil vücut göre döküm sonra Kavurma işlemi sırasında vurguluyor. 80 ° C ısıl işlem kalıp termal genişlemesi nedeniyle sert bir kalıp kullanılır ise daha yüksek büzülme gerilmeler meydana gelecektir bu yana bu nedenle, kalıp malzemenin esneklik ve sertlik önemli parametreleridir. Hexanediol diacrylate (HDDA) gibi nispeten yumuşak kalıpları ~ 100 µm özelliği boyutlarında kırılma olmadan ve mezo-ölçek ve kompozitler8,23oluşturmak için son derece düzenli kafesler üretmek için kullanılabileceğini göstermiştir.
Sonuç olarak, negatif AM gelcasting bir araya getiren karmaşık şekilli seramik parçaları üretmek için ucuz plastik 3D baskı ile basit bir tekniktir. Burada açıklanan metodoloji yeteneğini ölçeğe uygun maliyetli olurken yüksek hacimli üretim için avantajdır. Yapılacak çalışmalar yüksek B4C katı süspansiyonlar sinterleme sırasında büzülme sınırlamak için yükleme yer alacak. Mekanik test de bu malzemelerin dayanıklılık özellikleri değerlendirmek için sürüyor. Bununla birlikte, negatif AM sadece malzeme ve bu protokol için sunulan sistemleri için sınırlı değildir. Çeşitli jelleşme ajanlar ve 3D baskı kalıpları diğer AM teknikler ve malzemeler de kullanılabilir. Örneğin, Franchin vd. 24 geopolymers inorganik bileşeni olarak kullanarak polyactic asit (PLA) gözenekli kurban şablon kalıpları oluşturdu. Bu PLA kurban şablonlar termal istendiğinde kaldırılabilir24. Bu nedenle, bu protokol için açıklanan genel teknik malzeme, hangi-ecek açık yukarıya karmaşık şekilli seramik, metaller ve diğer kompozit sistemleri kitle gelişimi için yeni olanaklar geniş bir etki alanına uygulanır.
Subscription Required. Please recommend JoVE to your librarian.
Disclosures
Yazarlar ifşa gerek yok.
Acknowledgments
Bu eser ABD Enerji Bakanlığı'nın himayesinde Lawrence Livermore Ulusal Laboratuvarı altında sözleşme DE-AC52-07NA27344 tarafından gerçekleştirildi. IM yayın LLNL-JRNL-750634.
Materials
| Name | Company | Catalog Number | Comments |
| Boron carbide powder 1250F | Tetrabor Ceramics | Lot 211M419 | >96% purity |
| Boron carbide powder 1500F | Tetrabor Ceramics | Lot 209M102/9 | >96% purity |
| Boron carbide powder 3000F | Tetrabor Ceramics | Lot 111m53/9 | >96% purity |
| Polyethylene Imine (PEI) | Sigma Aldrich | MKBP3417V | Averaged MW ~25,000 by L.S. |
| Resorcinol | Sigma Aldrich | MKBG6751V | BioXtra, ≥99% |
| Formaldehyde | Fisher Scientific | F79-1 | 37% by weight; Stabilized with 10-15% Methanol |
| Acetic Acid | Sigma Aldrich | SKU 695092 | Glacial ≥99.7% |
| Acetone | Sigma Aldrich | SKU 179124 | ACS Reagent Grade ≥99.5% |
| Water | LLNL In-house (Milli-Q) | ||
| Planetary Mixer | Thinky | AR-250 | Fits 150mL and 300mL Thinky containers |
| Acrylonitrile butadiene styrene (ABS) plastic filament | eSUN | Natural color | |
| Taz 6 (3D printer) | Lulzbot | FDM 3D printer | |
| 4%H2/96%Ar gas | Air Gas | UHP | 4% Hydrogen, balanced Argon |
| Helium gas | Air Gas | UHP | Helium |
| Heating oven | Neytech | Vulcan 9493308 | Oven for 80 °C curing |
| Quartz tube furnace | Applied Test Systems, Inc. | LEA 05-000075 | Furnace for 1050 °C carbonization |
| Graphite furnace | Thermal Technology LLC | Sintering furnace | |
| Scanning Electron Microscope (SEM) | Jeol | JSM-7401F | |
| pH meter | Thermo Scientific | Orion 4 Star | calibrated with buffer standards |
| Rheometer | TA Instrument | AR2000ex | For measurement of viscosity |
| X-ray Diffractometer (XRD) | Bruker | AX D8 Advanced | |
| Analytical balance | Mettler Toledo | XS104 | |
| Bruker EVA | XRD Analysis Software |
References
- An, Q. Prediction of superstrong τ -boron carbide phase from quantum mechanics. Physical Review B. 95 (10), 100101 (2017).
- Thévenot, F. Boron carbide - A comprehensive review. Journal of the European Ceramic Society. 6, 205-225 (1990).
- Lee, H., Speyer, R. F. Pressureless sintering of boron carbide. Journal of the American Ceramic Society. 86, 1468-1473 (2003).
- Deng, J. X. Erosion wear of boron carbide ceramic nozzles by abrasive air-jets. Materials Science and Engineering: A. 408, 227-233 (2005).
- Schwetz, K. A., Grellner, W. The influence of carbon on the microstructure and mechanical properties of sintered boron-carbide. Journal of Less-Common Metals. 82, 37-47 (1981).
- Elektroschmelzwerk Kempten Gmbh. Process for the production of dense sintered shaped articles of polycrystalline boron carbide by pressureless sintering. US. Schwetz, K. A., Vogt, G. , 4195066 (1980).
- Suzuki, H., Hase, T., Maruyama, T. Effect of carbon on sintering of boron carbide. Journal of the Ceramic Association, Japan. 87, 430-433 (1979).
- Lu, R., et al. Complex shaped boron carbides from negative additive manufacturing. Materials & Design. 148, 8-16 (2018).
- Omatete, O. O., Janney, M. A., Nunn, S. D. Gelcasting: From laboratory development toward industrial production. Journal of the European Ceramic Society. 17, 407-413 (1997).
- Yang, J., Yu, J., Huang, Y. Recent developments in gelcasting of ceramics. Journal of the European Ceramic Society. 31, 2569-2591 (2011).
- Gilissen, R., Erauw, J. P., Smolders, A., Vanswijgenhoven, E., Luyten, J. Gelcasting a near net shape technique. Materials & Design. 21, 251-257 (2000).
- Travitzky, N., et al. Additive manufacturing of ceramic-based materials. Advanced Engineering Materials. 16, 729-754 (2014).
- Zocca, A., Colombo, P., Gomes, C. M., Gunster, J. Additive Manufacturing of Ceramics: Issues, Potentialities, and Opportunities. Journal of the American Ceramic Society. 98, 1983-2001 (2015).
- Deckers, J., Vleugels, J., Kruthl, J. P. Additive Manufacturing of Ceramics: A Review. Journal of Ceramic Science and Technology. 5, 245-260 (2014).
- Costakis, W. J., Rueschhoff, L. M., Diaz-Cano, A. I., Youngblood, J. P., Trice, R. W. Additive manufacturing of boron carbide via continuous filament direct ink writing of aqueous ceramic suspensions. Journal of the European Ceramic Society. 36, 3249-3256 (2016).
- Colombo, P., Schmidt, J., Franchin, G., Zocca, A., Gunster, J. Additive manufacturing techniques for fabricating complex ceramic components from preceramic polymers. American Ceramic Society Bulletin. 96, 16-23 (2017).
- Olsson, A., Hellsing, M. S., Rennie, A. R. New possibilities using additive manufacturing with materials that are difficult to process and with complex structures. Physica Scripta. 92, 053002 (2017).
- Dhara, S., Kamboj, R. K., Pradhan, M., Bhargava, P. Shape forming of ceramics via gelcasting of aqueous particulate slurries. Bulletin of Materials Science. 25, 565-568 (2002).
- Lewicki, J. P., Fox, C. A., Worsley, M. A. On the synthesis and structure of resorcinol-formaldehyde polymeric networks - Precursors to 3D-carbon macroassemblies. Polymer. 69, 45-51 (2015).
- Swenberg, J. A., et al. Formaldehyde Carcinogenicity Research: 30 Years and Counting for Mode of Action, Epidemiology, and Cancer Risk Assessment. Toxicologic Pathology. 41, 181-189 (2013).
- Kuo, C. C., Chen, C. M., Chang, S. X. Polishing mechanism for ABS parts fabricated by additive manufacturing. The International Journal of Advanced Manufacturing Technology. 91, 1473-1479 (2017).
- Kires, M. Archimedes' principle in action. Physics Education. 42, 484-487 (2007).
- Zheng, X., et al. Design and optimization of a light-emitting diode projection micro-stereolithography three-dimensional manufacturing system. Review of Scientific Instruments. 83, 125001 (2012).
- Franchin, G., Colombo, P. Porous Geopolymer Components through Inverse Replica of 3D Printed Sacrificial Templates. Journal of Ceramic Science and Technology. 6, 105-111 (2015).

{kind=link}