

Abstract
Attrito e l'usura sono dannose per sistemi ingegnerizzati. Lubrificazione ultrasuoni si ottiene quando l'interfaccia tra due superfici di scorrimento viene fatto vibrare ad una frequenza al di sopra della gamma acustica (20 kHz). Come tecnologia a stato solido, la lubrificazione a ultrasuoni può essere utilizzato dove i lubrificanti convenzionali sono irrealizzabili o indesiderabile. Inoltre, la lubrificazione ad ultrasuoni consente la modulazione elettrica del coefficiente di attrito efficace tra due superfici di scorrimento. Questa proprietà consente sistemi adattativi che modificano il loro stato di attrito e la risposta dinamica associata al variare delle condizioni operative. Usura superficiale può essere ridotto attraverso la lubrificazione a ultrasuoni. Abbiamo sviluppato un protocollo per indagare la dipendenza della riduzione della forza di attrito e usura riduzione della velocità di scorrimento lineare tra superfici lubrificate ultrasuoni. Un tribometro pin-on-disc è stato costruito che differisce dalle unità commerciali in cui una pila piezoelettrico è utilizzato per vibrare il perno a 22kHz normale alla superficie del disco rotante. Attrito e usura metriche compresa un'efficace forza di attrito, perdita di volume, e rugosità superficiale sono misurate con e senza vibrazioni ultrasoniche ad una pressione costante di 1 a 4 MPa e tre differenti velocità di scorrimento: 20.3, 40.6, e 87 mm / sec. Un profilometro ottico è utilizzato per caratterizzare le superfici di usura. La forza di attrito efficace è ridotto del 62% a 20.3 mm / sec. Coerentemente con le teorie esistenti per la lubrificazione ad ultrasuoni, la riduzione percentuale in forza di attrito diminuisce con l'aumentare della velocità, fino al 29% di riduzione forza d'attrito a 87 mm / sec. Riduzione dell'usura rimane essenzialmente costante (49%) alle tre velocità considerati.
Introduction
Attrito esiste all'interfaccia tra due superfici a contatto quando scorrono o ruotano una rispetto all'altra. Attrito solito avviene lungo con usura abrasiva o adesivo. 1 Ultrasonics è la scienza dietro fenomeni ad alta frequenza, cioè, onde viaggiano a frequenze superiori gamma acustica (20 kHz). Il campo di ultrasuoni comprende due regimi fondamentalmente diverse. Un regime comporta onde di bassa intensità, come quelli utilizzati nei processi di imaging come l'ecografia medica o controllo non distruttivo delle strutture. L'altro è un regime di alta potenza in cui le onde ad alta energia sono utilizzati per eseguire o assistere processi di progettazione quali saldatura di materie plastiche e metalli. E 'stato dimostrato che l'applicazione del secondo tipo di vibrazioni ultrasoniche all'interfaccia tra due superfici in contatto strisciante riduce la forza di attrito efficace all'interfaccia. Questo fenomeno è noto come la lubrificazione ad ultrasuoni.
Ottenerelubrificazione ultrasuoni tra due oggetti scorrevoli, vibrazioni a frequenze ultrasoniche relativa deve essere stabilito tra loro. Le vibrazioni sono tipicamente applicati ad uno dei due oggetti, sia in senso longitudinale, trasversale, o direzione perpendicolare rispetto alla velocità di scorrimento. In questo studio, perno di un tribometro è dotata di un attuatore piezoelettrico in modo che la sua punta vibra in direzione perpendicolare al disco rotante del tribometro. I materiali piezoelettrici sono una classe di materiali "intelligenti" che deformano quando esposti a campi elettrici, vibrare alla stessa frequenza del campo di eccitazione. Materiali piezoelettrici possono vibrare a frequenze ben nella gamma MHz. Essendo sovrapposto alla velocità macroscopica, vibrazioni ultrasoniche hanno l'effetto di alternare la direzione della forza di attrito istantaneo e il contatto tra le superfici, che in combinazione porta ad una riduzione della forza di attrito e usura superficie effettiva. Riduzione dell'attrito ultrasonica è stata dimostrata in sistemi di produzione pratici. Ad esempio, questa tecnologia è stata utilizzata per ridurre la forza tra utensile e pezzo in lavorazione dei metalli e formando processi come la perforazione, premendo, foglio di laminazione e trafilatura. I vantaggi includono una migliore finitura superficiale 2 e una ridotta necessità di detergenti costosi e dannosi per l'ambiente per rimuovere i lubrificanti dal prodotto finale. Ci sono potenziali applicazioni di lubrificazione ad ultrasuoni in altre zone pure. Ad esempio, la lubrificazione a ultrasuoni può migliorare notevolmente l'esperienza degli utenti di prodotti per la cura della salute personale, eliminando la necessità di lubrificanti o rivestimenti. Nelle applicazioni automobilistiche, modulazione attrito può migliorare le prestazioni dei giunti sferici che la riduzione dell'attrito tra i sedili e rotaie veicoli facilita il movimento del sedile, risparmiando spazio e di massa che altrimenti sarebbe occupato da componenti e mec tradizionalisms. Lubrificazione Ultrasuoni può anche contribuire a migliorare l'efficienza del carburante riducendo l'attrito nei sistemi powertrain e sospensione. 3 Nelle applicazioni spaziali, dove non possono essere utilizzati lubrificanti tradizionali, la lubrificazione a ultrasuoni può essere impiegato per ridurre l'usura e drammaticamente estendere la vita dei componenti critici.
Dimostrazioni di laboratorio di riduzione dell'attrito con lubrificazione ad ultrasuoni sono numerosi. Riduzione dell'attrito è quantificato come la differenza tra la forza di attrito misurato senza lubrificazione ultrasuoni e la forza di attrito con vibrazioni ultrasoniche applicate. In entrambi i casi, la forza di attrito viene misurata direttamente con sensori di forza. Littmann et al. 4-5 collegato un attuatore piezoelettrico guidato ad un cursore, sul quale sono stati installati un sensore di forza ed un telaio per misurare forze di attrito e applicare carichi normali. Un attuatore pneumatico è stato impiegato per spingere il cursore insieme con l'attuatore lungo una rotaia di guida. Ultrasonivibrazioni c sono stati applicati in senso longitudinale alla velocità di scorrimento. Bharadwaj e Dapino 6-7 condotto esperimenti simili utilizzando un attuatore piezoelettrico pila collegata ad una guida d'onda conica alle estremità della pila. Contatti avuto luogo tra i bordi sferiche dei coni e la superficie della guida. Gli effetti di parametri di sistema come il contatto rigidità, carico normale, e la rigidità globale sono stati studiati. Kumar e Hutchings 8 installato un perno su un sonotrodo che è stato alimentato da un trasduttore ultrasonico. Vibrazioni ultrasoniche sono stati generati e trasmessi al perno, che è stata posta in contatto con una superficie acciaio per utensili. Forza normale è stato applicato da un cilindro pneumatico e misurata da una cella di carico. Il movimento relativo tra il perno e il disco è stato creato da un tavolo alternativo.
Pohlman e Lehfeldt 9 anche implementato un esperimento di pin-on-disco. A differenza di altri studi, hanno impiegato un magnetostrictive trasduttore di generare vibrazioni ultrasoniche. Per studiare la direzione ottimale per la riduzione dell'attrito ultrasuoni, il trasduttore è stato accuratamente allineato in modo che la direzione vibrazionale era longitudinale, trasversale e verticale alla velocità macroscopica. Hanno studiato riduzione dell'attrito ultrasuoni sia su superfici asciutte e lubrificate. Popov et al. 10 utilizzato un attuatore con guide d'onda coniche. L'attuatore è stato messo in contatto con una piastra di base rotante. Coni in nove materiali con varie durezze sono stati adottati per studiare l'influenza della durezza del materiale sulla riduzione dell'attrito ultrasuoni. Dong e Dapino 11-13 usati un trasduttore piezoelettrico per generare e trasmettere vibrazioni ultrasoniche per una guida d'onda prismatica con bordi arrotondati. La vibrazione longitudinale provoca vibrazioni verticali a causa dell'effetto di Poisson. Un cursore con una parte superiore curva è stata posta sotto ed in contatto la guida d'onda. Un telaio è stato costruito per applicare forze normali a livello di interfaccia di contatto. Tegli cursore è stato tirato manualmente intorno alla zona centrale della guida d'onda; la forza di attrito è stata misurata con una cella di carico che era collegata al cursore.
Riduzione dell'usura ultrasuoni-indotta è stato inoltre studiato e dimostrato. Perdita di volume, perdita di peso, e rugosità superficiale modifiche sono impiegati per quantificare la gravità della wear.Chowdhury e Helali 14 vibrato un disco rotante in una configurazione pin-on-disco. Le vibrazioni sono stati generati da una struttura di supporto di due piastre parallele poste sotto il disco rotante. La piastra superiore ha una palla sferica installata fuori centro sulla superficie inferiore, che scorre in una scanalatura che è stata incisa sulla superficie superiore della piastra inferiore. Lo slot è stata lavorata con una profondità variabile periodicamente in modo che la piastra superiore si muove verticalmente durante la rotazione. Le frequenze variavano circa 100 Hz in funzione della velocità di rotazione.
Bryant e York 15-16 studiato l'effetto di micro-vibrazioni su wriduzione orecchio. Hanno inserito un cilindro di carbonio attraverso un supporto con una estremità basava su un disco in acciaio di filatura e l'altra estremità collegata ad una molla elicoidale. In un caso, il cilindro è stato aderente montato nel supporto così che non c'era spazio per vibrazione. In altri casi, le distanze sono stati lasciati per consentire microvibrazioni del cilindro mentre il cilindro era in contatto con il disco rotante. La perdita di peso del cilindro è stato misurato per calcolare il tasso di usura. E 'stato dimostrato che l'auto-generato micro-vibrazioni contribuito a ridurre l'usura fino al 50%.
Goto e Ashida 17-18 anche adottato un esperimento di pin-on-disco. Essi collegati campioni pin con un trasduttore tramite un cono conico e un corno. Il perno vibrare nella direzione perpendicolare alla superficie del disco. Una massa è collegato al trasduttore sulla sua sommità per applicare carichi normali. Le forze di attrito sono stati tradotti dalla coppia che è stato applicato per ruotare il disco. Usura è stato identificato come adesivo perché entrambipin e dischi erano fatti di acciaio al carbonio. Tassi di usura sono stati calcolati da misure di perdita di volume.
E 'stato dimostrato che la velocità lineare svolge un ruolo importante nella lubrificazione ultrasuoni. Il componente sperimentale di questa ricerca si concentra sulla dipendenza di riduzione dell'attrito e dell'usura velocità lineare.
Subscription Required. Please recommend JoVE to your librarian.
Protocol
1. Sviluppo della Tribometro Modified
- Installare sottosistema chuck-motore.
- Livello tavolo isolamento dalle vibrazioni. Posizionare motore CC sul tavolo; livellare il motore con spessori e fissarlo con puntoni e bulloni. Posizionare il supporto telaio attorno al motore.
- Collegare albero scanalato all'albero motore utilizzando una chiave. Mettere piastra di supporto sul telaio con l'albero scanalato passa attraverso il foro della piastra. Set reggispinta rullini sulla piastra di supporto e intorno all'albero scanalato. Lubrificare il cuscinetto con fluidi da taglio.
- Collegare l'albero scanalato al mandrino attraverso una piastra di adattamento, che ha un accoppiamento albero scanalato su un lato e modello del bullone del mandrino sull'altro lato. A questo punto, il mandrino è supportato dal telaio attraverso il cuscinetto reggispinta e collegato al motore attraverso la piastra dell'adattatore.
- Installare il gruppo gymbal.
- Costruire il telaio di supporto con montanti a U, staffe, ebulloni. Utilizzare quattro lunghi montanti come pilastri, e utilizzare tre più brevi come traverse.
- Fissare i quattro pilastri al tavolo isolamento dalle vibrazioni utilizzando staffe e bulloni. Collegare il gruppo gymbal alla traversa centrale con bulloni e dadi.
- Installare una cella di carico orizzontale orientata nell'assemblea gymbal; collegare rigidamente un lato della cella di carico al telaio del gruppo gymbal, mentre l'altro lato collega al braccio gymbal con un filo.
- Montare l'attuatore piezoelettrico.
- Inserire 3 in lungo, asta completamente filettata attraverso il foro della pila piezoelettrica; mettere una rondella e un dado ad ogni estremità della pila; lasciare circa 1/8 in di filo sporgenti dalla fine di un dado.
- Serrare i dadi ad entrambe le estremità per creare un precarico nella pila. Collegare le lunghe, fili a vista al braccio gymbal usando dadi e rondelle. Acorn madrevite sull'altra estremità del disco piezoattuatore e inserto nel mandrino (questo dado ciecoe disco vengono utilizzati per scopi di set-up, non per la prova).
- Regolare l'altezza del gruppo gymbal modo che il dado cieco è in contatto con la parte superiore del disco e il braccio è gymbal livello.
- Regolare la posizione del gruppo gymbal modo che il punto di contatto tra il dado cieco e il disco è di circa 25 mm dal centro di rotazione del disco. Serrare tutti i bulloni nel set-up per garantire la stabilità.
- Impostare generazione del segnale, amplificazione del segnale, e sottosistemi di acquisizione dati.
- Collegare il sistema di acquisizione dati ad un computer di laboratorio. Collegare l'uscita del generatore di segnale all'ingresso di un amplificatore elettrico. Collegare l'uscita dell'amplificatore con i fili di ingresso della pila piezoelettrica. Collegare i monitor dell'amplificatore al sistema di acquisizione dati.
- Collegare la cella di carico di un condizionatore di segnale, e poi collegare l'uscita del condizionatore segnale al sistema di acquisizione dati.
- Ulteriori set-up.
- Collegare il tubo dell'aria al negozio d'aria. Fissare l'estremità del tubo al telaio in modo tale che i suoi punti di uscita al piezoattuatore. Nastro il punta della termocoppia al piezoattuatore. Collegare i cavi della termocoppia per il lettore; appendere il lettore sul telaio.
2. Pre-Test Preparation
- Calibrare la velocità di rotazione del motore.
- Attaccare magnete al bordo del mandrino. Posto ad effetto Hall sonda vicino al mandrino. Collegare l'uscita della sonda ad effetto Hall a Gaussmetro che è collegato al sistema di acquisizione dati.
- Aprire il software di acquisizione dati e iniziare l'acquisizione dei dati. Accendere il motore; ruotare la manopola velocità del regolatore del motore a 10 (la velocità di rotazione più bassa del motore fornisce). Dopo ruotare il motore per 10 giri, spegnere il motore. Fine di acquisizione dati.
- Analizzare i dati salvati; il tempo tra due picchi del segnale in uscita dal gaussmeter è il tempo per il motore a marciremangiato un giro completo.
- Ruotare la manopola da 10 a 100 (la più alta velocità di rotazione del motore fornisce) in incrementi di 10; ripetere i passaggi da 2.1.2 a 2.1.3.
- Posizionare sensore pad carico tra il dado cieco e il disco per misurare la forza normale all'interfaccia. Macchina finemente superficie dei dischi di prova utilizzando un tornio.
- Pulire il dado cieco e disco da testare immediatamente prima della prova.
- Indossare guanti di plastica e affrontare mask.Prepare pezzi di salviette di laboratorio; piegarli in 1 pollice quadrato. Spruzzare etanolo sui quadrati di tessuto; pulire delicatamente la superficie del dado ghianda e disco con loro.
- Installare il dado ghianda pulito e disco.
- Infilare il dado cieco sul piezoattuatore, stringerlo con una chiave fissa. Inserire il disco nel mandrino; regolare la posizione per assicurarsi che la punta del dado cieco è in contatto con la superficie del disco.
- Allineare la superficie superiore del disco e il braccio gymbal. Stringere il mandrino cosìche il disco è tenuto saldamente.
- Misurare la scentratura della rotazione del disco.
- Montare il sensore di spostamento laser in un dispositivo, e posizionare il dispositivo vicino al tribometro. Regolare l'altezza e l'angolo del sensore in modo che il disco si trova nel campo del sensore e il raggio laser è normale al disco.
- Collegare l'uscita del sensore per il sistema di acquisizione dati. Avviare l'acquisizione dei dati. Accendere il motore e ruotare il disco per circa 10 giri; spegnere il motore. Fine di acquisizione dati.
3. Eseguire il test
- Prove con vibrazioni ultrasoniche.
- Appendere 2 N peso su un gancio che collega al braccio gymbal attraverso il filo e due pulegge. Il peso viene utilizzato per applicare un carico normale tra il dado cieco e il disco.
- Appendere un'altra peso 2 N dall'altro gancio che collega al braccio gymbal di fornire una pretensione orizzontale alla cella di carico.
- Impostare il segnalegeneratore per fornire un segnale sinusoidale continuo con offset DC di 3 V, l'ampiezza di 3 V, e la frequenza di 22 kHz (la frequenza di risonanza del piezoattuatore). Si noti che il 3 V di offset è usato per prevenire tensione piezoattuatore.
- Inizia acquisizione dati (ridotta forza di attrito). Accendere l'amplificatore e ruotare la manopola di guadagno a 15, che corrisponde a un guadagno effettivo di 4.67 (i numeri sul manopola di guadagno sono arbitrarie).
- Accendere il motore; impostare la velocità di rotazione a 6,67 rpm per fornire una velocità lineare di 20.3 mm / sec. Eseguire il test per 4 ore.
- Spegnere il motore e l'amplificatore, e quindi arrestare l'acquisizione dei dati. Rimuovere il dado ghianda testato e il disco dal set-up; Ripetere i passaggi 2,3-2,5 per installare il nuovo dado cieco e disco.
- Ripetere i passaggi da 3.1.1 a 3.1.6. Al punto 3.1.5, impostare la velocità di rotazione di 13.3 rpm e 28.7 rpm per fornire velocità lineari del 40,6 mm / sec e 87 millimetri / sec, rispettivamente; eseguire i test per 2 e 0,94 ore corrispondingly.
- Prove senza vibrazioni ultrasoniche.
- Ripetere il punto 3.1.6 per cambiare dadi ciechi e dischi. Ripetere i passaggi da 3.1.1 a 3.1.6 con l'amplificatore di segnale e il segnale generatore fuori (l'attrito misurato è attrito intrinseca).
4. Misure Profilometro ottico
- Preparazione di misura
- Pulire immediatamente i dischi prima di misurazioni utilizzando passo 2.3. Effettuare otto segni uniformemente distribuiti lungo il bordo del disco. Aprire il software profilometro.
- Sollevare la lente in modo che ci sia spazio sufficiente tra la piattaforma obiettivo e campione. Livellare la piattaforma di esempio. Posizionare un pezzo di laboratorio pulire sulla piattaforma.
- Posizionare delicatamente il campione sulla parte superiore del tessuto con una delle otto tacche contrapposte parte anteriore del profilometro.
- Impostazioni di misurazione.
- Scegli VSI (Vertical-Scanning Interferometria) come tipo di lavorazione. Selezionare lente 5X perampio campo di vista e forma complessiva. Scegli 0.55X ingrandimento per una area di scansione di 1,8 mm da 2,4 mm.
- Scegli velocità di scansione 1X. Imposta intervallo di scansione a -100 m 100 m. Portare la lente verso il basso verso il campione fino a quando vi è una immagine sfocata sullo schermo. Regolare l'altezza della lente fino a quando l'immagine è chiara.
- Scegliere 2 come numero di scansioni per la media per ogni misurazione. Fare clic sul pulsante di misurazione.
- Procedure post-misura.
- Utilizzare la ricetta visione che ha definito nel software per correggere l'immagine prima per inclinazione dell'intero campione. Aprire la casella degli strumenti di analisi del software.
- Ottenere i valori di rugosità misurati dalla voce "Statistiche di base". Ottenere la perdita di volume misurato della cicatrice usura all'interno dell'area di scansione dalla voce "Volume".
- Salvare le immagini dei profili 1D in direzioni X e Y, il profilo 2D, 3D il profilo, così come la tabella di valori di rugosità. Ruotare il campione in senso orario fino the successiva tacca affronta la parte anteriore del profilometro.
- Ripetere i passaggi 4,2-4,3 per i rimanenti 7 marchi.
- Ripetere i punti 4.1. a 4.4 in tutti e sei i dischi.
Subscription Required. Please recommend JoVE to your librarian.
Representative Results
Le misurazioni rappresentative presentati sono stati ottenuti dalla tribometro modificato illustrato nella figura 1. L'attuatore piezoelettrico genera vibrazioni di ampiezza di 2,5 micron ad una frequenza di 22 kHz. Per studiare la dipendenza di attrito e usura riduzione velocità lineare, tre diverse velocità (20.3, 40.6, e 87 mm / sec) sono stati applicati al disco cambiando la velocità di rotazione del motore. Per tutti e tre i gruppi, il numero di giri del disco e la distanza di spostamento del perno sono stati scelti come 1.600 e 292,5 m rispettivamente. Il diametro nominale di rotazione era di 50 mm. Altri parametri, come forza normale, frequenza di vibrazione, e l'ampiezza di vibrazione è rimasta la stessa per tutte le prove (Tabella 1).
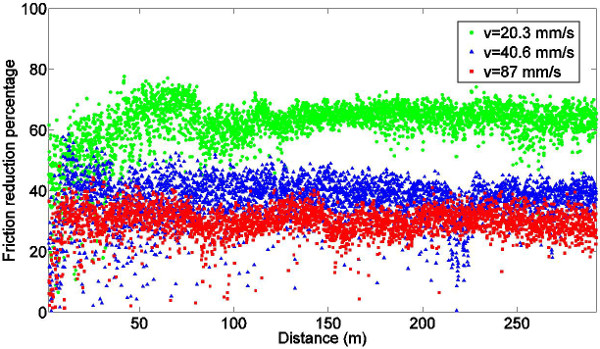
La forza di attrito è stato campionato ad una frequenza di 400 Hz utilizzando finestre di campionamento 2 sec. La Figura 2 mostra i dati tipici da una finestra di campionamento semplice. Il fluctuatio osservatan in forza di attrito è attribuita a stick-slip. I valori medi di forza di attrito sono stati calcolati e riportati in funzione perno distanza da percorrere in figura 3. Forze di attrito intrinseci sono rappresentati da punti nella figura, mentre le forze di attrito con vibrazioni ultrasoniche sono indicati con i marcatori "x". Verde, blu e rosso sono utilizzati, rispettivamente, per i dati di test al 20,3 mm / sec, 40,6 millimetri / sec, e l'87 mm / sec. Attrito forza da ogni test rimane praticamente costante una volta che si ottiene il funzionamento a regime.
Disco scentratura provoca l'accelerazione inerziale dal movimento verticale del perno e assemblaggio gymbal, che si traduce in una modifica della forza normale. Come risultato, la forza di attrito misurato oscilla come mostrato nella figura 3. Si sottolinea che la fluttuazione osservato in figura 2 è dovuta a bastone-slip. Considerando il valore medio della forza di attrito dopo che il sistema ha raggiunto funzionamento a regime, Figura3 mostra che la forza di attrito è maggiore a velocità lineari superiori, anche vibrazioni ultrasoniche vengono applicate al sistema. Questo risultato è coerente con gli studi precedenti mostrano che la curva forza-velocità ha una pendenza positiva per basse velocità lineari 19-21.
La percentuale di riduzione dell'attrito è definito come
1. 
dove è la forza intrinseca di attrito (forza, senza vibrazioni ultrasoniche, misurata al punto 3.2) ed è la forza di attrito con vibrazioni ultrasoniche (misurati al punto 3.1.4). La percentuale di riduzione ad ogni velocità lineare viene tracciata rispetto alla distanza percorsa dal perno di figura 4. Vibrazioni ultrasoniche riducono la forza di attrito di stato stazionario per tutte e tre le velocità lineari testati, tuttavia, la percentuale diminuisce all'aumentare della velocità lineare.
Misurato attrito allo stato stazionarioforze, la distanza di stabilizzazione, e la percentuale di riduzione dell'attrito sono elencati nella Tabella 2. vibrazioni ultrasoniche facilitare il processo di scomposizione dello strato di ossido e formazione di contatti stabili tra la punta e il disco, che porta ad una distanza più breve per la forza di attrito per raggiungere costante stato quando sono presenti vibrazioni ultrasoniche.
Usura abrasiva avviene tra sulla superficie dei materiali con differenti durezze. 22 A causa della differenza di durezza acciaio inox (da 700 a 950 kg / mm 2) e alluminio (45 a 50 kg / mm 2), l'usura viene identificato come abrasivo in questo studio. Indossare scanalature sui dischi sono mostrati nella Figura 5. Le immagini A, C, E corrispondono alle prove con vibrazioni ultrasoniche, mentre le immagini B, D, F sono dati senza vibrazioni. Si può notare che scanalature appaiono più irregolare e non riflettente quando si applicano vibrazioni ultrasoniche.
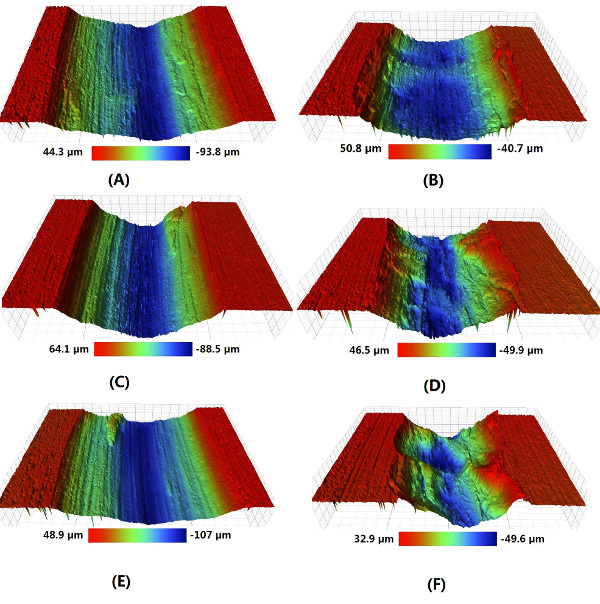
P tridimensionalerofiles, valori di rugosità superficiale, e le perdite di volume di scanalature sono ottenuti da scansioni profilometro. Profili 3-D delle scanalature con vibrazioni ultrasoniche (Figura 6 B, D, F) appaiono più stretto, meno liscia, e meno profonda rispetto a quelli senza vibrazioni (Figura 6 A, C, E), che suggerisce che le vibrazioni ultrasoniche causano riduzione dell'usura .
Per quantificare il grado di riduzione di usura, tasso di usura è definita come
2. 
dove è disco perdita di volume a 3 mm (misurato nel passaggio 4.3.2) ed è la distanza percorsa dal perno in metri (Tabella 1). Simile alla percentuale di riduzione dell'attrito, la percentuale di riduzione di usura è definita come
3. 
dove è il tasso di usura intrinseca (senza vibrazioni ultrasoniche) e il tasso di usura convibrazioni ultrasoniche applicate. I dati nella Tabella 3 mostra che indossano prezzi e parametri di rugosità superficiali sono più piccoli quando sono presenti vibrazioni ad ultrasuoni, che è un indicatore di riduzione dell'usura. La percentuale di riduzione usura rimane praticamente costante la velocità aumenta.





entro-page = "always"> 
Figura 1. Set-up sperimentale: (A) tribometro globale; (B) del motore; (C) telaio di supporto, (D) assemblaggio gymbal dettagliato; (E) attuatore piezoelettrico; e (F) schema del sistema. (Questa cifra è stata modificata da 13).

Figura 2. Dati tipici da una finestra di campionamento. (Questa cifra è stata modificata da 13). Cliccate qui per vedere una versione più grande di questa figura.
931fig3.jpg "/>
Figura 3. Le forze di attrito con e senza vibrazioni ultrasoniche a varie velocità. (Questo dato è stato modificato da 13) Clicca qui per vedere una versione più grande di questa figura.

Figura 4. Misurato riduzione dell'attrito calcolato da Eq. (1). (Questo dato è stato modificato da 13) Si prega di cliccare qui per vedere una versione più grande di questa figura.

Figura 5. scanalature wear ottenuto con vibr ultrasuoni. zioni (A, C ed E) e senza vibrazioni ultrasoniche (B, D e F) Ogni colonna corrisponde ad una velocità lineare: 20.3 mm / sec (A, B); 40,6 mm / sec (C, D); e 87 mm / sec (E, F). (Questa cifra è stata modificata da 13)

Figura 6. profili 3D di scanalature usura quelli senza vibrazioni ad ultrasuoni (A, C, ed E) e con vibrazioni ad ultrasuoni (B, D, e F) Ogni riga rappresenta una velocità lineare:. 20,3 millimetri / sec (A, B); 40,6 mm / sec (C, D); e 87 mm / sec (E, F). (Questa cifra è stata modificata da 13) Si prega di cliccare qui per vedere una versione più grande di questa figura.
| Parametro | Valore | ||
| Gruppo | 1 | 2 | 3 |
| Velocità lineare (mm / sec) | 20.3 | 40.6 | 87 |
| Tempo di funzionamento (h) | 4 | 2 | 0.93 |
| Distanza percorsa dal perno (m) | 292.5 | ||
| Rivoluzioni | 1.600 | ||
| Materiale perno | Acciaio inox 316 | ||
| Materiale discale | Alluminio 2024 | ||
| Forza nominale normale (N) | 3 | ||
| Disco corto (mm) | 0,0286 | ||
| US frequenza (kHz) | 22 | ||
| Stati Uniti ampiezza (micron) | 2.5 | ||
| Diametro Groove nominale (mm) 50 | |||
| Temperatura nominale (° C) | 21 ± 1 | ||
| Temperatura nominale attuatore (° C) | 31 ± 1 | ||
| Ambiente | Aria del laboratorio | ||
| Frequenza di campionamento (Hz) | 400 | ||
Tabella 1. Parametri utilizzati nei test Tribometro. (La tabella è stata modificata da 13)
| Velocità lineare (mm / sec) | Stati Uniti | Costante attrito stato (N) | Distanza per raggiungere lo stato stazionario (m) | Riduzione dell'attrito (%) |
| 20.3 | No | 1.024 ± 0.063 | 4.17 | 62.22 |
| Sì | 0,379 ±0.041 | 2.78 | ||
| 40.6 | No | 1.201 ± 0.055 | 11.61 | 36.11 |
| Sì | 0,748 ± 0,035 | 7.21 | ||
| 87 | No | 1.472 ± 0.064 | 8.94 | 29.32 |
| Sì | 1.041 ± 0.056 | 4.64 |
Tabella 2. steady forze di attrito di Stato, le distanze per raggiungere lo stato stazionario, e riduzione dell'attrito. (La tabella è stata modificata da 13)
| Velocità lineare (mm / sec) | Stati Uniti | R a (micron) | R q (micron) | R t (micron) | Indossare tasso (3 mm / m) | Numero di contatti | |
| 20.3 | No | 18,829 | 21,421 | 124.35 | 2.237 × 10 -2 | 45.76 | |
| Sì | 17,238 | 18,975 | 87,011 | 1.214 × 10 -2 | 3.17 × 10 8 | ||
| 40.6 | No | 21,647 | 22,673 | 109.28 | 2.581 × 10 -2 | 48.18 | |
| Sì | 17,289 | 19,922 | 106.42 | 1.338 × 10 -2 | 1.58 × 10 8 | ||
| 87 | No | 19,825 | 21,921 | 130.52 | 2.43 × 10 -2 | 48.63 | |
| Sì | 17,606 | 111.25 | 1.248 × 10 -2 | 7.39 × 10 8 |
Tabella 3. Confronto di tasso di usura, il numero di contatti, e parametri di rugosità superficiale (media aritmetica; scarto quadratico medio, altezza massima del profilo) (La tabella è stata modificata da 13).
Subscription Required. Please recommend JoVE to your librarian.
Discussion
Gli esperimenti sono stati condotti utilizzando questo protocollo per studiare l'effetto della velocità lineare sull'attrito ultrasuoni e riduzione dell'usura. Le misurazioni mostrano che vibrazioni ultrasoniche ridurre efficacemente l'attrito e usura a tre velocità lineari. Coerentemente con le osservazioni precedenti, la quantità di riduzione dell'attrito diminuisce dal 62,2% al 20,3 mm / sec al 29,3% a 87 mm / sec. Riduzione dell'usura è trascurabile con il cambiamento della velocità lineare (45,8% al 48,6%).
Le proprietà del materiale come modulo e limite di snervamento di Young possono cambiare quando onde ultrasoniche sono trasmessi attraverso il materiale. Questo è spesso definito come rammollimento ultrasuoni 23. In questo studio, a causa della differenza di rigidità tra il piezoattuatore e altre parti del set-up, il 22 vibrazioni kHz creato dall'attuatore non ha trasmesso all'altra parte del set-up sperimentale, anche se una modalità di vibrazione del struttura a circa 100 Hz è stato eccitato quando vib ultrasuonisono state applicate le razioni. All'interfaccia tra il perno e il disco, vibrazioni ultrasoniche causano la generazione di calore che provoca aumento di temperatura dell'interfaccia. Tuttavia, sulla base di esperimenti condotti da Dong e Dapino, l'aumento di temperatura è in un intervallo che provoca cambiamenti trascurabili proprietà del materiale.
Una limitazione di questo esperimento è che non vi è alcun meccanismo per eliminare oscillazioni del disco, che può causare il movimento verticale del perno, il braccio gymbal, e peso. Accelerazione dei risultati massa in movimento variazioni della forza normale effettiva applicata all'interfaccia, quindi le forze di attrito misurati. Pertanto, è fondamentale per garantire che l'albero motore, albero scanalato, mandrino, ed il disco sono livello. Variabilità sperimentale può essere ridotta quando la quantità di oscillazione è ridotto al minimo.
E 'anche importante per serrare saldamente il dado cieco all'attuatore piezoelettrico in modo che il dado cieco non diventi allentato durante la prova. Ultravibrazioni soniche sono inefficaci per ridurre la forza di attrito se le vibrazioni non vengono trasmessi all'interfaccia. Se la forza di attrito salta improvvisamente a un livello superiore durante la prova, è altamente probabile causa di una connessione allentata tra il dado cieco e l'attuatore. Questo problema è accompagnato da un ronzio in modo che possa essere facilmente rilevato.
Un piezoattuatore elettricamente alimentato genera calore che può aumentare la sua temperatura rapidamente se nessun raffreddamento è impiegato. È essenziale per regolare il flusso d'aria ad un livello adeguato per rimuovere il calore e mantenere la temperatura della costante dell'attuatore. Anche quando piezoattuatore è disattivata per prove senza vibrazioni ultrasoniche, lo stesso flusso d'aria deve essere ancora applicato in modo che le condizioni di prova rimangono le stesse per tutte le prove.
Rispetto al lavoro precedente, questo attrito e usura studi protocollo contemporaneamente, nello stesso test, che non è stato sistematicamente fatto in precedenza. Il gymbalmontaggio consente un approccio più diretto per misurare forze di attrito all'interfaccia di altri metodi che o derivano attrito da una forza di azionamento misurato o da altri parametri fisici, quali deformazioni o coppia. Il titolare del disco progettato e costruito per questi test consente comodo cambio di campioni di varie dimensioni, materiali e rugosità della superficie. Il profilometro ottico fornisce informazioni come i profili 3D e rugosità superficiale per studiare riduzione dell'usura, che fornisce comprensione più dettagliata di cicatrici di usura che di perdita di volume o di perdita di peso misurazioni. Con questi vantaggi, questo protocollo può essere utilizzato per valutare la dipendenza di attrito e usura riduzione ultrasuoni su molti altri parametri come tensione normale, durezza del materiale, rugosità superficiale, e l'ampiezza vibrazionale.
Subscription Required. Please recommend JoVE to your librarian.
Acknowledgments
Gli autori desiderano ringraziare Tim Krantz dalla NASA Glenn e Duane Detwiler da Honda R & S per il loro supporto tecnico e contributi in natura. Il sostegno finanziario per questa ricerca è stato fornito dalle organizzazioni membri della Concetti smart center Vehicle (www.SmartVehicleCenter.org), un National Science Foundation Industria / Università Cooperative Research Center (I / UCRC). SD è supportata da una smart veicolo Concetti Graduate Fellowship e una Università Fellowship presso la Ohio State University Graduate School.
Materials
| Name | Company | Catalog Number | Comments |
| DC Motor | Minarik | SL14 | |
| Electrical amplifier | AE Techron | LVC5050 | |
| Signal conditioner | Vishay Measurements Group | 2310 | |
| Signal generator | Agilent | 33120A | |
| Piezoelectric stack | EDO corporation | EP200-62 | |
| Load cell | Transducer Techniques | MLP-50 | |
| Load sensor pad | FlexiForce | A201 | |
| Laser meter | Keyence corporation | LK-G32 | |
| Hall-effect probe and gaussmeter | Walker Scientific, Inc. | MG-4D | |
| Data acquisition module | Data Physics | Quattro | |
| Data acquisition software | Data Physics | SignalCalc Ace | |
| Thermocouple reader | Omega | HH22 | |
| Optical profilometer | Bruker | Contour GT | |
| Profilometer operation software | Bruker | Vision 64 |
References
- Bhushan, B. Introduction to tribology. , John Wiley & Sons. New York. (2002).
- Severdenko, V., Klubovich, V., Stepanenko, A. Ultrasonic rolling and drawing of metals. , Consultants Bureau. New York and London. (1972).
- Taylor, R., Coy, R. Improved fuel efficiency by lubricant design: a review. Proc. Instit. Mech. Eng., Part J: J Eng. Tribol. 214 (1), 1-15 (2000).
- Littmann, W., Storck, H., Wallaschek, J. Sliding friction in the presence of ultrasonic oscillations: superposition of longitudinal oscillations. Arch. Appl. Mech. 71 (8), 549-554 (2001).
- Littmann, W., Storck, H., Wallaschek, J. Reduction in friction using piezoelectrically excited ultrasonic vibrations. Proc. SPIE. 4331, (2001).
- Bharadwaj, S., Dapino, M. J. Friction control in automotive seat belt systems by piezoelectrically generated ultrasonic vibrations. Proc. SPIE. 7645, 7645E (2010).
- Bharadwaj, S., Dapino, M. J. Effect of load on active friction control using ultrasonic vibrations. Proc. SPIE. 7290, 7290G (2010).
- Kumar, V., Hutchings, I. Reduction of the sliding friction of metals by the application of longitudinal or transverse ultrasonic vibration. Tribol. Int. 37 (10), 833-840 (2004).
- Pohlman, R., Lehfeldt, E. Influence of ultrasonic vibration on metallic friction. Ultrasonics. 4 (4), 178-185 (1966).
- Popov, V., Starcevic, J., Filippov, A. Influence of Ultrasonic In-Plane Oscillations on Static and Sliding Friction and Intrinsic Length Scale of Dry Friction Processes. Tribol. Lett. 39 (1), 25-30 (2010).
- Dong, S., Dapino, M. J. Piezoelectrically-induced ultrasonic lubrication by way of Poisson effect. Proc. SPIE. 8343, 83430L (2012).
- Dong, S., Dapino, M. J. Elastic-plastic cube model for ultrasonic friction reduction via Poisson effect. Ultrasonics. 54 (1), 343-350 (2014).
- Dong, S., Dapino, M. J. Wear Reduction Through Piezoelectrically-Assisted Ultrasonic Lubrication. Smart. Mater. Struct. 23 (10), 104005 (2014).
- Chowdhury, M., Helali, M. The effect of frequency of vibration and humidity on the wear rate. Wear. 262 (1-2), 198-203 (2014).
- Bryant, M., Tewari, A., York, D. Effect of Micro (rocking) vibrations and surface waviness on wear and wear debris. Wear. 216 (1), 60-69 (1998).
- Bryant, M., York, D. Measurements and correlations of slider vibrations and wear. J. Tribol. 122 (1), 374-380 (2000).
- Goto, H., Ashida, M., Terauchi, Y. Effect of ultrasonic vibration on the wear characteristics of a carbon steel: analysis of the wear mechanism. Wear. 94, 13-27 (1984).
- Goto, H., Ashida, M., Terauchi, Y. Wear behaviour of a carbon steel subjected to an ultrasonic vibration effect superimposed on a static contact load. Wear. 110 (2), 169-181 (1986).
- Robinowicz, E. The friction and wear of materials. , Wiley. New Jersey. (1965).
- Bowden, F., Freitag, E. The friction of solids at very high speeds. Proc. R. Soc. A. 248 (1254), 350-367 (1985).
- Burwell, J., Rabinowicz, E.
- Cocks, M.
- Rusinko, A. Ultrasound and Irrecoverable Deformation in Metals. , LAP Lambert Academic Publishing. Saarbrücken. (2012).

{kind=link}
{kind=link}