

Abstract
Sürtünme ve aşınma mühendislik sistemlere zararlıdır. Iki kayar yüzeyleri arasındaki ara yüzey akustik aralığı (20 kHz) üzerindeki bir frekansta titreşime tâbi edildiğinde de ultrasonik yağlama elde edilir. Geleneksel yağlar olanaksız veya istenmeyen olduğu bir solid-state teknolojisi olarak, ultrasonik yağlama kullanılabilir. Ayrıca, ultrasonik yağlama iki kayar yüzeyler arasında etki eden sürtünme elektriksel modülasyonu sağlar. Bu özellik onların sürtünme devlet ve işletme koşulları değiştikçe ilişkili dinamik cevabı değiştirmek adaptif sistemlerin sağlar. Yüzey aşınması da ultrasonik yağlama yoluyla azaltılabilir. Biz sürtünme kuvveti azaltma bağımlılığını araştırmak ve ultrasonik yağlanan yüzeyler arasındaki doğrusal kayma hızına azaltma giymek için bir protokol geliştirmiştir. Bir pim-disk tribometre bir piezoelektrik istifin 22 pimi titreşmeye kullanıldığı ticari birimlerinden farklı olan inşadöner disk yüzeyine normal kHz. 20.3, 40,6 ve 87 mm / sn: Etkili sürtünme kuvveti, hacim kaybı ve yüzey pürüzlülüğü dahil Sürtünme ve aşınma ölçümleri olmadan ve 4 MPa ve üç farklı sürme hızları 1 sabit basınçta ultrasonik titreşimlerle ölçülür. Optik profilometre aşınma yüzeylerini tanımlamak için kullanılır. Etkili sürtünme kuvveti 20.3 mm / sn% 62 oranında azalır. Sürekli ultrasonik yağlama için mevcut teorilerle, sürtünme kuvveti yüzde azalma 87 mm / sn aşağı% 29 sürtünme kuvveti azalma, hızını artırma ile azalır. Aşınma azaltılması ele alınan üç hızlarda (% 49) esas itibariyle sabit kalır.
Introduction
Birbirlerine rulo akraba kaydırın veya Sürtünme iki temas yüzeylerinin arayüzünde bulunmaktadır. Sürtünme genellikle aşındırıcı veya yapışkan aşınma ile birlikte oluşur. 1 Ultrasonik yani yüksek frekanslı olayların ardındaki bilim, dalgalar, akustik aralıkta (20 kHz) üzerinde frekanslarda yolculuk. Ultrasonik alan temelde iki farklı rejimleri kapsar. Bir rejim, tıbbi ultrason ya da yapıların tahribatsız muayene gibi görüntüleme işlemlerinde kullanılan olduğu gibi düşük yoğunluklu dalgaları içerir. Diğer yüksek-enerjili dalgalar yürütmek veya plastik ve metallerin kaynak olarak mühendislik süreçlerini desteklemek için kullanılan hangi bir yüksek güç rejimidir. Kayar temas ara yüzeyde etkin sürtünme kuvveti azaltır bölgesindeki iki Yüzeylerin ara-yüzündeki ultrasonik titreşimlerin ikinci türden bu uygulama gösterilmiştir. Bu olgu ultrasonik yağlama olarak bilinir.
Elde etmek içinİki sürgülü nesneler arasındaki ultrasonik yağlama, ultrasonik frekanslarda göreceli titreşim aralarında kurulmalıdır. Titreşimler, tipik olarak boyuna, enine, veya kayma hızına göre dik yönde ya da iki nesne birine tatbik edilir. Ucu tribometre en döner bir diske dik yönde titreşecek şekilde, bu çalışmada, bir sürtünme ölçer pin Bir piezoelektrik aktüatörün ile donatılmıştır. Piezoelektrik malzemeler uyarma alanı olarak aynı frekansta titreşen elektrik alanlara maruz kaldığında deforme "akıllı" bir malzeme sınıfıdır. Piezoelektrik malzemeler MHz aralığı içine iyice frekanslarda titreşir olabilir. Makroskopik hızına üst üste olmak, ultrasonik titreşimlerin anlık sürtünme kuvveti yönü ve kombinasyon halinde etkili bir sürtünme kuvveti ve yüzey aşınma bir azalmaya yol açar yüzeyleri arasındaki teması, bir sıra etkisi vardır. Ultrasonik sürtünme azaltma pratik üretim sistemleri ortaya konmuştur. Örneğin, bu teknoloji bir araç ve metal işleme iş parçasının ve delme, presleme, haddeleme tabaka ve tel çekme olarak şekillendirme işlemleri arasındaki kuvveti azaltmak için kullanılmıştır. Faydaları yüzey 2 ve nihai üründen madeni yağ çıkarmak için pahalı ve çevreye zararlı deterjanlar için azaltılmış ihtiyacı geliştirilmiş içerir. Potansiyel diğer alanlarda ultrasonik yağlama uygulamaları da vardır. Örneğin, ultrasonik yağlama ölçüde madeni yağ veya kaplamalar ihtiyacını ortadan kaldırarak, kişisel sağlık bakım ürünleri kullanıcı deneyimini geliştirmek olabilir. Araç koltukları ve raylar arasındaki sürtünme azaltma, aksi takdirde geleneksel bileşenleri ve mekanizmal tarafından işgal olacağını koltuk hareketi, tasarruf alanı ve kitle kolaylaştırır oysa otomobil uygulamalarında, sürtünme modülasyon topu eklem performansını artırabilirsinizSMS. Ultrasonik yağlama ayrıca motor ve süspansiyon sistemlerinde sürtünmeyi azaltarak yakıt verimliliği artırmak için yardımcı olabilir. 3 Geleneksel yağlar kullanılamaz uzay uygulamalarında, ultrasonik yağlama aşınmayı azaltmak ve dramatik kritik bileşenlerin ömrünü uzatmak için kullanılabilir.
Ultrasonik yağlama sayesinde sürtünme azaltma Laboratuvar gösteriler çoktur. Sürtünme azaltma ultrasonik yağlama ve uygulanan ultrasonik titreşimlerle sürtünme kuvveti olmadan ölçülen sürtünme kuvveti arasındaki fark olarak ölçülür. Her iki durumda da, sürtünme kuvveti ile doğrudan kuvveti sensörü ile ölçülmektedir. Littmann ve ark., 4-5 bir kuvvet sensörü ve bir çerçeve sürtünme kuvvetlerini ölçmek ve normal yükler uygulamak için yüklü edildiği bir kaydırıcı, bir piezoelektrik odaklı çalıştırıcıyı bağladı. Bir pnömatik aktüatör bir kılavuz rayı boyunca aktüatör ile birlikte sürgüsünü için kullanılmıştır. Sesüstüc titreşimler uzunlamasına kayma hızına yönde uygulanmıştır. Bharadwaj ve DaPino 6-7 yığınının iki ucunda konik dalga kılavuzu bağlı bir piezoelektrik yığını çalıştırıcıyı kullanarak benzer deneyler yapılmıştır. İletişim koni küresel kenarları ve kılavuz rayın yüzeyinde arasında yer aldı. Gibi iletişim sertliği, normal yükü ve küresel sertliği gibi sistem parametrelerinin etkileri incelenmiştir. Kumar ve Hutchings 8 ultrasonik transdüser tarafından enerji bir Sonotrode üzerinde bir pin yüklü. Ultrasonik titreşimler oluşturulur ve takım çeliği yüzeyi ile temas içinde yerleştirilmiştir pim için iletilmiştir. Normal kuvvet, bir pnömatik silindir tarafından uygulanan ve bir yük hücresi tarafından ölçülmüştür. Pim ve disk arasındaki nispi hareketi ileri geri hareket tablosu tarafından oluşturuldu.
Pohlman ve Lehfeldt 9 da bir pin-on-disk deney uyguladı. Diğer çalışmalarda aksine, bir magnetostrict istihdamultrasonik titreşimler üretmek için dönüştürücüyü ive. Ultrasonik sürtünme azaltma için optimum yönünü incelemek için, dönüştürücü itinal bu yüzden titreşim yön makroskopik hızına, boyuna enine ve dikey olduğunu söyledi. Bunlar kuru ve yağlanmış yüzeylerde hem ultrasonik sürtünme azaltma okudu. Popov ve ark., 10 konik bir dalga kılavuzu ile birlikte bir aktüatör kullanılabilir. Aktüatör, bir döner taban plakası ile temas içinde yerleştirilmiştir. Çeşitli sertlikteki dokuz malzemelerden yapılmış Konileri ultrasonik sürtünme azaltma malzeme sertliğinin etkisini incelemek için kabul edildi. Dong ve DaPino 11-13 yaratmak ve yuvarlatılmış kenarları olan prizmatik bir dalga kılavuzu ultrasonik titreşimlerin iletimi için bir piezoelektrik transdüser kullanılabilir. Boyuna titreşim nedeniyle Poisson etkisi dikey titreşim neden olur. Kavisli bir üst ile bir kaydırıcı dalga kılavuzu altında temas edecek şekilde yerleştirilmiştir. Bir çerçeve temas arayüzünde normal kuvvetleri uygulamak için inşa edilmiştir. TO kaymak dalga kılavuzunun merkezi alanı çevresinde elle çekildi; Sürtünme kuvveti kayıcı parçaya bağlı olan bir yük ölçer ile ölçülmüştür.
Ultrasonik kaynaklı aşınma azaltılması da araştırılmış ve gösterilmiştir. Cilt kaybı, kilo kaybı ve yüzey pürüzlülük değişimleri wear.Chowdhury şiddetini ölçmek için kullanılır ve Helali 14 pin-on-disk kurulumunda dönen disk vibrasyonlu. Titreşimler dönen disk altında bulunan iki paralel plaka bir destek yapısına ile oluşturulmuştur. Üst plaka alt plakanın üst yüzeyinde gravür bir yuvaya slaytlar merkez dışı alt yüzeyine monte küresel bir topu, yer alır. Üst plaka dönüşü sırasında dikey hareket edecek şekilde yuva periyodik değişken derinlikte işlenmiş oldu. Frekansları dönme hızına göre 100 Hz civarında değişmektedir.
Bryant ve York 15-16 w mikro titreşimlerin etkisini okuduKulak küçültme. Bir ucu, bir iplik çelik disk ve bir helezoni yay bağlı diğer ucunda dinlenmiş ile Bir tutucu boyunca bir karbon silindir yerleştirilir. Titreşim için yer olduğunu bu yüzden bir durumda, silindir rahat tutucuya takıldı. Diğer durumlarda, açıklıklar silindir iplik diskine temas iken silindir mikro titreşimi sağlamak için bırakıldı. Silindirin ağırlık kaybı aşınma oranının hesaplanması için ölçülmüştür. Kendinden oluşturulan mikro titreşimler kadar% 50 oranında aşınmayı azaltmaya yardımcı olduğu gösterilmiştir.
Goto ve Ashida 17-18 de pin-on-disk deney benimsemiştir. Onlar konik koni ve boynuz üzerinden dönüştürücü ile pim örnekleri bağladı. Pimi disk yüzeyine dik yönde titreşim. Kitle, normal yük uygulamak için onun üstünde transdüktörüne bağlandı. Sürtünme kuvvetleri diski döndürmek için uygulanan tork tercüme edilmiştir. Aşınma hem çünkü yapıştırıcı olarak tespit edildipim ve disk karbon çeliğinden yapılmıştır. Aşınma oranları hacim kaybı ölçümlerinden hesaplandı.
Bu lineer hızı ultrasonik yağlama önemli bir rol oynadığı gösterilmiştir. Bu araştırmanın deneysel bileşeni lineer hız sürtünme ve aşınma azaltma bağımlılığı üzerinde duruluyor.
Subscription Required. Please recommend JoVE to your librarian.
Protocol
Modifiye tribometre 1. Gelişimi
- Chuck-motor alt sistemi yükleyin.
- Seviye titreşim yalıtım tablo. Masaya DC motor yerleştirin; şim motoru eşitlemek ve dikmeler ve cıvata ile sabitleyin. Motorun etrafında destek çerçevesi yerleştirin.
- Bir anahtar kullanarak motor miline yivli mili bağlayın. Splined mil plakasındaki delikten gidiyor çerçeve üzerinde destek plakasını koyun. Set destek plakasına ve yivli şaft etrafında iğne rulman itme. Kesme sıvıları ile yatağı yağlayın.
- Yivli bir tarafında şaft kaplin ve diğer tarafta Chuck'un cıvata modeline sahip bir adaptör plaka yoluyla aynasının için yivli mil bağlayın. Bu noktada, ayna eksenel yatak vasıtasıyla bir çerçeve ile desteklenir ve germe plakası aracılığıyla motora bağlanmasıdır.
- Gymbal donanımını takın.
- U-kanal destekleri, dirseklerini kullanarak destek çerçevesini oluşturmak vecıvataları. Sütunlar dört uzun destekleri kullanın ve çapraz kirişler gibi üç kısa olanları kullanın.
- Braketleri ve cıvataları kullanarak titreşim izolasyonu masaya dört ayağı sabitleyin. Cıvata ve somun kullanarak orta çapraz kirişe gymbal tertibatını bağlayın.
- Gymbal mecliste bir yatay-odaklı yük hücresi takın; bir tel ile gymbal koluna diğer tarafı bağlanırken katı, gymbal meclisin çerçeveye yük hücresinin bir tarafını bağlayın.
- Piezoelektrik erişim düzeneğini birleştirin.
- Piezoelektrik yığının delikten uzun, tam dişli çubuk 3 yerleştirin; tek pul ve yığının her iki ucunda bir somunu koymak; yaklaşık 1/8 tek somun ucundan çıkıntılı iplik bırakın.
- Her iki yığın içinde bir ön yük oluşturmak için ucunda somunları sıkın. Somunları ve pulları kullanarak gymbal koluna uzun maruz konuları bağlayın. Aynanın piezo-aktüatör ve insert diskin diğer ucuna Konu palamut somunu (bu meşe palamudu somunve disk) değil, test için, kurulum amaçlı olarak kullanılmaktadır.
- Meşe palamudu somun diskin üst ile temas halindedir ve gymbal kol düzeyinde böylece gymbal montaj yüksekliğini ayarlayın.
- Meşe palamudu somun ve diskin arasındaki temas noktası yaklaşık 25 mm uzakta diskin dönme merkezine şekilde gymbal montaj konumunu ayarlayın. Istikrarı sağlamak için set-up tüm cıvataları sıkın.
- Sinyal nesil, sinyal amplifikasyon ve veri toplama alt sistemlerini kurmak.
- Bir laboratuar bilgisayara veri toplama sistemi bağlayın. Bir elektrik amplifikatör girişine sinyal üretecinin çıkışını. Piezoelektrik yığının giriş telleri ile amplifikatör çıkışını bağlayın. Veri toplama sistemine amplifikatör monitörleri bağlayın.
- Bir sinyal kremi yük hücresini bağlayın ve ardından veri toplama sistemine sinyal kremi çıkışı bağlayın.
- Ek set-up.
- Hava alışveriş hava hortumunu bağlayın. Böyle piezo-aktüatör onun çıkış noktaları bu çerçeveye hortumun ucunu sabitleyin. Piezo hareketlendiriciye termokupl ucu bantlayın. Okuyucuya termokupl uçlarını bağlayın; çerçeve üzerinde okuyucuya asmak.
2. Ön Test Hazırlama
- Motorun dönüş hızını ayarlayın.
- Aynanın jant mıknatıs takın. Chuck yakın bir yer Hall-effect prob. Bu veri toplama sistemine bağlıdır Gaussmetre Hall-etkisi probunun çıkışını.
- Veri toplama yazılımını açın ve veri toplama başlar. Motorun açın; 10 (motor sağlayan en düşük dönüş hızı) motor kontrol ünitesinin hız düğmesini çevirin. Motor 10 devrimler için döner sonra motoru kapatın. Veri toplama bitirin.
- Kaydedilen verileri analiz; Gaussmetreyle çıkış sinyalinin iki pik arasındaki zaman motoru çürümeye zamanıbir tam devrimi yedi.
- 10 artışlarla 10 ila 100 (en yüksek dönme hızı, motor sağlar) den düğmeyi çevirin; Tekrar 2.1.3 ile 2.1.2 numaralı adımları.
- Arayüzünde normal kuvvetini ölçmek için meşe palamudu somun ve diskin arasındaki yük sensörü yastık yerleştirin. İnce makine torna kullanarak test disklerin yüzey.
- Temizleyin meşe palamudu somun ve disk testi hemen önce test edilecek.
- Plastik eldiven giyin ve laboratuar mendillerin mask.Prepare parçalarını yüz; 1 inç kare şeklinde katlayın. Doku kareler üzerinde etanol Sprey; nazikçe onlarla palamut somunu ve diskin yüzeyini silin.
- Temiz meşe palamudu somunu ve diski takın.
- , Piezo-aktüatör üzerine palamut fındık geçirin açık uçlu anahtarı ile sıkın. Chuck diski takın; Emin meşe palamudu somun ucu disk yüzeyi ile temas halindedir yapmak için konumunu ayarlamak.
- Disk ve gymbal kolunun üst yüzeyini aynı hizaya getirin. Yani Chuck sıkınDisk sıkıca tutulur söyledi.
- Disk dönme salgıyı ölçün.
- Bir fikstür lazer deplasman sensörünü takın ve tribometre yanına fikstür koyun. Disk sensörün aralığında ve lazer ışınının diske normal olduğunu, böylece sensörün yüksekliğini ve açısını ayarlayın.
- Veri toplama sistemine sensörün çıkışını bağlayın. Veri toplama başlatın. Motorun açın ve 10 devrimler için diski döndürmek; motoru kapatın. Veri toplama bitirin.
3. Test gerçekleştirin
- Ultrasonik titreşimler ile testler.
- Tel ve iki kasnak ile gymbal kola bağlanan bir kanca Hang 2 N ağırlık. Ağırlıkça palamudu somun ve disk arasında normal bir yük uygulamak için kullanılır.
- Yük hücresi yatay gösteriş sağlamak için gymbal kola bağlanan diğer kanca başka bir 2 N ağırlığını asın.
- SinyaliniDC ile sürekli bir sinüsoidal sinyal temin etmek için jeneratör, 3 V 3 V genliğini kayması ve 22 kHz (piezo-aktüatörün rezonans frekansı) sıklığı. Ofset 3 V piezo-aktüatör gerginliği önlemek için kullanılır unutmayın.
- Veri toplama (azaltılmış sürtünme kuvveti) başlatın. Amplifikatörü açın ve 4,67 gerçek bir kazanç (kazancı topuzu üzerindeki sayılar keyfi) karşılık 15 kazanç topuzu, çevirin.
- Motorun açın; 20,3 mm / sn bir lineer hız temin etmek 6,67 rpm dönme hızını ayarlayın. 4 saat testini çalıştırın.
- Motor ve amplifikatör kapatın ve ardından veri toplama durdurun. Set-up test palamut somunu ve diski çıkartın; Tekrarlayın yeni meşe palamudu somun ve diski takmak için 2.5 2.3 adımları tekrarlayın.
- Tekrarlayın 3.1.6 3.1.1 adımlar. Adımda 3.1.5 yılında 13.3 rpm ve sırasıyla 40,6 mm / sn ve 87 mm / sn, doğrusal hızları sağlamak için 28,7 rpm dönme hızını ayarlamak; 2 ve 0.94 saat Nominal değerden uygun için testlerondingly.
- Ultrasonik titreşimler olmadan Testleri.
- Adımı yineleyin 3.1.6 meşe palamudu fındık ve diskleri değiştirmek için. Tekrarlayın sinyal jeneratörü ve sinyal yükseltici kapalı (ölçülen sürtünme içsel sürtünme) ile 3.1.6 için 3.1.1 adımlar.
4. Optik Profilometre Ölçümleri
- Ölçüm hazırlık
- Adımı 2.3 kullanan ölçümlerin hemen önce diskleri temizleyin. Diskin ağız etrafında sekiz eşit olarak dağıtılmış işaretleri yapın. Profilometre yazılımını açın.
- Objektif ve numune platformu arasında yeterli boşluk kalmayacak şekilde lensi kaldırın. Numune platformu dengeleyin. Platformda silin laboratuvarda bir parça yerleştirin.
- Yavaşça profilometre önünde bakan sekiz işaretlerden biriyle birlikte doku üzerine numuneyi yerleştirin.
- Ölçüm ayarları.
- Işlem türü olarak VSI (Dikey Tarama İnterferometre) seçin. Için 5X lensi seçingörünümü ve genel şekil geniş alan. 2.4 mm 1.8 mm tarama alanı için 0.55 x büyütme seçin.
- 1X tarama hızını seçin. -100 M 100 m tarama aralığı ayarlayın. Ekranda bir bulanık görüntü kalmayıncaya kadar numune doğru aşağı lensi getirin. Görüntü netleşene kadar lensin yüksekliğini ayarlayın.
- Taramaları sayısı her ölçüm için ortalama olarak 2 seçin. Ölçüm düğmesini tıklatın.
- Post-ölçüm yöntemleri.
- Bütün numune tilt için ham görüntü düzeltmek için yazılımda tanımlanan vizyon tarifi kullanabilirsiniz. Yazılımda analiz araç kutusunu açın.
- "Temel İstatistikleri" kalemi ölçülen pürüzlülük değerleri edinin. "Ses" öğesinden tarama alanı içinde aşınma izinin ölçülen hacim kaybı edinin.
- X ve y yönlerinde 1D profillerin görüntüleri kaydetmek, 2B profil, 3 boyutlu profil yanı sıra pürüzlülük değerlerinin tablo. Inci gelene kadar saat yönünde çevirin örneke sonraki işareti profilometre ön yüzleri.
- Tekrarlayın 4.2 Kalan 7 işaretleri 4.3 adımları.
- Yineleyin 4.1 adımları tekrarlayın. Altı diskler üzerinde 4.4'e.
Subscription Required. Please recommend JoVE to your librarian.
Representative Results
Burada sunulan temsili ölçümleri, Şekil 1 'de gösterilen tadil edilmiş tribometre elde edilmiştir. Piezoelektrik aktüatör 22 kHz'lik bir frekansta 2.5 um genliği ile titreşimleri oluşturur. Sürtünme bağımlılığını incelemek ve doğrusal hıza azalma giymek için, üç farklı hızlar (20.3, 40.6 ve 87 mm / sn) motorun dönme hızını değiştirerek diske uygulanmıştır. Her üç grup için, disk devir sayısı ve pin hareket mesafesi sırasıyla 1,600 ve 292.5 m olarak seçilmiştir. Nominal dönme çapı 50 mm idi. Bu normal kuvvet, titreşim frekansı, titreşim genliği ve gibi diğer parametreler Tüm testler (Tablo 1) için aynı kalmıştır.
Sürtünme kuvveti 2 sn numune alma pencereleri kullanılarak 400 Hz frekansında örneklendi. 2, tek bir numune penceresinden genel verileri göstermektedir. Gözlenen fluctuatiosürtünme kuvveti n sopa-kayma atfedilir. Sürtünme kuvveti ortalama değerleri hesaplanır ve Şekil 3'te pimi hareket mesafesi karşı grafik halinde gösterilmiştir. Ultrasonik titreşimlerle sürtünme kuvvetleri, "x" işaretleri ile gösterilir ise intrinsik sürtünme kuvvetleri, şekilde noktalarla gösterilir. Yeşil, mavi ve kırmızı 20.3 mm / sn, 40.6 mm / sn ve 87 mm / sn hızında test verileri için sırasıyla kullanılır. Her bir test, sürtünme kuvveti sabit durumlu çalışma ulaşıldıktan sonra, hemen hemen sabit kalır.
Disk aşınma, normal kuvvet değişimi ile sonuçlanan pim ve gymbal montaj dikey hareketi, gelen atalet hızlanma olur. Şekil 3 'de gösterildiği gibi bir sonucu olarak, ölçülen sürtünme kuvveti değişmektedir. Bu, Şekil 2'de görülen bir dalgalanma sopa kayma bağlı olduğu vurgulanmaktadır. Sistemin sonra sürtünme kuvveti ortalama değeri göz önüne alındığında sabit durum operasyonu, Şekil ulaşmıştır3 sürtünme kuvveti ultrason titreşimler sisteme uygulanır olsun ya da olmasın, daha yüksek bir doğrusal hızda daha yüksek olduğunu göstermektedir. Bu sonuç kuvvet-hız eğrisi, düşük doğrusal hızları 19-21 için olumlu bir eğime sahiptir gösteren önceki çalışmalarla uyumludur.
Sürtünme redüksiyon oranı olarak tanımlanmaktadır
1. 
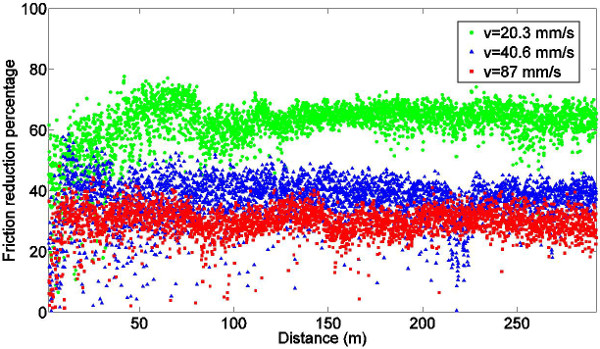
burada (ultrasonik titreşimler olmadan kuvvet, adım 3.2 ölçülen) içsel sürtünme kuvveti ve (adım 3.1.4 ölçülen) ultrasonik titreşimlerle sürtünme kuvvetidir. Her bir lineer hızla indirgeme yüzdesi Şekil 4 pime tarafından kat edilen mesafe karşı çizilmiştir. Ultrasonik titreşimler test edilen üç lineer hız için kararlı durum sürtünme kuvvetini azaltan Ancak, yüzde doğrusal hız arttıkça azalır.
Ölçülen kararlı durum sürtünmekuvvetler, stabilizasyon mesafe ve sürtünme azaltma yüzdesi Tablo 2'de verilmiştir. Ultrasonik titreşimler oksit tabakasını parçalayarak ve istikrarlı ulaşması sürtünme kuvveti için bir kısa mesafe yol açar pim ve diskin arasındaki sürekli temas kurma sürecini kolaylaştırmak Devlet ultrasonik titreşimler mevcut olduğunda.
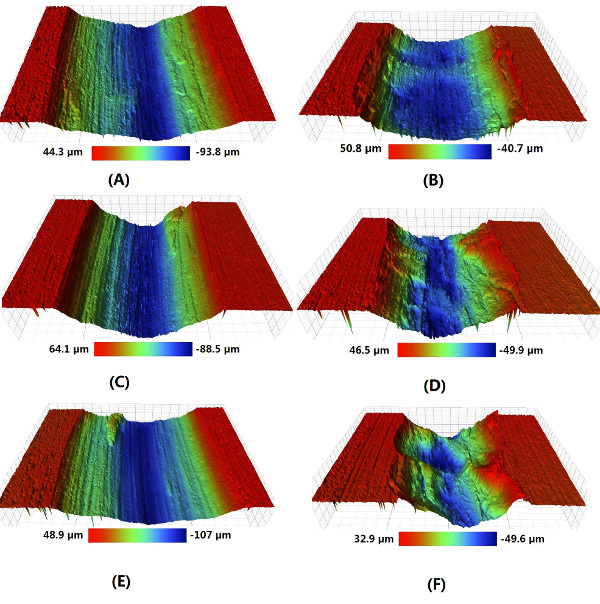
Aşınma, farklı sertliklerde olan malzemelerin yüzeyinde arasında gerçekleşir. 22 nedeniyle, paslanmaz çeliğin sertliği farkı (700 ile 950 kg / mm2) ve alüminyum (45 ila 50 kg / mm2), aşınma aşındırıcı olarak tanımlanır Bu çalışmada. Diskler üzerinde giyin oluklar görüntüleri B, D, F titreşimler olmadan veri ise 5. Görüntüler A, C, E, ultrasonik titreşimlerle testlere karşılık Şekil gösterilmiştir. Bu oluklar, düzgün olmayan ve ultrasonik titreşim uygulandığı zaman yansıtıcı olmayan görünür olduğu görülebilir.
Üç boyutlu profiles yüzey pürüzlülük değerleri ve olukların hacmi kayıpları profilometre taramaları elde edilir. Ultrasonik titreşim ile olukların 3-D profil (Şekil 6 B, D, F), ultrasonik titreşimlerin aşınma azalmaya neden olduğunu ileri süren titreşim (Şekil 6 A, C, E) olmadan daha dar, pürüzsüz ve olanlardan daha sığ görünür .
Oranı olarak tanımlanır, aşınma aşınma indirgeme derecesini ölçmek için,
2. 
Nerede mm 3 disk hacim kaybı (adım 4.3.2 ölçülen) ve metre (Tablo 1) pim ile gitti mesafedir. Sürtünme azalma yüzdesi benzer şekilde, aşınmanın azaltılması yüzdesi olarak tanımlanmaktadır
3. 
burada (ultrasonik titreşimler olmadan) içsel aşınma oranı ile giyim oranıUltrasonik titreşimler uygulanır. Oranları ve yüzey pürüzlülük parametreleri giymek Tablo veriler Şekil 3 ultrasonik titreşimler aşınma azaltılması bir göstergesi olan, mevcut olduğunda daha küçüktür. Aşınma azaltma yüzdesi hızı arttıkça neredeyse sabit kalır.





"Her zaman" => sayfa içinde 
Şekil 1. Deneysel set-up: (A) genel tribometre (B) Motor (C) desteği çerçevesi; (D) detaylı gymbal montaj (E) piezoelektrik aktüatör; ve (F) sistemi şematik. (Bu rakam 13 modifiye edilmiştir.)

Bir örnekleme penceresinden 2. Tipik verileri Şekil. (Bu rakam 13 modifiye edilmiştir.) Bu rakamın büyük halini görmek için lütfen buraya tıklayınız.
931fig3.jpg "/>
Ve çeşitli hızlarda ultrasonik titreşimlerin olmadan Şekil 3. Sürtünme kuvvetleri. (Bu rakam 13 ila modifiye edilmiştir) Bu rakamın büyük halini görmek için lütfen buraya tıklayınız.

Denk hesaplanan Şekil 4. Ölçülen sürtünme azaltma. (1). (Bu rakam 13 ila modifiye edilmiştir) Lütfen tıklayınız Bu rakamın büyük halini görmek için.

Şekil 5. Aşınma oluklar ultrasonik Titre ile elde edilen. alar (A, C, ve E) ve ultrasonik titreşim olmadan (B, D ve F) Her bir sütun, bir lineer hıza karşılık gelir: 20,3 mm / sn (A, B); 40,6 mm / sn (C, D); ve 87 mm / sn (E, F). (Bu şekil 13 ile modifiye edilmiştir)

. Ultrasonik titreşimler (A, C ve E) olmadan elde aşınma olukların ve ultrasonik titreşimler (B, D ve F) Her satır doğrusal hızı temsil eder Şekil 6. 3D profilleri: 20,3 mm / sn (A, B); 40,6 mm / sn (C, D); ve 87 mm / sn (E, F). (Bu rakam 13 ila modifiye edilmiştir) Lütfen tıklayınız Bu rakamın büyük halini görmek için.
| Parametre | Değeri | ||
| Grup | 1 | 2 | 3 |
| Doğrusal hızı (mm / sn) | 20.3 | 40.6 | 87 |
| Çalışma süresi (saat) | 4 | 2 | 0.93 |
| Pim tarafından seyahat mesafe (m) | 292,5 | ||
| Devrimler | 1600 | ||
| Pin malzemesi | Paslanmaz çelik 316 | ||
| Disk materyali | Alüminyum 2024 | ||
| Nominal normal kuvvet (N) | 3 | ||
| Disk tükendi (mm) | 0,0286 | ||
| ABD frekans (kHz) | 22 | ||
| ABD genliği (um) | 2.5 | ||
| Nominal Groove çapı (mm) 50 | |||
| Nominal sıcaklığı (° C) | 21 ± 1 | ||
| Nominal aktüatör sıcaklığı (° C) | 31 ± 1 | ||
| Çevre | Laboratuvar hava | ||
| Örnekleme frekansı (Hz) | 400 | ||
Tribometre testlerde kullanılan Tablo 1. parametreleri. (Bu tablo 13 ile modifiye edilmiştir)
| Doğrusal hızı (mm / sn) | Amerika | Sabit durum sürtünme (N) | Uzaktan kararlı durum (m) elde etmek için | Sürtünme azalma (%) |
| 20.3 | Hayır | 1,024 ± 0,063 | 4.17 | 62.22 |
| Evet | 0,379 ±0.041 | 2.78 | ||
| 40.6 | Hayır | 1,201 ± 0,055 | 11.61 | 36,11 |
| Evet | 0,748 ± 0,035 | 7.21 | ||
| 87 | Hayır | 1,472 ± 0,064 | 8.94 | 29.32 |
| Evet | 1,041 ± 0,056 | 4.64 |
Tablo 2. Kararlı hal sürtünme kuvvetleri, kararlı duruma ve sürtünme azalma elde etmek mesafeler. (Bu tablo 13 ila modifiye edilmiştir)
| Doğrusal hızı (mm / sn) | Amerika | R, bir (um) | Burada q (um) | Rt (um) | Hızını giyin (mm 3 / m) | Kontaklar sayısı | |
| 20.3 | Hayır | 18,829 | 21,421 | 124,35 | 2,237 × 10 -2 | 45,76 | |
| Evet | 17,238 | 18,975 | 87,011 | 1,214 × 10 -2 | 3,17 x 10 8 | ||
| 40.6 | Hayır | 21,647 | 22,673 | 109,28 | 2,581 × 10 -2 | 48,18 | |
| Evet | 17,289 | 19,922 | 106,42 | 1,338 × 10 -2 | 1,58 x 10 8 | ||
| 87 | Hayır | 19,825 | 21,921 | 130,52 | 2.43 × 10 -2 | 48,63 | |
| Evet | 17,606 | 111,25 | 1,248 × 10 -2 | 7,39 x 10 8 |
Aşınma oranı, temasların sayısı ve yüzey pürüzlülük parametrelerinin Tablo 3. karşılaştırılması (aritmetik ortalama, kök karesi ortalama, profilin maksimum yükseklik) (Bu tablo 13 ila modifiye edilmiştir).
Subscription Required. Please recommend JoVE to your librarian.
Discussion
Deneyler ultrasonik sürtünme ve aşınma azaltma lineer hız etkisini araştırmak için bu protokolü kullanılarak yapılmıştır. Ölçümler ultrasonik titreşimler etkin bir şekilde sürtünmeyi azaltmak ve üç doğrusal hızlarda giymek olduğunu göstermektedir. Önceki gözlemlerle uyumlu olarak, sürtünme azaltma miktarı 87 mm / sn% 29.3 ile 20.3 mm / sn 62.2 den% azalır. Aşınma azaltma lineer hız (% 48.6 kadar% 45.8) değişen ihmal edilebilir düzeydedir.
Ultrasonik dalgalar malzemesi boyunca geçen zaman örneğin Young modülü ve esneklik kuvveti olarak malzeme özellikleri değiştirebilir. Bu genellikle ultrasonik yumuşatma 23 olarak adlandırılır. Bu çalışmada, piezo-aktüatör ve set-up diğer bölümleri arasında sertlik farkı nedeniyle, işletici tarafından oluşturulan 22 kHz titreşimler, deneysel set-up diğer kısmı iletmek vermedi bir titreşim moduna rağmen Yaklaşık 100 Hz yapısı heyecanlı iken ultrasonik vibrasyon uygulanmıştır. Pim ve disk arasındaki arayüzünde, ultrasonik titreşimler arayüzünde sıcaklık artışı neden olacaktır ısı üretimine neden. Bununla birlikte, Dong ve Dapino tarafından yapılan deneylere dayanarak, sıcaklık yükselmesi malzeme özelliklerine ihmal değişikliklere yol açan bir aralık içindedir.
Bu deneyde bir sınırlama piminin dikey hareketini, gymbal kol ve kilo neden olabilir disk yalpalama ortadan kaldırmak için bir mekanizma yoktur olmasıdır. Gerçek normal kuvvetin varyasyonları hareket kitle sonuçların Hızlanma dolayısıyla sürtünme kuvvetleri ölçüldü arayüzünde başvurdu. Bu nedenle, motor mili, kamalı mil, Chuck ve disk düzey olmasını sağlamak için önemlidir. Salınım miktarı küçültüldüğünde deneysel değişkenliği azaltılabilir.
Meşe palamudu somun testi sırasında gevşek olmaz ki o da sıkıca piezoelektrik aktüatör için meşe palamudu somunu sıkın önemlidir. AşırıTitreşimler arayüzüne yayın durumunda ses titreşimleri sürtünme gücünü azaltmak için etkisizdir. Sürtünme kuvveti aniden test sırasında daha yüksek bir seviyeye atlar, bunun nedeni palamut somun ve aktüatör arasında gevşek bir bağlantı olasılığı yüksektir. Kolayca tespit edilebilir, böylece bu sorun bir uğultu gürültü ile eşlik ediyor.
Bir elektriksel olarak-enerjilendirilen piezo-aktüatör herhangi bir soğutma kullanıldığında, eğer hızlı bir şekilde sıcaklığını arttırabilir ısı üretir. Bu ısıyı uzaklaştırmak ve aktüatör sabitinin sıcaklığı tutmak için uygun bir seviyeye hava akışını ayarlamak için gereklidir. Piezo-aktüatör ultrasonik titreşim olmadan testler için kapatılsa bile o test koşulları, tüm testler için aynı kalır, böylece aynı hava akımı hala uygulanmalıdır.
Önceki çalışma ile karşılaştırıldığında, bu protokol çalışmaları sürtünme ve sistematik önce bitmiş değil, aynı testte, içinde, eş zamanlı olarak giyerler. Gymbalmontaj ölçülü çalıştırma kuvveti veya bu deformasyon veya tork gibi diğer fiziksel parametreler, gelen sürtünme elde ya diğer yöntemlere göre daha az sürtünme kuvvetlerini arayüzünde ölçmek için daha doğrudan bir yaklaşım sağlar. Bu testler için tasarlanmış ve inşa edilmiş disk tutucu çeşitli boyutlar, malzeme ve yüzey pürüzlülük test numunelerinin uygun değişimine olanak verir. Optik profilometre gibi hacim kaybı ya da kilo kaybı ölçümlerine göre aşınma izleri daha detaylı anlaşılmasını sağlayan aşınma azaltma, incelemek için 3D profilleri ve yüzey sertliği olarak bilgi verir. Bu avantajlarla birlikte bu protokol ultrasonik sürtünme bağımlılığını incelemek ve bu normal gerilme, malzeme sertliği, yüzey pürüzlülüğü ve titreşim büyüklüğü gibi diğer birçok parametrelere aşınmanın azalması için kullanılabilir.
Subscription Required. Please recommend JoVE to your librarian.
Acknowledgments
Yazarlar katkıları teknik destek için ve ayni Honda R & D NASA Glenn ve Duane Detwiler Tim Krantz kabul etmek istiyorum. Bu araştırma için mali destek Akıllı Araç Kavramları Merkezi (www.SmartVehicleCenter.org) üyesi kuruluşlar tarafından sağlanan, Ulusal Bilim Vakfı Sanayi / Üniversite Kooperatif Araştırma Merkezi (I / UCRC). SD Akıllı Araç Kavramlar Yüksek Lisans Burs ve The Ohio State University Graduate School Üniversite Bursu tarafından desteklenmektedir.
Materials
| Name | Company | Catalog Number | Comments |
| DC Motor | Minarik | SL14 | |
| Electrical amplifier | AE Techron | LVC5050 | |
| Signal conditioner | Vishay Measurements Group | 2310 | |
| Signal generator | Agilent | 33120A | |
| Piezoelectric stack | EDO corporation | EP200-62 | |
| Load cell | Transducer Techniques | MLP-50 | |
| Load sensor pad | FlexiForce | A201 | |
| Laser meter | Keyence corporation | LK-G32 | |
| Hall-effect probe and gaussmeter | Walker Scientific, Inc. | MG-4D | |
| Data acquisition module | Data Physics | Quattro | |
| Data acquisition software | Data Physics | SignalCalc Ace | |
| Thermocouple reader | Omega | HH22 | |
| Optical profilometer | Bruker | Contour GT | |
| Profilometer operation software | Bruker | Vision 64 |
References
- Bhushan, B. Introduction to tribology. , John Wiley & Sons. New York. (2002).
- Severdenko, V., Klubovich, V., Stepanenko, A. Ultrasonic rolling and drawing of metals. , Consultants Bureau. New York and London. (1972).
- Taylor, R., Coy, R. Improved fuel efficiency by lubricant design: a review. Proc. Instit. Mech. Eng., Part J: J Eng. Tribol. 214 (1), 1-15 (2000).
- Littmann, W., Storck, H., Wallaschek, J. Sliding friction in the presence of ultrasonic oscillations: superposition of longitudinal oscillations. Arch. Appl. Mech. 71 (8), 549-554 (2001).
- Littmann, W., Storck, H., Wallaschek, J. Reduction in friction using piezoelectrically excited ultrasonic vibrations. Proc. SPIE. 4331, (2001).
- Bharadwaj, S., Dapino, M. J. Friction control in automotive seat belt systems by piezoelectrically generated ultrasonic vibrations. Proc. SPIE. 7645, 7645E (2010).
- Bharadwaj, S., Dapino, M. J. Effect of load on active friction control using ultrasonic vibrations. Proc. SPIE. 7290, 7290G (2010).
- Kumar, V., Hutchings, I. Reduction of the sliding friction of metals by the application of longitudinal or transverse ultrasonic vibration. Tribol. Int. 37 (10), 833-840 (2004).
- Pohlman, R., Lehfeldt, E. Influence of ultrasonic vibration on metallic friction. Ultrasonics. 4 (4), 178-185 (1966).
- Popov, V., Starcevic, J., Filippov, A. Influence of Ultrasonic In-Plane Oscillations on Static and Sliding Friction and Intrinsic Length Scale of Dry Friction Processes. Tribol. Lett. 39 (1), 25-30 (2010).
- Dong, S., Dapino, M. J. Piezoelectrically-induced ultrasonic lubrication by way of Poisson effect. Proc. SPIE. 8343, 83430L (2012).
- Dong, S., Dapino, M. J. Elastic-plastic cube model for ultrasonic friction reduction via Poisson effect. Ultrasonics. 54 (1), 343-350 (2014).
- Dong, S., Dapino, M. J. Wear Reduction Through Piezoelectrically-Assisted Ultrasonic Lubrication. Smart. Mater. Struct. 23 (10), 104005 (2014).
- Chowdhury, M., Helali, M. The effect of frequency of vibration and humidity on the wear rate. Wear. 262 (1-2), 198-203 (2014).
- Bryant, M., Tewari, A., York, D. Effect of Micro (rocking) vibrations and surface waviness on wear and wear debris. Wear. 216 (1), 60-69 (1998).
- Bryant, M., York, D. Measurements and correlations of slider vibrations and wear. J. Tribol. 122 (1), 374-380 (2000).
- Goto, H., Ashida, M., Terauchi, Y. Effect of ultrasonic vibration on the wear characteristics of a carbon steel: analysis of the wear mechanism. Wear. 94, 13-27 (1984).
- Goto, H., Ashida, M., Terauchi, Y. Wear behaviour of a carbon steel subjected to an ultrasonic vibration effect superimposed on a static contact load. Wear. 110 (2), 169-181 (1986).
- Robinowicz, E. The friction and wear of materials. , Wiley. New Jersey. (1965).
- Bowden, F., Freitag, E. The friction of solids at very high speeds. Proc. R. Soc. A. 248 (1254), 350-367 (1985).
- Burwell, J., Rabinowicz, E.
- Cocks, M.
- Rusinko, A. Ultrasound and Irrecoverable Deformation in Metals. , LAP Lambert Academic Publishing. Saarbrücken. (2012).

{kind=link}
{kind=link}