

Abstract
Friksjon og slitasje er skadelig for optimale systemene. Ultralyd smøring oppnås når grenseflaten mellom to glidende overflater blir vibrert ved en frekvens over det akustiske område (20 kHz). Som en solid-state teknologi, kan ultralyd smøring brukes der konvensjonelle smøremidler er drivverdige eller uønsket. Videre muliggjør ultrasonisk smøring for elektrisk modulering av den effektive friksjonskoeffisienten mellom to glidende overflater. Denne egenskapen gjør at adaptive systemer som endrer deres friksjons staten og tilhørende dynamisk respons som driftsforholdene endrer seg. Overflateslitasje kan også reduseres ved ultralyd smøring. Vi utviklet en protokoll for å undersøke avhengighet av friksjon nedbemanning og slitasje reduksjon på den lineære glidehastigheten mellom ultralyd smurte overflater. En tapp-mot-plate tribometer ble bygget som skiller seg fra kommersielle enheter ved at en piezoelektrisk stabel blir brukt til å vibrere tappen ved 22kHz normalt på den roterende skive overflaten. Friksjon og slitasje beregninger inklusive effektiv friksjonskraft, volumtap, og overflateruhet er målt uten og med ultrasoniske vibrasjoner til et konstant trykk på 1 til 4 MPa, og tre forskjellige glidehastigheter: 20,3, 40,6 og 87 mm / sek. En optisk profilometer utnyttes for å karakterisere de sliteflater. Den effektive friksjonskraft reduseres med 62% ved 20,3 mm / sek. Konsekvent med eksisterende teorier Ultralyd smøring, den prosent reduksjon i friksjon kraft avtar med økende hastighet, ned til 29% friksjonskraft reduksjon på 87 mm / sek. Slitasje reduksjon forblir hovedsakelig konstant (49%) ved de tre hastigheter betraktes.
Introduction
Finnes friksjon i grenselandet mellom to kontaktflatene når de glir eller rull i forhold til hverandre. Friksjons skjer vanligvis sammen med slipende eller adhesiv slitasje. 1 Ultrasonics er vitenskapen bak høyfrekvente fenomener, dvs. bølger tur ved frekvenser over det akustiske område (20 kHz). Innen ultralyd omfatter to fundamentalt forskjellige regimer. Ett regime innebærer lav intensitet bølger som de benyttes i bildeprosesser som medisinsk ultralyd eller ikke-destruktiv undersøkelse av strukturer. Den andre er en høy strømregime hvor høy energibølger som benyttes for å utføre eller assistere tekniske prosesser som sveising av plast og metaller. Det har vist seg at anvendelsen av den sistnevnte type av ultrasoniske vibrasjoner ved grenseflaten mellom to overflater i glidekontakt reduserer den effektive friksjonskraft ved grenseflaten. Dette fenomenet er kjent som ultralyd smøring.
Å oppnåultralyd smøring mellom to glidende objekter, må relative vibrasjon ved ultrasoniske frekvenser bli etablert mellom dem. Vibrasjoner er vanligvis påført på en av de to objekter, enten i langsgående, tversgående eller vinkelrett retning i forhold til den glidende hastighet. I denne studien er en tribometer sin tapp utstyrt med en piezoelektrisk aktuator, slik at dens spiss vibrerer i retningen vinkelrett på tribometer roterende skive. Piezoelektriske materialer er en klasse av "smarte" materialer som deformeres når de utsettes for elektriske felt, vibrerer med samme frekvens som eksitasjon feltet. Piezoelektriske materialer som kan vibrere ved frekvenser godt inn i MHz-området. Er overlagret på den makroskopiske hastighet, ultrasoniske vibrasjoner som har effekten av vekslende retning av den øyeblikkelige friksjonskraft og kontakt mellom overflatene, som i kombinasjon fører til en reduksjon av den effektive friksjonskraften og overflateslitasje. Ultralyd redusert friksjon har blitt demonstrert i praktiske produksjonssystemer. For eksempel, har denne teknologi blitt benyttet for å redusere kraften mellom verktøyet og arbeidsstykket av metall og dannende prosesser som boring, pressing, valsing ark, og trådtrekking. Fordelene omfatter forbedret overflatefinish 2 og et redusert behov for kostbare og miljøskadelige vaskemidler for å fjerne smøremiddel fra det endelige produktet. Det er potensielle anvendelser av ultralyd smøring på andre områder også. For eksempel kan ultralyd smøring vesentlig forbedre brukeropplevelsen i personlige helsevesenet produkter ved å eliminere behovet for smøremidler eller belegg. I bil applikasjoner, kan friksjonen modulasjon forbedre ytelsen til kuleledd, mens redusert friksjon mellom bilseter og rails forenkler sete bevegelse, noe som sparer plass og masse som ellers ville bli okkupert av tradisjonelle komponenter og mekanismerSMS. Ultralyd smøring kan også bidra til å forbedre drivstoffeffektiviteten ved å redusere friksjon i drivverket og fjæringssystemer. 3 I plass applikasjoner, hvor tradisjonelle smøremidler ikke kan brukes, kan ultralyd smøring benyttes for å redusere slitasje og dramatisk forlenge levetiden til kritiske komponenter.
Laboratoriedemonstrasjoner av redusert friksjon gjennom ultralyd smøring er mange. Redusert friksjon er kvantifisert som forskjellen mellom den friksjonskraft målt uten ultralyd smøring og friksjonskraften med ultrasoniske vibrasjoner anvendt. I begge tilfeller blir friksjonskraften måles direkte med kraftsensorer. Littmann et al. 4-5 tilkoblet en piezoelektrisk-drevet aktuator for en skyver, på hvilken en kraftsensor og en ramme ble montert for å måle friksjonskrefter og anvende normale belastninger. En pneumatisk aktivator ble anvendt for å presse glideren sammen med aktuatoren langs en føringsskinne. Ultralydc vibrasjoner ble påført i langsgående retning til den glidende hastighet. Bharadwaj og Dapino 6-7 gjennomført lignende eksperimenter ved hjelp av et piezoelektrisk stabel aktuator koblet til en konisk bølgeleder i hver ende av stabelen. Kontakt fant sted mellom de sfæriske kanter av kjegler og overflaten av føringsskinnen. Virkningene av systemparametere slik som kontaktdermatitt stivhet, normal belastning, og global stivhets ble studert. Kumar og Hutchings 8 installert en nål på en sonotrode som ble aktivisert av en ultralydtransduser. Ultrasoniske vibrasjoner ble samlet og overført til tappen, som ble plassert i kontakt med en verktøystål overflate. Vanlig kraft ble påført ved en pneumatisk sylinder og målt ved hjelp av en lastcelle. Den relative bevegelse mellom pinnen og platen ble opprettet av en stempel bord.
Pohlman og Lehfeldt 9 også implementert en pin-on-disc eksperiment. I motsetning til andre studier, ansatt de en magnetostrictive svinger for å generere ultrasoniske vibrasjoner. For å studere den optimale retning for ultralyd friksjonsreduksjon, ble transduseren omhyggelig justert slik at vibrasjonsretningen var langsgående, tverrgående og vertikalt i forhold til makroskopiske hastighet. De studerte ultralyd redusert friksjon på både tørre og smurte overflater. Popov et al. 10 benyttes en aktuator med koniske bølgeledere. Aktuatoren er plassert i kontakt med en roterende bunnplate. Kjegler laget av ni materialer med forskjellige hardheter ble tatt i bruk for å studere innflytelsen av materialhårdheten på ultralyd friksjonsreduksjon. Dong og Dapino 11-13 brukte en piezoelektrisk transduser for å generere og overføre ultrasoniske vibrasjoner til en prismebølgeleder med avrundede kanter. Den langsgående vibrasjon fører vertikale vibrasjoner grunnet Poisson effekt. En glidebryter med en buet topp ble satt under og i kontakt bølgelederen. En ramme ble bygget for å søke normale krefter på kontaktflate. Than slider ble trukket manuelt rundt midtområdet i bølgelederen; den friksjonskraft ble målt ved hjelp av en lastcelle som var koblet til glideren.
Ultralyd-indusert slitasje reduksjon ble også undersøkt og demonstrert. Volumtap, vekttap, og overflateruhet endringer er ansatt for å kvantifisere graden av wear.Chowdhury og Helali 14 vibrert en roterende plate i en pin-on-disc oppsett. Vibrasjonene som ble generert av en bærekonstruksjon av to parallelle plater plassert under den roterende skive. Den øvre plate har en kuleformet ball installert utenfor midten på bunnflaten, som glir i et spor som er gravert på den øvre overflate av bunnplaten. Sporet ble maskinert med en periodisk varierende dybde, slik at topplaten beveger seg vertikalt under rotasjon. Frekvensene varierte rundt 100 Hz i henhold til rotasjonshastigheten.
Bryant og York 15-16 studert effekten av mikrovibrasjoner på wøre reduksjon. De er satt inn en karbonsylinder gjennom en holder med en ende hvilte på en roterende stålskiven og den andre ende forbundet med en spiralfjær. I ett tilfelle ble sylinderen tettsittende montert i holderen, slik at det var ingen plass for vibrasjoner. I andre tilfeller ble klaringer igjen å tillate mikro vibrasjoner av sylinderen mens sylinderen var i kontakt med den roterende skive. Vekttapet av sylinderen ble målt for å beregne slitasjehastigheten. Det ble vist at de selvgenererte mikrovibrasjoner bidratt til å redusere slitasjen med opptil 50%.
Goto og Ashida 17-18 vedtok også en pin-on-disc eksperiment. De koblet pin prøver med en svinger via en konisk membran og et horn. Stiften vibrerte i retning vinkelrett på plateoverflaten. En masse ble forbundet til transduseren på sin topp for tilførsel av normale belastninger. Friksjonskrefter ble oversatt fra det dreiemoment som ble brukt for å rotere platen. Wear ble identifisert som limet fordi beggetappen og skiven var laget av karbonstål. Slitasje prisene ble beregnet ut fra volum tap.
Det har vist seg at lineær hastighet spiller en viktig rolle i ultralyd smøring. Den eksperimentelle del av denne forskningen fokuserer på avhengighet av friksjon og slitasje reduksjon på lineær hastighet.
Subscription Required. Please recommend JoVE to your librarian.
Protocol
1. Utvikling av Modified Tribometer
- Installer chuck-motor delsystem.
- Nivå vibrasjonsisolering bord. Plasser DC motor på bordet; vatre motor med shims og fikse det med struts og bolter. Plassere støtteramme rundt motoren.
- Koble kileakselen til motorakselen ved hjelp av en nøkkel. Sett støtteplaten på rammen med den riflede aksel går gjennom hullet i platen. Set thrust nål-rullelager på støtteplaten og rundt den riflede aksel. Smør lageret med skjærevæsker.
- Koble kileakselen til chuck via en adapterplate, som har en kileakselkobling på den ene side, og chucken bolt mønster på den andre siden. Ved dette punktet, er chucken båret av rammen gjennom trykklageret og er forbundet med motoren gjennom adapterplaten.
- Installer gymbal forsamlingen.
- Bygg støtterammen ved hjelp av U-kanal struts, braketter, ogbolter. Bruk fire lange stag som søyler, og bruke tre kortere som tverrbjelker.
- Fest de fire pilarene til vibrasjonsisolasjon tabellen bruker braketter og bolter. Koble gymbal enheten til midten tverrbjelke med bolter og muttere.
- Installer en horisontalt orientert lastcelle i gymbal forsamlingen; stivt koble den ene side av lastcellen til gymbal montering ramme, samtidig som forbinder den andre siden til gymbal arm med en wire.
- Monter piezoelektriske aktuatoren.
- Sett 3 i lange, fullt gjengestangen gjennom hullet i den piezoelektriske stabel; sette en skive og en mutter i hver ende av stabelen; la ca 1/8 av tråden stikker ut fra enden av en mutter.
- Stram mutterne på begge ender for å skape en forspenning i bunken. Koble de lange, synlige tråder til gymbal arm ved hjelp av nøtter og skiver. Tråd acorn mutteren på den andre enden av den piezo-aktuator og innsatsen platen i chucken (dette acorn mutterog platen brukes for oppsett formål, ikke for testing).
- Justere høyden på gymbal forsamlingen slik at eikenøtt mutter er i kontakt med toppen av platen og gymbal armen er i vater.
- Justere plasseringen av den gymbal sammenstillingen, slik at kontaktpunktet mellom acorn mutter og skive er omtrent 25 mm bort fra rotasjons midten av platen. Stram alle bolter i oppsettet for å sikre stabilitet.
- Sett opp signal generasjon, signalforsterkning, og datainnsamling delsystemer.
- Koble datainnsamling system til en lab datamaskin. Koble utgangen fra signalgeneratoren til inngangen på en elektrisk forsterker. Koble forsterkerens utgang til inngangs ledninger av den piezoelektriske stabel. Koble forsterkeren skjermer til datainnsamling system.
- Koble lastcellen til en signalbehandler, og deretter koble utgangen av signalbehandleren til datainnsamlingssystemet.
- Ekstra set-up.
- Koble luftslangen for å handle luft. Fest enden av slangen til rammen slik at dens utløp peker på den piezoelektriske aktuatoren. Tape spissen av termo til piezo-aktuatoren. Koble termo fører til leseren; henge leseren på rammen.
2. Pre-test Forberedelse
- Kalibrer rotasjonshastigheten til motoren.
- Feste magneten til kanten av chucken. Sted Hall-effekt sonde i nærheten av chucken. Koble utgangen fra Hall-effekt sonde til gaussmeter som er koplet til datainnsamlingssystemet.
- Åpne datainnsamling programvare og starte datainnsamling. Slå på motoren; skru hastigheten knute av motorkontrolleren til 10 (den laveste turtallet på motoren gir). Etter at motoren roterer i 10 omdreininger, slå av motoren. Avslutt datainnsamling.
- Analysere de lagrede dataene; tiden mellom to topper av utgangssignalet fra gaussmeter er tiden for motoren å råtnespiste en hel omdreining.
- Vrir du bryteren fra 10 til 100 (høyeste turtall motoren gir) i trinn på 10; gjenta trinn 2.1.2 til 2.1.3.
- Plasser sensor puten mellom acorn mutteren og skiven for å måle den normale kraft på grensesnittet. Fint maskin overflaten av testing plater med en dreiebenk.
- Rengjør eikenøtt mutter og skive for å bli testet umiddelbart før testen.
- Sett på plasthansker og ansikt mask.Prepare biter av lab kluter; kaste dem inn 1 tommers firkanter. Spray etanol på vev rutene; tørke forsiktig av overflaten på eikenøtt mutter og plate med dem.
- Installer ren eikenøtt mutter og skive.
- Tråd eikenøtt mutteren på piezo-aktuator, stram den med en fastnøkkel. Sett platen i chucken; justere posisjonen for å sikre at spissen av acorn mutteren er i kontakt med plateoverflaten.
- Rett inn toppen overflaten av platen og gymbal arm. Stram chucken såat platen holdes fast.
- Mål runout av platen rotasjon.
- Installer laser forskyvning sensor i et innslag, og plassere den ligaen siden av tribometer. Justere høyden og vinkelen på sensoren slik at platen er innenfor sensorens rekkevidde og laserstrålen er normal til platen.
- Koble sensorens utgang til datainnsamlingssystemet. Start datainnsamling. Slå på motoren og rotere platen i 10 omdreininger; slå av motoren. Avslutt datainnsamling.
3. Utfør Testing
- Forsøk med ultrasoniske vibrasjoner.
- Hang 2 N vekt på en krok som kobles til gymbal arm gjennom wire og to trinser. Vekten blir brukt til å påføre en normal belastning mellom acorn mutteren og skiven.
- Henge en annen 2N vekt på den annen krok som kobles til gymbal armen for å tilveiebringe en horisontal forspenning til lastcellen.
- Sett signalgenerator for å tilveiebringe en kontinuerlig sinusformet signal med DC-offset fra 3 V, amplitude på 3 V og frekvens på 22 kHz (resonansfrekvensen for den piezoelektriske aktuator). Legg merke til at 3 V forskyvningen brukes for å hindre strekk i piezo-aktuator.
- Starte datainnsamling (redusert friksjon kraft). Slå på forsterkeren og skru gain knotten til 15, noe som tilsvarer en faktisk gevinst på 4,67 (tallene på gain knotten er vilkårlig).
- Slå på motoren; angi rotasjonshastigheten til 6,67 rpm for å tilveiebringe en lineær hastighet på 20,3 mm / sek. Kjøre testen i 4 timer.
- Slå av motoren og forsterker, og deretter stoppe datainnsamlingen. Fjern testet eikenøtt mutter og skive fra set-up; Gjenta trinn 02.03 til 02.05 for å installere nye eikenøtt mutter og skive.
- Gjenta trinn 3.1.1 til 3.1.6. I trinn 3.1.5 angir rotasjonshastigheten til 13,3 og 28,7 rpm rpm for å tilveiebringe lineære hastigheter på 40,6 mm / sek, og 87 mm / sek, henholdsvis; kjøre tester for to og 0,94 hr correspondingly.
- Tester uten ultralyd vibrasjoner.
- Gjenta trinn 3.1.6 til å endre eikenøtt nøtter og plater. Gjenta trinn 3.1.1 til 3.1.6 med signal generator og signalforsterker av (friksjonen målt er iboende friksjon).
4. Optisk profilometer Målinger
- Forberedelse måling
- Rengjør platene umiddelbart før målinger ved hjelp av trinn 2.3. Gjør åtte jevnt fordelt tegn rundt kanten av platen. Åpne profilometer programvare.
- Hev objektivet, slik at det er tilstrekkelig klaring mellom linsen og prøveplattform. Nivå prøven plattformen. Legg et stykke lab tørk på plattformen.
- Forsiktig plassere prøven på toppen av vevet med en av de åtte merkene som vender mot fronten av profilometer.
- Måle innstillinger.
- Velg VSI (Vertikal Scanning Interferometri) som behandlingstype. Velg 5x forstort synsfelt og generelle formen. Plukk 0.55X forstørrelse for en skanning område på 1,8 mm med 2,4 mm.
- Velg 1X skannehastighet. Still scan range til -100 m til 100 m. Bringe linsen nedover mot prøven inntil det er et uskarpt bilde på skjermen. Justere høyden av linsen til bildet er klart.
- Velg to som antall skanninger til gjennomsnitt for hver måling. Klikk på målingen knappen.
- Post-måleprosedyrer.
- Bruk visjonen oppskrift som definert i programvaren for å korrigere rå image for tilt av hele prøven. Åpne analyse verktøykasse i programvaren.
- Innhente de målte ruhet verdier fra "Grunnleggende statistikk" element. Skaff den målte volum tap av slitasje arr i skanneområdet fra "Volume" element.
- Lagre bilder av 1D profiler i x- og y-retningen, 2D-profil, 3D-profil, samt tabellen ruhet verdier. Slå prøven klokken til the neste merke vender mot fronten av profilometer.
- Gjenta trinn 04.02 til 04.03 for de resterende 7 merkene.
- Gjenta trinn 4.1. til 4,4 på alle seks plater.
Subscription Required. Please recommend JoVE to your librarian.
Representative Results
De representative målinger som presenteres her, ble erholdt fra den modifiserte tribometer vist i figur 1. Det piezoelektriske aktuatoren genererer vibrasjoner med amplitude på 2,5 um ved en frekvens på 22 kHz. For å undersøke avhengigheten av friksjon og slitasje reduksjon ved lineær hastighet, ble tre forskjellige hastigheter (20,3, 40,6 og 87 mm / sek) påføres på platen ved å endre rotasjonshastigheten til motoren. For alle tre gruppene, ble antall skive omdreininger og reiseavstand av pinnen valgt som 1600 og 292,5 m, hhv. Den nominelle rotasjons diameter var 50 mm. Andre parametere som for eksempel normal kraft, vibrasjonsfrekvens, og vibrasjonsamplitude forble den samme for alle tester (tabell 1).
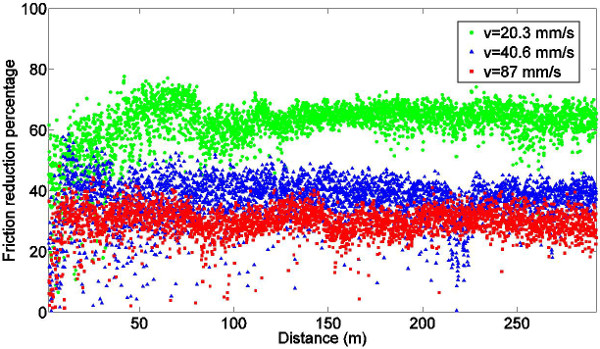
Den friksjonskraft ble samplet ved en frekvens på 400 Hz anvendelse av 2 sek samplings vinduer. Figur 2 viser typiske data fra en enkelt samplingsvindu. Den observerte fluctuation i friksjonskraft skyldes stick-slip. Middelverdiene for friksjonskraft ble beregnet og plottet mot tappen reiseavstanden i figur 3. Indre friksjonskreftene er representert ved prikker på figuren, mens friksjonskrefter med ultrasoniske vibrasjoner som er vist med "x" markører. Grønt, blått og rødt brukes henholdsvis for testdata på 20,3 mm / sek, 40,6 mm / sek, og 87 mm / sek. Friksjonskraft fra hver test forblir tilnærmet konstant når likevektstilstand er oppnådd.
Disc retthet bevirker treghet akselerasjon fra vertikal bevegelse av tappen og gymbal montering, noe som resulterer i variasjon av normalkraften. Som et resultat varierer den målte friksjonskraften, som vist i figur 3. Det understrekes at den observerte svingninger i figur 2 er på grunn av stick-slip. Tatt i betraktning den gjennomsnittlige verdien av friksjonskraften etter at systemet har nådd stabil drift, figur3 viser at friksjonskraften er høyere ved høyere lineære hastigheter, også ultrasoniske vibrasjoner tilføres til systemet. Dette resultatet er i overensstemmelse med tidligere studier som viser at styrken hastighet kurven har en positiv helning for lave lineære hastigheter 19-21.
Den prosentvise friksjonsnedsettelse er definert som
1. 
der er den indre friksjonskraften (kraften uten ultrasoniske vibrasjoner, målt i trinn 3.2) og er friksjonskraften med ultrasoniske vibrasjoner (målt i trinn 3.1.4). Den prosentvise reduksjon i hver lineære hastighet er plottet mot den avstand ved stiften i figur 4. Ultralydvibrasjoner redusere steady-state friksjonskraft for alle tre lineære hastigheter som ble testet, men reduserer prosentandel som den lineære hastigheten øker.
Målt steady-state friksjonkrefter, stabilisering avstand, og friksjonsreduksjon i prosent er oppført i tabell 2. ultralydvibrasjoner forenkle prosessen med å bryte ned oksydlaget og danner en jevn kontakt mellom tappen og platen, noe som fører til en kortere avstand for den friksjonskraft for å oppnå en jevn tilstand når ultralydvibrasjoner er til stede.
Slipende slitasje finner sted mellom på overflaten av materialer med forskjellig hardhet. 22 På grunn av forskjellen i hardhet av rustfritt stål (700 til 950 kg / mm 2) og aluminium (45 til 50 kg / mm 2), slitasjen blir identifisert som abrasiv i denne studien. Wear sporene på platene er vist i figur 5. Images A, C, E tilsvare tester med ultrasoniske vibrasjoner, mens bilder B, D, F er data uten vibrasjoner. Det kan sees at rillene vises mer ujevn og ikke-reflekterende ved ultralydvibrasjoner er anvendt.
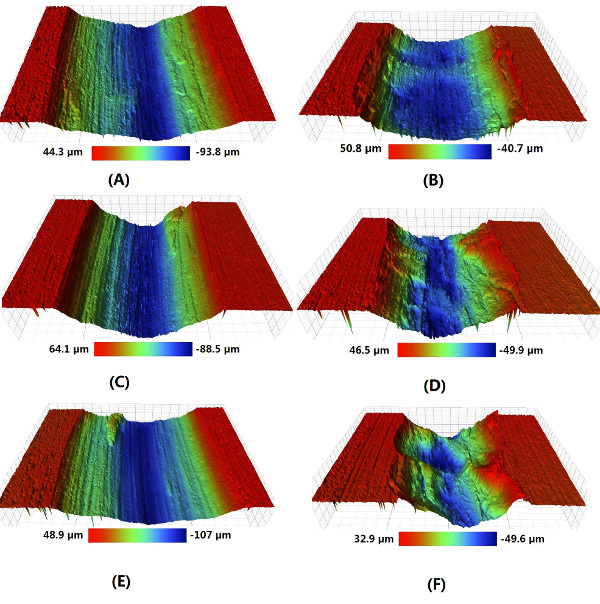
Tredimensjonal profiles, overflateruhet verdier og volum tap av sporene er hentet fra profilometer skanninger. 3-D-profiler av sporene med ultrasoniske vibrasjoner (figur 6 B, D, F) vises smalere, mindre glatt og grunnere enn de uten vibrasjoner (figur 6 A, C, E), noe som tyder på at ultrasoniske vibrasjoner forårsake slitasje reduksjon .
For å kvantifisere graden av slitasje reduksjon, slitasje-verdi er definert som
2. 
der er platen volumtap i 3 mm (målt i trinn 4.3.2), og er den avstanden som tappen i meter (tabell 1). I likhet med friksjonsreduksjonsprosenten blir slitasjen reduksjonen definert som prosentandelen
3. 
hvor er den indre slitasjen (uten ultralyd vibrasjoner) og er slitasjen medultrasoniske vibrasjoner brukt. Dataene i tabell 3 viser at slitasje rater og overflateruhet parametere er mindre når ultrasoniske vibrasjoner som er til stede, noe som er en indikator på slitasjereduksjon. Slitasjen reduksjonsprosenten forblir tilnærmet konstant når hastigheten øker.





innen-side = "always"> 
Figur 1. Experimental set-up: (A) generelle tribometer, (B) motor, (C) bæreramme, (D) detaljert gymbal forsamlingen; (E) piezoelektrisk aktuator; og (F) systemet skjematisk. (Dette tallet har blitt forandret fra 13.)

Figur 2. Typiske data fra en prøvetaking vindu. (Dette tallet har blitt forandret fra 13.) Klikk her for å se en større versjon av dette tallet.
931fig3.jpg "/>
Figur 3. Friksjon krefter med og uten ultralydvibrasjoner på ulike hastigheter. (Dette tallet har blitt forandret fra 13) Klikk her for å se en større versjon av dette tallet.

Figur 4. Målt friksjon reduksjon beregnet fra Eq. (1). (Dette tallet har blitt forandret fra 13) Vennligst klikk her for å se en større versjon av dette tallet.

Figur 5. Bruk grooves oppnådd med ultralyd vibr. asjon (A, C og E) og uten ultrasoniske vibrasjoner (B, D og F) tilsvarer hver kolonne til en lineær hastighet: 20,3 mm / sek (A, B); 40,6 mm / sek (C, D); og 87 mm / sek (E, F). (Dette tallet har blitt forandret fra 13)

Figur 6. 3D-profiler av slitasjespor som oppnås uten ultrasoniske vibrasjoner (A, C og E) og med ultrasoniske vibrasjoner (B, D, og F) representerer Hver rad en lineær hastighet:. 20,3 mm / sek (A, B); 40,6 mm / sek (C, D); og 87 mm / sek (E, F). (Dette tallet har blitt forandret fra 13) Vennligst klikk her for å se en større versjon av dette tallet.
| Parameter | Verdi | ||
| Gruppe | 1 | 2 | 3 |
| Lineær hastighet (mm / s) | 20.3 | 40.6 | 87 |
| Kjøretid (hr) | 4 | 2 | 0,93 |
| Avstanden som pin (m) | 292,5 | ||
| Revolutions | 1600 | ||
| Pin materiale | Rustfritt stål 316 | ||
| Disc materiale | Aluminum 2024 | ||
| Nominell normal kraft (N) | 3 | ||
| Disc kjøre ut (mm) | 0,0286 | ||
| US frekvens (kHz) | 22 | ||
| US amplitude (mikrometer) | 2.5 | ||
| Nominell Groove diameter (mm) 50 | |||
| Nominell temperatur (° C) | 21 ± 1 | ||
| Nominell aktuator temperatur (° C) | 31 ± 1 | ||
| Miljø | Laboratory luft | ||
| Samplingsfrekvens (Hz) | 400 | ||
Tabell 1. Parametere brukt i tribometer tester. (Denne tabellen har blitt forandret fra 13)
| Lineær hastighet (mm / s) | USA | Steady state friksjon (N) | Avstand for å oppnå steady state (m) | Friksjon reduksjon (%) |
| 20.3 | Nei | 1,024 ± 0,063 | 4.17 | 62.22 |
| Ja | 0,379 ±0,041 | 2,78 | ||
| 40.6 | Nei | 1,201 ± 0,055 | 11.61 | 36.11 |
| Ja | 0,748 ± 0,035 | 7.21 | ||
| 87 | Nei | 1,472 ± 0,064 | 8.94 | 29.32 |
| Ja | 1,041 ± 0,056 | 4,64 |
Tabell 2. Steady state friksjonskrefter, avstander for å oppnå steady state, og redusert friksjon. (Denne tabellen har blitt forandret fra 13)
| Lineær hastighet (mm / s) | USA | Ra (um) | R q (mikrometer) | R-t (nm) | Slitasje rate (mm 3 / m) | Antall kontakter | |
| 20.3 | Nei | 18,829 | 21,421 | 124,35 | 2,237 × 10 -2 | 45.76 | |
| Ja | 17,238 | 18,975 | 87,011 | 1,214 × 10 -2 | 3.17 × 10 8 | ||
| 40.6 | Nei | 21,647 | 22,673 | 109,28 | 2,581 × 10 -2 | 48.18 | |
| Ja | 17,289 | 19,922 | 106,42 | 1,338 × 10 -2 | 1,58 × 10 8 | ||
| 87 | Nei | 19,825 | 21,921 | 130,52 | 2,43 × 10 -2 | 48.63 | |
| Ja | 17,606 | 111,25 | 1,248 × 10 -2 | 7,39 × 10 8 |
Tabell 3. Sammenligning av slitasje rate, antall kontakter, og overflateruhet parametere (aritmetisk gjennomsnitt; root mener squared, maksimal høyde på profilen) (Denne tabellen har blitt forandret fra 13).
Subscription Required. Please recommend JoVE to your librarian.
Discussion
Forsøk ble utført ved bruk av denne protokollen for å studere effekten av lineær hastighet på ultralyd friksjon og slitasje reduksjon. Målingene viser at ultrasoniske vibrasjoner effektivt redusere friksjon og slitasje på tre lineære hastigheter. I overensstemmelse med tidligere observasjoner, mengden av redusert friksjon reduseres fra 62,2% til 20,3 mm / sek til 29,3% ved 87 mm / sek. Slitasje reduksjon er ubetydelig med skiftende lineær hastighet (45,8% til 48,6%).
Materialegenskaper slik som elastisitetsmodul og flytegrense kan endre seg når ultralydbølgene blir overført gjennom materialet. Dette er ofte referert til som ultralyd oppmykning 23. I denne studien på grunn av den stivhet forskjellen mellom den piezo-aktuator og andre deler av set-up, de 22 kHz vibrasjoner som skapes av aktuatoren ikke overfører til den andre delen av eksperimentelle oppsettet, selv om en vibrasjonsmodus for Strukturen på rundt 100 Hz var spent da ultralyd vibrasjonene ble brukt. På grenseflaten mellom tappen og platen, ultrasoniske vibrasjoner forårsake varmedannelse som vil føre til temperaturstigning på grensesnittet. Men basert på eksperimenter utført av Dong og Dapino, er temperaturstigningen i et område som forårsaker ubetydelige endringer i materialegenskaper.
En begrensning av dette eksperimentet er at det ikke er noen mekanisme til å fjerne platen slingre, noe som kan føre til vertikal bevegelse av pinnen, gymbal arm, og vekt. Akselerering av de bevegelige masse resulterer i variasjoner av selve normal kraft som påføres ved grenseflaten, og dermed friksjonskreftene målt. Derfor er det viktig å sikre at motorakselen, kileakselen, chuck, og platen er plan. Eksperimentelle variasjoner kan reduseres når mengden av slingringen reduseres.
Det er også viktig å stramme godt acorn mutteren til den piezoelektriske aktuatoren slik at acorn mutteren ikke løsner under testen. Ultrasoniske vibrasjoner er ineffektiv for å redusere friksjonskraften hvis vibrasjonene ikke overføres til grensesnittet. Hvis friksjonskraften plutselig hopper til et høyere nivå i løpet av testen, er det svært sannsynlig på grunn av en løs forbindelse mellom acorn mutter og aktuatoren. Dette problemet er ledsaget av en summende støy slik at det lett kan oppdages.
En elektrisk drevet piezo-aktuator genererer varme som kan øke dets temperatur hurtig hvis ingen kjøling anvendes. Det er viktig å regulere luftstrømmen til et passende nivå for å fjerne varmen og holde temperaturen av aktuatoren konstant. Selv når den piezoelektriske aktuatoren er deaktivert for testing uten ultrasoniske vibrasjoner, bør den samme luftstrømmen fortsatt være tilkoblet, slik at testbetingelser forblir de samme for alle tester.
Sammenlignet med tidligere arbeid, denne protokoll studier friksjon og slitasje samtidig, i den samme testen, som ikke ble systematisk gjort tidligere. Den gymbalsammenstilling muliggjør en mer direkte fremgangsmåte for å måle friksjonskrefter ved grenseflaten enn andre fremgangsmåter som enten er avledet fra en friksjon målte aktiveringskraft eller fra andre fysiske parametre, slik som deformasjon eller dreiemoment. Platen holder designet og bygget for disse testene gir praktisk endring av prøver med ulike dimensjoner, materialer og overflateujevnheter. Den optiske profilometer gir informasjon som 3D-profiler og overflateruhet å studere slitasje reduksjon, som gir mer detaljert forståelse av slitasje arr enn volum tap eller vekttap mål. Med disse fordelene, kan denne protokollen benyttes til å undersøke avhengigheten av ultralyd friksjon og slitasje reduksjon av mange andre parametre som normalt stress, materialhårdheten, overflateruhet, og vibrasjons amplitude.
Subscription Required. Please recommend JoVE to your librarian.
Acknowledgments
Forfatterne ønsker å takke Tim Krantz fra NASA Glenn og Duane Detwiler fra Honda R & D for deres tekniske støtte og i-slag bidrag. Økonomisk støtte til denne forskningen ble gitt av medlemsorganisasjonene i Smart Vehicle Concepts Senter (www.SmartVehicleCenter.org), en National Science Foundation Industri / Universitetet Cooperative Research Center (I / UCRC). SD er støttet av en Smart Vehicle Concepts Graduate Fellowship og et universitet Fellowship fra The Ohio State University Graduate School.
Materials
| Name | Company | Catalog Number | Comments |
| DC Motor | Minarik | SL14 | |
| Electrical amplifier | AE Techron | LVC5050 | |
| Signal conditioner | Vishay Measurements Group | 2310 | |
| Signal generator | Agilent | 33120A | |
| Piezoelectric stack | EDO corporation | EP200-62 | |
| Load cell | Transducer Techniques | MLP-50 | |
| Load sensor pad | FlexiForce | A201 | |
| Laser meter | Keyence corporation | LK-G32 | |
| Hall-effect probe and gaussmeter | Walker Scientific, Inc. | MG-4D | |
| Data acquisition module | Data Physics | Quattro | |
| Data acquisition software | Data Physics | SignalCalc Ace | |
| Thermocouple reader | Omega | HH22 | |
| Optical profilometer | Bruker | Contour GT | |
| Profilometer operation software | Bruker | Vision 64 |
References
- Bhushan, B. Introduction to tribology. , John Wiley & Sons. New York. (2002).
- Severdenko, V., Klubovich, V., Stepanenko, A. Ultrasonic rolling and drawing of metals. , Consultants Bureau. New York and London. (1972).
- Taylor, R., Coy, R. Improved fuel efficiency by lubricant design: a review. Proc. Instit. Mech. Eng., Part J: J Eng. Tribol. 214 (1), 1-15 (2000).
- Littmann, W., Storck, H., Wallaschek, J. Sliding friction in the presence of ultrasonic oscillations: superposition of longitudinal oscillations. Arch. Appl. Mech. 71 (8), 549-554 (2001).
- Littmann, W., Storck, H., Wallaschek, J. Reduction in friction using piezoelectrically excited ultrasonic vibrations. Proc. SPIE. 4331, (2001).
- Bharadwaj, S., Dapino, M. J. Friction control in automotive seat belt systems by piezoelectrically generated ultrasonic vibrations. Proc. SPIE. 7645, 7645E (2010).
- Bharadwaj, S., Dapino, M. J. Effect of load on active friction control using ultrasonic vibrations. Proc. SPIE. 7290, 7290G (2010).
- Kumar, V., Hutchings, I. Reduction of the sliding friction of metals by the application of longitudinal or transverse ultrasonic vibration. Tribol. Int. 37 (10), 833-840 (2004).
- Pohlman, R., Lehfeldt, E. Influence of ultrasonic vibration on metallic friction. Ultrasonics. 4 (4), 178-185 (1966).
- Popov, V., Starcevic, J., Filippov, A. Influence of Ultrasonic In-Plane Oscillations on Static and Sliding Friction and Intrinsic Length Scale of Dry Friction Processes. Tribol. Lett. 39 (1), 25-30 (2010).
- Dong, S., Dapino, M. J. Piezoelectrically-induced ultrasonic lubrication by way of Poisson effect. Proc. SPIE. 8343, 83430L (2012).
- Dong, S., Dapino, M. J. Elastic-plastic cube model for ultrasonic friction reduction via Poisson effect. Ultrasonics. 54 (1), 343-350 (2014).
- Dong, S., Dapino, M. J. Wear Reduction Through Piezoelectrically-Assisted Ultrasonic Lubrication. Smart. Mater. Struct. 23 (10), 104005 (2014).
- Chowdhury, M., Helali, M. The effect of frequency of vibration and humidity on the wear rate. Wear. 262 (1-2), 198-203 (2014).
- Bryant, M., Tewari, A., York, D. Effect of Micro (rocking) vibrations and surface waviness on wear and wear debris. Wear. 216 (1), 60-69 (1998).
- Bryant, M., York, D. Measurements and correlations of slider vibrations and wear. J. Tribol. 122 (1), 374-380 (2000).
- Goto, H., Ashida, M., Terauchi, Y. Effect of ultrasonic vibration on the wear characteristics of a carbon steel: analysis of the wear mechanism. Wear. 94, 13-27 (1984).
- Goto, H., Ashida, M., Terauchi, Y. Wear behaviour of a carbon steel subjected to an ultrasonic vibration effect superimposed on a static contact load. Wear. 110 (2), 169-181 (1986).
- Robinowicz, E. The friction and wear of materials. , Wiley. New Jersey. (1965).
- Bowden, F., Freitag, E. The friction of solids at very high speeds. Proc. R. Soc. A. 248 (1254), 350-367 (1985).
- Burwell, J., Rabinowicz, E.
- Cocks, M.
- Rusinko, A. Ultrasound and Irrecoverable Deformation in Metals. , LAP Lambert Academic Publishing. Saarbrücken. (2012).

{kind=link}
{kind=link}