

Abstract
Frottement et l'usure sont préjudiciables aux systèmes d'ingénierie. Lubrification par ultrasons est obtenu lorsque l'interface entre les deux surfaces de glissement est mis en vibration à une fréquence au-dessus de la gamme acoustique (20 kHz). Comme une technologie à semi-conducteurs, la lubrification ultrasons peut être utilisé là où les lubrifiants classiques sont irréalisable ou indésirable. En outre, la lubrification par ultrasons permet de modulation électrique du coefficient de frottement effective entre les deux surfaces de glissement. Cette propriété permet de systèmes adaptatifs qui modifient leur état de frottement et la réponse dynamique associée que les conditions de fonctionnement changent. Surface d'usure peut également être réduite par lubrification par ultrasons. Nous avons développé un protocole d'enquêter sur la dépendance de la réduction de la force de frottement et d'usure réduction sur la vitesse de glissement linéaire entre les surfaces lubrifiées par ultrasons. Un tribomètre pion-disque a été construit qui diffère de unités commerciales en ce qu 'un empilement piézo-électrique est utilisé pour faire vibrer la tige à 22kHz normale à la surface du disque en rotation. Frottement et l'usure des paramètres y compris la force efficace de frottement, la perte de volume, et la rugosité de surface sont mesurées sans et avec des vibrations ultrasonores à une pression constante de 1 à 4 MPa et trois vitesses de glissement différentes: 20,3, 40,6 et 87 mm / sec. Un profilomètre optique est utilisé pour caractériser les surfaces d'usure. La force de frottement efficace est réduite de 62% à 20,3 mm / s. En cohérence avec les théories existantes pour la lubrification à ultrasons, la réduction de pour cent de la force de friction diminue avec l'augmentation de la vitesse, jusqu'à 29% de réduction de la force de frottement à 87 mm / sec. Réduction de l'usure reste sensiblement constante (49%) à trois vitesses considérées.
Introduction
Le frottement existe à l'interface de deux surfaces en contact quand ils glissent ou rouleau par rapport à l'autre. Friction se produit habituellement avec l'usure par abrasion ou de la colle. 1 Ultrasons est la science derrière les phénomènes de haute fréquence, qui est, les vagues se déplaçant à des fréquences supérieures à la gamme acoustique (20 kHz). Le domaine des ultrasons comprend deux régimes fondamentalement différents. Un régime consiste à ondes de faible intensité comme ceux utilisés dans les procédés d'imagerie tels que les ultrasons médicale ou de contrôle non destructif de structures. L'autre est un régime de forte puissance dans lequel les ondes à haute énergie sont utilisés pour exécuter ou aider les processus d'ingénierie tels que le soudage des matières plastiques et des métaux. Il a été démontré que l'application de ce dernier type de vibrations ultrasonores à l'interface des deux surfaces en contact de glissement réduit la force de frottement efficace à l'interface. Ce phénomène est connu en tant que lubrification ultrasons.
Atteindrelubrification par ultrasons entre deux objets de coulissement, par rapport aux vibrations à des fréquences ultrasoniques doit être établi entre elles. Les vibrations sont généralement appliqués à l'un des deux objets, que ce soit dans le sens longitudinal, transversal, ou direction perpendiculaire par rapport à la vitesse de glissement. Dans cette étude, la broche d'un tribomètre est équipée d'un actionneur piézoélectrique de sorte que sa pointe vibre dans la direction perpendiculaire au disque rotatif du tribomètre. Les matériaux piézoélectriques sont une classe de matériaux «intelligents» qui se déforment lorsqu'ils sont exposés à des champs électriques, vibrant à la même fréquence que le champ d'excitation. Les matériaux piézoélectriques peuvent vibrer à des fréquences bien dans la gamme MHz. Étant superposée à la vitesse macroscopique, des vibrations ultrasonores ont pour effet d'alternance de la direction de la force de frottement instantané et le contact entre les surfaces, qui, en combinaison conduit à une réduction de la force de frottement et l'usure surface efficace. La réduction de la friction par ultrasons a été démontré dans des systèmes pratiques de fabrication. Par exemple, cette technologie a été utilisée pour réduire la force entre l'outil et la pièce de travail dans l'usinage des métaux et des processus tels que le forage, le pressage, la feuille de laminage, tréfilage et la formation. Avantages comprennent l'amélioration de l'état de surface 2 et un besoin réduit pour les détergents coûteux et nuisibles à l'environnement pour éliminer les lubrifiants du produit final. Il ya des applications potentielles de la lubrification ultrasons dans d'autres domaines aussi. Par exemple, la lubrification ultrasons peut sensiblement améliorer l'expérience de l'utilisateur dans les produits de soins de santé personnels en éliminant la nécessité pour les lubrifiants ou des revêtements. Dans les applications automobiles, la modulation de friction peut améliorer les performances des joints à rotule tandis que la réduction de la friction entre les sièges du véhicule et facilite le déplacement des rails de siège, un gain de place et de masse qui serait autrement occupé par les composants et les méca traditionnelsSMS. Lubrification ultrasons peut aussi aider à améliorer l'efficacité énergétique en réduisant la friction dans les systèmes du groupe motopropulseur et de la suspension. 3 dans les applications spatiales, où les lubrifiants traditionnels ne peuvent pas être utilisés, la lubrification ultrasons peut être utilisé pour réduire l'usure et considérablement prolonger la vie des composants critiques.
Démonstrations en laboratoire de la réduction de la friction à travers la lubrification ultrasons sont nombreux. La réduction de la friction est quantifiée comme étant la différence entre la force de frottement mesurée sans lubrification par ultrasons et la force de frottement par des vibrations ultrasoniques appliquées. Dans les deux cas, la force de frottement est directement mesuré avec des capteurs de force. Littmann et al. 05.04 actionneur piézoélectrique relié un conduit pour-un coulisseau, sur lequel un capteur de force et un cadre ont été installés pour la mesure de forces de frottement et d'application des charges normales. Actionneur pneumatique a été utilisé pour pousser le curseur en même temps que l'actionneur le long d'un rail de guidage. Ultrasonore duc vibrations sont appliquées dans la direction longitudinale de la vitesse de glissement. Bharadwaj et Dapino 7/6 ont effectué des expériences similaires en utilisant un actionneur à empilement piézoélectrique relié à un guide d'onde conique à chaque extrémité de la pile. Des contacts ont eu lieu entre les bords sphériques des cônes et la surface du rail de guidage. Les effets des paramètres du système, tels que la rigidité de contact, charge normale, et la rigidité globale ont été étudiés. Kumar et Hutchings 8 installés une broche sur une sonotrode qui a été alimenté par un transducteur à ultrasons. Des vibrations ultrasonores sont générées et transmises à la broche, qui a été mis en contact avec une surface d'acier à outils. Force normale est appliquée par un vérin pneumatique et mesurée par une cellule de charge. Le mouvement relatif entre l'axe et le disque a été créé par une table alternatif.
Pohlman et Lehfeldt 9 également mis en œuvre une expérience pion-disque. Contrairement à d'autres études, ils ont utilisé un magnetostrictive transducteur pour générer des vibrations ultrasonores. Pour étudier la direction optimale pour la réduction de la friction à ultrasons, le transducteur a été soigneusement aligné de sorte que la direction de vibration est longitudinal, transversal, vertical et à la vitesse macroscopique. Ils ont étudié la réduction de frottement à ultrasons sur les deux surfaces sèches et lubrifiés. Popov et al. 10 utilisé avec un actionneur de guides d'ondes coniques. L'actionneur a été placée en contact avec une plaque de base en rotation. Cônes en neuf matériaux avec divers duretés ont été adoptées pour étudier l'influence de la dureté du matériau sur la réduction de frottement à ultrasons. Dong et Dapino 11 à 13 ont utilisé un transducteur piézo-électrique pour générer et transmettre des vibrations ultrasonores à un guide d'ondes prismatique avec des bords arrondis. La vibration longitudinale provoque des vibrations verticales en raison de l'effet de Poisson. Un curseur avec une courbe supérieure a été placé sous et en contact le guide d'ondes. Un cadre a été construite pour appliquer des forces normales à l'interface de contact. Til a été tiré manuellement curseur autour de la zone centrale du guide d'ondes; la force de frottement a été mesuré par une cellule de charge qui a été relié à la glissière.
Réduction de l'usure induite par ultrasons a également été étudiée et démontrée. Perte de volume, perte de poids, et la rugosité de surface changements sont employés pour quantifier la sévérité de wear.Chowdhury Helali et 14 en vibration d'un disque rotatif dans une configuration pion-disque. Les vibrations ont été générés par une structure de support de deux plaques parallèles situés sous le disque rotatif. La plaque supérieure a une boule sphérique installé décentré sur la surface inférieure, qui coulisse dans une fente qui a été gravé sur la surface supérieure de la plaque inférieure. La fente a été usinée avec une profondeur variable de sorte que périodiquement la plaque supérieure se déplace verticalement pendant la rotation. Les fréquences varient autour de 100 Hz en fonction de la vitesse de rotation.
Bryant et York 15-16 ont étudié l'effet des micro-vibrations sur wréduction de l'oreille. Ils ont inséré un cylindre de carbone à travers un support avec une extrémité repose sur un disque en acier en rotation et l'autre extrémité reliée à un ressort hélicoïdal. Dans un cas, le cylindre est monté serré dans le support de sorte qu'il n'y avait pas de place pour les vibrations. Dans d'autres cas, les dégagements ont été laissés à permettre les micro-vibrations du cylindre tandis que le cylindre était en contact avec le disque en rotation. La perte de poids de la bouteille a été mesurée pour calculer le taux d'usure. Il a été montré que les micro-vibrations auto-générés ont permis de réduire l'usure près de 50%.
Goto et Ashida 17-18 ont également adopté une expérience pion-disque. Ils reliés échantillons de broches avec un transducteur via un cône effilé et une corne. La broche en vibration dans la direction perpendiculaire à la surface du disque. Une masse est relié au transducteur sur sa partie supérieure pour l'application de charges normales. Les forces de frottement ont été convertis à partir du couple qui a été appliquée pour faire tourner le disque. Porter a été identifié comme adhésif parce que les deuxbroche et le disque sont faites d'acier au carbone. Taux d'usure ont été calculées à partir de mesures de perte de volume.
Il a été démontré que la vitesse linéaire joue un rôle important dans la lubrification par ultrasons. La composante expérimentale de cette recherche se concentre sur la dépendance de la réduction de la friction et de l'usure sur la vitesse linéaire.
Subscription Required. Please recommend JoVE to your librarian.
Protocol
1. Développement de la modification Tribomètre
- Installez chuck-moteur sous-système.
- Niveau table d'isolation contre les vibrations. Placez moteur à courant continu sur la table; niveler le moteur avec des cales et le fixer avec entretoises et les boulons. Placez cadre de support autour du moteur.
- Connecter arbre cannelé de l'arbre du moteur à l'aide d'une clé. Mettre la plaque de support sur le châssis avec l'arbre cannelé traversant le trou de la plaque. Ensemble palier de butée aiguille rouleau sur la plaque de support et autour de l'arbre cannelé. Graisser le roulement avec les fluides de coupe.
- Branchez l'arbre cannelé sur le mandrin à travers une plaque de l'adaptateur, qui a un accouplement d'arbre cannelé sur un côté et le modèle de boulon de la pince de l'autre côté. À ce stade, le mandrin est supporté par le châssis par l'intermédiaire du palier de butée et reliée au moteur par l'intermédiaire de la plaque adaptatrice.
- Installez l'ensemble gymbal.
- Construire le cadre de support à l'aide des entretoises U-canaux, supports, etboulons. Utilisez quatre longues jambes comme des colonnes, et utiliser trois plus courts que des poutres transversales.
- Fixez les quatre piliers à la table d'isolation des vibrations à l'aide de crochets et boulons. Branchez l'Assemblée gymbal au faisceau de croisement du milieu en utilisant des boulons et écrous.
- Installez une cellule orienté horizontalement charge dans l'ensemble gymbal; relier rigidement un côté de la cellule de charge au cadre de l'assemblée gymbal, lors de la connexion de l'autre côté du bras gymbal avec un fil.
- Assembler l'actionneur piézoélectrique.
- Insérez 3 à longue tige entièrement filetée à travers le trou de la pile piézoélectrique; mettre une rondelle et un écrou à chaque extrémité de la pile; laisser environ 1/8 po de fil dépassant de la fin d'un écrou.
- Serrer les écrous aux deux extrémités pour créer une précontrainte dans la pile. Connecter les longues discussions, exposés au bras gymbal utilisant les écrous et les rondelles. Gland de fil écrou sur l'autre extrémité de l'actionneur piézo-électrique et insert disque dans le mandrin (cet écrou glandet le disque sont utilisés à des fins de mise en place, pas pour les tests).
- Réglez la hauteur de l'ensemble gymbal sorte que l'écrou gland est en contact avec le haut du disque et le bras gymbal est de niveau.
- Ajustez la position de l'ensemble gymbal sorte que le point entre l'écrou borgne et le disque de contact est d'environ 25 mm du centre de rotation du disque. Serrez tous les boulons dans le set-up pour assurer la stabilité.
- Mettre en place la génération du signal, l'amplification du signal, et les sous-systèmes d'acquisition de données.
- Raccorder système d'acquisition de données à un ordinateur de laboratoire. Connecter la sortie du générateur de signal à l'entrée d'un amplificateur électrique. Connectez la sortie de l'amplificateur avec les fils d'entrée de l'empilement piézoélectrique. Raccorder les moniteurs de l'amplificateur au système d'acquisition de données.
- Branchez la cellule de charge à un conditionneur de signal, puis connectez la sortie du conditionneur de signal au système d'acquisition de données.
- Supplémentaires set-up.
- Raccorder le tuyau d'air de magasiner air. Fixer l'extrémité du tuyau sur le bâti de telle sorte que ses points de sortie à l'actionneur piézoélectrique. Collez le bout du thermocouple à la actionneur piézo-électrique. Connectez les fils de thermocouple au lecteur; accrocher le lecteur sur le châssis.
Préparation 2. pré-test
- Calibrer la vitesse de rotation du moteur.
- Attacher aimant sur le rebord du mandrin. Sonde à effet Hall lieu à proximité du mandrin. Connecter la sortie de la sonde à effet Hall à Gaussmètre qui est relié au système d'acquisition de données.
- Ouvrez le logiciel d'acquisition de données et commencer à l'acquisition de données. Allumez le moteur; tournez le bouton de vitesse du contrôleur de moteur à 10 (la plus basse vitesse de rotation du moteur fournit). Après que le moteur tourne pour 10 tours, couper le moteur. Fin acquisition de données.
- Analyser les données enregistrées; le temps entre deux pics du signal de sortie provenant du gaussmètre est le temps pour que le moteur rotmangé une révolution complète.
- Tourner la manette de 10 à 100 (la plus haute vitesse de rotation du moteur fournit) par incréments de 10; répétez les étapes 2.1.2 à 2.1.3.
- Placez pad capteur de charge entre l'écrou borgne et le disque de mesurer la force normale à l'interface. Machine finement la surface de test à l'aide de disques d'un tour.
- Nettoyez l'écrou borgne et le disque à tester immédiatement avant test.
- Mettez des gants en plastique et faire face morceaux mask.Prepare de lingettes de laboratoire; pliez-les en carrés de 1 pouce. Vaporiser de l'éthanol sur les carrés de tissus; essuyez délicatement la surface de l'écrou borgne et le disque avec eux.
- Installez l'écrou de gland propre et disque.
- Enfilez l'écrou borgne sur la actionneur piézo-électrique, le serrer avec une clé à fourche. Insérez le disque dans le mandrin; ajuster la position pour vous assurer que la pointe de l'écrou borgne est en contact avec la surface du disque.
- Aligner la surface supérieure du disque et le bras gymbal. Serrer le mandrin de sortece que le disque est maintenu fermement.
- Mesurer le faux-rond de la rotation du disque.
- Installez capteur de déplacement laser dans un appareil, et placez l'appareil à côté de la tribomètre. Ajuster la hauteur et l'angle du capteur de sorte que le disque est à l'intérieur de la gamme de la sonde et le faisceau laser est normal au disque.
- Se connecter la sortie du détecteur au système d'acquisition de données. Lancement de l'acquisition de données. Allumez le moteur et faire tourner le disque 10 tours; éteindre le moteur. Fin acquisition de données.
3. Effectuer des tests
- Tests avec des vibrations ultrasonores.
- Accrochez 2 N poids sur un crochet qui se connecte à travers le bras gymbal fil et deux poulies. Le poids est utilisé pour appliquer une charge normale entre l'écrou borgne et le disque.
- Accrocher un autre poids de N 2 sur l'autre crochet qui se connecte à la gymbal bras pour fournir une précontrainte horizontale de la cellule de charge.
- Réglez le signalfournir un générateur de signal sinusoïdal continu de décalage de courant continu de 3 V, l'amplitude de 3 V, et une fréquence de 22 kHz (la fréquence de résonance du piézo-actionneur). Notez que les 3 V décalage est utilisé pour prévenir la tension dans l'actionneur piézo-électrique.
- Commencez acquisition de données (force de frottement réduit). Allumez l'amplificateur et tournez le bouton de gain à 15, ce qui correspond à un gain réel de 4,67 (les chiffres sur le bouton de gain sont arbitraires).
- Allumez le moteur; régler la vitesse de rotation de 6,67 tours par minute pour fournir une vitesse linéaire de 20,3 mm / s. Exécutez le test pendant 4 heures.
- Éteignez le moteur et le variateur, puis arrêtez l'acquisition de données. Retirer l'écrou borgne testé et disque du set-up; Répétez les étapes 2.3 à 2.5 pour installer le nouveau écrou borgne et le disque.
- Répétez les étapes 3.1.1 à 3.1.6. Dans l'étape 3.1.5, régler la vitesse de rotation à 13,3 min et 28,7 min pour fournir des vitesses linéaires de 40,6 mm / s et 87 mm / s, respectivement; exécuter les tests pour 2 et 0,94 h correspondingly.
- Tests sans vibrations ultrasonores.
- Répétez l'étape 3.1.6 pour changer les noix et les disques gland. Répétez les étapes 3.1.1 à 3.1.6 avec le générateur de signal et le signal amplificateur hors tension (le frottement est mesurée frottement intrinsèque).
4. mesures optiques profilomètre
- Mesure préparation
- Nettoyez les disques immédiatement avant des mesures en utilisant l'étape 2.3. Faire huit points uniformément répartis sur le pourtour du disque. Ouvrez le logiciel de profilomètre.
- Soulevez la lentille de sorte qu'il ya suffisamment d'espace entre la lentille et l'échantillon plate-forme. Niveler la plate-forme de l'échantillon. Placez un morceau de laboratoire essuyer sur la plate-forme.
- Placez délicatement l'échantillon sur le dessus du tissu avec l'un des huit points face à l'avant de l'profilomètre.
- Paramètres de mesure.
- Choisissez VSI (Vertical-numérisation interférométrie) comme type de traitement. Sélectionnez 5x pourgrand champ de vision et la forme globale. Choisissez 0.55X grossissement pour une zone de numérisation de 1,8 mm par 2,4 mm.
- Choisissez 1X vitesse de balayage. Réglez la plage de balayage à -100 m à 100 m. Apportez la lentille vers le bas vers l'échantillon jusqu'à ce qu'il y est une image floue sur l'écran. Réglez la hauteur de l'objectif jusqu'à ce que l'image soit nette.
- Choisissez 2 comme le nombre de balayages de la moyenne pour chaque mesure. Cliquez sur le bouton de mesure.
- Procédures post-mesure.
- Utilisez la recette de la vision que défini dans le logiciel pour corriger l'image brute pour l'inclinaison de l'ensemble de l'échantillon. Ouvrez la boîte à outils d'analyse dans le logiciel.
- Procurez-vous les valeurs de rugosité mesurées à partir de la rubrique "Statistiques de base". Obtenir la perte de volume mesuré de la marque d'usure dans la zone de balayage de l'élément "Volume".
- Enregistrez les images de profils 1D en x et y, le profil 2D, le profil 3D, ainsi que la table des valeurs de rugosité. Tournez l'échantillon sens horaire jusqu'à èmee marque suivante face à l'avant de l'profilomètre.
- Répétez les étapes 04/02 au 04/03 pour les 7 marques restantes.
- Répétez les étapes 4.1. à 4,4 sur les six disques.
Subscription Required. Please recommend JoVE to your librarian.
Representative Results
Les mesures représentatives présentées ici ont été obtenues à partir du tribomètre modifié représenté sur la figure 1. L'actionneur piézo-électrique génère des vibrations avec une amplitude de 2,5 um à une fréquence de 22 kHz. Pour étudier la fonction de réduction de frottement et l'usure de la vitesse linéaire, trois vitesses différentes (20,3, 40,6 et 87 mm / sec) ont été appliqués sur le disque en modifiant la vitesse de rotation du moteur. Pour les trois groupes, le nombre de tours du disque et la distance de l'axe de Voyage ont été choisis comme 1,600 et 292,5 m, respectivement. Le diamètre nominal de rotation était de 50 mm. D'autres paramètres tels que la force normale, la fréquence de vibration, amplitude de vibration et sont restés les mêmes pour tous les essais (Tableau 1).
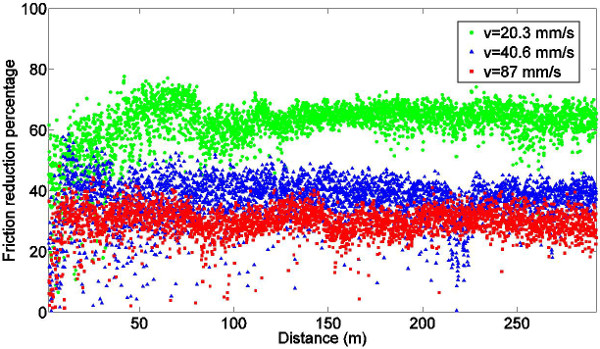
La force de frottement a été échantillonné à une fréquence de 400 Hz en utilisant 2 sec fenêtres d'échantillonnage. La figure 2 montre des données typiques d'une fenêtre d'échantillonnage simple. Le fluctuatio observén en force de frottement est attribuée à stick-slip. Les valeurs moyennes de la force de frottement ont été calculées et tracées en fonction de la distance Voyage de broche sur la figure 3. Forces de frottement intrinsèques sont représentés par des points sur la figure, tandis que les forces de frottement avec des vibrations ultrasonores sont présentés avec des marqueurs «x». Vert, bleu et rouge sont utilisés respectivement pour les données de test à 20,3 mm / sec, 40,6 mm / s et 87 mm / sec. Force de frottement de chaque épreuve reste pratiquement constante fois fonctionnement à l'état d'équilibre est atteint.
Le faux-rond du disque provoque l'accélération inertielle verticale de mouvement de la broche et l'assemblage gymbal, ce qui entraîne une variation de la force normale. En conséquence, la force de frottement mesurée fluctue comme le montre la figure 3. Il est souligné que la fluctuation observée dans la figure 2 est due à stick-slip. Compte tenu de la valeur moyenne de la force de frottement après que le système a atteint l'état d'équilibre opération, illustrationLa figure 3 montre que la force de frottement est plus élevé à des vitesses linéaires plus élevées, si oui ou non les vibrations ultrasonores sont appliquées au système. Ce résultat est cohérent avec des études précédentes montrant que la courbe force-vitesse a une pente positive à faibles vitesses linéaires 19-21.
Le pourcentage de réduction de la friction est définie comme
1. 
Où est la force intrinsèque de friction (force sans vibrations ultrasoniques, mesurée à l'étape 3.2) et est la force de frottement avec des vibrations ultrasonores (mesurés à l'étape 3.1.4). Le pourcentage de réduction à chaque vitesse linéaire est tracée en fonction de la distance parcourue par l'axe à la figure 4. Vibrations ultrasoniques de réduire la force de frottement à l'état stable pour les trois vitesses linéaires testés, cependant, le pourcentage diminue à mesure que la vitesse linéaire augmente.
Mesuré friction à l'état stableforces, la distance de stabilisation, et le pourcentage de réduction de frottement sont énumérés dans le tableau 2. vibrations ultrasoniques faciliter le processus de briser la couche d'oxyde et former des contacts réguliers entre l'axe et le disque, ce qui conduit à une distance plus courte pour la force de frottement pour atteindre stable état lorsque des vibrations ultrasoniques sont présents.
L'usure par abrasion a lieu entre la surface de matériaux avec des duretés différentes. 22 En raison de la différence de dureté de l'acier inoxydable (de 700 à 950 kg / mm 2) et d'aluminium (45 à 50 kg / mm 2), l'usure est identifié comme abrasif dans cette étude. Porter des rainures sur les disques sont présentés dans la figure 5. Les images A, C, E correspondent à des tests avec des vibrations ultrasonores, tandis que les images B, D, F sont données sans les vibrations. On peut voir que des rainures apparaissent plus inégale et non réfléchissante lorsque des vibrations ultrasoniques sont appliquées.
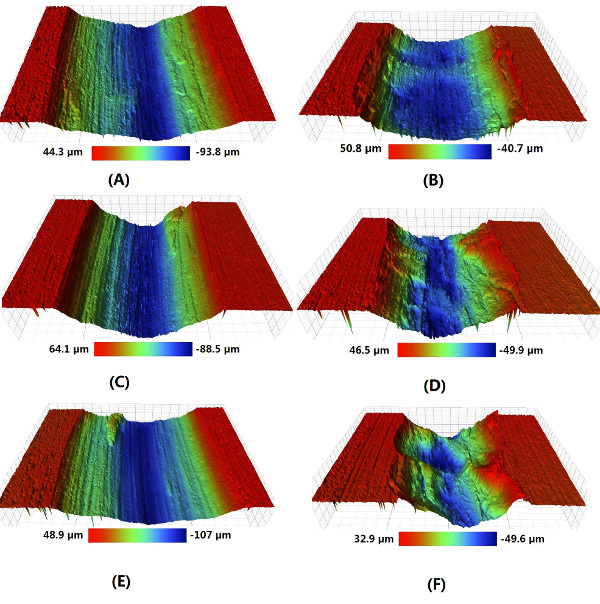
P tridimensionnelleortraits, les valeurs de rugosité de surface, et les pertes de volume de rainures sont obtenues à partir de scans de profilometer. Profils 3-D des rainures avec des vibrations ultrasonores (Figure 6 B, D, F) semble étroit, moins lisse et moins profondes que celles sans vibrations (figure 6 A, C, E), ce qui suggère que des vibrations ultrasonores provoquent la réduction de l'usure .
Pour quantifier le degré de réduction de l'usure, taux d'usure est définie comme
2. 
où est la perte de volume disque à 3 mm (mesurée à l'étape 4.3.2) et est la distance parcourue par la broche en mètres (tableau 1). Comme pour le pourcentage de réduction de la friction, le pourcentage de réduction de l'usure est définie comme
3. 
où est le taux d'usure intrinsèque (sans vibrations ultrasoniques) et est le taux d'usure avecappliquer des vibrations ultrasonores. Les données du tableau 3 montre que les taux d'usure et les paramètres de rugosité de surface sont plus petits lorsque des vibrations ultrasonores sont présents, ce qui est un indicateur de réduction de l'usure. Le pourcentage de réduction de l'usure reste pratiquement constante lorsque la vitesse augmente.





within-page = "always"> 
Figure 1. expérimental: (A) tribomètre globale; (B) moteur; (C) cadre de support; (D) d'assemblage gymbal détaillée; (E) actionneur piézo-électrique; et (F) schématique du système. (Ce chiffre a été modifié depuis 13.)

Figure 2. Les données typiques d'une fenêtre d'échantillonnage. (Ce chiffre a été modifié depuis 13.) S'il vous plaît cliquer ici pour voir une version plus grande de cette figure.
931fig3.jpg "/>
Figure 3. Les forces de frottement avec et sans vibrations ultrasonores à différentes vitesses. (Ce chiffre a été modifié depuis 13) S'il vous plaît cliquer ici pour voir une version plus grande de cette figure.

Figure 4. Mesurée réduction de friction calculé à partir de l'équation. (1). (Ce chiffre a été modifié depuis 13) S'il vous plaît cliquer ici pour voir une version plus grande de cette figure.

Figure 5. rainures d'usure obtenus avec vibr ultrasons. ations (A, C, et E) et sans vibrations ultrasonores (B, D, et F) Chaque colonne correspond à une vitesse linéaire: 20,3 mm / s (A, B); 40,6 mm / s (C, D); et 87 mm / sec (E, F). (Ce chiffre a été modifié depuis 13)

Figure 6. profils 3D de rainures d'usure obtenu sans vibrations ultrasonores (A, C, et E) et avec des vibrations ultrasonores (B, D et F) Chaque ligne représente une vitesse linéaire:. 20,3 mm / sec (A, B); 40,6 mm / s (C, D); et 87 mm / sec (E, F). (Ce chiffre a été modifié depuis 13) S'il vous plaît cliquer ici pour voir une version plus grande de cette figure.
| Paramètre | Valeur | ||
| Groupe | 1 | 2 | 3 |
| Vitesse linéaire (mm / s) | 20,3 | 40,6 | 87 |
| Durée (hr) | 4 | 2 | 0,93 |
| Distance parcourue par les broches (m) | 292,5 | ||
| Révolutions | 1600 | ||
| Matériau Pin | Acier inoxydable 316 | ||
| Matériau du disque | Aluminium 2024 | ||
| Force normale nominale (N) | 3 | ||
| Disc manquer (mm) | 0,0286 | ||
| US fréquence (kHz) | 22 | ||
| US amplitude (pm) | 2.5 | ||
| Groove diamètre nominal (mm) 50 | |||
| Température nominale (° C) | 21 ± 1 | ||
| Température nominale de l'actionneur (° C) | 31 ± 1 | ||
| Milieu | L'air de laboratoire | ||
| La fréquence d'échantillonnage (Hz) | 400 | ||
Tableau 1. Paramètres utilisés dans les tests de tribomètre. (Ce tableau a été modifié depuis 13)
| Vitesse linéaire (mm / s) | États-Unis | Steady frottement de l'Etat (N) | Distance pour atteindre l'état d'équilibre (m) | Réduction de frottement (%) |
| 20,3 | Non | 1.024 ± 0,063 | 4.17 | 62.22 |
| Oui | 0.379 ±0,041 | 2.78 | ||
| 40,6 | Non | 1.201 ± 0,055 | 11.61 | 36.11 |
| Oui | 0,748 ± 0,035 | 7.21 | ||
| 87 | Non | 1.472 ± 0,064 | 8,94 | 29.32 |
| Oui | 1.041 ± 0,056 | 4,64 |
Tableau 2. forces de frottement de l'état d'équilibre, les distances pour atteindre l'état d'équilibre, et la réduction de la friction. (Ce tableau a été modifié depuis 13)
| Vitesse linéaire (mm / s) | États-Unis | Ra (um) | R q (pm) | R t (pm) | Porter le taux (3 mm / m) | Nombre de contacts | |
| 20,3 | Non | 18,829 | 21,421 | 124.35 | 2.237 × 10 -2 | 45.76 | |
| Oui | 17,238 | 18,975 | 87,011 | 1.214 × 10 -2 | 3,17 × 10 8 | ||
| 40,6 | Non | 21,647 | 22,673 | 109.28 | 2.581 × 10 -2 | 48.18 | |
| Oui | 17,289 | 19,922 | 106.42 | 1.338 × 10 -2 | 1,58 × 10 8 | ||
| 87 | Non | 19.825 | 21,921 | 130,52 | 2,43 × 10 -2 | 48.63 | |
| Oui | 17,606 | 111.25 | 1.248 × 10 -2 | 7,39 × 10 8 |
Tableau 3. Comparaison des taux d'usure, le nombre de contacts, et les paramètres de rugosité de surface (moyenne arithmétique; racine quadratique moyenne; hauteur maximale du profil) (Ce tableau a été modifié depuis 13).
Subscription Required. Please recommend JoVE to your librarian.
Discussion
Expériences ont été menées en utilisant ce protocole pour étudier l'effet de la vitesse linéaire sur la friction ultrasons et la réduction de l'usure. Les mesures montrent que les vibrations ultrasoniques de réduire efficacement le frottement et l'usure à trois vitesses linéaires. Conformément aux observations antérieures, le montant de la réduction de frottement diminue de 62,2% à 20,3 mm / s à 29,3% au 87 mm / sec. Réduction de l'usure est négligeable avec changement de vitesse linéaire (45,8% à 48,6%).
Les propriétés des matériaux tels que le module et le rendement de la force de Young peuvent changer lorsque des ondes ultrasonores sont transmises à travers le matériau. Ceci est souvent désigné sous ultrasons 23 ramollissement. Dans cette étude, en raison de la différence de rigidité entre le piézo-actionneur et d'autres parties de la mise en place, les 22 vibrations kHz créés par l'actionneur n'a pas transmis à l'autre partie de montage expérimental, bien qu'un mode de la vibration la structure autour de 100 Hz était excité quand vib ultrasonsrations ont été appliquées. A l'interface entre la tige et le disque, des vibrations ultrasonores provoquent un dégagement de chaleur qui provoque une élévation de température à l'interface. Cependant, d'après des expériences menées par Dong et Dapino, l'élévation de température est dans une plage qui provoque des changements négligeables pour les propriétés du matériau.
Une limitation de cette expérience est qu'il n'y a pas de mécanisme pour éliminer oscillation du disque, ce qui peut provoquer un mouvement vertical de la broche, bras gymbal, et le poids. Accélération des résultats de masse en mouvement dans les variations de la force normale réelle appliquée à l'interface, où les forces de frottement mesurés. Par conséquent, il est essentiel de veiller à ce que l'arbre du moteur, l'arbre cannelé, mandrin, et le disque sont de niveau. Variabilité expérimentale peut être réduit lorsque la quantité d'oscillation est réduite.
Il est également essentiel de bien serrer l'écrou borgne à l'actionneur piézo-électrique de sorte que l'écrou borgne ne devienne pas lâche pendant le test. Ultravibrations soniques sont inefficaces pour réduire la force de frottement si les vibrations ne sont pas transmises à l'interface. Si la force de frottement saute soudainement à un niveau supérieur au cours de l'essai, il est hautement probable en raison d'une mauvaise connexion entre l'écrou borgne et l'actionneur. Cette question est accompagnée d'un bourdonnement de sorte qu'il peut être facilement détecté.
Un actionneur piézo-électrique à propulsion électrique génère de la chaleur qui peut augmenter rapidement sa température si aucun refroidissement est employé. Il est essentiel de régler le débit d'air à un niveau approprié pour éliminer la chaleur et maintenir la température de la constante de l'actionneur. Même lorsque l'actionneur piézo-électrique est mis hors tension pour les essais sans vibrations ultrasonores, le même débit d'air doit encore être appliquée de sorte que les conditions de test sont les mêmes pour tous les essais.
Comparé à des travaux antérieurs, ce protocole études de friction et l'usure simultanément, dans le même test, qui n'a pas été fait systématiquement auparavant. Le gymbalAssemblée permet une approche plus directe pour mesurer les forces de frottement à l'interface que les autres méthodes qui soit dérivent frottement d'une force d'actionnement mesurée ou d'autres paramètres physiques, tels que la déformation ou le couple. Le support de disque conçu et construit pour ces tests permet de changer facilement d'échantillons d'essai avec différentes dimensions, des matériaux et des rugosités de surface. Le profilomètre optique fournit des informations telles que des profils 3D et rugosité de surface pour étudier la réduction de l'usure, qui offre de la compréhension plus détaillée des cicatrices d'usure que la perte de volume ou de perte de poids des mesures. Grâce à ces avantages, ce protocole peut être utilisé pour étudier la dépendance de frottement et d'usure ultrasons réduction sur de nombreux autres paramètres tels que le stress normal, la dureté du matériau, rugosité de la surface, et l'amplitude de vibration.
Subscription Required. Please recommend JoVE to your librarian.
Acknowledgments
Les auteurs tiennent à remercier Tim Krantz de la NASA Glenn et Duane Detwiler de Honda R & D pour leur soutien technique et des contributions en nature. Le soutien financier pour cette recherche a été assuré par les organisations membres de l'Concepts Centre Smart Vehicle (www.SmartVehicleCenter.org), une Science Foundation Industrie / Université Coopérative Centre national de recherche (I / CRCU). SD est soutenu par un véhicule Smart Concepts Graduate Fellowship et une bourse de l'Université de l'Université Ohio State Graduate School.
Materials
| Name | Company | Catalog Number | Comments |
| DC Motor | Minarik | SL14 | |
| Electrical amplifier | AE Techron | LVC5050 | |
| Signal conditioner | Vishay Measurements Group | 2310 | |
| Signal generator | Agilent | 33120A | |
| Piezoelectric stack | EDO corporation | EP200-62 | |
| Load cell | Transducer Techniques | MLP-50 | |
| Load sensor pad | FlexiForce | A201 | |
| Laser meter | Keyence corporation | LK-G32 | |
| Hall-effect probe and gaussmeter | Walker Scientific, Inc. | MG-4D | |
| Data acquisition module | Data Physics | Quattro | |
| Data acquisition software | Data Physics | SignalCalc Ace | |
| Thermocouple reader | Omega | HH22 | |
| Optical profilometer | Bruker | Contour GT | |
| Profilometer operation software | Bruker | Vision 64 |
References
- Bhushan, B. Introduction to tribology. , John Wiley & Sons. New York. (2002).
- Severdenko, V., Klubovich, V., Stepanenko, A. Ultrasonic rolling and drawing of metals. , Consultants Bureau. New York and London. (1972).
- Taylor, R., Coy, R. Improved fuel efficiency by lubricant design: a review. Proc. Instit. Mech. Eng., Part J: J Eng. Tribol. 214 (1), 1-15 (2000).
- Littmann, W., Storck, H., Wallaschek, J. Sliding friction in the presence of ultrasonic oscillations: superposition of longitudinal oscillations. Arch. Appl. Mech. 71 (8), 549-554 (2001).
- Littmann, W., Storck, H., Wallaschek, J. Reduction in friction using piezoelectrically excited ultrasonic vibrations. Proc. SPIE. 4331, (2001).
- Bharadwaj, S., Dapino, M. J. Friction control in automotive seat belt systems by piezoelectrically generated ultrasonic vibrations. Proc. SPIE. 7645, 7645E (2010).
- Bharadwaj, S., Dapino, M. J. Effect of load on active friction control using ultrasonic vibrations. Proc. SPIE. 7290, 7290G (2010).
- Kumar, V., Hutchings, I. Reduction of the sliding friction of metals by the application of longitudinal or transverse ultrasonic vibration. Tribol. Int. 37 (10), 833-840 (2004).
- Pohlman, R., Lehfeldt, E. Influence of ultrasonic vibration on metallic friction. Ultrasonics. 4 (4), 178-185 (1966).
- Popov, V., Starcevic, J., Filippov, A. Influence of Ultrasonic In-Plane Oscillations on Static and Sliding Friction and Intrinsic Length Scale of Dry Friction Processes. Tribol. Lett. 39 (1), 25-30 (2010).
- Dong, S., Dapino, M. J. Piezoelectrically-induced ultrasonic lubrication by way of Poisson effect. Proc. SPIE. 8343, 83430L (2012).
- Dong, S., Dapino, M. J. Elastic-plastic cube model for ultrasonic friction reduction via Poisson effect. Ultrasonics. 54 (1), 343-350 (2014).
- Dong, S., Dapino, M. J. Wear Reduction Through Piezoelectrically-Assisted Ultrasonic Lubrication. Smart. Mater. Struct. 23 (10), 104005 (2014).
- Chowdhury, M., Helali, M. The effect of frequency of vibration and humidity on the wear rate. Wear. 262 (1-2), 198-203 (2014).
- Bryant, M., Tewari, A., York, D. Effect of Micro (rocking) vibrations and surface waviness on wear and wear debris. Wear. 216 (1), 60-69 (1998).
- Bryant, M., York, D. Measurements and correlations of slider vibrations and wear. J. Tribol. 122 (1), 374-380 (2000).
- Goto, H., Ashida, M., Terauchi, Y. Effect of ultrasonic vibration on the wear characteristics of a carbon steel: analysis of the wear mechanism. Wear. 94, 13-27 (1984).
- Goto, H., Ashida, M., Terauchi, Y. Wear behaviour of a carbon steel subjected to an ultrasonic vibration effect superimposed on a static contact load. Wear. 110 (2), 169-181 (1986).
- Robinowicz, E. The friction and wear of materials. , Wiley. New Jersey. (1965).
- Bowden, F., Freitag, E. The friction of solids at very high speeds. Proc. R. Soc. A. 248 (1254), 350-367 (1985).
- Burwell, J., Rabinowicz, E.
- Cocks, M.
- Rusinko, A. Ultrasound and Irrecoverable Deformation in Metals. , LAP Lambert Academic Publishing. Saarbrücken. (2012).

{kind=link}
{kind=link}