

Abstract
La fricción y el desgaste son perjudiciales para los sistemas de ingeniería. Lubricación ultrasónico se logra cuando la interfaz entre dos superficies de deslizamiento se hace vibrar a una frecuencia por encima de la gama acústica (20 kHz). Como tecnología de estado sólido, la lubricación de ultrasonidos puede utilizarse donde los lubricantes convencionales son inviables o indeseable. Además, la lubricación de ultrasonidos permite la modulación eléctrica del coeficiente de fricción eficaz entre las dos superficies de deslizamiento. Esta propiedad permite que los sistemas adaptativos que modifican su estado de fricción y la respuesta dinámica asociada como las condiciones de operación de cambio. Desgaste de la superficie también se puede reducir a través de la lubricación de ultrasonidos. Hemos desarrollado un protocolo para investigar la dependencia de la reducción de la fuerza de fricción y el desgaste de la reducción en la velocidad de deslizamiento lineal entre las superficies lubricadas por ultrasonidos. A tribómetro pin-on-disco fue construido que difiere de las unidades comerciales en que una pila piezoeléctrica se utiliza para hacer vibrar el pasador en 22kHz normal a la superficie del disco giratorio. Fricción y el desgaste métricas incluyendo la fuerza efectiva la fricción, la pérdida de volumen, y rugosidad de la superficie se miden sin y con vibraciones ultrasónicas a una presión constante de 1 a 4 MPa y tres velocidades de deslizamiento diferentes: 20,3, 40,6, y 87 mm / seg. Un perfilómetro óptico se utiliza para caracterizar las superficies de desgaste. La fuerza de fricción efectiva se reduce en un 62% a 20,3 mm / seg. Consistentemente con las teorías existentes para la lubricación de ultrasonidos, la reducción porcentual en la fuerza de fricción disminuye con el aumento de la velocidad, hacia abajo a la reducción de la fuerza de fricción 29% a 87 mm / seg. Reducción del desgaste permanece esencialmente constante (49%) a las tres velocidades consideradas.
Introduction
Existe fricción en la interfaz de dos superficies de contacto cuando se deslizan o rollo con respecto al otro. Fricción suele estar acompañado por desgaste abrasivo o adhesivo. 1 Ultrasonidos es la ciencia detrás de los fenómenos de alta frecuencia, es decir, las ondas viajan a frecuencias superiores al rango acústico (20 kHz). El campo de los ultrasonidos abarca dos regímenes fundamentalmente diferentes. Un régimen implica ondas de baja intensidad como los utilizados en los procesos de formación de imágenes, tales como ultrasonido médico o de inspección no destructiva de estructuras. El otro es un régimen de alta potencia en el que se utilizan ondas de alta energía para ejecutar o ayudar a los procesos de ingeniería, tales como la soldadura de plásticos y metales. Se ha demostrado que la aplicación de este último tipo de vibraciones ultrasónicas en la interfase de dos superficies en contacto deslizante reduce la fuerza de fricción efectiva en la interfase. Este fenómeno se conoce como lubricación ultrasónica.
Conseguirlubricación ultrasónico entre dos objetos deslizantes, vibración relativa a frecuencias ultrasónicas se debe establecer entre ellos. Las vibraciones se aplican típicamente a uno de los dos objetos, ya sea en sentido longitudinal, transversal, o dirección perpendicular con respecto a la velocidad de deslizamiento. En este estudio, el NIP de un tribómetro está equipado con un actuador piezoeléctrico de modo que su punta vibra en la dirección perpendicular al disco giratorio de la tribómetro. Los materiales piezoeléctricos son una clase de materiales "inteligentes" que se deforman cuando se exponen a campos eléctricos, que vibra a la misma frecuencia que el campo de excitación. Los materiales piezoeléctricos pueden vibrar a frecuencias hasta bien entrada la gama MHz. Al estar superpuesta a la velocidad macroscópica, vibraciones ultrasónicas tienen el efecto de alternar la dirección de la fuerza de fricción instantánea y la contacto entre las superficies, que en combinación conduce a una reducción de la fuerza de fricción y la superficie de desgaste eficaz. Reducción de la fricción por ultrasonidos se ha demostrado en sistemas de fabricación prácticas. Por ejemplo, esta tecnología se ha utilizado para reducir la fuerza entre la herramienta y la pieza de trabajo en el mecanizado de metales y la formación de procesos tales como la perforación, prensado, la hoja de laminación, y el dibujo de alambre. Los beneficios incluyen mejorar el acabado superficial 2 y una menor necesidad de detergentes costosos y perjudiciales para el medio ambiente para eliminar los lubricantes del producto final. Existen aplicaciones potenciales de la lubricación de ultrasonidos en otras áreas también. Por ejemplo, la lubricación ultrasónico puede mejorar sustancialmente la experiencia del usuario en productos de cuidado de la salud personal eliminando la necesidad de lubricantes o recubrimientos. En aplicaciones de automóviles, la modulación fricción puede mejorar el rendimiento de las articulaciones de rótula mientras que la reducción de la fricción entre los asientos y los carriles de vehículos facilita el movimiento del asiento, ahorrando espacio y la masa que de otro modo sería ocupado por los componentes y meca tradicionalesSMS. Lubricación ultrasónico también puede ayudar a mejorar la eficiencia del combustible mediante la reducción de la fricción en sistemas de transmisión y suspensión. 3 En las aplicaciones espaciales, donde no se pueden utilizar lubricantes tradicionales, lubricación ultrasónico puede ser empleado para reducir el desgaste y dramáticamente extender la vida de los componentes críticos.
Demostraciones de laboratorio de la reducción de la fricción a través de la lubricación de ultrasonidos son numerosos. Reducción de la fricción se cuantifica como la diferencia entre la fuerza de fricción medido sin lubricación ultrasónica y la fuerza de fricción con vibraciones ultrasónicas aplicadas. En cualquier caso, la fuerza de fricción se mide directamente con sensores de fuerza. Littmann et al 4-5. Conectado un actuador piezoeléctrico impulsado a un control deslizante, sobre el que se han instalado un sensor de fuerza y un marco para la medición de fuerzas de fricción y la aplicación de cargas normales. Un actuador neumático fue empleado para empujar el deslizador junto con el actuador a lo largo de un carril de guía. Ultrasonic vibraciones se aplicaron en la dirección longitudinal a la velocidad de deslizamiento. Bharadwaj y Dapino 6 a 7 llevaron a cabo experimentos similares utilizando un actuador de apilamiento piezoeléctrico conectado a una guía de ondas cónica en cada extremo de la pila. Contactos tuvieron lugar entre los bordes esféricas de los conos y la superficie del carril de guía. Se estudiaron los efectos de los parámetros del sistema, tales como la rigidez de contacto, carga normal, y la rigidez global. Kumar y Hutchings 8 instalado un alfiler en un sonotrodo que fue energizado por un transductor ultrasónico. Las vibraciones ultrasónicas se generaron y se transmiten a la clavija, que se coloca en contacto con una superficie de acero de la herramienta. Fuerza normal se aplicó por un cilindro neumático y medido por una célula de carga. El movimiento relativo entre el pasador y el disco fue creado por una mesa de vaivén.
Pohlman y Lehfeldt 9 también implementaron un experimento pin-on-disc. A diferencia de otros estudios, emplearon un magnetostrictive transductor para generar vibraciones ultrasónicas. Para estudiar la dirección óptima para la reducción de la fricción de ultrasonidos, el transductor se alineó cuidadosamente de modo que la dirección de vibración era longitudinal, transversal, y vertical a la velocidad macroscópica. Estudiaron reducción de la fricción de ultrasonidos tanto en superficies secas y lubricadas. Popov et al. 10 utiliza un actuador con guías de ondas cónicas. El actuador se puso en contacto con una placa de base giratoria. Conos hechos de nueve materiales con diferentes durezas se adoptaron para estudiar la influencia de la dureza del material en la reducción de la fricción por ultrasonidos. Dong y Dapino 11 a 13 utilizan un transductor piezoeléctrico para generar y transmitir vibraciones ultrasónicas a una guía de ondas prismática con los bordes redondeados. La vibración longitudinal provoca la vibración vertical debido al efecto de Poisson. Un slider con una parte superior curvada fue puesto bajo y en contacto la guía de onda. Un marco fue construido para aplicar fuerzas normales en la interfaz de contactos. Tdeslizador que fue retirado manualmente alrededor de la zona centro de la guía de ondas; la fuerza de fricción se midió mediante una célula de carga que estaba conectado a la corredera.
Reducción del desgaste ultrasonidos inducida también fue investigado y demostrado. Se emplean de pérdida de volumen, pérdida de peso, y la rugosidad de la superficie cambios para cuantificar la gravedad de wear.Chowdhury y Helali 14 vibraron un disco que gira en una configuración de pin-on-disc. Las vibraciones se generaron por una estructura de soporte de dos placas paralelas situadas bajo el disco giratorio. La placa superior tiene una bola esférica instalado fuera del centro en la superficie inferior, que se desliza en una ranura que fue grabada en la superficie superior de la placa inferior. La ranura se mecanizó con una profundidad variable periódicamente de modo que la placa superior se mueve verticalmente durante la rotación. Las frecuencias variaron alrededor de 100 Hz de acuerdo con la velocidad de rotación.
Bryant y York 15-16 estudiaron el efecto de micro-vibraciones en wreducción de oído. Se insertan un cilindro de carbono a través de un soporte con un extremo descansaba sobre un disco de acero de hilatura y el otro extremo conectado a un muelle helicoidal. En un caso, el cilindro fue ajustada montado en el soporte de manera que no había espacio para la vibración. En otros casos, las separaciones fueron dejados para permitir micro-vibraciones del cilindro mientras que el cilindro estaba en contacto con el disco giratorio. La pérdida de peso del cilindro se midió para calcular la tasa de desgaste. Se demostró que las micro-vibraciones autogeneradas ayudaron a reducir el desgaste hasta en un 50%.
Goto y Ashida 17-18 también adoptaron un experimento de pin-on-disc. Ellos conectan muestras de pasador con un transductor a través de un cono cónico y un cuerno. El pasador de vibrar en la dirección perpendicular a la superficie del disco. Una masa se conectó al transductor en su parte superior para la aplicación de cargas normales. Las fuerzas de fricción fueron traducidos a partir del par que se aplicó para hacer girar el disco. Desgaste fue identificado como adhesivo debido a que ambospin y el disco estaban hechas de acero al carbono. Tasas de desgaste se calcularon a partir mediciones de pérdida de volumen.
Se ha demostrado que la velocidad lineal juega un papel importante en la lubricación de ultrasonidos. El componente experimental de esta investigación se centra en la dependencia de la reducción de la fricción y el desgaste de la velocidad lineal.
Subscription Required. Please recommend JoVE to your librarian.
Protocol
1. Desarrollo de la Tribómetro Modificado
- Instale subsistema chuck-motor.
- Mesa de aislamiento de vibraciones Nivel. Coloque motor de corriente continua en la mesa; nivelar el motor con cuñas y fijarla con puntales y bulones. Coloque bastidor de soporte alrededor del motor.
- Conectar eje estriado al eje del motor utilizando una llave. Ponga placa de soporte en el bastidor con el eje ranurado de pasar por el orificio de la placa. Conjunto de empuje rodamiento de agujas-rodillos en la placa de soporte y alrededor del eje estriado. Lubrique el cojinete con fluidos de corte.
- Conectar el eje estriado al mandril a través de una placa adaptadora, que tiene un acoplamiento de eje ranurado en un lado y patrón de pernos de la pinza de sujeción en el otro lado. En este punto, el mandril es soportado por el bastidor a través del cojinete de empuje y conectado al motor a través de la placa adaptadora.
- Instale el conjunto gymbal.
- Construir el marco de soporte utilizando puntales U-canales, soportes ypernos. Utilice cuatro puntales largos como pilares, y utilizar tres más cortas como vigas transversales.
- Asegure los cuatro pilares de la tabla de aislamiento de vibraciones utilizando soportes y tornillos. Conecte el conjunto gymbal a la viga transversal media usando pernos y tuercas.
- Instalar una célula de carga orientado horizontalmente en la asamblea gymbal; conectar rígidamente un lado de la célula de carga al bastidor del conjunto de gymbal, mientras se conecta el otro lado al brazo gymbal con un alambre.
- Montar el actuador piezoeléctrico.
- Inserte 3 en barra larga, totalmente roscado a través del agujero de la pila piezoeléctrica; poner una arandela y una tuerca en cada extremo de la pila; dejar alrededor de 1/8 de la rosca en la que sobresale del extremo de una tuerca.
- Apretar las tuercas en ambos extremos para crear una precarga en la pila. Conecte los largos y roscas expuestas al brazo gymbal utilizando tuercas y arandelas. Tuerca ciega hilo en el otro extremo del disco piezo-actuador y de inserción en el mandril (esta tuerca ciegay el disco se utilizan para fines de configuración, no para la prueba).
- Ajuste la altura del conjunto gymbal manera que la tuerca de bellota está en contacto con la parte superior del disco y el brazo gymbal está nivelada.
- Ajustar la posición del conjunto de gymbal de modo que el punto de contacto entre la tuerca ciega y el disco es de aproximadamente 25 mm de distancia del centro de rotación del disco. Apriete todos los pernos en la puesta a punto para asegurar la estabilidad.
- Configure la generación de la señal, la amplificación de la señal, y subsistemas de adquisición de datos.
- Conecte el sistema de adquisición de datos a un ordenador de laboratorio. Conecte la salida del generador de señal a la entrada de un amplificador eléctrico. Conecte la salida del amplificador con los cables de entrada de la pila piezoeléctrica. Conectar los monitores amplificador al sistema de adquisición de datos.
- Conecte la célula de carga a un acondicionador de señal, y luego conectar la salida del acondicionador de señal al sistema de adquisición de datos.
- Adicional puesta a punto.
- Conecte la manguera de aire a darse aire. Fijar el extremo de la manguera en el bastidor de tal manera que sus puntos de salida en el actuador piezoeléctrico. Pegue la punta del termopar al actuador piezoeléctrico. Conecte los conductores del termopar a lector; colgar el lector en el marco.
Preparación 2. Pre-test
- Calibre la velocidad de rotación del motor.
- Adjuntar imán hasta el borde del plato. Lugar de efecto Hall sonda cerca de la tirada. Conectar la salida de la sonda de efecto Hall para gaussmeter que está conectado al sistema de adquisición de datos.
- Abra el software de adquisición de datos y comenzar la adquisición de datos. Encienda el motor; gire la perilla de velocidad del controlador del motor a 10 (la velocidad de rotación más bajo del motor proporciona). Después de que el motor gira a 10 revoluciones, apague el motor. Fin de adquisición de datos.
- Analizar los datos guardados; el tiempo entre dos picos de la señal de salida del gaussmeter es el momento de que el motor se pudracomió una vuelta completa.
- Gire la perilla de 10 a 100 (la más alta velocidad de rotación del motor proporciona) en incrementos de 10; repita los pasos 2.1.2 al 2.1.3.
- Coloque la almohadilla de sensor de carga entre la tuerca ciega y el disco para medir la fuerza normal en la interfase. Máquina finamente la superficie de los discos de prueba utilizando un torno.
- Limpie la tuerca de bellota y el disco a ensayar inmediatamente antes de la prueba.
- Póngase los guantes de plástico y la cara mask.Prepare pedazos de trapos de laboratorio; doblarlas en cuadrados de 1 pulgada. Pulverizar etanol sobre los cuadrados de tejidos; limpie suavemente la superficie de la tuerca de la bellota y el disco con ellos.
- Instale la tuerca de bellota limpia y disco.
- Enrosque la tuerca de bellota en el actuador piezoeléctrico, apretarlo con una llave de boca. Inserte el disco en el plato; ajustar la posición para asegurarse de que la punta de la tuerca ciega está en contacto con la superficie del disco.
- Alinear la superficie superior del disco y el brazo gymbal. Apriete el mandril de modode que el disco se mantiene firmemente.
- Mida el descentramiento de la rotación del disco.
- Instale sensor de desplazamiento láser en un accesorio, y colocar el aparato al lado de la tribómetro. Ajustar la altura y el ángulo del sensor de modo que el disco está dentro del alcance del sensor y el rayo láser es normal al disco.
- Conectar la salida del sensor para el sistema de adquisición de datos. Inicie la adquisición de datos. Encienda el motor y girar el disco hasta 10 revoluciones; apagar el motor. Fin de adquisición de datos.
3. Realizar pruebas
- Las pruebas con vibraciones ultrasónicas.
- Peso Cuelgue 2 N en un gancho que se conecta al brazo gymbal a través del alambre y dos poleas. El peso se usa para aplicar una carga normal entre la tuerca ciega y el disco.
- Colgar otro peso 2 N en el otro gancho que se conecta al brazo gymbal para proporcionar una pretensión horizontal a la celda de carga.
- Ajuste la señalgenerador para proporcionar una señal sinusoidal continua con desplazamiento de CC de 3 V, amplitud de 3 V, y la frecuencia de 22 kHz (la frecuencia de resonancia del actuador piezoeléctrico). Tenga en cuenta que el desplazamiento de 3 V se usa para prevenir la tensión en el actuador piezoeléctrico.
- Iniciar la adquisición de datos (reducida fuerza de fricción). Encienda el amplificador y gire el control de ganancia de 15, que corresponde a un aumento real de 4,67 (los números en el control de ganancia son arbitrarias).
- Encienda el motor; ajustar la velocidad de rotación a 6,67 rpm para proporcionar una velocidad lineal de 20,3 mm / seg. Ejecute la prueba durante 4 horas.
- Apague el motor y el amplificador, y luego detener la adquisición de datos. Retire la tuerca de bellota probado y disco de la puesta a punto; Repita los pasos 2.3 a 2.5 para instalar nueva tuerca de bellota y el disco.
- Repita los pasos 3.1.1 al 3.1.6. En el paso 3.1.5, ajuste la velocidad de giro de 13,3 rpm y 28,7 rpm para proporcionar velocidades lineales de 40,6 mm / seg y 87 mm / s, respectivamente; ejecutar las pruebas para corresp 2 y 0,94 hondingly.
- Ensayos sin vibraciones ultrasónicas.
- Repita el paso 3.1.6 para cambiar tuercas ciegas y discos. Repita los pasos 3.1.1 a 3.1.6 con el amplificador de generador de señales y la señal de apagado (la fricción medido es la fricción intrínseca).
4. Medidas perfilómetro óptico
- Preparación Medición
- Limpie los discos inmediatamente antes de las mediciones con el paso 2.3. Hacer ocho marcas distribuidas uniformemente alrededor del borde del disco. Abra el software perfilómetro.
- Elevar la lente de manera que haya suficiente espacio entre la plataforma de la lente y de la muestra. Nivelar la plataforma de muestra. Coloque un pedazo de laboratorio de limpiar en la plataforma.
- Colocar suavemente la muestra en la parte superior del tejido con una de las ocho marcas que enfrenta la parte delantera del perfilómetro.
- Configuración de mediciones.
- Elija VSI (Vertical Escaneado Interferometría) como el tipo de procesamiento. Seleccione lente 5X paragran campo de visión y la forma general. Escoja 0.55X de aumento para un área de barrido de 1,8 mm por 2,4 mm.
- Elija 1X velocidad de exploración. Establecer rango de exploración a -100 m hasta 100 m. Llevar la lente hacia abajo, hacia la muestra hasta que haya una imagen borrosa en la pantalla. Ajuste la altura de la lente hasta que la imagen es clara.
- Elija 2 como el número de exploraciones a la media para cada medición. Haga clic en el botón de medición.
- Procedimientos posteriores a la medición.
- Utilice la receta de visión que se define en el software para corregir la imagen prima para la inclinación de toda la muestra. Abra la caja de herramientas de análisis en el software.
- Obtener los valores de rugosidad medidos desde el elemento "Basic Estadísticas". Obtener la pérdida de volumen medido de la marca de desgaste en el área de exploración del concepto de "volumen".
- Guarde las imágenes de los perfiles de 1D en direcciones x e y, el perfil 2D, el perfil 3D, así como la tabla de valores de rugosidad. Gire la muestra hacia la derecha hasta ªe siguiente marca se enfrenta a la parte delantera del perfilómetro.
- Repita los pasos 4.2 a 4.3 para los 7 puntos restantes.
- Repita los pasos 4.1. a 4,4 en los seis discos.
Subscription Required. Please recommend JoVE to your librarian.
Representative Results
Las mediciones representativas aquí presentados se obtuvieron a partir de la tribómetro modificada mostrada en la Figura 1. El actuador piezoeléctrico genera vibraciones con amplitud de 2,5 micras, con una frecuencia de 22 kHz. Para estudiar la dependencia de la fricción y el desgaste de reducción de velocidad lineal, tres velocidades diferentes (20,3, 40,6 y 87 mm / seg) se aplicaron a el disco por el cambio de la velocidad de rotación del motor. Para todos los tres grupos, fueron elegidos el número de revoluciones del disco y la distancia de desplazamiento del pasador como 1600 y 292,5 m, respectivamente. El diámetro de giro nominal fue de 50 mm. Otros parámetros tales como la fuerza normal, frecuencia de vibración, la vibración y la amplitud sigue siendo el mismo para todos los ensayos (Tabla 1).
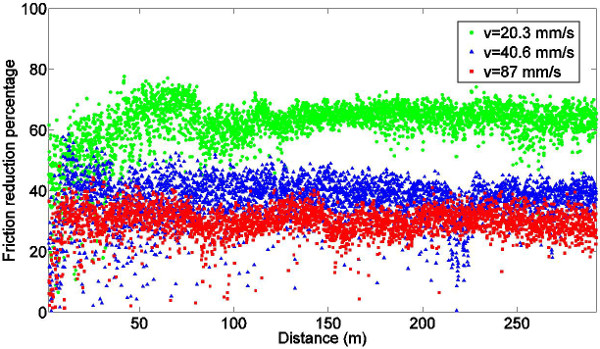
La fuerza de fricción fue muestreada a una frecuencia de 400 Hz utilizando ventanas de muestreo 2 seg. La Figura 2 muestra datos típico de una sola ventana de muestreo. El fluctuatio observadon en la fuerza de fricción se atribuye al stick-slip. Se calcularon los valores medios de la fuerza de fricción y se representó frente distancia de recorrido pin en la Figura 3. Fuerzas de fricción intrínsecos están representados por puntos en la figura, mientras que las fuerzas de fricción con vibraciones ultrasónicas se muestran con marcadores "x". Verde, azul y rojo se utilizan, respectivamente, para los datos de prueba a 20,3 mm / seg, 40,6 mm / seg, y 87 mm / seg. La fuerza de fricción de cada prueba se mantiene prácticamente constante una vez se consigue la operación en estado estacionario.
Descentramiento del disco provoca la aceleración inercial de movimiento vertical de la clavija y de reunión gymbal, lo que resulta en la variación de la fuerza normal. Como resultado, la fuerza de fricción medido fluctúa como se muestra en la Figura 3. Se hace hincapié en que la fluctuación observada en la Figura 2 se debe a stick-slip. Teniendo en cuenta el valor medio de la fuerza de fricción después de que el sistema ha alcanzado la operación en estado estacionario, la figura3 muestra que la fuerza de fricción es mayor a altas velocidades lineales, ya sea o no vibraciones ultrasónicas se aplican al sistema. Este resultado es consistente con estudios anteriores que muestran que la curva de fuerza-velocidad tiene una pendiente positiva para velocidades lineales de baja 19-21.
El porcentaje de reducción de la fricción se define como
1. 
donde es la fuerza intrínseca de fricción (fuerza sin vibraciones ultrasónicas, medido en el paso 3.2) y es la fuerza de fricción con vibraciones ultrasónicas (medidos en el paso 3.1.4). El porcentaje de reducción en cada velocidad lineal se representa frente a la distancia recorrida por el pasador en la Figura 4. Las vibraciones ultrasónicas reducir la fuerza de fricción en estado estacionario para las tres velocidades lineales probados, sin embargo, el porcentaje disminuye a medida que aumenta la velocidad lineal.
Fricción en estado estacionario Medidofuerzas, la distancia de estabilización, y el porcentaje de reducción de la fricción se enumeran en la Tabla 2. Las vibraciones ultrasónicas facilitan el proceso de descomposición de la capa de óxido y la formación de contactos estables entre el pasador y el disco, lo que conduce a una distancia más corta para la fuerza de fricción para alcanzar constante estado cuando vibraciones ultrasónicas están presentes.
El desgaste abrasivo se lleva a cabo entre en la superficie de los materiales con diferentes durezas. 22 Debido a la diferencia en la dureza de acero inoxidable (700 a 950 kg / mm 2) y aluminio (45 a 50 kg / mm 2), el desgaste se identifica como abrasivo en este estudio. Wear ranuras de los discos se muestran en la Figura 5. Las imágenes A, C, E corresponden a pruebas con vibraciones ultrasónicas, mientras que las imágenes B, D, F son los datos sin las vibraciones. Se puede observar que las ranuras parecen más desigual y no reflectante cuando se aplican vibraciones ultrasónicas.
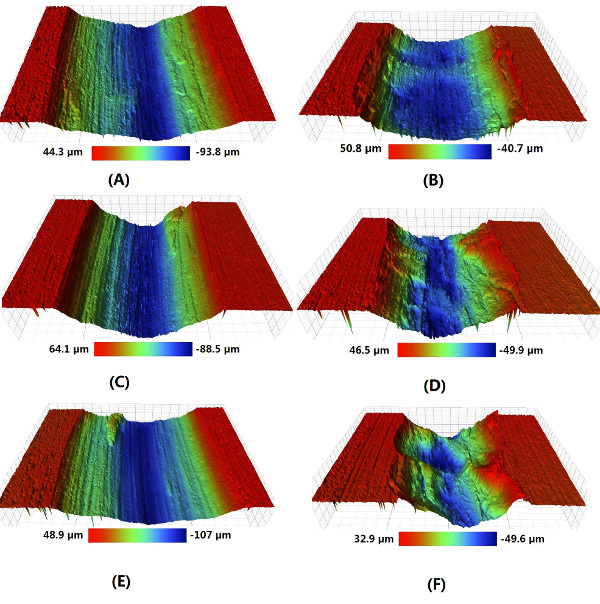
P tridimensionalrofiles, valores de rugosidad superficial, y las pérdidas de volumen de ranuras se obtienen a partir de las exploraciones perfilómetro. Perfiles 3-D de las ranuras con vibraciones ultrasónicas (Figura 6 B, D, F) aparece más estrecho, menos suave, y menos profunda que las que sin vibraciones (Figura 6 A, C, E), lo que sugiere que las vibraciones ultrasónicas causan la reducción de desgaste .
Para cuantificar el grado de reducción de desgaste, desgaste tasa se define como
2. 
donde es la pérdida de volumen de disco en mm 3 (medida en la etapa 4.3.2) y es la distancia recorrida por el pasador en metros (Tabla 1). Similar al porcentaje de reducción de fricción, el porcentaje de reducción de desgaste se define como
3. 
donde es la velocidad de desgaste intrínseca (sin vibraciones ultrasónicas) y es la tasa de desgaste convibraciones ultrasónicas aplicadas. Los datos de la Tabla 3 muestra que se desgastan las tarifas y los parámetros de rugosidad de la superficie son más pequeñas cuando las vibraciones ultrasónicas están presentes, lo cual es un indicador de la reducción del desgaste. El porcentaje de reducción de desgaste se mantiene prácticamente constante a medida que la velocidad aumenta.





dentro-page = "always"> 
Figura 1. Montaje experimental: (A) tribómetro general; (B) del motor; (C) bastidor de soporte; (D) detallado de la asamblea gymbal; (E) actuador piezoeléctrico; y (F) esquemática del sistema. (Esta cifra se ha modificado desde el 13.)

Figura 2. Los datos típicos de una ventana de muestreo. (Esta cifra se ha modificado desde el 13.) Haga clic aquí para ver una versión más grande de esta figura.
931fig3.jpg "/>
Figura 3. Las fuerzas de fricción con y sin vibraciones ultrasónicas a varias velocidades. (Esta cifra se ha modificado a partir del 13) Haga clic aquí para ver una versión más grande de esta figura.

Figura 4. Medido reducción de la fricción calculada a partir de la Ec. (1). (Esta cifra se ha modificado de 13) Por favor haga clic aquí para ver una versión más grande de esta figura.

Figura 5. ranuras de desgaste obtuvieron con vibr ultrasónica. ciones (A, C, y E) y sin vibraciones ultrasónicas (B, D, y F) Cada columna corresponde a una velocidad lineal: 20,3 mm / seg (A, B); 40,6 mm / seg (C, D); y 87 mm / seg (E, F). (Esta cifra se ha modificado a partir del 13)

Figura 6. perfiles en 3D de ranuras de desgaste adquiridos sin vibraciones ultrasónicas (A, C, y E) y con vibraciones ultrasónicas (B, D y F) Cada fila representa una velocidad lineal:. 20,3 mm / seg (A, B); 40,6 mm / seg (C, D); y 87 mm / seg (E, F). (Esta cifra se ha modificado de 13) Por favor haga clic aquí para ver una versión más grande de esta figura.
| Parámetro | Valor | ||
| Grupo | 1 | 2 | 3 |
| La velocidad lineal (mm / seg) | 20.3 | 40.6 | 87 |
| Duración (hr) | 4 | 2 | 0.93 |
| Distancia recorrida por pin (m) | 292.5 | ||
| Revoluciones | 1600 | ||
| Material de Pin | Acero inoxidable 316 | ||
| Material del disco | Aluminio 2024 | ||
| Fuerza normal nominal (N) | 3 | ||
| Disco agotado (mm) | 0.0286 | ||
| Frecuencia de los Estados Unidos (kHz) | 22 | ||
| EE.UU. amplitud (m) | 2.5 | ||
| Diámetro Groove nominal (mm) 50 | |||
| La temperatura nominal (° C) | 21 ± 1 | ||
| Temperatura nominal del actuador (° C) | 31 ± 1 | ||
| Ambiente | Aire Laboratorio | ||
| Frecuencia de muestreo (Hz) | 400 | ||
Tabla 1. Parámetros utilizados en las pruebas de tribómetro. (Esta tabla se ha modificado a partir de 13)
| La velocidad lineal (mm / seg) | EE.UU. | Fricción en estado estacionario (N) | Distancia hasta alcanzar el estado de equilibrio (m) | Reducción de la fricción (%) |
| 20.3 | Sin | 1,024 ± 0,063 | 4.17 | 62.22 |
| Sí | 0,379 ±0,041 | 2.78 | ||
| 40.6 | Sin | 1,201 ± 0,055 | 11.61 | 36.11 |
| Sí | 0,748 ± 0,035 | 7.21 | ||
| 87 | Sin | 1,472 ± 0,064 | 8.94 | 29.32 |
| Sí | 1,041 ± 0,056 | 4.64 |
Tabla 2. fuerzas de fricción en estado estable, las distancias para alcanzar el estado de equilibrio, y la reducción de la fricción. (Esta tabla se ha modificado a partir de 13)
| La velocidad lineal (mm / seg) | EE.UU. | R a (m) | R q (m) | R t (m) | Tasa de desgaste (mm3 / m) | Número de contactos | |
| 20.3 | Sin | 18,829 | 21.421 | 124.35 | 2,237 × 10 -2 | 45.76 | |
| Sí | 17.238 | 18.975 | 87.011 | 1,214 × 10 -2 | 3,17 × 10 8 | ||
| 40.6 | Sin | 21.647 | 22.673 | 109.28 | 2,581 × 10 -2 | 48.18 | |
| Sí | 17.289 | 19.922 | 106.42 | 1,338 × 10 -2 | 1,58 × 10 8 | ||
| 87 | Sin | 19,825 | 21.921 | 130.52 | 2,43 × 10 -2 | 48.63 | |
| Sí | 17.606 | 111.25 | 1,248 × 10 -2 | 7,39 × 10 8 |
Tabla 3. Comparación de la tasa de desgaste, número de contactos, y los parámetros de rugosidad de superficie (media aritmética, media cuadrática; altura máxima del perfil) (Esta tabla se ha modificado a partir de 13).
Subscription Required. Please recommend JoVE to your librarian.
Discussion
Los experimentos se llevaron a cabo utilizando este protocolo para estudiar el efecto de la velocidad lineal en la fricción de ultrasonidos y la reducción de desgaste. Las mediciones muestran que las vibraciones ultrasónicas reducen efectivamente fricción y el desgaste a tres velocidades lineales. De acuerdo con observaciones anteriores, la cantidad de reducción de la fricción disminuye de 62,2% a 20,3 mm / seg a 29,3% a 87 mm / seg. Reducción de desgaste es insignificante con el cambio de velocidad lineal (45,8% a 48,6%).
Propiedades de los materiales tales como el módulo y el rendimiento de la fuerza del joven pueden cambiar cuando las ondas ultrasónicas se transmiten a través del material. Esto se conoce como el ablandamiento por ultrasonidos 23 a menudo. En este estudio, debido a la diferencia de rigidez entre el piezo-actuador y otras partes de la puesta a punto, las 22 vibraciones kHz creados por el actuador no transmitió a la otra parte del montaje experimental, aunque un modo de vibración de la estructura en torno a 100 Hz se emocionó cuando vib ultrasónicaSe aplicaron las raciones. En la interfaz entre el pasador y el disco, vibraciones ultrasónicas causan la generación de calor que provocará el aumento de temperatura en la interfase. Sin embargo, sobre la base de los experimentos realizados por Dong y Dapino, el aumento de temperatura está en un rango que causa cambios insignificantes a las propiedades del material.
Una limitación de este experimento es que no existe un mecanismo para eliminar la oscilación de disco, que puede causar el movimiento vertical de la clavija, el brazo gymbal, y peso. Aceleración de los resultados que se mueven en masa en variaciones de la fuerza normal efectiva aplicada en la interfaz, por lo tanto, las fuerzas de fricción medidos. Por lo tanto, es crítico para asegurar que el eje del motor, eje estriado, mandril, y el disco están al mismo nivel. La variabilidad experimental se puede reducir cuando se minimiza la cantidad de oscilación.
También es fundamental para apretar firmemente la tuerca de bellota al actuador piezoeléctrico de manera que la tuerca de bellota no se afloje durante la prueba. Ultravibraciones sónicas son ineficaces para reducir la fuerza de fricción si las vibraciones no se transmiten a la interfaz. Si la fuerza de fricción salta de repente a un nivel superior durante la prueba, es muy probable debido a una conexión floja entre la tuerca ciega y el actuador. Este problema se acompaña de un ruido de zumbido por lo que se puede detectar fácilmente.
Un piezo-actuador eléctrico con motor genera calor que puede aumentar su temperatura rápidamente si no se emplea el enfriamiento. Es esencial para ajustar el flujo de aire a un nivel adecuado para eliminar el calor y mantener la temperatura de la constante de actuador. Incluso cuando el actuador piezoeléctrico se desactiva para las pruebas sin vibraciones ultrasónicas, el mismo flujo de aire aún debe aplicarse de forma que las condiciones de ensayo son las mismas para todas las pruebas.
En comparación con el trabajo anterior, esta estudios de protocolo fricción y el desgaste de forma simultánea, en la misma prueba, que no se hizo sistemáticamente previamente. El gymbalmontaje permite un enfoque más directo para medir las fuerzas de fricción en la interfaz que otros métodos que o bien se derivan de fricción a partir de una fuerza de accionamiento medido o de otros parámetros físicos, tales como deformación o torsión. El titular del disco diseñado y construido para estas pruebas permite el cambio conveniente de muestras de ensayo con diferentes dimensiones, materiales y rugosidades superficiales. El perfilómetro óptico proporciona información como perfiles 3D y rugosidad de la superficie para estudiar la reducción de desgaste, lo que proporciona una comprensión más detallada de las cicatrices de desgaste que las mediciones de pérdida de volumen o pérdida de peso. Con estas ventajas, este protocolo se puede utilizar para investigar la dependencia de la fricción y el desgaste de ultrasonidos reducción en muchos otros parámetros tales como la tensión normal, la dureza del material, rugosidad de la superficie, y la amplitud de vibración.
Subscription Required. Please recommend JoVE to your librarian.
Acknowledgments
Los autores desean dar las gracias a Tim Krantz de la NASA Glenn y Duane Detwiler de Honda R & D por su apoyo técnico y contribuciones en especie. El apoyo financiero para esta investigación fue proporcionado por las organizaciones miembros del Centro Conceptos Inteligente del Vehículo (www.SmartVehicleCenter.org), una Ciencia Fundación de la Industria / Universidad Cooperativa Centro Nacional de Investigación (I / UCRC). SD con el apoyo de un Conceptos inteligentes para vehículos Graduate Fellowship y una beca de la Universidad de la Universidad Escuela Estatal de Ohio.
Materials
| Name | Company | Catalog Number | Comments |
| DC Motor | Minarik | SL14 | |
| Electrical amplifier | AE Techron | LVC5050 | |
| Signal conditioner | Vishay Measurements Group | 2310 | |
| Signal generator | Agilent | 33120A | |
| Piezoelectric stack | EDO corporation | EP200-62 | |
| Load cell | Transducer Techniques | MLP-50 | |
| Load sensor pad | FlexiForce | A201 | |
| Laser meter | Keyence corporation | LK-G32 | |
| Hall-effect probe and gaussmeter | Walker Scientific, Inc. | MG-4D | |
| Data acquisition module | Data Physics | Quattro | |
| Data acquisition software | Data Physics | SignalCalc Ace | |
| Thermocouple reader | Omega | HH22 | |
| Optical profilometer | Bruker | Contour GT | |
| Profilometer operation software | Bruker | Vision 64 |
References
- Bhushan, B. Introduction to tribology. , John Wiley & Sons. New York. (2002).
- Severdenko, V., Klubovich, V., Stepanenko, A. Ultrasonic rolling and drawing of metals. , Consultants Bureau. New York and London. (1972).
- Taylor, R., Coy, R. Improved fuel efficiency by lubricant design: a review. Proc. Instit. Mech. Eng., Part J: J Eng. Tribol. 214 (1), 1-15 (2000).
- Littmann, W., Storck, H., Wallaschek, J. Sliding friction in the presence of ultrasonic oscillations: superposition of longitudinal oscillations. Arch. Appl. Mech. 71 (8), 549-554 (2001).
- Littmann, W., Storck, H., Wallaschek, J. Reduction in friction using piezoelectrically excited ultrasonic vibrations. Proc. SPIE. 4331, (2001).
- Bharadwaj, S., Dapino, M. J. Friction control in automotive seat belt systems by piezoelectrically generated ultrasonic vibrations. Proc. SPIE. 7645, 7645E (2010).
- Bharadwaj, S., Dapino, M. J. Effect of load on active friction control using ultrasonic vibrations. Proc. SPIE. 7290, 7290G (2010).
- Kumar, V., Hutchings, I. Reduction of the sliding friction of metals by the application of longitudinal or transverse ultrasonic vibration. Tribol. Int. 37 (10), 833-840 (2004).
- Pohlman, R., Lehfeldt, E. Influence of ultrasonic vibration on metallic friction. Ultrasonics. 4 (4), 178-185 (1966).
- Popov, V., Starcevic, J., Filippov, A. Influence of Ultrasonic In-Plane Oscillations on Static and Sliding Friction and Intrinsic Length Scale of Dry Friction Processes. Tribol. Lett. 39 (1), 25-30 (2010).
- Dong, S., Dapino, M. J. Piezoelectrically-induced ultrasonic lubrication by way of Poisson effect. Proc. SPIE. 8343, 83430L (2012).
- Dong, S., Dapino, M. J. Elastic-plastic cube model for ultrasonic friction reduction via Poisson effect. Ultrasonics. 54 (1), 343-350 (2014).
- Dong, S., Dapino, M. J. Wear Reduction Through Piezoelectrically-Assisted Ultrasonic Lubrication. Smart. Mater. Struct. 23 (10), 104005 (2014).
- Chowdhury, M., Helali, M. The effect of frequency of vibration and humidity on the wear rate. Wear. 262 (1-2), 198-203 (2014).
- Bryant, M., Tewari, A., York, D. Effect of Micro (rocking) vibrations and surface waviness on wear and wear debris. Wear. 216 (1), 60-69 (1998).
- Bryant, M., York, D. Measurements and correlations of slider vibrations and wear. J. Tribol. 122 (1), 374-380 (2000).
- Goto, H., Ashida, M., Terauchi, Y. Effect of ultrasonic vibration on the wear characteristics of a carbon steel: analysis of the wear mechanism. Wear. 94, 13-27 (1984).
- Goto, H., Ashida, M., Terauchi, Y. Wear behaviour of a carbon steel subjected to an ultrasonic vibration effect superimposed on a static contact load. Wear. 110 (2), 169-181 (1986).
- Robinowicz, E. The friction and wear of materials. , Wiley. New Jersey. (1965).
- Bowden, F., Freitag, E. The friction of solids at very high speeds. Proc. R. Soc. A. 248 (1254), 350-367 (1985).
- Burwell, J., Rabinowicz, E.
- Cocks, M.
- Rusinko, A. Ultrasound and Irrecoverable Deformation in Metals. , LAP Lambert Academic Publishing. Saarbrücken. (2012).

{kind=link}
{kind=link}