

Abstract
Friktion och slitage är skadliga för tekniska system. Ultraljuds smörjning uppnås när gränssnittet mellan två glidytor vibreras vid en frekvens över den akustiska intervall (20 kHz). Som en solid-state-tekniken, kan ultraljuds smörjning användas där konventionella smörjmedel är ogenomförbara eller icke önskvärda. Vidare medger ultraljuds smörjning för elektrisk modulering av den effektiva friktionskoefficienten mellan två glidytor. Den här egenskapen gör adaptiva system som modifierar deras friktions tillstånd och tillhörande dynamisk respons som förändringar i driftsförhållanden. Ytslitage kan också minskas genom ultraljud smörjning. Vi utvecklade ett protokoll för att undersöka beroendet av friktionskraften minskning och slitage minskning på den linjära glidhastigheten mellan ultraljud smorda ytor. En tapp-on-disc tribometer byggdes som skiljer sig från kommersiella enheter i att en piezoelektrisk stack används för att vibrera tappen vid 22kHz normalt mot den roterande skivytan. Friktion och slitage mått inklusive effektiv friktionskraft, volymförlust och ytråhet mäts utan och med ultraljudvibrationer vid ett konstant tryck av en till 4 MPa och tre olika glidhastigheter: 20,3, 40,6, och 87 mm / sek. En optisk profilometer används för att karakterisera slitytor. Den effektiva friktionskraft reduceras med 62% vid 20,3 mm / sek. Konsekvent med befintliga teorier för ultraljuds smörjning, minskningen av friktionskraften procent minskar med ökande hastighet, ned till 29% friktionskraft minskning på 87 mm / sek. Wear minskning förblir i huvudsak konstant (49%) vid de tre varvtalen beaktas.
Introduction
Friktion existerar vid gränsytan av två kontaktytor när de glider eller vals relativt varandra. Friktion uppstår vanligen tillsammans med slipande eller adhesiv förslitning. 1 Ultraljud är vetenskapen bakom högfrekventa fenomen, det vill säga vågor som reser vid frekvenser över den akustiska intervall (20 kHz). Området ultraljud omfattar två fundamentalt olika system. En regim innebär lågintensiva vågor som de används i avbildningsprocesser såsom medicinsk ultraljud eller icke-förstörande inspektion av strukturer. Den andra är en hög effekt regim i vilken hög-energivågor används för att exekvera eller hjälpa tekniska processer såsom svetsning av plaster och metaller. Det har visats att applicering av den senare typen av ultraljudvibrationer vid gränsytan mellan två ytor i glidkontakt reducerar den effektiva friktionskraften vid gränsytan. Detta fenomen kallas ultraljud smörjning.
Att uppnåultraljud smörjning mellan två glidande objekt måste relativa vibrationer vid ultraljudsfrekvenser upprättas mellan dem. Vibrationer appliceras typiskt på ett av de två objekten, antingen i längsgående, tvärgående eller vinkelrät riktning i förhållande till glidhastigheten. I denna studie används en tribometer s tapp försedd med en piezoelektrisk manövreringsorgan så att dess spets vibrerar i riktningen vinkelrätt mot tribometer s roterande skivan. Piezoelektriska material är en klass av "smarta" material som deformeras när de utsätts för elektriska fält, som vibrerar vid samma frekvens som exciteringsfältet. Piezoelektriska material kan vibrera vid frekvenser långt in MHz-området. Överlagras till den makroskopiska hastigheten, ultraljudsvibrationer ha effekten av alternerande riktningen för den momentana friktionskraften och kontakten mellan ytorna, som i kombination leder till en minskning av den effektiva friktionskraften och ytnötning. Ultraljud friktionsminskning har visats i praktiken tillverkningssystem. Exempelvis har denna teknik använts för att minska kraften mellan verktyget och arbetsstycket i metallbearbetning och formningsprocesser såsom borrning, pressning, ark rullande, och tråddragning. Fördelar inkluderar förbättrad ytfinish 2 och ett minskat behov av kostsamma och miljöskadliga rengöringsmedel för att avlägsna smörjmedel från slutprodukten. Det finns potentiella tillämpningar av ultraljud smörjning på andra områden också. Till exempel, kan ultraljuds smörjning avsevärt förbättra användarupplevelsen i personliga sjukvårdsprodukter genom att eliminera behovet för smörjmedel eller beläggningar. I bil applikationer, kan friktionsmodule förbättra prestanda för kulleder, medan minskningen friktionen mellan fordonssäten och rails underlättar säte rörelse, vilket sparar utrymme och massa som annars skulle upptas av traditionella komponenter av mekanismerSMS. Ultraljuds smörjning kan också bidra till att förbättra bränsleeffektiviteten genom att minska friktion i drivlinan och fjädringssystem. 3 i rymdtillämpningar, där traditionella smörjmedel inte kan användas, kan ultraljuds smörjning användas för att minska slitage och dramatiskt förlänga livslängden på kritiska komponenter.
Laboratorie demonstrationer av friktionsminskning genom ultraljud smörjning är många. Friktionsminskning kvantifieras som skillnaden mellan friktionskraften mätt utan ultraljud smörjning och friktionskraften med ultraljudsvibrationer tillämpas. I båda fallen är friktionskraften direkt mäts med en kraftsensor. Et al. Littmann 4-5 anslutit en piezoelektriskt driven ställdon till ett skjutreglage, som en kraftsensor och en ram installerades för att mäta friktionskrafter och tillämpa normala belastningar. Ett pneumatiskt manövreringsorgan användes för att driva löparen tillsammans med ställdonet längs en styrskena. Ultrasonic vibrationer tillämpades i riktningen längsriktning glidhastigheten. Bharadwaj och Dapino 6-7 genomfört liknande experiment med användning av en piezoelektrisk stapel manövreringsorganet kopplat till en konisk vågledare vid endera änden av stapeln. Kontakter mellan de sfäriska kanter konerna och ytan på linjalen. Effekterna av systemparametrar såsom kontakt styvhet, normal belastning, och global stelhet studerades. Kumar och Hutchings 8 installerat ett stift på en sonotrod som aktiveras av en ultraljudsomvandlare. Ultraljudsvibrationer alstrades och överförs till stiftet, som placerades i kontakt med ett verktyg stålyta. Normal kraft applicerades med en pneumatisk cylinder och mätas med en lastcell. Den relativa rörelsen mellan tappen och skivan skapades av en fram- och återgående bord.
Pohlman och Lehfeldt 9 förs också en pin-on-skiva experiment. Till skillnad från andra studier, använde de en magnetostrictive transduktor för att generera ultraljudsvibrationer. För att studera den optimala inriktningen för ultraljudsfriktionsminskning, var givaren noggrant inriktade så att vibrationsriktningen var gående, tvärgående och vertikal till den makroskopiska hastigheten. De studerade ultraljud friktionsminskning på både torra och smorda ytor. Al. Popov et 10 används ett ställdon med koniska vågledare. Ställdonet placerades i kontakt med en roterande bottenplatta. Koner gjorda av nio material med olika hårdhet antogs för att studera inverkan av materialhårdhet på ultraljud friktionsminskning. Dong och Dapino 11-13 använde en piezoelektrisk omvandlare för att generera och sända ultraljudvibrationer till en prismatisk vågledare med rundade kanter. Den längsgående vibration orsakar vertikala vibrationer på grund av Poisson effekt. Ett skjutreglage med en böjd topp placerades under och i kontakt vågledaren. En ram byggdes för att tillämpa normalkrafter på kontaktytan. Than reglaget drogs manuellt runt centrumområdet av vågledare; friktionskraften mättes med en lastcell som var ansluten till reglaget.
Ultraljud inducerad slit minskning undersöktes också och demonstreras. Volymförlust, viktminskning, och ytjämnhet förändringar används för att kvantifiera svårighetsgraden av wear.Chowdhury och Helali 14 vibreras en roterande skiva i en inställnings pin-on-disc. Vibrationerna alstrades av en stödkonstruktion av två parallella plattor är placerade under den roterande skivan. Topplattan har en sfärisk kula monteras excentriskt på bottenytan, som glider i en slits som var ingraverat på den övre ytan av bottenplåten. Slitsen bearbetades med en periodiskt varierande djup så att den övre plattan rör sig vertikalt under rotation. Frekvenserna varierade omkring 100 Hz enligt rotationshastigheten.
Bryant och York 15-16 studerade effekten av mikrovibrationer på wöra minskning. De införes en kol cylindern genom en hållare med en ände vilade på en snurrande stålskiva och den andra änden förbunden med en spiralfjäder. I ett fall var cylindern tätt monterad i hållaren så att det fanns inget utrymme för vibrationer. I andra fall var frigång kvar för att tillåta mikrovibrationer av cylindern medan cylindern var i kontakt med den snurrande skivan. Viktförlusten hos cylindern uppmättes för att beräkna nötningshastigheten. Det visade sig att de självgenererade mikrovibrationer bidrog till att minska slitaget med upp till 50%.
Gå och Ashida 17-18 antog också en pin-on-skiva experiment. De anslutna stift prover med en givare via en avsmalnande kon och ett horn. Tappen vibreras i riktningen vinkelrätt mot skivans yta. En massa anslöts till omvandlaren på sin topp för att tillämpa normala laster. Friktionskrafter översattes från det vridmoment som tillämpades för att rotera skivan. Wear identifierades som lim eftersom bådastift och skiva gjordes av kolstål. Nötningshastigheter beräknades från mätningar volymförlust.
Det har visats att linjär hastighet spelar en viktig roll vid ultraljuds smörjning. Den experimentella delen av denna forskning fokuserar på beroendet av friktion och slitage rabatt på linjär hastighet.
Subscription Required. Please recommend JoVE to your librarian.
Protocol
1. Utveckling av den modifierade tribometer
- Installera chuck-motorsystemet.
- Nivå vibrationsisolering bord. Placera likströmsmotor på bordet; nivå motorn med shims och fixa det med stag och skruvar. Placera stödramen runt motorn.
- Anslut rafflad axel till motoraxeln med hjälp av en nyckel. Sätt stödplattan på ramen med den splinesförsedda axeln går genom hålet i plattan. Uppsättning dragkraft nål-rullager på stödplattan och runt splinesförsedda axeln. Smörj lagret med skärvätskor.
- Anslut splinesförsedda axeln till chucken genom en adapterplatta, som har en rafflad axelkoppling på en sida och chucken s bultmönster på den andra sidan. Vid denna punkt, är chucken uppburen av ramen via axiallagret och ansluten till motorn genom adapterplattan.
- Installera gymbal aggregatet.
- Bygg stödramen med hjälp av U-kanal stag, konsoler, ochbultar. Använd fyra långa stöttor som pelare, och använda tre kortare som tvärbalkar.
- Säkra de fyra pelarna till vibrationsisolering tabellen med hjälp av fästen och skruvar. Anslut gymbal enheten till mitten tvärbalken med bultar och muttrar.
- Installera en horisontellt orienterad lastcell i gymbal församling; stelt förbinda den ena sidan av lastcellen till gymbal församlingens ram, medan du ansluter den andra sidan till den gymbal armen med en tråd.
- Montera det piezoelektriska manövreringsorganet.
- Sätt 3 i lång, fullt gängstången genom hålet av den piezoelektriska stapeln; sätta en bricka och en mutter i vardera änden av stapeln; lämna ca 1/8 i gängans utskjutande från änden av en mutter.
- Dra åt muttrarna vid båda ändarna för att skapa en förspänning i stapeln. Anslut den långa, exponerade trådar till gymbal armen med hjälp av muttrar och brickor. Gäng ekollon mutter på den andra änden av den piezo-manöverdon och insatsskivan i chucken (detta ekollon mutteroch skiva används för uppsättningssyfte, inte för att testa).
- Justera höjden på gymbal enheten så att ekollon muttern är i kontakt med toppen av skivan och gymbal armen är nivå.
- Justera position gymbal enheten så att kontaktpunkten mellan ekollon mutter och skivan är ca 25 mm från rotations mitten av skivan. Dra åt alla bultar i set-up för att säkerställa stabilitet.
- Konfigurera signalgenerering, signalförstärkning, och datainsamlingsundersystem.
- Anslut datainsamlingssystem till ett labb dator. Anslut utgången från signalgeneratorn till ingången hos en elektrisk förstärkare. Anslut förstärkarutgången med ingångs trådarna i den piezoelektriska stapeln. Anslut förstärkaren monitorer för det informationsinsamlande systemet.
- Anslut lastcellen till en signalkonditionerings, och sedan ansluta utgången från signalkonditioneringsanordningen till datainsamlingssystemet.
- Ytterligare set-up.
- Anslut luftslangen för att handla luft. Fäst slangänden vid ramen så att dess utlopp pekar på piezo-manöverorgan. Tejpa spets termoelementet till piezo-manöverorgan. Anslut termo leder till läsaren; hänga läsaren på ramen.
2. Pre-Test Preparation
- Kalibrera rotationshastigheten hos motorn.
- Fäst magnet till fälgen på chucken. Placera Halleffekt sond nära chucken. Anslut utgången från Hall-effekt sond för att gaussmeter som är ansluten till det informationsinsamlande systemet.
- Öppna datainsamling programvara och börja datainsamling. Sätt på motorn; vrid hastighets knoppen på motorstyrningen till 10 (lägsta varvtal motorn ger). Efter att motorn roterar i 10 varv, stänga av motorn. Avsluta datainsamling.
- Analysera sparade data; tiden mellan två toppar i utsignalen från gaussmeter är tiden för motorn att ruttnaåt en helt varv.
- Vrid ratten från 10 till 100 (högsta varvtal motorn ger) i steg om 10; Upprepa steg 2.1.2 till 2.1.3.
- Placera lastsensordynan mellan ollon muttern och skivan för att mäta normalkraften vid gränsytan. Fint maskin yta testa skivor med en svarv.
- Rengör ekollon muttern och skivan som ska testas omedelbart före prov.
- Sätt på plasthandskar och ansikte mask.Prepare bitar av arbetskraftdukar; vika dem till 1 tum fyrkanter. Spraya etanol på vävnads torg; Torka försiktigt ytan av ekollon mutter och skiva med dem.
- Installera ren ekollon mutter och skiva.
- Trä ekollon mutter på piezo-ställdon, dra åt det med en öppen nyckel. Sätt i skivan i chucken; justera positionen för att säkerställa att spetsen på ekollon mutter är i kontakt med skivans yta.
- Rikta den övre ytan av skivan och gymbal armen. Spänn chucken såatt skivan hålls ordentligt.
- Mät kast på skivan rotation.
- Installera laserförskjutningssensor i en fixtur och placera armaturen bredvid tribometer. Justera höjden och vinkeln på sensorn så att skivan ligger inom sensorns räckvidd och laserstrålen är vinkelrät mot skivan.
- Anslut sensorns utdata till det informationsinsamlande systemet. Starta datainsamling. Slå på motorn och rotera skivan för 10 varv; stänga av motorn. Avsluta datainsamling.
3. Utför Testing
- Tester med ultraljudsvibrationer.
- Hang 2N vikt på en krok som ansluter till gymbal armen genom tråd och två remskivor. Vikten används för att applicera en normal belastning mellan acorn muttern och skivan.
- Häng upp en annan 2 N vikten på den andra kroken som ansluter till gymbal armen för att åstadkomma en horisontell förspänning till lastcellen.
- Ställ in signalengenerator för att åstadkomma en kontinuerlig sinusformad signal med DC offset av 3 V, amplituden av 3 V och frekvens av 22 kHz (resonansfrekvensen för den piezoelektriska manövreringsorgan). Observera att 3 vertikaloffset används för att förhindra spänning i piezo-manöverorgan.
- Starta datainsamling (reducerad friktionskraft). Slå på förstärkaren och vrid förstärkningsratten till 15, vilket motsvarar en faktisk vinst på 4,67 (numren på förstärkningsratten är godtyckliga).
- Sätt på motorn; ställa in rotationshastigheten till 6,67 varv per minut för att ge en linjär hastighet på 20,3 mm / sek. Kör testet för 4 timmar.
- Stäng av motorn och förstärkare, och sedan stoppa datainsamling. Ta det testade ekollon mutter och skivan från set-up; Upprepa steg 2,3-2,5 för att installera nya ekollon mutter och skiva.
- Upprepa steg 3.1.1 till 3.1.6. I steg 3.1.5, ställa in rotationshastigheten till 13,3 rpm och 28,7 rpm för att ge linjära hastigheter på 40,6 mm / sek och 87 mm / sek, respektive; köra tester för 2 och 0,94 tim CORRESPondingly.
- Tester utan ultraljudsvibrationer.
- Upprepa steg 3.1.6 för att ändra ekollon nötter och skivor. Upprepa steg 3.1.1 till 3.1.6 med signalgeneratorn och signalförstärkare off (friktionen mätt är inneboende friktion).
4. Optisk Profilometer Mätningar
- Mätning beredning
- Rengör skivorna omedelbart före mätningar med steg 2.3. Gör åtta jämnt fördelade tecken runt kanten på skivan. Öppna profilometern programvara.
- Höj linsen så att det finns tillräckligt med utrymme mellan linsen och provplattformen. Nivå provplattformen. Placera en bit lab torka på plattformen.
- Placera försiktigt provet på toppen av vävnaden med en av de åtta märken inför framsidan av profilometer.
- Mätnings inställningar.
- Välj VSI (vertikal-Scanning Interferometry) som typ bearbetning. Välj 5X objektiv förstort synfält och övergripande form. Välj 0.55X förstoring för ett skanningsområde på 1,8 mm x 2,4 mm.
- Välj 1X skanningshastighet. Ställ avsökning till -100 m till 100 m. Bring linsen nedåt mot provet tills det finns en suddig bild på skärmen. Justera höjden på linsen tills bilden är tydlig.
- Välj 2 som antalet sökningar i genomsnitt för varje mätning. Klicka på knappen mätningen.
- Post-mätning.
- Använd visionen recept som anges i programvaran för att korrigera den råa bilder för lutning av hela provet. Öppna analysen verktygslådan i programvaran.
- Skaffa de uppmätta råhet värden från "Grundläggande Stats" objekt. Skaffa den uppmätta volymförlust av slit ärr inom skanningsområdet från "Volume" objekt.
- Spara bilderna i 1D profiler i x- och y-riktningarna, 2D-profil, 3D-profil, liksom tabellen över råhet värden. Vrid prov medurs tills the nästa märke vetter mot framsidan av profilometer.
- Upprepa steg 4,2-4,3 för de återstående 7 varumärkena.
- Upprepa steg 4.1. till 4,4 på alla sex skivor.
Subscription Required. Please recommend JoVE to your librarian.
Representative Results
De representativa mätningar presenteras här erhölls från den modifierade tribometer visas i figur 1. Den piezoelektriska manöverdon genererar vibrationer med amplitud av 2,5 pm vid en frekvens av 22 kHz. För att studera beroende av friktion och slitage minskning på linjär hastighet, användes tre olika hastigheter (20,3, 40,6, och 87 mm / sek) som appliceras på skivan genom att ändra rotationshastigheten hos motorn. För alla tre grupperna har antalet skivvarv och reseavståndet av stiftet valts som 1600 och 292,5 m, respektive. Den nominella rotationsdiameter var 50 mm. Andra parametrar såsom normal kraft, vibrationsfrekvens, och vibrationsamplituden förblev densamma för samtliga tester (tabell 1).
Friktionskraften Prov togs vid en frekvens av 400 Hz med användning av 2 sek samplingsfönster. Figur 2 visar typiska data från en enda samplingsfönster. Den observerade fluctuation i friktionskraft tillskrivs stick-slip. Medelvärdena av friktionskraft beräknades och avsattes mot stift reseavståndet i figur 3. Inneboende friktionskrafter representeras av prickar i figuren, medan friktionskrafter med ultraljudsvibrationer visas med "x" markörer. Grönt, blått och rött används respektive för testdata på 20,3 mm / sekund, 40,6 mm / sekund, och 87 mm / sek. Friktionskraften från varje test är praktiskt taget konstant gång stationär drift uppnås.
Skiv kast orsakar tröghets acceleration från vertikal rörelse av tappen och gymbal montering, vilket resulterar i variation av normalkraften. Som ett resultat, den uppmätta friktionskraften fluktuerar såsom visas i fig 3. Det betonas att fluktuationen observeras i fig 2 beror på att stick-slip. Med tanke på den medelvärdet av friktionskraften efter det att systemet har nått stabil drift, fig3 visar att friktionskraften är högre vid högre linjära hastigheter, även ultraljudsvibrationer appliceras på systemet. Detta resultat överensstämmer med tidigare studier som visar att kraft-hastighetskurvan har en positiv lutning vid låga linjära hastigheter 19-21.
Den procentuella minskningen friktionen definieras som
1. 
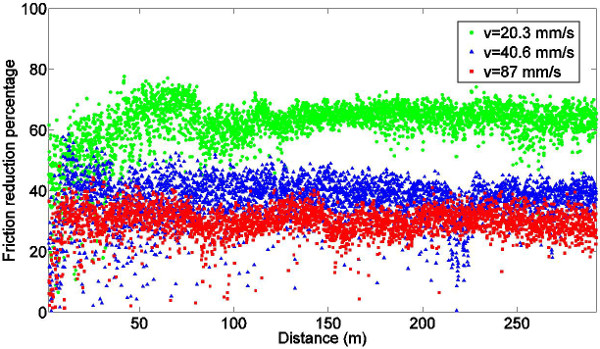
där är den inneboende friktionskraft (kraft utan ultraljudsvibrationer, mätt i steg 3.2) och friktionskraften med ultraljudsvibrationer (mätt i steg 3.1.4). Den procentuella minskningen vid varje linjära hastighet är avsatt mot den sträcka som stiftet i fig 4. Ultraljudsvibrationer minska friktionskraften stationärt tillstånd för alla de tre linjära hastigheter som testades, minskar emellertid procentsats som den linjära hastigheten ökar.
Mätt steady-state friktionkrafter, stabiliseringsavstånd, och friktionsreducering procentsats är listade i tabell 2. ultraljudsvibrationer underlätta processen att bryta ned oxidskiktet och bilda stabila kontakter mellan stiftet och skivan, vilket leder till ett kortare avstånd för friktionskraften för att uppnå steady tillstånd när ultraljudsvibrationer är närvarande.
Nötnings sker mellan på ytan av material med olika hårdhet. 22 På grund av skillnaden i hårdhet av rostfritt stål (700 till 950 kg / mm 2) och aluminium (45 till 50 kg / mm 2), slitage identifieras som slipmedel i denna studie. Bära spår på skivorna visas i figur 5. Bilder A, C, E motsvarar tester med ultraljudsvibrationer, medan bilder B, D, F är data utan vibrationer. Det kan ses att spåren verkar mer ojämn och icke-reflekterande när ultraljudsvibrationer tillämpas.
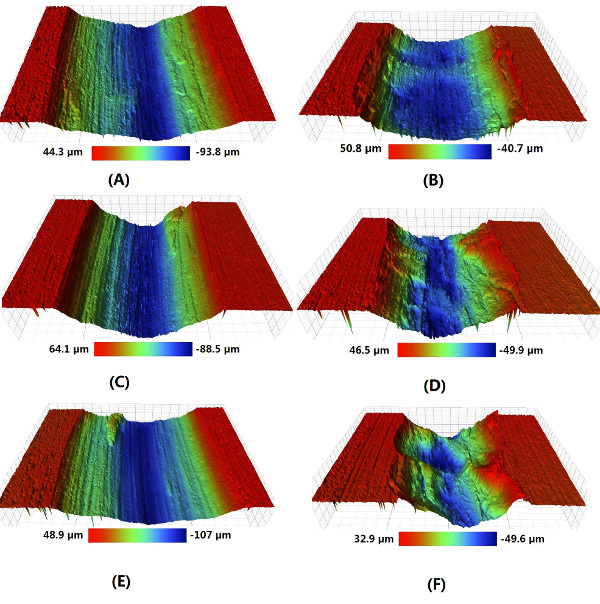
Tredimensionell profiles, ytjämnhet värden, och volymförluster spår erhålls från profilometer skanningar. 3-D-profilerna för spåren med ultraljudsvibrationer (Figur 6 B, D, F) verkar smalare, mindre smidig och grundare än de utan vibrationer (figur 6 A, C, E), vilket tyder på att ultraljudsvibrationer orsakar slitage minskning .
För att kvantifiera graden av förslitningsminskning, slitage Graden definieras som
2. 
där är skivvolymförlust i mm 3 (mätt i steg 4.3.2) och är den sträcka som stiftet i meter (Tabell 1). I likhet med den procentuella minskningen friktionen är den procentuella slitaget minskning definieras som
3. 
där är den inneboende nötningshastigheten (utan ultraljudsvibrationer), och är nötningshastigheten medultraljudsvibrationer appliceras. Data i tabell 3 visar att nötningshastigheter och ytråhet parametrar är mindre när ultraljudsvibrationer är närvarande, vilket är en indikator på slitageminskning. Den procentuella slitaget minskningen är praktiskt taget konstant när hastigheten ökar.





inom-page = "always"> 
Figur 1. Försöks set-up: (A) övergripande tribometer, (B) motor, (C) bärram, (D) detaljerad gymbal församling, (E) piezoelektrisk ställdon; och (F) systemet schema. (Denna siffra har ändrats från 13.)

Figur 2. Typiska data från ett samplingsfönster. (Denna siffra har ändrats från 13.) Klicka här för att se en större version av denna siffra.
931fig3.jpg "/>
Figur 3. Friktions krafter med och utan ultraljuds vibrationer vid olika hastigheter. (Denna siffra har ändrats från 13) Klicka här för att se en större version av denna siffra.

Figur 4. Uppmätt friktionsminskning beräknas från Eq. (1). (Denna siffra har ändrats från 13) Vänligen klicka här för att se en större version av denna siffra.

Figur 5. Slitspår som erhållits med ultraljuds vibr. heten (A, C och E) och utan ultraljudsvibrationer (B, D och F) Varje kolumn motsvarar en linjär hastighet: 20,3 mm / sek (A, B); 40,6 mm / sek (C, D); och 87 mm / sek (E, F). (Denna siffra har ändrats från 13)

Figur 6. 3D-profiler av slitspår som erhållits utan ultraljudsvibrationer (A, C och E) och med ultraljudsvibrationer (B, D och F) Varje rad representerar en linjär hastighet. 20,3 mm / sek (A, B); 40,6 mm / sek (C, D); och 87 mm / sek (E, F). (Denna siffra har ändrats från 13) Vänligen klicka här för att se en större version av denna siffra.
| Parameter | Värde | ||
| Grupp | 1 | 2 | 3 |
| Linjär hastighet (mm / s) | 20,3 | 40,6 | 87 |
| Gångtid (h) | 4 | 2 | 0,93 |
| Tillryggalagd sträcka av stiftet (m) | 292,5 | ||
| Varv | 1600 | ||
| Stift material | Rostfritt stål 316 | ||
| Diskmaterialet | Aluminium 2024 | ||
| Nominell normalkraft (N) | 3 | ||
| Skiva slut (mm) | 0,0286 | ||
| USA: s frekvens (kHz) | 22 | ||
| US amplitud (^ m) | 2,5 | ||
| Nominell spårdiameter (mm) 50 | |||
| Nominell temperatur (° C) | 21 ± 1 | ||
| Nominell ställdon temperatur (° C) | 31 ± 1 | ||
| Miljö | Laboratorieluft | ||
| Samplingsfrekvens (Hz) | 400 | ||
Tabell 1. Parametrar som används i tribometer tester. (Denna tabell har ändrats från 13)
| Linjär hastighet (mm / s) | USA | Steady state friktion (N) | Avstånd att uppnå stationärt tillstånd (m) | Friktionsminskning (%) |
| 20,3 | Nej | 1,024 ± 0,063 | 4,17 | 62,22 |
| Ja | 0,379 ±0,041 | 2,78 | ||
| 40,6 | Nej | 1,201 ± 0,055 | 11,61 | 36,11 |
| Ja | 0,748 ± 0,035 | 7,21 | ||
| 87 | Nej | 1,472 ± 0,064 | 8,94 | 29,32 |
| Ja | 1,041 ± 0,056 | 4,64 |
Tabell 2. steady state friktionskrafter, avstånd att uppnå steady state och minskad friktion. (Denna tabell har ändrats från 13)
| Linjär hastighet (mm / s) | USA | Ra (| am) | Rq (| im) | Rt (^ m) | Wear hastighet (mm 3 / m) | Antal kontakter | |
| 20,3 | Nej | 18,829 | 21,421 | 124,35 | 2,237 x 10 -2 | 45,76 | |
| Ja | 17,238 | 18,975 | 87,011 | 1,214 x 10 -2 | 3,17 x 10 8 | ||
| 40,6 | Nej | 21,647 | 22,673 | 109,28 | 2,581 x 10 -2 | 48,18 | |
| Ja | 17,289 | 19,922 | 106,42 | 1,338 x 10 -2 | 1,58 x 10 8 | ||
| 87 | Nej | 19,825 | 21,921 | 130,52 | 2,43 x 10 -2 | 48,63 | |
| Ja | 17,606 | 111,25 | 1,248 x 10 -2 | 7,39 x 10 8 |
Tabell 3. Jämförelse av förslitningshastighet, antal kontakter och ytfinhet parametrar (aritmetiskt medelvärde, root mean fyrkantig, maximal höjd på profilen) (Denna tabell har ändrats från 13).
Subscription Required. Please recommend JoVE to your librarian.
Discussion
Experiment utfördes med hjälp av detta protokoll för att studera effekten av linjära hastighet på ultraljud friktion och slitage minskning. Mätningarna visar att ultraljudvibrationer effektivt minska friktion och slitage vid tre linjära hastigheter. I överensstämmelse med tidigare observationer, mängden friktionsminskning minskar från 62,2% vid 20,3 mm / sek till 29,3% vid 87 mm / sek. Wear minskning är försumbar med förändrade linjära hastighet (45,8% till 48,6%).
Materialegenskaper, såsom Youngs modul och flytgräns kan ändras när ultraljudvågor sänds genom materialet. Detta är ofta kallas ultraljud uppmjukning 23. I denna studie, på grund av styvheten skillnaden mellan den piezo-manöverorgan och andra delar av uppställningen, de 22 kHz vibrationer som skapas av manövreringsorganet inte överför till den andra delen av experimentuppställningen, även om en vibrationsläge för struktur på runt 100 Hz blev upphetsad när ultraljuds vibransoner tillämpades. Vid gränsytan mellan stiftet och skivan, ultraljudsvibrationer orsaka överhettning vilket kommer att orsaka temperaturökning vid gränsytan. Baserat på experiment som utförts av Dong och Dapino, är temperaturökningen i ett intervall som orsakar försumbara ändringar i materialegenskaper.
En begränsning med detta experiment är att det inte finns någon mekanism för att eliminera skiv wobble, vilket kan orsaka vertikal rörelse av tappen, gymbal armen, och vikt. Påskyndande av den rörliga massan resulterar i variationer i den faktiska normalkraft anbringas vid gränsytan, varför friktionskrafterna mäts. Därför är det viktigt att se till att motoraxeln, splinesaxel, kasta, och skivan är i nivå. Experimentell variabilitet kan minskas när mängden wobble minimeras.
Det är också viktigt att dra åt ekollon nöt att det piezoelektriska ställdonet så att ekollon muttern inte blir löst under testet. Ultraljudvibrationer är ineffektiva för att minska friktionskraften om vibrationerna inte överförs till gränssnittet. Om friktionskraften plötsligt hoppar till en högre nivå under testet, är det högst sannolikt på grund av en lös förbindelse mellan ollon muttern och ställdonet. Denna fråga åtföljs av en surrande ljud så att den lätt kan upptäckas.
En eldriven piezo-ställdon alstrar värme som kan öka dess temperatur snabbt om ingen kylning utnyttjas. Det är väsentligt att justera luftflödet till en lämplig nivå för att avlägsna värme och hålla temperaturen hos manöverdonet konstant. Även när piezo-ställdonet är avstängd för test utan ultraljudsvibrationer, bör samma luftflöde fortfarande tillämpas så att provningsvillkoren är desamma för alla tester.
Jämfört med tidigare arbete, detta protokoll studier friktion och slitage samtidigt, i samma test, som inte var systematiskt gjort tidigare. Den gymbalmontering möjliggör en mer direkt metod för att mäta friktionskrafter vid gränsytan än andra metoder som antingen härleda friktion från en uppmätt aktiveringskraft eller andra fysikaliska parametrar, såsom deformation eller vridmoment. Skivhållare konstruerad och byggd för dessa tester möjliggör bekväm förändring av testprover med olika dimensioner, material och yta ojämnheter. Den optiska profilometern ger information såsom 3D-profiler och ytråhet för att studera slitageminskning, vilket ger mer detaljerad förståelse av slit ärr än volym förlust eller viktminskning mätningar. Med dessa fördelar kan detta protokoll användas för att undersöka beroendet av ultraljuds friktion och slitage minskning på många andra parametrar såsom normalspänning, materialhårdhet, ytjämnhet, och vibrationsamplitud.
Subscription Required. Please recommend JoVE to your librarian.
Acknowledgments
Författarna vill tacka för Tim Krantz från NASA Glenn och Duane Detwiler från Honda FoU för deras teknisk support och bidrag in natura. Ekonomiskt stöd till denna forskning tillhandahölls av medlemsorganisationerna i Smart Vehicle Concepts Center (www.SmartVehicleCenter.org), en National Science Foundation Industri / universitet kooperativa Research Center (I / UCRC). SD stöds av en Smart fordonskoncept Graduate Fellowship och universitet Fellowship från Ohio State University Graduate School.
Materials
| Name | Company | Catalog Number | Comments |
| DC Motor | Minarik | SL14 | |
| Electrical amplifier | AE Techron | LVC5050 | |
| Signal conditioner | Vishay Measurements Group | 2310 | |
| Signal generator | Agilent | 33120A | |
| Piezoelectric stack | EDO corporation | EP200-62 | |
| Load cell | Transducer Techniques | MLP-50 | |
| Load sensor pad | FlexiForce | A201 | |
| Laser meter | Keyence corporation | LK-G32 | |
| Hall-effect probe and gaussmeter | Walker Scientific, Inc. | MG-4D | |
| Data acquisition module | Data Physics | Quattro | |
| Data acquisition software | Data Physics | SignalCalc Ace | |
| Thermocouple reader | Omega | HH22 | |
| Optical profilometer | Bruker | Contour GT | |
| Profilometer operation software | Bruker | Vision 64 |
References
- Bhushan, B. Introduction to tribology. , John Wiley & Sons. New York. (2002).
- Severdenko, V., Klubovich, V., Stepanenko, A. Ultrasonic rolling and drawing of metals. , Consultants Bureau. New York and London. (1972).
- Taylor, R., Coy, R. Improved fuel efficiency by lubricant design: a review. Proc. Instit. Mech. Eng., Part J: J Eng. Tribol. 214 (1), 1-15 (2000).
- Littmann, W., Storck, H., Wallaschek, J. Sliding friction in the presence of ultrasonic oscillations: superposition of longitudinal oscillations. Arch. Appl. Mech. 71 (8), 549-554 (2001).
- Littmann, W., Storck, H., Wallaschek, J. Reduction in friction using piezoelectrically excited ultrasonic vibrations. Proc. SPIE. 4331, (2001).
- Bharadwaj, S., Dapino, M. J. Friction control in automotive seat belt systems by piezoelectrically generated ultrasonic vibrations. Proc. SPIE. 7645, 7645E (2010).
- Bharadwaj, S., Dapino, M. J. Effect of load on active friction control using ultrasonic vibrations. Proc. SPIE. 7290, 7290G (2010).
- Kumar, V., Hutchings, I. Reduction of the sliding friction of metals by the application of longitudinal or transverse ultrasonic vibration. Tribol. Int. 37 (10), 833-840 (2004).
- Pohlman, R., Lehfeldt, E. Influence of ultrasonic vibration on metallic friction. Ultrasonics. 4 (4), 178-185 (1966).
- Popov, V., Starcevic, J., Filippov, A. Influence of Ultrasonic In-Plane Oscillations on Static and Sliding Friction and Intrinsic Length Scale of Dry Friction Processes. Tribol. Lett. 39 (1), 25-30 (2010).
- Dong, S., Dapino, M. J. Piezoelectrically-induced ultrasonic lubrication by way of Poisson effect. Proc. SPIE. 8343, 83430L (2012).
- Dong, S., Dapino, M. J. Elastic-plastic cube model for ultrasonic friction reduction via Poisson effect. Ultrasonics. 54 (1), 343-350 (2014).
- Dong, S., Dapino, M. J. Wear Reduction Through Piezoelectrically-Assisted Ultrasonic Lubrication. Smart. Mater. Struct. 23 (10), 104005 (2014).
- Chowdhury, M., Helali, M. The effect of frequency of vibration and humidity on the wear rate. Wear. 262 (1-2), 198-203 (2014).
- Bryant, M., Tewari, A., York, D. Effect of Micro (rocking) vibrations and surface waviness on wear and wear debris. Wear. 216 (1), 60-69 (1998).
- Bryant, M., York, D. Measurements and correlations of slider vibrations and wear. J. Tribol. 122 (1), 374-380 (2000).
- Goto, H., Ashida, M., Terauchi, Y. Effect of ultrasonic vibration on the wear characteristics of a carbon steel: analysis of the wear mechanism. Wear. 94, 13-27 (1984).
- Goto, H., Ashida, M., Terauchi, Y. Wear behaviour of a carbon steel subjected to an ultrasonic vibration effect superimposed on a static contact load. Wear. 110 (2), 169-181 (1986).
- Robinowicz, E. The friction and wear of materials. , Wiley. New Jersey. (1965).
- Bowden, F., Freitag, E. The friction of solids at very high speeds. Proc. R. Soc. A. 248 (1254), 350-367 (1985).
- Burwell, J., Rabinowicz, E.
- Cocks, M.
- Rusinko, A. Ultrasound and Irrecoverable Deformation in Metals. , LAP Lambert Academic Publishing. Saarbrücken. (2012).

{kind=link}
{kind=link}