

Abstract
Reibung und Verschleiß sind schädlich für technische Systeme. Ultraschall Schmierung wird erreicht, wenn die Grenzfläche zwischen beiden Gleitflächen mit einer Frequenz über dem akustischen Bereich (20 kHz) in Schwingung versetzt. Als Festkörper-Technologie können Ultraschall Schmierung verwendet werden, wo herkömmliche Schmierstoffe sind nicht machbar oder unerwünscht. Ferner ermöglicht die elektrische Modulation des effektiven Reibungskoeffizienten zwischen beiden Gleitflächen Ultraschall Schmierung. Diese Eigenschaft ermöglicht adaptive Systeme, die ihre Reibungszustand und die damit verbundenen Dynamik als Betriebsbedingungen ändern ändern. Oberflächenverschleiß kann auch durch Ultraschall Schmierung verringert werden. Wir entwickelten ein Protokoll, um die Abhängigkeit der Reibungskraft Reduktion zu untersuchen und Verschleißreduzierung auf der linearen Gleitgeschwindigkeit zwischen Ultraschall geschmierten Oberflächen. Ein Stift-Scheibe-Tribometer wurde gebaut, die von Gewerbeeinheiten unterscheidet, dass ein Piezostapel wird verwendet, um den Stift 22 zu vibrierenkHz normal zu der rotierenden Plattenoberfläche. 20,3, 40,6 und 87 mm / sec: Reibung und Verschleiß Metriken einschließlich wirksamer Reibungskraft, den Volumenverlust und die Oberflächenrauhigkeit sind ohne und mit Ultraschallschwingungen auf einem konstanten Druck von 1 bis 4 MPa und drei unterschiedlichen Gleitgeschwindigkeiten gemessen. Ein optisches Profilometer verwendet, um die Verschleißoberflächen zu charakterisieren. Die effektive Reibungskraft um 62% auf 20,3 mm / s reduziert. Im Einklang mit bestehenden Theorien zur Ultraschall-Schmierung, die prozentuale Verringerung der Reibungskraft verringert sich mit zunehmender Geschwindigkeit, bis zu 29% Reibungskraft Reduktion bei 87 mm / sec. Verschleißminderung im wesentlichen konstant bleibt (49%) bei den drei Geschwindigkeiten berücksichtigt.
Introduction
Reibung existiert an der Grenzfläche von zwei sich berührenden Oberflächen, wenn sie Walze relativ zueinander gleiten oder. Reibung tritt in der Regel zusammen mit abrasiven oder adhäsiven Verschleiß. 1 Ultrasonics ist die Wissenschaft hinter der Hochfrequenz-Phänomene, das heißt, Wellen bei Frequenzen oberhalb der akustischen Bereich (20 kHz). Das Feld von Ultraschall umfasst zwei grundsätzlich verschiedene Regimes. Ein Regime beinhaltet geringer Intensität Wellen, wie sie in bildgebenden Verfahren wie der medizinischen Ultraschall oder zerstörungsfreien Prüfung von Strukturen genutzt. Das andere ist eine Hochleistungsregelung in dem Hochenergie-Wellen werden verwendet, um durchzuführen oder zu unterstützen Engineering Verfahren wie Schweißen von Kunststoffen und Metallen. Es hat sich gezeigt, dass die Anwendung der letzteren Art von Ultraschallvibrationen an der Schnittstelle von zwei Oberflächen in Gleitkontakt verringert die effektive Reibungskraft an der Grenzfläche. Dieses Phänomen wird als Ultraschallschmierung bekannt.
ErreichenUltraschall Schmierung zwischen zwei Schiebe Objekten, muss relativ Schwingung bei Ultraschallfrequenzen zwischen ihnen hergestellt werden. Vibrationen werden typischerweise an einem der beiden Objekte angewendet, entweder in der Längs-, Quer- oder senkrechten Richtung relativ zu der Gleitgeschwindigkeit. In dieser Studie wird ein Tribometer Stift mit einem piezoelektrischen Aktuator angebracht, so dass seine Spitze schwingt in der Richtung senkrecht zu der Tribometer der rotierenden Scheibe. Piezoelektrische Materialien sind eine Klasse von "intelligenten" Materialien, die, wenn sie elektrischen Feldern ausgesetzt ist, schwingt mit derselben Frequenz wie das Anregungsfeld zu deformieren. Piezoelektrische Materialien können bei Frequenzen bis in den MHz-Bereich zu vibrieren. Wobei auf die makroskopische Geschwindigkeit überlagert ist, haben Ultraschallschwingungen die Wirkung der abwechselnd die Richtung des momentanen Reibungskraft und der Kontakt zwischen den Oberflächen, die in Kombination führt zu einer Reduzierung des effektiven Reibungskraft und Verschleiß. Ultraschall Reibungsreduzierung hat in der praktischen Fertigungssystemen nachgewiesen. Beispielsweise wurde diese Technologie verwendet, um die Kraft zwischen Werkzeug und Werkstück in der Metallbearbeitung und Bildungsprozesse wie Bohren, Pressen, Blechwalz und Drahtziehen zu verringern. Vorteile sind die verbesserte Oberflächenqualität 2 und einen reduzierten Bedarf an teuren und umweltbelastenden Reinigungsmitteln Schmierstoffe aus dem Endprodukt zu entfernen. Es potenzielle Anwendungen von Ultraschall Schmierung in anderen Bereichen. Beispielsweise können Ultraschallschmier wesentlichen die Benutzererfahrung in Körperpflege-Produkte zu verbessern, indem die Notwendigkeit für Schmiermittel oder Beschichtungen. In Automobilanwendungen, kann die Reibung Modulation die Leistung der Kugelgelenke Verbesserung der Erwägung, dass Reibungsminderung zwischen Fahrzeugsitze und Schienen ermöglicht die Sitzbewegung, spart Platz und Masse, die sonst von der traditionellen Komponenten und mechani besetzt werden würdeSMS. Ultraschall-Schmierung kann auch helfen, die Kraftstoffeffizienz zu verbessern, indem die Reibungsminimierung im Antriebsstrang und Federungssysteme. 3 in Raumfahrtanwendungen, in denen traditionelle Schmierstoffe kann nicht verwendet werden, können Ultraschallschmierung eingesetzt werden, um den Verschleiß zu reduzieren und dramatisch verlängern die Lebensdauer kritischer Komponenten.
Labordemonstrationen Reibungsreduktion durch Ultraschall-Schmierung sind zahlreich. Reibungsverringerung wird als die Differenz zwischen der Reibungskraft, gemessen ohne Ultraschall Schmierung und die Reibungskraft, mit Ultraschallschwingungen angewendet quantifiziert. In jedem Fall wird die Reibungskraft direkt mit der Kraftsensoren gemessen. Littmann et al. 4-5 verbunden ist ein piezoelektrisch angetriebenen Stellantrieb mit einem Schieber, auf dem ein Kraftsensor und einen Rahmen für die Messung wurden die Reibungskräfte und die Anwendung normalen Belastungen installiert. Ein pneumatisches Stellglied verwendet wurde, um den Schieber zusammen mit dem Stellglied entlang einer Führungsschiene zu drücken. Ultrasonic Schwingungen in der Richtung längs zur Gleitgeschwindigkeit aufgetragen. Bharadwaj und Dapino 6-7 geführt ähnliche Experimente unter Verwendung eines piezoelektrischen Stapels Antrieb in einer konischen Wellenleiters an jedem Ende des Stapels verbunden. Kontakte zwischen den sphärischen Kanten der Zapfen und der Oberfläche der Führungsschiene. Die Wirkungen der Systemparameter, wie Kontaktsteifigkeit normaler Last und globale Steifigkeit untersucht. Kumar und Hutchings 8 installiert auf einer Sonotrode, die durch einen Ultraschallwandler mit Energie versorgt wurde ein Stift. Ultraschallschwingungen wurden erzeugt und dem Stift, der in Kontakt mit einer Werkzeugstahloberfläche platziert wurde übertragen. Normalkraft durch einen pneumatischen Zylinder aufgebracht und durch eine Meßdose gemessen wird. Die Relativbewegung zwischen dem Stift und der Scheibe wurde durch eine Hin- Tabelle erstellt.
Pohlman und Lehfeldt 9 auch einen Pin-on-Disc-Experiment durchgeführt. Im Gegensatz zu anderen Studien eine magnetostrict beschäftigte sieive Wandler, um Ultraschallschwingungen zu erzeugen. Die optimale Richtung für die Ultraschallreibungsreduzierung zu untersuchen, wurde der Wandler sorgfältig ausgerichtet, so dass die Schwingungsrichtung betrug längs, quer und vertikal zur makroskopischen Geschwindigkeit. Sie untersuchten Ultraschall Reibungsreduzierung auf trockenen und geschmierten Oberflächen. Popov et al. 10 verwendet ein Stellglied mit konischen Wellenleitern. Das Stellglied in Kontakt mit einer rotierenden Grundplatte platziert. Cones von neun Materialien mit verschiedenen Härtegraden für die Annahme, den Einfluss der Materialhärte auf Ultraschall Reibungsreduzierung zu studieren. Dong und Dapino 11-13 verwendet einen piezoelektrischen Wandler zum Erzeugen und Übertragen von Ultraschallschwingungen auf einen prismatischen Hohlleiter mit abgerundeten Kanten. Die Längsschwingung verursacht vertikalen Vibrationen durch Poisson-Effekt. Ein Schieberegler mit einer gekrümmten oberen wurde unter und bei Berührung des Wellenleiters platziert. Es wurde ein Rahmen gebaut, um Normalkräfte an der Kontaktfläche an. Ter Schieber wurde manuell um den Mittelbereich des Wellenleiters gezogen wird; die Reibungskraft durch eine Lastzelle, die mit dem Gleitstück verbunden ist, wurde gemessen.
Ultraschallinduzierte Verschleißminderung wurde ebenfalls untersucht und demonstriert. Volumenverlust, Gewichtsverlust, und die Oberflächenrauhigkeit Änderungen werden eingesetzt, um die Schwere der wear.Chowdhury quantifizieren und Helali 14 vibriert eine rotierende Scheibe in einem Stift-Scheibe-Setup. Die Schwingungen wurden durch eine Stützstruktur aus zwei parallelen Platten unter der rotierenden Scheibe befindet, erzeugt wird. Die obere Platte hat eine sphärische Kugel außermittig an der Bodenoberfläche installiert ist, der in einem Schlitz, die an der oberen Oberfläche der Bodenplatte graviert wurde gleitet. Der Schlitz wurde mit periodisch variabler Tiefe maschinell bearbeitet, so dass die obere Platte während der Drehung bewegt sich vertikal. Die Frequenzen lag um 100 Hz entsprechend der Drehgeschwindigkeit.
Bryant und York 15-16 suchten die Wirkung von Mikrovibrationen auf wOhrreduktion. Sie eingefügt eine Kohlenstoffzylinder durch einen Halter mit einem Ende ruhte auf einer Spinnstahlscheibe und das andere Ende an einer Schraubenfeder verbunden ist. In einem Fall wurde der Zylinder eng in den Halter eingepaßt, so daß es keinen Platz für Vibrationen. In anderen Fällen wurden die Zwischenräume gelassen Mikrovibrationen des Zylinders zu ermöglichen, während der Zylinder in Kontakt mit der sich drehenden Scheibe. Der Gewichtsverlust des Zylinders gemessen, um die Verschleißrate zu berechnen. Es wurde gezeigt, dass die selbst erzeugte Mikrovibrationen half Verschleißminderung bis zu 50%.
Goto und Ashida 17-18 nahm ferner einen Pin-on-Disc-Experiments. Sie verbanden Stift Proben mit einem Wandler über einen sich verjüngenden Konus und einem Horn. Der Stift vibriert in der Richtung senkrecht zu der Plattenoberfläche. Eine Masse wurde an seiner Oberseite zum Anlegen normalen Belastungen an den Wandler angeschlossen ist. Reibungskräfte wurden aus dem Drehmoment, das aufgebracht wurde, um die Scheibe zu drehen rechnet. Tragen Sie wurde als Klebstoff, da sowohl identifiziertStift und Scheibe wurden aus Kohlenstoffstahl. Verschleißraten wurden von Volumenverlust Messungen berechnet.
Es wurde gezeigt, daß eine lineare Geschwindigkeit eine wichtige Rolle bei der Ultraschall Schmierung spielt. Die experimentelle Komponente dieser Forschung konzentriert sich auf die Abhängigkeit der Reibung und Verschleißminderung auf lineare Geschwindigkeit.
Subscription Required. Please recommend JoVE to your librarian.
Protocol
1. Entwicklung der modifizierten Tribometer
- Installieren chuck-Motor-Subsystem.
- Stufe Schwingungsisolation Tisch. Platzieren Gleichstrommotor auf dem Tisch; Ebene den Motor mit Ausgleichsscheiben anbringen und mit Streben und Bolzen. Platzieren Stützrahmen den Motor umgibt.
- Verbinden Keilwelle mit der Motorwelle mit Hilfe eines Schlüssels. Setzen Trägerplatte auf dem Rahmen mit der Keilwelle durch das Loch in der Platte gehen. Set Drucknadelrollenlager auf der Tragplatte und in der Nähe der Keilwelle. Schmieren Sie die Lager mit Kühlschmierstoffen.
- Schließen Sie die Keilwelle, um das Spannfutter durch eine Adapterplatte, die eine Keilwellenkupplung auf der einen Seite und des Futters Lochkreis auf der anderen Seite hat. Zu diesem Zeitpunkt wird das Spannfutter von dem Rahmen durch das Drucklager abgestützt und mit dem Motor über der Adapterplatte verbunden ist.
- Installieren Sie die gymbal Montage.
- Erstellen Sie den Tragrahmen mit U-Profil Streben, Halterungen undSchrauben. Verwenden Sie vier langen Streben als Säulen, und verwenden Sie drei kürzeren als Querbalken.
- Sichern Sie sich die vier Säulen auf die Schwingungsisolierung Tabelle mit Klammern und Schrauben. Schließen Sie das gymbal Montage bis zur Mitte Querträger mit Schrauben und Muttern.
- Installieren Sie eine horizontal ausgerichtete Wägezelle im gymbal Montage; starr zu verbinden eine Seite der Wägezelle an die gymbal Versammlung Rahmen, während Anschluss der anderen Seite mit dem gymbal Arm mit einem Draht.
- Montieren Sie den piezoelektrischen Aktor.
- Einsatz 3 in lange, voll Gewindestange durch die Bohrung des piezoelektrischen Stapels; legte eine Unterlegscheibe und eine Mutter, die an jedem Ende des Stapels; lassen Sie etwa 1/8 in der Faden von dem Ende einer Mutter vorsteht.
- Ziehen Sie die Muttern an beiden Enden, um eine Vorspannung in dem Stapel zu erstellen. Schließen Sie die langen, freiliegende Gewinde an den gymbal Arm mit Muttern und Unterlegscheiben. Faden Hutmutter auf das andere Ende des Piezo-Aktors und Einsatzscheibe in der Spannvorrichtung (diese Hutmutterund Disc für Set-up Zwecken verwendet werden, nicht zum Testen).
- Stellen Sie die Höhe des gymbal Montage, so dass die Hutmutter ist in Kontakt mit der Oberseite der Scheibe und der gymbal Arm waagerecht steht.
- Stellen Sie die Position des gymbal Montage, so dass der Kontaktpunkt zwischen der Hutmutter und Disc ist etwa 25 mm entfernt von dem Drehzentrum der Scheibe. Alle Schrauben im Set-up, um die Stabilität zu gewährleisten.
- Einrichten Signalerzeugung, Signalverstärkung, und Datenerfassungssysteme.
- Verbinden Datenerfassungssystem zu einem Labor-Computer. Den Ausgang des Signalgenerators mit dem Eingang eines elektrischen Verstärkers. Verbinden Sie den Verstärkerausgang mit den Eingangsleitungen des piezoelektrischen Stapels. Schließen Sie den Verstärker-Monitore an die Datenerfassungssystem.
- Schließen Sie die Lastzelle mit einer Signalanlage, und verbinden Sie dann den Ausgang der Signalanlage an das Datenerfassungssystem.
- Zusätzliche Set-up.
- Verbinden Sie Luftschlauch zum Einkaufen Luft. Fixierung des Endes des Schlauches mit dem Rahmen, so dass ihre Austrittsstellen am Piezoaktor. Kleben Sie die Spitze des Thermoelements an den Piezo-Aktor. Schließen Sie die Thermoelement-Leitungen für den Leser; hängen Sie den Leser auf dem Rahmen.
2. Pre-Test-Vorbereitung
- Kalibrieren der Drehzahl des Motors.
- Befestigen Magneten an dem Rand des Futters. Platz Hall-Effekt-Sonde in der Nähe des Spannfutters. Den Ausgang des Hall-Effekt-Sonde Gauss daß mit dem Datenerfassungssystem verbunden ist.
- Öffnen Sie die Datenerfassungssoftware und starten Sie die Datenerfassung. Einschalten des Motors; Drehen Sie den Fahrregler der Motorsteuerung 10 (die niedrigste Drehzahl der Motor bietet). Nachdem der Motor dreht sich für 10 Umdrehungen, schalten Sie den Motor ab. End-Datenerfassung.
- Analysieren Sie die gespeicherten Daten; die Zeit zwischen zwei Spitzen des Ausgangssignals von der Gaussmeter ist die Zeit für den Motor zu verrottenaßen eine volle Umdrehung.
- Drehen Sie den Knopf von 10 bis 100 (die höchste Drehzahl des Motors stellt) in Schritten von 10; wiederholen Sie die Schritte 2.1.2 bis 2.1.3.
- Zeigen Lastsensor Polster zwischen der Hutmutter und der Scheibe, um die Normalkraft an der Grenzfläche zu messen. Fein Maschine die Oberfläche der Testplatten mit einer Drehbank.
- Reinigen Sie die Hutmutter und Disc unmittelbar vor Prüfung unterzogen werden.
- Setzen Sie auf Plastikhandschuhe und Gesichts mask.Prepare Stücke von Laborwischtücher; falten Sie sie in 1-Zoll-Quadrate. Spray Ethanol auf die Gewebequadrate; wischen Sie die Oberfläche der Hutmutter und Disc mit ihnen.
- Installieren Sie die saubere Hutmutter und Scheibe.
- Schrauben Sie die Hutmutter auf den Piezo-Aktor, ziehen Sie sie mit einem Gabelschlüssel. Legen Sie die Disc in das Spannfutter; passen Sie die Position um sicherzustellen, dass die Spitze des Hutmutter in Kontakt mit der Plattenoberfläche.
- Richten Sie die obere Oberfläche der Scheibe und dem gymbal Arm. Ziehen Sie das Spannfutter sodass die Scheibe festgehalten wird.
- Messung der Unrundheit der Scheibenrotation.
- Installieren Laser-Wegmessung in einer Halterung, und legen Sie die Halterung neben dem Tribometer. Die Höhe und den Winkel des Sensors so, daß die Platte innerhalb des Sensorbereichs und der Laserstrahl senkrecht zu der Scheibe.
- Verbinden den Ausgang des Sensors mit dem Datenerfassungssystem. Starten Sie die Datenerfassung. Schalten Sie den Motor und drehen Sie die Disk auf 10 Umdrehungen; Ausschalten des Motors. End-Datenerfassung.
3. Führen Sie Testing
- Tests mit Ultraschallschwingungen.
- Hang 2 N Gewicht auf der einen Haken, der an die gymbal Arm durch Draht und zwei Riemenscheiben verbindet. Das Gewicht wird verwendet, um eine Normalkraft zwischen der Hutmutter und der Scheibe an.
- Hängen weitere 2 N Gewicht auf der anderen Haken, der an den gymbal Arm verbindet, um eine horizontale Vorspannung auf die Lastzelle ist.
- Stellen Sie die SignalGenerator, um eine kontinuierliche Sinussignal mit DC liefern Offset von 3 V, die Amplitude von 3 V und einer Frequenz von 22 kHz (die Eigenfrequenz des Piezo-Aktors). Man beachte, dass die 3 V-Offset wird dazu verwendet, die Spannung in dem Piezoaktor zu verhindern.
- Starten Sie die Datenerfassung (reduzierte Reibungskraft). Schalten Sie den Verstärker und drehen Sie den Gain-Regler bis 15, die auf einen tatsächlichen Gewinn von 4,67 (die Zahlen auf der Gain-Regler sind willkürlich) entspricht.
- Einschalten des Motors; Set der Drehgeschwindigkeit auf 6,67 rpm, um eine Lineargeschwindigkeit von 20,3 mm / s bereitzustellen. Führen Sie den Test für 4 Stunden.
- Schalten Sie den Motor und Regler, und beenden Sie dann die Datenerfassung. Entfernen Sie die getesteten Hutmutter und Disc aus dem Set-up; Wiederholen Sie die Schritte 2,3 bis 2,5, um neue Hutmutter und CD installieren.
- Wiederholen Sie die Schritte 3.1.1 bis 3.1.6. In Schritt 3.1.5, setzen die Drehzahl 13,3 min und 28,7 min, um eine lineare Geschwindigkeit von 40,6 mm / sec und 87 mm / sec, jeweils bereitzustellen; führen Sie die Tests für 2 und 0,94 h entsprondingly.
- Tests ohne Ultraschallschwingungen.
- Wiederholen Sie Schritt 3.1.6 zu Hutmuttern und Scheiben zu ändern. Wiederholen Sie die Schritte 3.1.1 mit dem Signalgenerator und Signalverstärker aus (die Reibung gemessene Eigenreibung) 3.1.6.
4. Optische Profilometer-Messungen
- Messvorbereitung
- Die Scheiben reinigen unmittelbar vor Messungen mit Schritt 2.3. Stellen acht gleichmäßig verteilte Markierungen um die Kante der Scheibe. Öffnen Sie das Profilometer Software.
- Heben Sie die Linse, so dass ein ausreichender Abstand zwischen der Linse und Probenplattform. Richten Sie die Probenplattform. Legen Sie ein Stück Laborwischtuch auf der Plattform.
- Platzieren Sie leicht die Probe auf der Oberseite des Gewebes mit einer der acht Marken mit Blick auf den vor dem Profilometer.
- Messeinstellungen.
- Wählen VSI (Vertical-Scanning Interferometry) als den Verarbeitungstyp. Wählen 5X Objektiv fürgroßes Sehfeld und Gesamtform. Wählen 0.55X Vergrößerung für einen Scanbereich von 1,8 mm bis 2,4 mm.
- Wählen 1X Scan-Geschwindigkeit. Set Scanbereich bis -100 m bis 100 m. Bringen die Linse nach unten in Richtung auf die Probe, bis ein verschwommenes Bild auf dem Bildschirm. Stellen Sie die Höhe der Linse, bis das Bild klar ist.
- Wählen 2 als die Anzahl von Abtastungen für jede Messung Durchschnitt. Klicken Sie auf die Messtaste.
- Post-Messverfahren.
- Verwenden Sie die Vision Rezept, das in der Software, um die rohen Bild zur Neigung der gesamten Probe zu korrigieren definiert. Öffnen Sie die Analyse-Toolbox in der Software.
- Besorgen Sie sich die gemessenen Rauheitswerte aus der "Grund Stats" Einzelteil. Besorgen Sie sich die gemessene Volumenverlust der Verschleißnarbe im Scan-Bereich aus dem "Volume" aus.
- Speichern der Bilder der 1D Profile in der x- und y-Richtungen, die 2D-Profil, das 3D-Profil, als auch die Tabelle der Rauhigkeitswerte. Drehen Sie die Probe im Uhrzeigersinn, bis the nächste Marke steht vor der Vorderseite der Profilometer.
- Wiederholen Sie die Schritte 4,2-4,3 für die restlichen 7 Mark.
- Wiederholen Sie die Schritte 4.1. bis 4.4 auf allen sechs Discs.
Subscription Required. Please recommend JoVE to your librarian.
Representative Results
Die repräsentativen hier vorgestellten Messungen wurden von dem modifizierten Tribometer in Figur 1 gezeigt ist, erhalten. Der piezoelektrische Aktuator erzeugt Schwingungen mit einer Amplitude von 2,5 um bei einer Frequenz von 22 kHz. Um die Abhängigkeit der Reibung studieren und Verschleißminderung von der Lineargeschwindigkeit, wurden mit drei verschiedenen Geschwindigkeiten (20.3, 40.6 und 87 mm / sec) auf der Scheibe durch Änderung der Drehzahl des Motors aufgetragen. Für alle drei Gruppen wurden die Anzahl der Plattenumdrehungen und die Bewegungsstrecke des Stifts als 1,600 und 292,5 m jeweils ausgewählt. Die Nenndrehdurchmesser betrug 50 mm. Andere Parameter, wie Normalkraft, Schwingungsfrequenz und Schwingungsamplitude gleich blieb für alle Tests (Tabelle 1).
Die Reibungskraft wurde bei einer Frequenz von 400 Hz unter Verwendung von 2 sec Abtastfenster abgetastet, Fig. 2 zeigt typische Daten von einem einzelnen Abtastfensters. Die beobachtete fluctuation in Reibungskraft zugeschrieben Stick-Slip. Die Mittelwerte der Reibungskraft wurden berechnet und gegen Stift der Distanz in der 3. Intrinsic Reibungskräfte sind durch Punkte in der Abbildung dargestellt, während die Reibungskräfte mit Ultraschallschwingungen werden mit "x" Marker angezeigt. Grün, blau und rot sind jeweils für die Testdaten mit 20,3 mm / s 40,6 mm / s und 87 mm / s verwendet. Reibungskraft von jeder Test nahezu konstant bleibt, sobald stationären Betrieb erreicht wird.
Bremsscheibenschlag verursacht Trägheitsbeschleunigung von vertikaler Bewegung des Stiftes und gymbal Baugruppe, die in Abweichung von der Normalkraft führt. Als Ergebnis schwankt der gemessene Reibungskraft, wie in Abbildung 3 dargestellt. Es wird betont, dass die in Figur 2 beobachtet Schwankung aufgrund Stick-Slip ist. Unter Berücksichtigung des Mittelwerts der Reibkraft, nachdem das System des stationären Betriebs, Fig erreicht3 zeigt, dass die Reibungskraft ist höher bei höheren linearen Geschwindigkeiten, auch Ultraschallschwingungen auf das System angewendet. Dieses Ergebnis steht im Einklang mit früheren Studien, die zeigen, dass die Kraft-Geschwindigkeitskurve eine positive Steigung für niedrige Lineargeschwindigkeiten 19-21.
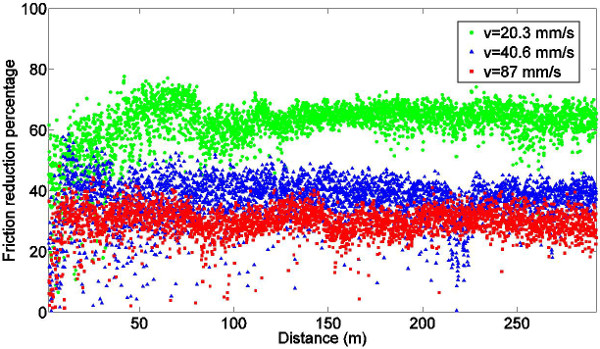
Die Reibungsreduzierung Prozentsatz ist definiert als
1. 
wobei die intrinsische Reibungskraft (Kraft ohne Ultraschallschwingungen, die in Schritt 3.2 gemessen wird) und die Reibungskraft mit Ultraschallschwingungen (in Schritt 3.1.4 gemessen). Verringerungsrate bei jeder linearen Geschwindigkeit wird mit dem Abstand von dem Stift in der 4 Paar aufgetragen ist. Ultraschallschwingungen reduzieren die stationären Reibungskraft für alle drei Lineargeschwindigkeiten getestet nimmt jedoch der Anteil wie die Lineargeschwindigkeit zunimmt.
Gemessen stationären ReibungsKräften, Stabilisierung Entfernung und Reibungsminderung in Prozent sind in Tabelle 2 aufgeführt. Ultraschallschwingungen vereinfachen das Aufbrechen der Oxidschicht und Ausbilden stetigen Kontakt zwischen dem Stift und der Scheibe, was zu einem kürzeren Abstand führt zur Reibungskraft stabil zu erreichen, Zustand, wenn Ultraschallschwingungen vorhanden sind.
Abrieb zwischen auf der Oberfläche von Materialien mit unterschiedlicher Härte erfolgt. 22. Wegen des Unterschieds in der Härte aus rostfreiem Stahl (700 bis 950 kg / mm 2) und Aluminium (45 bis 50 kg / mm 2), der Verschleiß als Schleif identifizierten in dieser Studie. Verschleißrillen auf den Scheiben sind in Abbildung 5 dargestellt Bilder A, C, E entsprechen Tests mit Ultraschallschwingungen, während die Bilder B, D, F sind Daten ohne Schwingungen. Es kann gesehen werden, dass Nuten erscheinen uneben und nicht reflektierend, wenn Ultraschallschwingungen angewendet werden.
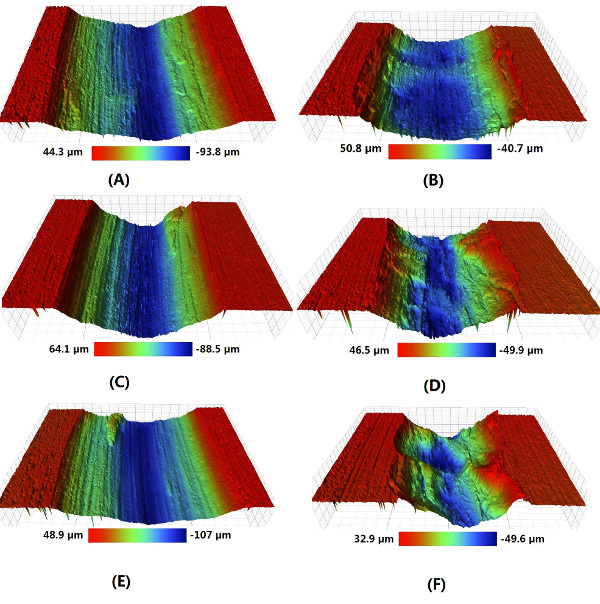
Dreidimensionale profiles, Oberflächenrauhigkeit Werte und Mengenverluste von Nuten von Profilometer Scans erhalten. 3-D-Profilen der Rillen mit Ultraschallschwingungen (Figur 6 B, D, F) schmaler ist, weniger glatt und flacher ist als die, die ohne Vibrationen (Abbildung 6 A, C, E) angezeigt werden, was bedeutet, dass Ultraschallschwingungen verursachen Verschleißminderung .
Um den Grad der Verschleißreduzierung zu quantifizieren, die Verschleißrate ist definiert als
2. 
wo scheibenVolumenVerlust in mm 3 (im Schritt 4.3.2 gemessen), und der Abstand von dem Stift in Metern (Tabelle 1) bereist. Ähnlich wie bei der Reibungsreduzierung in Prozent wird der Verschleißminderung in Prozent definiert
3. 
wo ist der intrinsische Verschleißrate (ohne Ultraschallschwingungen) und ist die Verschleißrate mitUltraschallschwingungen angewendet. Daten in Tabelle 3 zeigt, dass die Preise und Oberflächenrauheit Parameter tragen sind kleiner, wenn Ultraschallschwingungen vorhanden sind, die ein Indikator für Verschleißminderung ist. Die Verschleißminderung in Prozent bleibt, wie die Geschwindigkeitssteigerungen nahezu konstant.





in-page = "always"> 
Abbildung 1. Versuchsaufbau: (A) Gesamt Tribometer, (B) Motor; (C) Stützrahmen, (d) detaillierte gymbal Montage; (E) piezoelektrischen Aktor; und (F) Anlagenschema. (Diese Zahl hat sich von 13 geändert.)

Abbildung 2. Typische Daten von einem Abtastfenster. (Diese Zahl hat sich von 13 modifiziert worden ist.) Bitte klicken Sie hier, um eine größere Version dieser Figur zu sehen.
931fig3.jpg "/>
Abbildung 3. Reibungskräfte mit und ohne Ultraschallschwingungen bei verschiedenen Geschwindigkeiten. (Diese Zahl hat sich von 13 modifiziert wurde) Bitte klicken Sie hier, um eine größere Version dieser Figur zu sehen.

Abbildung 4. Gemessene Reibungsreduzierung von Gl. (1). (Diese Zahl hat sich von 13 modifiziert wurde) Bitte klicken Sie hier, um eine größere Version dieser Figur zu sehen.

Abbildung 5. Tragen Sie Grooves mit Ultraschall vibr erhalten. tionen (A, C und E) und ohne Ultraschallschwingungen (B, D und F) Jede Spalte entspricht einer linearen Geschwindigkeit: 20,3 mm / sec (A, B); 40,6 mm / sec (C, D); und 87 mm / sec (E, F). (Diese Zahl hat sich von 13 modifiziert wurden)

Abbildung 6 3D-Profile Abnutzungsrillen ohne Ultraschallschwingungen (A, C und E) erhalten und mit Ultraschallschwingungen (B, D und F) Jede Zeile stellt eine Lineargeschwindigkeit. 20,3 mm / sec (A, B); 40,6 mm / sec (C, D); und 87 mm / sec (E, F). (Diese Zahl hat sich von 13 modifiziert wurde) Bitte klicken Sie hier, um eine größere Version dieser Figur zu sehen.
| Parameter | Wert | ||
| Gruppe | 1 | 2 | 3 |
| Lineargeschwindigkeit (mm / sec) | 20.3 | 40,6 | 87 |
| Laufzeit (hr) | 4 | 2 | 0.93 |
| Entfernung vom Stift gereist (m) | 292,5 | ||
| Revolutions | 1.600 | ||
| Pin Material | Edelstahl 316 | ||
| Scheibenmaterial | Aluminium 2024 | ||
| Nennnormalkraft (N) | 3 | ||
| Disc auslaufen (mm) | 0,0286 | ||
| US-Frequenz (kHz) | 22 | ||
| US Amplitude (um) | 2.5 | ||
| Nenn Groove Messer (mm) 50 | |||
| Solltemperatur (° C) | 21 ± 1 | ||
| Nominalen Stellgliedtemperatur (° C) | 31 ± 1 | ||
| Umgebung | Laborluft | ||
| Sampling-Frequenz (Hz) | 400 | ||
Tabelle 1. Parameter in Tribometer Tests genutzt. (Diese Tabelle wurde von 13 modifiziert wurden)
| Lineargeschwindigkeit (mm / sec) | US | Steady-State-Reibung (N) | Entfernung zum stationären Zustand (m) zu erreichen | Reibungsreduzierung (%) |
| 20.3 | Nein | 1,024 ± 0,063 | 4.17 | 62,22 |
| Ja | 0,379 ±0,041 | 2.78 | ||
| 40,6 | Nein | 1,201 ± 0,055 | 11,61 | 36,11 |
| Ja | 0,748 ± 0,035 | 7.21 | ||
| 87 | Nein | 1,472 ± 0,064 | 8.94 | 29,32 |
| Ja | 1,041 ± 0,056 | 4.64 |
Tabelle 2. Stationäre Reibungskräfte, Entfernungen zu stationären und Reibungsreduzierung zu erreichen. (Diese Tabelle wurde von 13 modifiziert wurden)
| Lineargeschwindigkeit (mm / sec) | US | Ra (um) | R q (um) | R t (um) | Verschleißrate (mm 3 / m) | Anzahl der Kontakte | |
| 20.3 | Nein | 18,829 | 21,421 | 124,35 | 2,237 × 10 -2 | 45,76 | |
| Ja | 17,238 | 18,975 | 87,011 | 1,214 × 10 -2 | 3,17 × 10 8 | ||
| 40,6 | Nein | 21,647 | 22,673 | 109,28 | 2,581 × 10 -2 | 48,18 | |
| Ja | 17,289 | 19,922 | 106,42 | 1,338 × 10 -2 | 1,58 × 10 8 | ||
| 87 | Nein | 19,825 | 21,921 | 130,52 | 2,43 × 10 -2 | 48,63 | |
| Ja | 17,606 | 111,25 | 1,248 × 10 -2 | 7,39 × 10 8 |
Tabelle 3. Vergleich der Verschleißrate, Anzahl der Kontakte, und die Oberflächenrauheit Parameter (arithmetischer Mittelwert; quadratische Mittelwert; maximale Höhe des Profils) (Dieser Tisch wurde von 13 modifiziert worden ist).
Subscription Required. Please recommend JoVE to your librarian.
Discussion
Experimente wurden unter Verwendung dieses Protokolls, um die Wirkung der linearen Geschwindigkeit auf Ultraschall Reibungs- und Verschleißreduzierung Studie durchgeführt. Die Messungen zeigen, dass Ultraschallschwingungen effektiv Reibung und Verschleiß an drei Lineargeschwindigkeiten. Im Einklang mit früheren Beobachtungen, die Höhe der Reibungsminderung nimmt von 62,2% auf 20,3 mm / s bis 29,3% bei 87 mm / sec. Verschleißminderung ist vernachlässigbar mit wechselnden linearen Geschwindigkeit (45,8% auf 48,6%).
Materialeigenschaften, wie Elastizitätsmodul und Streckgrenze Young kann sich ändern, wenn die Ultraschallwellen durch das Material übertragen. Dies wird oft als Ultraschall Erweichung 23 bezeichnet. In dieser Studie aufgrund der Steifigkeit Differenz zwischen dem Piezo-Aktor und anderen Teilen der Einrichtung, die 22 kHz Schwingungen entstehen durch das Stellglied nicht auf den anderen Teil der Versuchsanordnung zu übertragen, obwohl ein Schwingungsmodus des Struktur bei etwa 100 Hz war aufgeregt, als Ultraschall vibRationen wurden angewendet. An der Grenzfläche zwischen dem Stift und der Scheibe Ultraschallschwingungen verursachen Wärmeerzeugung, die Temperaturerhöhung an der Grenzfläche verursacht. , Basierend auf Experimenten, die von Dong Dapino geführt wird, ist jedoch der Temperaturanstieg in einem Bereich, der vernachlässigbare Veränderungen der Materialeigenschaften verursacht.
Eine Einschränkung bei diesem Experiment ist, dass es keinen Mechanismus gibt, um Scheibentaumel, die vertikale Bewegung des Stifts, gymbal Arm und das Gewicht verursachen können, zu beseitigen. Beschleunigung der bewegten Massen führt Variationen der tatsächlichen Normalkraft angelegt an der Grenzfläche und somit die Reibungskräfte gemessen. Daher ist es von entscheidender Bedeutung, um sicherzustellen, dass die Motorwelle, Keilwelle, Chuck, und Disc sind Ebene. Experimentelle Variabilität reduziert werden, wenn die Menge des Taumel minimiert.
Es ist auch wichtig, um die Hutmutter auf den piezoelektrischen Aktor fest anziehen, so dass der Hutmutter nicht lose während des Tests zu werden. Ultra-Schallschwingungen sind unwirksam, um die Reibungskraft zu verringern, wenn die Schwingungen nicht auf die Schnittstelle übertragen. Wenn die Reibungskraft springt plötzlich auf einen höheren Pegel während des Tests, ist es sehr wahrscheinlich aufgrund einer losen Verbindung zwischen der Hutmutter und dem Stellglied. Dieses Problem wird durch ein Brummen begleitet, damit sie leicht erkannt werden können.
Ein elektrisch betriebener Piezoaktor erzeugt Wärme, die die Temperatur schnell ansteigen kann, wenn keine Kühlung verwendet wird. Es ist wichtig, um den Luftstrom auf einen geeigneten Wert einzustellen, um die Wärme zu entfernen und halten die Temperatur des Stellgliedes konstant. Selbst wenn der Piezo-Aktor wird für Tests eingeschaltet, ohne Ultraschallschwingungen, sollte die gleiche Luftstrom immer noch angewendet werden, so dass die Testbedingungen die gleichen bleiben für alle Tests.
Im Vergleich zu früheren Arbeiten, gleichzeitig dieses Protokoll Studien Reibung und Verschleiß, in der gleichen Prüfung, die nicht systematisch zuvor getan wurde. Die gymbalAnordnung ermöglicht einen direkten Weg, um Reibungskräfte an der Grenzfläche als andere Verfahren, die entweder abgeleitet Reibung aus einem gemessenen Betätigungskraft oder von anderen physikalischen Parametern, wie Deformation oder das Drehmoment zu messen. Der Plattenhalter konzipiert und für diese Tests errichtet ermöglicht eine bequeme Veränderung der Testproben mit verschiedenen Abmessungen, Materialien und Oberflächenrauhigkeiten. Die optische Profilometer liefert Informationen, wie beispielsweise 3D-Profile und die Oberflächenrauhigkeit auf Verschleißminderung, die detaillierteres Verständnis der Verschleißnarben bietet als Volumenverlust oder Gewichtsverlust-Messungen zu untersuchen. Mit diesen Vorteilen kann dieses Protokoll genutzt werden, um die Abhängigkeit der Ultraschallreibungs untersuchen und Verschleißminderung auf vielen anderen Parametern, wie Normalspannung, Materialhärte, Oberflächenrauhigkeit und Schwingungsamplitude.
Subscription Required. Please recommend JoVE to your librarian.
Acknowledgments
Die Autoren bedanken sich bei Tim Krantz vom NASA Glenn und Duane Detwiler von Honda R & D für ihre technische Unterstützung und Sachleistungen anzuerkennen. Finanzielle Unterstützung für diese Forschung wurde von den Mitgliedsorganisationen des Smart Fahrzeugkonzepte Center (www.SmartVehicleCenter.org) vorgesehen ist, ein National Science Foundation Industrie / Universität Cooperative Research Center (I / UCRC). SD wird durch eine intelligente Fahrzeugkonzepte Graduate Fellowship und eine Universität Stipendium von der Ohio State University Graduate School unterstützt.
Materials
| Name | Company | Catalog Number | Comments |
| DC Motor | Minarik | SL14 | |
| Electrical amplifier | AE Techron | LVC5050 | |
| Signal conditioner | Vishay Measurements Group | 2310 | |
| Signal generator | Agilent | 33120A | |
| Piezoelectric stack | EDO corporation | EP200-62 | |
| Load cell | Transducer Techniques | MLP-50 | |
| Load sensor pad | FlexiForce | A201 | |
| Laser meter | Keyence corporation | LK-G32 | |
| Hall-effect probe and gaussmeter | Walker Scientific, Inc. | MG-4D | |
| Data acquisition module | Data Physics | Quattro | |
| Data acquisition software | Data Physics | SignalCalc Ace | |
| Thermocouple reader | Omega | HH22 | |
| Optical profilometer | Bruker | Contour GT | |
| Profilometer operation software | Bruker | Vision 64 |
References
- Bhushan, B. Introduction to tribology. , John Wiley & Sons. New York. (2002).
- Severdenko, V., Klubovich, V., Stepanenko, A. Ultrasonic rolling and drawing of metals. , Consultants Bureau. New York and London. (1972).
- Taylor, R., Coy, R. Improved fuel efficiency by lubricant design: a review. Proc. Instit. Mech. Eng., Part J: J Eng. Tribol. 214 (1), 1-15 (2000).
- Littmann, W., Storck, H., Wallaschek, J. Sliding friction in the presence of ultrasonic oscillations: superposition of longitudinal oscillations. Arch. Appl. Mech. 71 (8), 549-554 (2001).
- Littmann, W., Storck, H., Wallaschek, J. Reduction in friction using piezoelectrically excited ultrasonic vibrations. Proc. SPIE. 4331, (2001).
- Bharadwaj, S., Dapino, M. J. Friction control in automotive seat belt systems by piezoelectrically generated ultrasonic vibrations. Proc. SPIE. 7645, 7645E (2010).
- Bharadwaj, S., Dapino, M. J. Effect of load on active friction control using ultrasonic vibrations. Proc. SPIE. 7290, 7290G (2010).
- Kumar, V., Hutchings, I. Reduction of the sliding friction of metals by the application of longitudinal or transverse ultrasonic vibration. Tribol. Int. 37 (10), 833-840 (2004).
- Pohlman, R., Lehfeldt, E. Influence of ultrasonic vibration on metallic friction. Ultrasonics. 4 (4), 178-185 (1966).
- Popov, V., Starcevic, J., Filippov, A. Influence of Ultrasonic In-Plane Oscillations on Static and Sliding Friction and Intrinsic Length Scale of Dry Friction Processes. Tribol. Lett. 39 (1), 25-30 (2010).
- Dong, S., Dapino, M. J. Piezoelectrically-induced ultrasonic lubrication by way of Poisson effect. Proc. SPIE. 8343, 83430L (2012).
- Dong, S., Dapino, M. J. Elastic-plastic cube model for ultrasonic friction reduction via Poisson effect. Ultrasonics. 54 (1), 343-350 (2014).
- Dong, S., Dapino, M. J. Wear Reduction Through Piezoelectrically-Assisted Ultrasonic Lubrication. Smart. Mater. Struct. 23 (10), 104005 (2014).
- Chowdhury, M., Helali, M. The effect of frequency of vibration and humidity on the wear rate. Wear. 262 (1-2), 198-203 (2014).
- Bryant, M., Tewari, A., York, D. Effect of Micro (rocking) vibrations and surface waviness on wear and wear debris. Wear. 216 (1), 60-69 (1998).
- Bryant, M., York, D. Measurements and correlations of slider vibrations and wear. J. Tribol. 122 (1), 374-380 (2000).
- Goto, H., Ashida, M., Terauchi, Y. Effect of ultrasonic vibration on the wear characteristics of a carbon steel: analysis of the wear mechanism. Wear. 94, 13-27 (1984).
- Goto, H., Ashida, M., Terauchi, Y. Wear behaviour of a carbon steel subjected to an ultrasonic vibration effect superimposed on a static contact load. Wear. 110 (2), 169-181 (1986).
- Robinowicz, E. The friction and wear of materials. , Wiley. New Jersey. (1965).
- Bowden, F., Freitag, E. The friction of solids at very high speeds. Proc. R. Soc. A. 248 (1254), 350-367 (1985).
- Burwell, J., Rabinowicz, E.
- Cocks, M.
- Rusinko, A. Ultrasound and Irrecoverable Deformation in Metals. , LAP Lambert Academic Publishing. Saarbrücken. (2012).

{kind=link}
{kind=link}