

Abstract
Friktion og slitage er til skade for konstruerede systemer. Ultrasonic smøring opnås, når grænsefladen mellem to glideflader vibreres ved en frekvens over den akustiske område (20 kHz). Som en solid-state-teknologi, kan ultralyd smøring anvendes, hvor konventionelle smøremidler er umuligt eller uønsket. Endvidere ultralyd smøring muliggør elektrisk modulering af den effektive friktionskoefficient mellem to glideflader. Denne egenskab gør det muligt adaptive systemer, der ændrer deres friktion stat og tilhørende dynamisk respons som driftsbetingelserne forandring. Surface slid kan også reduceres gennem ultralyd smøring. Vi udviklede en protokol for at undersøge afhængighed af friktionskraften reduktion og slid reduktion på den lineære glidende hastighed mellem ultralyd smurte flader. En tap-på-disk Friktionsmåler blev bygget som adskiller sig fra kommercielle enheder ved, at en den piezoelektriske stak anvendes til at vibrere stiften ved 22kHz vinkelret på den roterende skive overflade. Friktion og slid målinger, herunder effektive friktionskraft, volumen tab, og overfladeruhed måles uden og med ultralyd vibrationer ved et konstant tryk på 1 til 4 MPa og tre forskellige glidende hastigheder: 20,3, 40,6 og 87 mm / sek. En optisk profilometer anvendes til at karakterisere slidflader. Den effektive friktionskraft reduceres med 62% ved 20,3 mm / sek. I overensstemmelse med eksisterende teorier til ultrasoniske smøring, den procentvise reduktion i friktionskraften mindskes med stigende hastighed, ned til 29% friktionskraft reduktion på 87 mm / sek. Slid reduktion forbliver væsentlige konstant (49%) ved de tre hastigheder overvejes.
Introduction
Friktion findes på grænsefladen mellem to kontaktflader, når de glider eller ruller i forhold til hinanden. Friktion normalt opstår sammen med slibende eller klæbende slid. 1. Ultralyd er videnskaben bag højfrekvente fænomener, dvs. bølger rejser på frekvenser over den akustiske område (20 kHz). Feltet af ultralyd omfatter to fundamentalt forskellige regimer. Et regime indebærer lav intensitet bølger som dem anvendt i imaging processer såsom medicinsk ultralyd eller ikke-destruktiv inspektion af strukturer. Den anden er en høj effekt regime, hvor højenergi-bølger udnyttes til at udføre eller bistå tekniske processer såsom svejsning af plast og metaller. Det har vist sig, at anvendelsen af den sidstnævnte form for ultrasoniske vibrationer ved grænsefladen mellem to overflader i glidende kontakt reducerer den effektive friktionskraft ved grænsefladen. Dette fænomen er kendt som ultralyd smøring.
At opnåskal der etableres relativ vibration ved ultrasoniske frekvenser ultralyd smøring mellem to glidende genstande mellem dem. Vibrationer anvendes typisk til en af de to objekter, enten i længde-, tvær- eller vinkelret retning i forhold til den glidende hastighed. I denne undersøgelse, er en Friktionsmåler PIN udstyret med en piezoelektrisk aktuator, således at dens spids vibrerer i retningen vinkelret på Friktionsmåler s roterende skive. Piezoelektriske materialer er en klasse af "intelligente" materialer, der deformeres, når de udsættes for elektriske felter, vibrerende på samme frekvens som excitation område. Piezoelektriske materialer kan vibrere ved frekvenser langt ind i MHz-området. Overlejres til makroskopiske hastighed, ultrasoniske vibrationer har den virkning af alternerende retning af den øjeblikkelige friktionskraft og kontakten mellem overfladerne, hvilket i kombination fører til en reduktion af den effektive friktionskraft og overfladen slid. Ultrasonic friktionsreduktion er blevet demonstreret i praksis fremstillingssystemer. For eksempel er denne teknologi blevet anvendt til at reducere kraften mellem værktøjet og arbejdsemnet i metalbearbejdning og danner processer såsom boring, presning, valsning ark og trådtrækning. Fordele omfatter forbedret overfladefinish 2 og et reduceret behov for dyre og miljøbelastende rengøringsmidler til at fjerne smøremidler fra det endelige produkt. Der er potentielle anvendelser af ultralyd smøring på andre områder også. For eksempel kan ultralyd smøring væsentligt forbedre brugeroplevelsen i personlige sundhedspleje produkter ved at fjerne behovet for smøremidler eller belægninger. I bil applikationer, kan friktion modulation forbedre effektiviteten af kugleled hvorimod reduktion friktion mellem sæder og skinner letter sæde bevægelse, hvilket sparer plads og masse, der ellers ville blive besat af de traditionelle komponenter og generelt mekaniskSMS. Ultrasonic smøring kan også bidrage til at forbedre brændstoføkonomien ved at reducere friktionen i drivaggregatet og affjedring. 3 i rummet, hvor der ikke kan anvendes traditionelle smøremidler, kan ultralyd smøring anvendes til at reducere slid og dramatisk forlænge levetiden af kritiske komponenter.
Laboratorieundersøgelser demonstrationer af friktion reduktion gennem ultralyd smøring er talrige. Friktionsreduktion kvantificeres som forskellen mellem friktionskraften målt uden ultralyd smøring og friktionskraften med ultralydvibrationer anvendte. I begge tilfælde er friktionskraften målt direkte med kraftsensorer. Littmann et al. 4-5 tilsluttet en piezoelektrisk drevet aktuator til en skyder, som en kraft sensor og en ramme blev installeret for at måle friktionskræfter og anvende normale belastninger. En pneumatisk aktuator blev anvendt til at skubbe skyderen sammen med aktuatoren langs en styreskinne. Ultrasonic vibrationer blev anvendt i den retning langs den glidende hastighed. Bharadwaj og Dapino 6-7 gennemført tilsvarende forsøg under anvendelse af en piezoelektrisk stak aktuator forbundet til en konisk bølgeleder ved hver ende af stakken. Kontakter mellem de sfæriske kanter af kogler og overfladen af styreskinnen. Virkningerne af systemparametre såsom kontakt stivhed, normal belastning og global stivhed blev undersøgt. Kumar og Hutchings 8 installeret en pin på en sonotrode, der blev aktiveret af en ultralyds transducer. Ultrasoniske vibrationer blev genereres og transmitteres til stiften, som blev placeret i kontakt med et værktøj ståloverflade. Normalkraft blev anvendt af en pneumatisk cylinder og måles af en belastningscelle. Den relative bevægelse mellem stiften og skiven blev skabt af en frem- og tilbagegående bord.
Pohlman og Lehfeldt 9 implementeret også en tap-on-disc eksperiment. I modsætning til andre undersøgelser, de ansat en magnetostrictive transducer til at generere ultrasoniske vibrationer. At studere den optimale retning for ultralyd friktion reduktion blev transduceren forsigtigt justeret således at den vibrationelle retning var længde-, tvær- og lodret til den makroskopiske hastighed. De studerede ultralyd friktion reduktion på både tør og smurte overflader. Popov et al. 10 anvendes en aktuator med koniske bølgeledere. Aktuatoren blev anbragt i kontakt med en roterende bundplade. Kegler lavet af ni materialer med forskellige hårdheder blev vedtaget at undersøge indflydelsen af materialet hårdhed på ultralyd friktion reduktion. Dong og Dapino 11-13 brugte en piezoelektrisk transducer til at generere og transmittere ultrasoniske vibrationer til et prismatisk bølgeleder med afrundede kanter. Den langsgående vibration forårsager vertikale vibrationer som følge af Poissons virkning. En skyder med en buet top blev anbragt under og i kontakt bølgelederen. En ramme blev bygget til at anvende de normale kræfter på kontakten interface. Than skyderen blev trukket manuelt omkring midten område af bølgeleder; friktionskraften blev målt af en belastningscelle, som var tilsluttet skyderen.
Ultralyd-induceret slidreduktion blev også undersøgt og demonstreret. Volumen tab, vægttab, og overfladeruhed ændringer er ansat til at kvantificere graden af wear.Chowdhury og Helali 14 vibrerede en roterende skive i en tap-on-disk setup. Vibrationerne blev genereret af en støtte struktur med to parallelle plader placeret under den roterende skive. Toppladen har en sfærisk kugle installeret off-center på bundfladen, som glider i en slids, der blev indgraveret på den øverste overflade af bundpladen. Spalten blev bearbejdet med et periodisk variabel dybde, så toppladen bevæges lodret under rotation. Frekvenserne lå omkring 100 Hz ifølge rotationshastigheden.
Bryant og York 15-16 undersøgte effekten af mikro-vibrationer på Wear reduktion. De indsat en carbon cylinderen gennem en holder med den ene ende hvilede på en roterende stålskive og den anden ende forbundet til en spiralfjeder. I et tilfælde blev cylinderen etuiet monteret i holderen, så at der ikke var plads til vibrationer. I andre tilfælde blev frirum til venstre for at tillade mikro-vibrationer af cylinderen, mens cylinderen var i kontakt med den roterende skive. Vægttabet af cylinderen blev målt til at beregne slidhastigheden. Det blev vist, at de selvstændige genereret mikro-vibrationer hjulpet reducere slid med op til 50%.
Goto og Ashida 17-18 vedtog også en tap-on-disc eksperiment. De tilsluttet pin prøver med en transducer via en tilspidset kegle og et horn. Stiften vibreres i retning vinkelret på skivens overflade. En masse blev forbundet til transduceren på dens top for at anvende normale belastninger. Friktionskræfter blev oversat fra drejningsmomentet, der blev anvendt til at rotere disken. Slid blev identificeret som klæbemiddel, fordi beggebens og skive var lavet af kulstofstål. Slid blev beregnet ud fra volumen tab målinger.
Det har vist sig, at lineære hastighed spiller en vigtig rolle i ultralyd smøring. Den eksperimentelle del af denne forskning fokuserer på afhængigheden af friktion og slid reduktion på lineær hastighed.
Subscription Required. Please recommend JoVE to your librarian.
Protocol
1. Udvikling af Modified Friktionsmåler
- Installer chuck-motor delsystem.
- Niveau vibrationsisolering tabel. Placer jævnstrømsmotor på bordet; nivellere motor med shims og ordne det med stivere og bolte. Placer bæreramme omkring motoren.
- Tilslut notaksel på motorakslen ved hjælp af en nøgle. Sæt støtteplade på rammen med notakslen går gennem hullet i pladen. Set stak nålen rulleleje på bærepladen og omkring notakslen. Smør lejet med skærevæsker.
- Tilslut notakslen til patronen gennem en adapterplade, der har en mangenot kobling i på den ene side og Chucks bolt mønster på den anden side. På dette tidspunkt, er spændepatronen understøttet af rammen gennem tryklejet og forbundet til motoren gennem adapterpladen.
- Installer gymbal forsamling.
- Byg støtterammen hjælp U-kanal stivere, beslag, ogbolte. Brug fire lange stivere som søjler, og bruge tre kortere dem som tværbjælker.
- Fastgør de fire søjler til vibrationsisolering tabellen ved hjælp af beslag og bolte. Slut gymbal forsamling til midten tværbjælke med bolte og møtrikker.
- Installer en vandret orienteret vejecelle i gymbal forsamling; stift forbinde den ene side af vejecellen til den gymbal forsamling ramme, mens du tilslutter den anden side til den gymbal arm med en ledning.
- Saml den piezoelektriske aktuator.
- Sæt 3 i lange, fuldt gevindstang gennem hullet i den piezoelektriske stak; sætte en skive og en møtrik ved hver ende af stakken; efterlade omkring 1/8 i tråd stikker ud fra enden af en møtrik.
- Spænd møtrikkerne ved begge ender for at skabe en forbelastning i stakken. Tilslut de lange, synlige tråde til gymbal arm ved hjælp af møtrikker og skiver. Tråd agern møtrik på den anden ende af piezo-aktuator og indsætte disken i patronen (denne agern møtrikog disk bruges til set-up formål, ikke til test).
- Justere højden af gymbal samling så hættemøtrikken er i kontakt med toppen af skiven og gymbal arm er vandret.
- Juster positionen af gymbal forsamling, således at kontaktpunktet mellem agern møtrik og skive er omkring 25 mm fra den roterende midten af disken. Spænd alle bolte i opsætningen for at sikre stabilitet.
- Opsætning signal generering, signal forstærkning, og delsystemer datafangst.
- Tilslut dataopsamlingssystem til et laboratorium computer. Forbind udgangen af signalgeneratoren til indgangen på en elektrisk forstærker. Tilslut forstærkerudgangen med input ledninger på den piezoelektriske stak. Tilslut forstærkeren skærme til dataindsamlingssystemet.
- Slut vejecellen til et signal balsam, og derefter tilslutte udgangen af signalet balsam til dataindsamlingssystemet.
- Yderligere opsætning.
- Tilslut luftslangen til at shoppe luft. Fastgør enden af slangen til rammen, således at dens tappesteder på piezo-aktuatoren. Tape spidsen af termoelementet til piezo-aktuatoren. Tilslut termoelement fører til læseren; hænge læseren på rammen.
2. Pre-test Forberedelse
- Kalibrere rotationshastigheden af motoren.
- Fastgør magneten til randen af værktøjsholderen. Placer Hall-effekt sonde tæt på patronen. Tilslutte udgangen af Hall-effekt probe til Gaussmeter der er forbundet til datafangstsystem.
- Åbn datafangst software og starte dataopsamling. Tænd for motoren; dreje hastighed knop af motorstyringen til 10 (den laveste omdrejningshastighed motoren giver). Efter at motoren roterer i 10 omdrejninger, slukke for motoren. Afslut dataopsamling.
- Analysere de gemte data; tiden mellem to toppe af udgangssignalet fra Gaussmeter er tiden for motoren at rådnespiste en fuld omdrejning.
- Drej knappen fra 10 til 100 (den højeste rotationshastighed motoren giver) i trin på 10; gentage trin 2.1.2 til 2.1.3.
- Placer belastning sensor pad mellem agern møtrik og skiven til at måle den normale kraft på grænsefladen. Fint maskine overflade test diske med en drejebænk.
- Rengør agern møtrik og skive, der skal testes umiddelbart før testen.
- Sæt på plastikhandsker og ansigt mask.Prepare stykker af lab klude; fold dem i 1 tomme firkanter. Spray ethanol på væv kvadrater; forsigtigt at tørre overfladen af agern møtrik og skive med dem.
- Installer ren agern møtrik og skive.
- Tråd agern møtrik på piezo-aktuatoren, stram den med en gaffelnøgle. Indsæt disken i patronen; justere positionen for at sikre spidsen af hættemøtrikken er i kontakt med diskens overflade.
- Juster den øverste overflade af skiven og gymbal arm. Spænd borepatronen såder holdes fast disken.
- Mål kast af rotationen disken.
- Installer laser forskydning sensor i et stativ, og placere armaturet ved siden af Friktionsmåler. Juster højde og vinkel af sensoren, således at disken er inden for sensorens rækkevidde og laserstrålen er normalt at disken.
- Slut sensorens output til dataindsamlingssystemet. Start købet data. Tænd for motoren og drej skiven i 10 omdrejninger; slukke motoren. Afslut dataopsamling.
3. Udfør Test
- Forsøg med ultrasoniske vibrationer.
- Hang 2N vægten på en krog, der forbinder til gymbal arm gennem ledninger og to remskiver. Vægten anvendes til at påføre en normal belastning mellem hættemøtrikken og skiven.
- Hænge anden 2 N vægt på den anden krog, der forbinder til gymbal arm for at tilvejebringe en horisontal forspænding til vejecellen.
- Indstil signaletgenerator at tilvejebringe en kontinuerlig sinusformet signal med DC forskydning på 3 V, amplitude på 3 V, og hyppigheden af 22 kHz (resonansfrekvensen af piezo-aktuatoren). Bemærk, at 3 V offset anvendes til at forebygge spændinger i piezo-aktuatoren.
- Start dataopsamling (reduceret friktion kraft). Tænd for forstærkeren og drej gevinsten knop til 15, hvilket svarer til en faktisk gevinst på 4,67 (numrene på gevinsten knop er vilkårlige).
- Tænd for motoren; indstille rotationshastigheden til 6,67 opm til tilvejebringelse af en lineær hastighed på 20,3 mm / sek. Køre testen i 4 timer.
- Sluk motoren og forstærker, og derefter stoppe opkøbet data. Fjern den testede agern møtrik og skive fra opsætning; Gentag trin 2,3-2,5 for at installere nye agern møtrik og skive.
- Gentag trin 3.1.1 til 3.1.6. I trin 3.1.5, indstille rotationshastigheden til 13,3 rpm og 28,7 opm til tilvejebringelse af lineære hastigheder på 40,6 mm / sek og 87 mm / sek, henholdsvis; køre test for 2 og 0,94 timer CORRESPondingly.
- Tests uden ultrasoniske vibrationer.
- Gentag trin 3.1.6 at ændre Acorn møtrikker og skiver. Gentag trin 3.1.1 til 3.1.6 med signalet generator og signalforstærker off (friktionen målte er iboende friktion).
4. Optisk profilometer Målinger
- Måling forberedelse
- Rengør diskene umiddelbart før målingerne ved hjælp af trin 2.3. Lav otte jævnt fordelte mærker omkring kanten af skiven. Åbn profilometer software.
- Hæv linsen, så der er tilstrækkelig plads mellem linsen og prøven platform. Niveau prøven platform. Læg et stykke lab tørre på platformen.
- Anbring forsigtigt prøven på toppen af vævet med en af de otte karakterer står foran profilometerresultaterne.
- Måling indstillinger.
- Vælg VSI (Vertikal-scanning interferometri) som behandling type. Vælg 5X linse tilstort synsfelt og overordnede form. Pick 0.55X forstørrelse til et scanningsområde på 1,8 mm med 2,4 mm.
- Vælg 1X scanningshastighed. Indstil scanning rækkevidde til -100 m til 100 m. Bring linsen nedad mod prøven, indtil der er et sløret billede på skærmen. Justere højden af objektivet, indtil billedet er klart.
- Vælg 2 som antallet af scanninger til gennemsnitlig ved hver måling. Klik på knappen måling.
- Post-måleprocedurer.
- Brug visionen opskrift, der er defineret i softwaren til at korrigere den rå image for tilt af hele prøven. Åbn analysen værktøjskasse i softwaren.
- Anskaf de målte ruhed værdier fra "Basic Stats" element. Opnå det målte volumen tab af slid ar inden scanningsområdet fra "Volume" element.
- Gemme billederne i 1D-profiler i x og y-retningen, 2D profil, 3D-profil, samt tabellen over ruhedsværdier. Drej prøve uret, indtil the næste mærke vender mod forsiden af profilometer.
- Gentag trin 4,2-4,3 for de resterende 7 varemærker.
- Gentag trin 4.1. til 4,4 på alle seks discs.
Subscription Required. Please recommend JoVE to your librarian.
Representative Results
De repræsentative målinger præsenteres her blev opnået fra den modificerede Friktionsmåler vist i figur 1. Det piezoelektriske aktuator genererer vibrationer med amplitude på 2,5 um ved en frekvens på 22 kHz. For at undersøge afhængighed af friktion og slid reduktion på lineær hastighed, blev tre forskellige hastigheder (20,3, 40,6 og 87 mm / sek), der anvendes til skiven ved at ændre rotationshastigheden af motoren. For alle tre grupper blev antallet af disc omdrejninger og længde af stiften valgt som 1.600 og 292,5 m hhv. Den nominelle rotation diameter var 50 mm. Andre parametre såsom normalkraft, vibrationsfrekvens og vibrationsamplituden forblev den samme for alle prøver (Tabel 1).
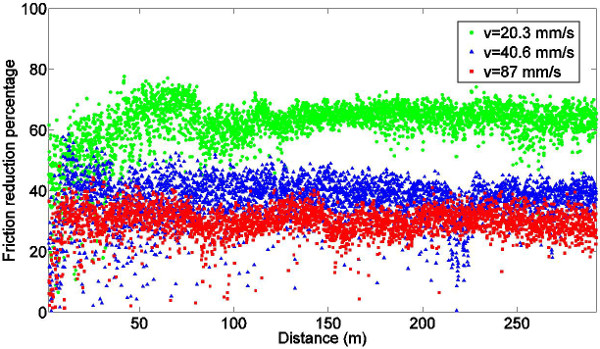
Blev udtaget friktionskraften ved en frekvens på 400 Hz ved anvendelse af 2 sek prøveudtagning vinduer. Figur 2 viser typiske data fra et enkelt vindue prøveudtagning. Den observerede fluctuation i friktionskraft tilskrives stick-slip. Middelværdierne for friktionskraften blev beregnet og afbildet mod pin rejseafstand i figur 3. Intrinsic friktionskræfter er repræsenteret ved hjælp af prikker i figuren, mens friktionskræfter med ultrasoniske vibrationer vist med "x" markører. Grøn, blå og rød bruges henholdsvis testdata på 20,3 mm / sek, 40,6 mm / sek, og 87 mm / sek. Friktionskraft fra hver test er stort set konstant, når steady-state drift opnås.
Disc kast forårsager inertial acceleration fra lodret bevægelse af tappen og gymbal samling, hvilket resulterer i variation af normalkraften. Som et resultat, den målte friktionskraft svinger som vist i figur 3. Det understreges, at svingningerne observeret i figur 2 skyldes stick-slip. I betragtning af middelværdien af friktionskraften efter at systemet har nået steady-state drift, fig3 viser, at friktionskraften er højere ved højere lineære hastigheder, også ultrasoniske vibrationer til systemet. Dette resultat er i overensstemmelse med tidligere undersøgelser, der viser, at den kraft-hastighedskurve har en positiv hældning for lave lineære hastigheder 19-21.
Den procentvise friktionsreduktion er defineret som
1. 
hvor er den indre friktion kraft (kraft uden ultralyd vibrationer, målt i trin 3.2), og er friktionskraften med ultralyd vibrationer (målt i trin 3.1.4). Den procentvise reduktion ved hvert lineære hastighed er afbildet mod den afstand, som stiften i figur 4. Ultrasoniske vibrationer reducerer steady-state friktionskraft for alle tre lineære testede hastigheder, men procentdelen falder som den lineære hastighed stiger.
Målt steady-state friktionkræfter, stabilisering afstand, og procentdelen friktionsreduktion er anført i tabel 2. ultralydsvibrationer lette processen med at nedbryde oxidlaget og danner stabile kontakter mellem stiften og skiven, hvilket fører til en kortere afstand for friktionskraften at nå steady tilstand, når ultrasoniske vibrationer er til stede.
Slibende slid finder sted mellem på overfladen af materialer med forskellige hårdheder. 22 På grund af forskellen i hårdhed af rustfrit stål (700 til 950 kg / mm2) og aluminium (45 til 50 kg / mm2), slid identificeres som slibemiddel i denne undersøgelse. Wear riller på skiverne er vist i figur 5. Billeder A, C, E, svarer til forsøg med ultralyd vibrationer, mens billeder B, D, F er data uden vibrationer. Det kan ses, at rillerne vises mere ujævn og ikke-reflekterende, når ultrasoniske vibrationer anvendes.
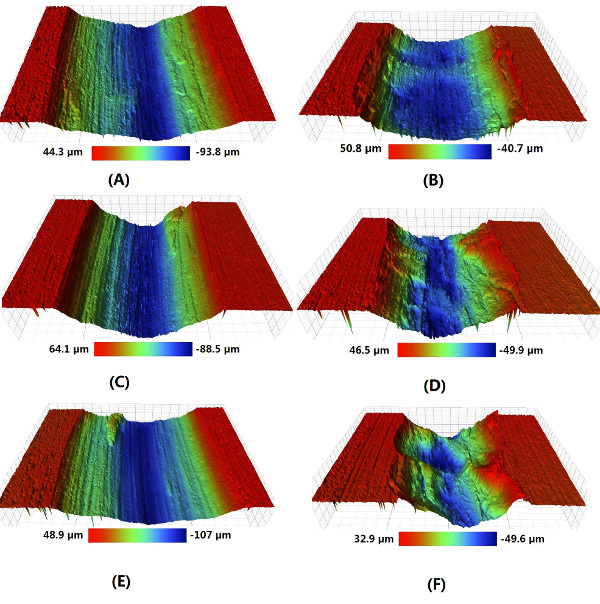
Tre-dimensionel profiles, overfladeruhed værdier og volumen tab riller opnås fra profilometerresultaterne scanninger. 3-D profiler af rillerne med ultrasoniske vibrationer (Figur 6 B, D, F) smallere, mindre glat, og mere lavvandede end dem uden vibrationer (figur 6 A, C, E), hvilket antyder, at ultrasoniske vibrationer forårsage slidreduktion .
For at kvantificere graden af slitage reduktion, slid er defineret som
2. 
hvor er disk volumen tab i mm3 (målt i trin 4.3.2) og er den distance, som stiften i meter (tabel 1). Sammenlignelig med andelen friktionsreduktion, er den procentvise slidreduktion defineret som
3. 
hvor er den iboende slidhastighed (uden ultrasoniske vibrationer) og slidhastigheden medultralydvibrationer anvendes. Dataene i tabel 3 viser, at slid og overfladeruhed parametre er mindre, når ultrasoniske vibrationer er til stede, hvilket er en indikator for slidreduktion. Den procentvise slidreduktion forbliver praktisk talt konstant som øges hastigheden.





inden-side = "altid"> 
Figur 1. Eksperimentel opsætning: (A) samlet Friktionsmåler, (B) motor (C) støtteramme, (D) detaljeret gymbal forsamling; (E) piezoelektrisk aktuator; og (F) systemet skematisk. (Dette tal er blevet ændret fra 13.)

Figur 2. Typiske data fra ét vindue prøvetagning. (Dette tal er blevet ændret fra 13.) Klik her for at se en større version af dette tal.
931fig3.jpg "/>
Figur 3. friktionskræfter med og uden ultralyd vibrationer ved forskellige hastigheder. (Dette tal er blevet ændret fra 13) Klik her for at se en større version af dette tal.

Figur 4. Målt friktionsreduktion beregnet ud fra Eq. (1). (Dette tal er blevet ændret fra 13) Venligst klik her for at se en større udgave af dette tal.

Figur 5. Wear riller opnået med ultralyd VIBR. tioner (A, C og E) og uden ultrasoniske vibrationer (B, D og F) Hver søjle svarer til en lineær hastighed: 20,3 mm / sek (A, B); 40,6 mm / sek (C, D); og 87 mm / sek (E, F). (Dette tal er blevet ændret fra 13)

Figur 6. 3D profiler af slid riller som ikke er købt ultrasoniske vibrationer (A, C og E) og med ultralyd vibrationer (B, D og F) Hver række repræsenterer en lineær hastighed:. 20,3 mm / sek (A, B); 40,6 mm / sek (C, D); og 87 mm / sek (E, F). (Dette tal er blevet ændret fra 13) Venligst klik her for at se en større udgave af dette tal.
| Parameter | Value | ||
| Gruppe | 1 | 2 | 3 |
| Lineære hastighed (mm / sek) | 20.3 | 40.6 | 87 |
| Køretid (hr) | 4 | 2 | 0,93 |
| Distance ved stiften (m) | 292,5 | ||
| Revolutioner | 1.600 | ||
| Pin materiale | Rustfrit stål 316 | ||
| Disc materiale | Aluminium 2024 | ||
| Nominel normal (N) | 3 | ||
| Disc løbe ud (mm) | 0,0286 | ||
| US frekvens (kHz) | 22 | ||
| US amplitude (um) | 2.5 | ||
| Nominel Groove diameter (mm) 50 | |||
| Nominel temperatur (° C) | 21 ± 1 | ||
| Nominel aktuator temperatur (° C) | 31 ± 1 | ||
| Miljø | Laboratorium luften | ||
| Sampling frekvens (Hz) | 400 | ||
Tabel 1. Parametre anvendt i Friktionsmåler tests. (Denne tabel er blevet ændret fra 13)
| Lineære hastighed (mm / sek) | USA | Steady state friktion (N) | Afstand til opnåelse af steady state (m) | Friktionsreduktion (%) |
| 20.3 | Ingen | 1.024 ± 0,063 | 4.17 | 62,22 |
| Ja | 0,379 ±0,041 | 2,78 | ||
| 40.6 | Ingen | 1,201 ± 0,055 | 11.61 | 36.11 |
| Ja | 0,748 ± 0,035 | 7,21 | ||
| 87 | Ingen | 1,472 ± 0,064 | 8,94 | 29.32 |
| Ja | 1.041 ± 0,056 | 4,64 |
Tabel 2. Steady state friktionskræfter, afstande for at opnå steady state, og friktion reduktion. (Denne tabel er blevet ændret fra 13)
| Lineære hastighed (mm / sek) | USA | R a (um) | Rq (um) | Rt (um) | Slidniveau (mm3 / m) | Antal kontakter | |
| 20.3 | Ingen | 18,829 | 21,421 | 124,35 | 2,237 × 10 -2 | 45.76 | |
| Ja | 17,238 | 18,975 | 87,011 | 1,214 × 10 -2 | 3.17 × 10 8 | ||
| 40.6 | Ingen | 21,647 | 22,673 | 109,28 | 2,581 × 10 -2 | 48.18 | |
| Ja | 17,289 | 19,922 | 106,42 | 1,338 × 10 -2 | 1,58 × 10 8 | ||
| 87 | Ingen | 19,825 | 21,921 | 130,52 | 2,43 × 10 -2 | 48,63 | |
| Ja | 17,606 | 111,25 | 1,248 × 10 -2 | 7,39 × 10 8 |
Tabel 3. Sammenligning af slid sats, antal kontakter, og overfladeruhed parametre (aritmetisk gennemsnit; root mean squared, maksimal højde på profilen) (Denne tabel er blevet ændret fra 13).
Subscription Required. Please recommend JoVE to your librarian.
Discussion
Eksperimenter blev udført ved hjælp af denne protokol til at undersøge effekten af lineære hastighed på ultralyd friktion og slid reduktion. Målingerne viser, at ultrasoniske vibrationer effektivt at reducere friktion og slid på tre lineære hastigheder. I overensstemmelse med tidligere observationer, mængden af friktionsreduktion falder fra 62,2% ved 20,3 mm / sek til 29,3% ved 87 mm / sek. Slid reduktion er ubetydelig med skiftende lineære hastighed (45,8% til 48,6%).
Materialeegenskaber såsom Youngs modul og flydespænding kan ændre sig, når ultralydsbølger transmitteres gennem materialet. Dette er ofte omtalt som ultralyd blødgøring 23. I denne undersøgelse på grund af den stivhed forskellen mellem piezo-aktuator og andre dele af opsætningen, de 22 kHz vibrationer, der skabes af aktuatoren ikke overføre til den anden del af forsøgsopstilling, selv om en svingningsarbejdsmåde af struktur på omkring 100 Hz var begejstret, når ultralyd vibrationer blev anvendt. På grænsefladen mellem stiften og disken, ultralydsvibrationer forårsage varmeudvikling, som vil medføre temperaturstigning på grænsefladen. Men baseret på eksperimenter udført af Dong og Dapino, temperaturstigningen i et område, der forårsager ubetydelige ændringer materialeegenskaber.
En begrænsning af dette forsøg er, at der ikke er nogen mekanisme til at fjerne disc wobble, hvilket kan forårsage vertikal bevægelse af stiften, gymbal arm og vægt. Fremskyndelse af de bevægelige masse resulterer i variationer af den faktiske normalkraft påføres ved grænsefladen, dermed friktionskræfterne målt. Derfor er det afgørende at sikre, at motorakslen, notaksel, chuck, og skiven er plan. Eksperimentel variation kan reduceres, når mængden af wobble minimeres.
Det er også vigtigt at stramme agern møtrik til den piezoelektriske aktuator så agern møtrik ikke bliver løst under testen. UltraSonic vibrationer er ineffektive til at reducere friktionskraften, hvis vibrationerne ikke overføres til grænsefladen. Hvis friktionskraften pludselig springer til et højere niveau under testen, er det meget sandsynligt på grund af en løs forbindelse mellem agern møtrik og aktuatoren. Dette problem er ledsaget af en summende støj, så den let kan påvises.
En elektrisk drevet piezo-aktuatoren frembringer varme, der hurtigt kan øge sin temperatur, hvis ingen køling anvendes. Det er vigtigt at justere luftstrømmen til et passende niveau for at fjerne varmen og holde temperaturen af aktuatoren konstant. Selv når piezo-aktuatoren er slukket for forsøg uden ultrasoniske vibrationer, bør den samme luftstrøm stadig anvendes, således at testbetingelser forbliver de samme for alle prøver.
I forhold til tidligere arbejde, denne protokol undersøgelser friktion og slid på samme tid, i samme test, som ikke blev systematisk gjort tidligere. Den gymbalsamling muliggør en mere direkte tilgang til at måle friktionskræfter ved grænsefladen end andre metoder, som enten stammer fra friktionen en målt aktiveringskraft eller fra andre fysiske parametre, såsom deformation eller moment. Holderen skive designet og bygget til disse tests tillader bekvem skift af prøver med forskellige dimensioner, materialer og overfladeruheder. Den optiske profilometer giver information såsom 3D profiler og overfladeruhed at studere slid reduktion, hvilket giver mere detaljeret forståelse af slid ar end volumen tab eller vægttab målinger. Med disse fordele, kan denne protokol anvendes til at undersøge afhængighed af ultralyd friktion og slid reduktion af mange andre parametre såsom normal stress, materiale hårdhed, overfladeruhed og vibrationsamplitude.
Subscription Required. Please recommend JoVE to your librarian.
Acknowledgments
Forfatterne vil gerne anerkende Tim Krantz fra NASA Glenn og Duane Detwiler fra Honda F & U for deres teknisk support og bidrag i naturalier. Finansiel støtte til denne forskning blev leveret af medlemsorganisationerne i Smart køretøjskoncepter Center (www.SmartVehicleCenter.org), en National Science Foundation Industri / University Cooperative Research Center (I / UCRC). SD er støttet af en Smart køretøjskoncepter Graduate Fellowship og et universitet Fellowship fra The Ohio State University Graduate School.
Materials
| Name | Company | Catalog Number | Comments |
| DC Motor | Minarik | SL14 | |
| Electrical amplifier | AE Techron | LVC5050 | |
| Signal conditioner | Vishay Measurements Group | 2310 | |
| Signal generator | Agilent | 33120A | |
| Piezoelectric stack | EDO corporation | EP200-62 | |
| Load cell | Transducer Techniques | MLP-50 | |
| Load sensor pad | FlexiForce | A201 | |
| Laser meter | Keyence corporation | LK-G32 | |
| Hall-effect probe and gaussmeter | Walker Scientific, Inc. | MG-4D | |
| Data acquisition module | Data Physics | Quattro | |
| Data acquisition software | Data Physics | SignalCalc Ace | |
| Thermocouple reader | Omega | HH22 | |
| Optical profilometer | Bruker | Contour GT | |
| Profilometer operation software | Bruker | Vision 64 |
References
- Bhushan, B. Introduction to tribology. , John Wiley & Sons. New York. (2002).
- Severdenko, V., Klubovich, V., Stepanenko, A. Ultrasonic rolling and drawing of metals. , Consultants Bureau. New York and London. (1972).
- Taylor, R., Coy, R. Improved fuel efficiency by lubricant design: a review. Proc. Instit. Mech. Eng., Part J: J Eng. Tribol. 214 (1), 1-15 (2000).
- Littmann, W., Storck, H., Wallaschek, J. Sliding friction in the presence of ultrasonic oscillations: superposition of longitudinal oscillations. Arch. Appl. Mech. 71 (8), 549-554 (2001).
- Littmann, W., Storck, H., Wallaschek, J. Reduction in friction using piezoelectrically excited ultrasonic vibrations. Proc. SPIE. 4331, (2001).
- Bharadwaj, S., Dapino, M. J. Friction control in automotive seat belt systems by piezoelectrically generated ultrasonic vibrations. Proc. SPIE. 7645, 7645E (2010).
- Bharadwaj, S., Dapino, M. J. Effect of load on active friction control using ultrasonic vibrations. Proc. SPIE. 7290, 7290G (2010).
- Kumar, V., Hutchings, I. Reduction of the sliding friction of metals by the application of longitudinal or transverse ultrasonic vibration. Tribol. Int. 37 (10), 833-840 (2004).
- Pohlman, R., Lehfeldt, E. Influence of ultrasonic vibration on metallic friction. Ultrasonics. 4 (4), 178-185 (1966).
- Popov, V., Starcevic, J., Filippov, A. Influence of Ultrasonic In-Plane Oscillations on Static and Sliding Friction and Intrinsic Length Scale of Dry Friction Processes. Tribol. Lett. 39 (1), 25-30 (2010).
- Dong, S., Dapino, M. J. Piezoelectrically-induced ultrasonic lubrication by way of Poisson effect. Proc. SPIE. 8343, 83430L (2012).
- Dong, S., Dapino, M. J. Elastic-plastic cube model for ultrasonic friction reduction via Poisson effect. Ultrasonics. 54 (1), 343-350 (2014).
- Dong, S., Dapino, M. J. Wear Reduction Through Piezoelectrically-Assisted Ultrasonic Lubrication. Smart. Mater. Struct. 23 (10), 104005 (2014).
- Chowdhury, M., Helali, M. The effect of frequency of vibration and humidity on the wear rate. Wear. 262 (1-2), 198-203 (2014).
- Bryant, M., Tewari, A., York, D. Effect of Micro (rocking) vibrations and surface waviness on wear and wear debris. Wear. 216 (1), 60-69 (1998).
- Bryant, M., York, D. Measurements and correlations of slider vibrations and wear. J. Tribol. 122 (1), 374-380 (2000).
- Goto, H., Ashida, M., Terauchi, Y. Effect of ultrasonic vibration on the wear characteristics of a carbon steel: analysis of the wear mechanism. Wear. 94, 13-27 (1984).
- Goto, H., Ashida, M., Terauchi, Y. Wear behaviour of a carbon steel subjected to an ultrasonic vibration effect superimposed on a static contact load. Wear. 110 (2), 169-181 (1986).
- Robinowicz, E. The friction and wear of materials. , Wiley. New Jersey. (1965).
- Bowden, F., Freitag, E. The friction of solids at very high speeds. Proc. R. Soc. A. 248 (1254), 350-367 (1985).
- Burwell, J., Rabinowicz, E.
- Cocks, M.
- Rusinko, A. Ultrasound and Irrecoverable Deformation in Metals. , LAP Lambert Academic Publishing. Saarbrücken. (2012).

{kind=link}
{kind=link}