

Abstract
pirolisi veloce è sempre più utilizzato in impianti commerciali in tutto il mondo. Corrono esclusivamente sulla biomassa legnosa, che ha proprietà favorevoli per la conversione con pirolisi veloce. Per aumentare le sinergie di produzione alimentare e l'uso energetico e / o materiale di biomassa, è desiderabile utilizzare residui della produzione agricola, ad esempio, paglia. Il metodo presentato è adatto per la conversione di un materiale su scala industriale. Le caratteristiche principali sono presentati e viene dato un esempio di bilanci di massa dalla conversione di diversi residui di biomassa. Dopo la conversione, condensazione frazionata viene applicato per recuperare due condensati - un organico ricco e uno ricco acquosa. Questo design impedisce la produzione di rapida pirolisi bio-olio che presenta separazione di fase. Un bio-olio a due fasi è da aspettarsi causa del genere ad alto contenuto di ceneri di biomassa paglia, che promuove la produzione di acqua di reazione duranteconversione.
Sia la formazione di condensa frazionato e l'uso della biomassa ad alto contenuto di ceneri richiedono un approccio attento per stabilire equilibri. Non tutti i tipi di bilance sono sia significativo e paragonabile ad altri risultati dalla letteratura. Diversi metodi di bilanciamento sono presentati, e le informazioni che possono essere derivato da loro è discusso.
Introduction
L'uso della biomassa come alternativa alle fonti di carbonio fossili sta diventando sempre più importante per ridurre l'effetto dell'attività sociale sul clima terrestre. Esistono altre fonti di energia rinnovabili, come l'eolico e il solare, ma la biomassa rappresenta l'unica fonte di carbonio da fonti rinnovabili fino ad oggi. Di conseguenza, l'uso più efficiente della biomassa è nella produzione di sostanze chimiche e combustibili liquidi specializzati. biomassa residua devono essere utilizzati al fine di ridurre la concorrenza tra i mangimi, prodotti alimentari, prodotti chimici e la produzione / carburante. Questi residui hanno spesso a bassa densità di massa, presentando così una sfida logistica per le applicazioni su scala industriale.
Per affrontare queste sfide, il concetto bioliq è stata sviluppata presso l'Istituto di tecnologia di Karlsruhe 1. È dotato di un primo passo decentrato per convertire la biomassa residua in una energia densa intermedio (bioslurry), una successiva conversione in una unità di gassificazione centrale per sintesigas e una sintesi finale al prodotto desiderato (s). L'unità di gassificazione e la sintesi può essere progettato su scala industriale necessaria allo stesso sito per ottenere un funzionamento commerciale. Il concetto permette per prodotti diversi, che vanno dai combustibili per additivi per carburanti e prodotti chimici specializzati rinfusa 2-5 drop-in. Questo documento presenta la prima fase in cui la pirolisi veloce viene utilizzato per convertire biomassa residua al bioslurry intermedia. Pirolisi veloce è caratterizzata da un rapido riscaldamento della biomassa in atmosfera inerte ad una temperatura di reazione tipicamente 450-500 ° C con un tempo di permanenza dei vapori pirolisi di <2 sec 6. Più comunemente, reattori a letto fluido vengono utilizzati per l'esecuzione di pirolisi veloce, ma esistono anche diversi progetti di reattori appositamente adattati per ottimizzare le condizioni di reazione 7. Il lavoro presentato in seguito è stata condotta con un reattore di miscelazione a doppia vite. Presenta una robusta tecnologia che ha già apen applicato su scala industriale per pirolisi di carbone e su scala pilota per sabbie bituminose 8.
Lo scopo del reattore di miscelazione a doppia vite è di mescolare il feed biomasse solide con un vettore di calore pre-riscaldato solido. esigenze di miscelazione sia sufficientemente accurata per raggiungere la velocità di riscaldamento che è necessario per convertire la biomassa in condizioni di pirolisi veloce. Inoltre, la dimensione delle particelle sia biomassa e dei vettori di calore deve essere piccolo per ottenere un coefficiente di trasferimento di calore elevato e un periodo di riscaldamento breve particelle. Presso l'Istituto di Catalisi Ricerca e Tecnologia (IKFT) dell'Istituto di tecnologia di Karlsruhe (KIT), un'unità di sviluppo di processo con una capacità di alimentazione di biomassa di 10 kg hr -1 è operativo da più di un decennio. Esso utilizza sfere di acciaio come il vettore di calore, che viene fatta ricircolare internamente di un elevatore a tazze e ri-riscaldato con un sistema di riscaldamento elettrico. Il suo scopo principale era la ricerca di aunique tecnologia di recupero prodotto che è stato adattato per l'uso del prodotto in un gassificatore e la convalida della sua idoneità per una vasta gamma di materie prime 9-11. Un impianto pilota più grande è stato costruito in parallelo a questi studi con una capacità di alimentazione di biomassa di 500 kg hr -1, che è operativo da cinque anni. Utilizza sabbia come vettore di calore, che viene ricircolata pneumaticamente da un gas ascensore calda e riscaldato anche da parziale combustione delle particelle trascinate char 1,12. La seguente descrizione del metodo sperimentale si basa sulla più piccola unità di sviluppo processo dopo la sua sezione di recupero del prodotto è stato rinnovato per assomigliare migliore progettazione impianto pilota 13. Uno schema di flusso di questa configurazione sperimentale è illustrato in Figura 1.
E 'importante notare che i requisiti di prodotto per pirolisi veloce bio-olio (FPBO) per l'utilizzo in gassificatori sono diversi da quelli sviluppati per FPB convenzionaleO, che di solito è destinato ad applicazioni di combustibile diretti 14. Soprattutto, il contenuto di solidi della FPBO non deve essere molto bassa. In realtà, è desiderabile mescolare il FPBO prodotta con il char ottenuto dal processo di conversione al fine di aumentare la quantità di carbonio disponibile per gassificazione e successiva sintesi di drop-in combustibili. Questi fatti sono importanti per comprendere le differenze nella progettazione del setup sperimentale qui presentata e gli esperimenti di pirolisi veloce pubblicati altrove. Un'altra differenza importante è il fatto che il concetto di conversione della biomassa in esame è stato progettato specificamente per residui agricoli quali paglia di grano. Tipicamente, questo tipo di feedstock contiene una grande frazione di cenere. Ash è noto per influenzare in modo significativo la distribuzione dei prodotti di pirolisi veloce. Si porta ad una diminuzione di condensa organico (OC) e un aumento in entrambi i prodotti solidi e gassosi 10,15,16. Questi fatti sono contabilizzatisia nella progettazione del setup sperimentale qui presentata e la catena complessiva processo. La maggior parte degli impianti industriali eseguite su legno con basso contenuto di ceneri e semplicemente bruciare i solidi internamente. Questo porta ad una produzione aggiuntiva di calore per uso esterno. Quando si utilizzano materie prime ad alto contenuto di ceneri, char è un significativo sottoprodotto che deve essere utilizzato in modo efficiente 13.
Protocol
1. Messa in funzione
- Attivare l'intero pirolisi e sistema di condensazione avviando il ausiliaria N 2 ed il ventilatore gas di pirolisi. Lavare il banco di prova di pirolisi con 500 L hr -1 di azoto durante lo standby. Regolare la ventola aprendo il menu del ventilatore nel controllo di processo e regolando la portata nominale volumetrica tale che la pressione nel reattore è 3-8 mbar sopra della pressione ambiente.
Attenzione: Specialmente in fase di avviamento, vi è un aumento del rischio di formazione di atmosfere esplosive. Il sistema deve essere completamente inerte al fine di mitigare questo rischio. - Riempire il ciclo bio-olio (cioè organica ricca condensa) con una quantità appropriata di glicole etilenico come mezzo di inizio del sistema di raffreddamento per consentire il funzionamento sicuro della pompa e omogeneizzatore (ad esempio, 15 kg nell'esempio dato). Registrare il peso del materiale di partenza.
- Riempire il ciclo di condensa acquosa con una adeguata Amount di acqua per permettere un funzionamento sicuro della pompa (ad esempio, 7 kg nell'esempio dato). Registrare il peso del materiale di partenza.
- Riscaldare il sistema, compreso il riscaldatore termovettore e tutti i riscaldatori ausiliari, aprendo loro menu nel controllo di processo e inserendo i valori desiderati (ad esempio, circa 500 ° C). Riscaldamento ausiliario è raccomandato per il reattore stesso e dei tubi di collegamento fino al primo condensatore al fine di evitare la condensazione dei vapori incontrollata.
- Avviare il ciclo di raffreddamento per gli scambiatori di calore in entrambi i cicli di condensazione accendendo il dispositivo di raffreddamento.
- Avviare le pompe di entrambi i cicli di condensazione aprendo loro menu nel controllo di processo e cliccare su Attiva. Utilizzare gli stessi menu per regolare il flusso di massa per fornire energia sufficiente raffreddamento. Ad esempio, ricircolare il bio-olio ad una velocità di circa 350 kg hr -1 e raffreddarlo a 80 ° C prima di spruzzare nel recipiente tempra. Ricircolare il conde acquosansate ad una velocità di circa 600 kg hr -1 e, inoltre, la fornitura di acqua di raffreddamento ad una velocità di 300 kg hr -1 a 8 ° C.
- Accendere il precipitatore elettrostatico.
- Dopo entrambi i cicli di condensazione hanno una durata di 10-20 minuti, controllare gli ugelli del sistema di raffreddamento per bloccare e rimuovere il blocco attuale.
- Inizia il ciclo termovettore aprendo il menu del elevatore a tazze e la coclea termovettore nel controllo di processo e cliccare su Attiva. Impostare la temperatura vettore termico ad un valore superiore alla temperatura del reattore desiderata in modo da consentire un avviamento agevole dai contabilità per i requisiti di calore per la reazione di pirolisi. Ad esempio, fornire il vettore di calore con un flusso di massa di 1.000 kg hr -1 ad una temperatura di 520 ° C durante il funzionamento, ma il calore a 545 ° C prima di iniziare l'alimentazione biomassa.
Attenzione: Assicurarsi che le gemelle viti del reattore vengono avviati automaticamente una volta che l'alimentazione termovettorevite è attivato. Altrimenti c'è il rischio di bloccare e addirittura danni al sistema di alimentazione. - Dopo che il sistema (cioè, tutte le temperature) ha raggiunto i valori impostati, avviare l'alimentazione biomassa riempiendo lo stoccaggio della biomassa con la carica desiderata. Successivamente, aprire la tramoggia di blocco e avviare la coclea biomassa cliccando su Attiva nei loro menu nel controllo di processo. Lentamente aumentare la velocità di avanzamento per impedire fluttuazioni di pressione eccessiva.
2. Fasi e osservazioni continuamente richiesti durante l'operazione
- Registrare la quantità di biomassa alimentata al fine di tenere conto di bilanciamento e prelevare campioni appropriati.
- Controllare la (temperatura di uscita del vettore di calore) temperatura del reattore desiderata e regolare il riscaldamento del circuito termovettore conseguenza.
- Regolare la ventola regolando la sua portata nominale volumetrico per mantenere la pressione del reattore desiderato.
- Controllare il blocco negli ugellidel sistema di tempra (diminuzione del flusso di massa e / o aumento della temperatura quenching).
- Osservare la caduta di pressione attraverso i cicloni e il sistema di raffreddamento per rilevare eccessiva desquamazione sufficiente anticipo. Installare misure adeguate per essere in grado di rimuovere scalatura eccessiva durante il funzionamento, in particolare nel punto della prima goccia temperatura dei vapori di pirolisi (di solito all'ingresso del sistema di quenching).
- Ad esempio, pulire la sezione trasversale del tubo utilizzando una bacchetta per rimuovere scala meccanica. Sigillare l'asta con una guarnizione per impedire l'ingresso di aria nel sistema di raffreddamento. Installare una valvola a sfera in corrispondenza del punto di ingresso della barra per ridurre ulteriormente le perdite d'aria se la pulizia non è in funzione.
Attenzione: Pulizia all'ingresso del sistema di quenching inserendo un'asta porta al blocco temporaneo del rimozione del gas dal reattore. alimentazione biomassa deve essere fermato se non può essere assicurato che la pulizia viene effettuata in <10 sec.
- Ad esempio, pulire la sezione trasversale del tubo utilizzando una bacchetta per rimuovere scala meccanica. Sigillare l'asta con una guarnizione per impedire l'ingresso di aria nel sistema di raffreddamento. Installare una valvola a sfera in corrispondenza del punto di ingresso della barra per ridurre ulteriormente le perdite d'aria se la pulizia non è in funzione.
- Monitorare le temperature di condensazione di entrambi i cicli di condensazione e adattare la temperatura set-point dei termostati di processo, se necessario.
- Rimuovere condensa dai cicli non appena è stato raggiunto l'80% del livello massimo ammissibile di riempimento (a seconda delle dimensioni dei serbatoi tampone e la quantità e il tipo di biomassa alimentato).
- Effettuare misure della fase gassosa. Misurare la quantità di gas, nonché la sua composizione (vedi dettagli nella fase 4.5).
NOTA: composti gassosi primari includono N 2, CO, CO 2, CH 4, O 2 e H 2. Sono attese ulteriori composti, come ad esempio C 2 H 4, C 2 H 6 e C 3 H 8. Un esempio di un sistema di misura di gas è descritto di seguito (vedi passo 4.5).
Attenzione: Se parti dell'unità di pirolisi vengono azionati sotto pressione, perdita di aria può portare allo sviluppo di un'atmosfera esplosiva. Si consiglia vivamente di ob da vicinoservire la quantità di ossigeno nel gas di pirolisi.
3. Spegnimento
- Per interrompere l'esperimento, è sufficiente spegnere l'alimentazione biomassa e regolare il ventilatore per mantenere la pressione del reattore desiderato.
- Consentire il sistema (loop vettore di calore e cicli di condensazione) per funzionare per altri 30-40 minuti per garantire che tutti i residui vengono pirolizzati ei prodotti recuperati.
- Spegnere il riscaldamento del circuito termovettore.
- Spegnere le pompe di entrambi i cicli di condensazione e il precipitatore elettrostatico.
- cicli vuoti sia condensa e registrare il peso di ogni condensa. Sottrarre la quantità di materiale di partenza (Vedere i punti 1.2 e 1.3) prima di impostare i saldi.
- Lasciare i contenitori per la raccolta char raffreddare fino a temperatura ambiente in atmosfera inerte. Pesare la quantità di carbone.
Attenzione: il char può presentare caratteristiche piroforiche, e la cura specifica dovrebbe essere presa durante la manipolazione di questo materiale. - Clean il ciclo bio-olio con glicole etilenico fresco e il ciclo di condensa acquosa con una miscela 1: 1 di acqua ed etanolo. Riempire con quantità appropriate (vedere i passi 1.2 e 1.3) e lasciar correre per 30-40 minuti.
4. Le analisi necessari per creare saldi 'a secco' e 'Elemental Carbon'
- Eseguire le seguenti analisi delle materie prime (esempi per gli standard applicabili sono indicati tra parentesi):
- Determinare il contenuto d'acqua 17.
- Determinare il tenore di ceneri 18.
- Determinare il carbonio elementare, idrogeno, e contenuto di azoto 19.
NOTA: Si consiglia di analizzare il contenuto di acqua ogni giorno sperimentale a causa delle differenze di condizioni meteorologiche possono influenzare il contenuto di umidità della materia prima. A seconda della dimensione del lotto, diversi campioni sono necessari per caratterizzare affidabile la materia prima. Ulteriori analisi come l'analisi delle fibre e più elevato potere calorifico sonoconsigliato ma non obbligatorio per l'impostazione dei bilanci di cui sopra.
- Eseguire le seguenti analisi polvere char (esempi di norme applicabili sono presentati nei riferimenti bibliografici):
- Determinare il contenuto d'acqua 17.
- Determinare il tenore di ceneri 18.
- Determinare il carbonio elementare, idrogeno, e contenuto di azoto 19.
NOTA: Si presume che char non ha un contenuto di umidità al momento di lasciare il processo per la creazione di saldi. Umidità assorbimento può verificarsi nel corso di analisi, e il contenuto di acqua è necessaria per la correzione degli altri due analisi.
- Eseguire le seguenti analisi bio-olio (esempi di norme applicabili o altri metodi consigliati sono dati tra parentesi):
- Determinare il contenuto d'acqua volumetrico da Karl-Fischer titolazione secondo protocolli standard. Sciogliere un campione in metanolo secco e titolare con una miscela di una base, SO 2, E una concentrazione di I 2 (esempi dettagliati dei materiali sono indicati nella lista materiale). Ogni mole di acqua reagisce con una mole di I 2.
- Determinare il contenuto di solidi procedendo a 3.040 g campione di FPBO e sciogliere in metanolo ad un volume soluzione finale di circa 100 ml. Agitare la soluzione per 10 minuti a temperatura ambiente. Filtrare la soluzione attraverso il filtro di cellulosa a ritenzione delle particelle di 2,5 micron e lavare il residuo con metanolo fino ad ottenere un filtrato limpido. Essiccare il residuo solido a 105 ° C per una notte e determinare il peso residuo.
- Determinare il carbonio elementare, idrogeno, e contenuto di azoto 19.
- Determinare il etilenico contenuto di glicole da 1 H NMR secondo protocolli standard. Sciogliere un campione FPBO in una soluzione di metanolo deuterato con 3- (trimetilsilil) propionico-2,2,3,3-d 4 sale sodico dell'acido (TMSP) come materiale di riferimento (circa 0,1g FPBO in 0,8 soluzione g). Ad esempio, la soluzione può contenere 44 g di metanolo e 0,1 g TMSP. Centrifugare il campione disciolto per rimuovere i solidi. Analizzare il campione da 1 H spettroscopia di risonanza magnetica nucleare (NMR). I gruppi idrossilici di etilene glicole mostrano un picco a 3,55-3,65 ppm. Il picco di riferimento di TMSP appare circa 0 ppm e viene utilizzato per quantificare il contenuto di etilene glicole.
NOTA: Avviamento con glicole etilenico puro porta ad una diluizione della condensa nel primo condensatore. Questo deve essere considerato nel calcolo dei bilanci di materia e di energia e per la presentazione dei risultati. E 'altamente auspicabile identificare singoli composti chimici. Tale metodo analitico è molto complessa a causa del gran numero di diversi composti e la natura della matrice condensa. Una descrizione di tali analisi è al di fuori del campo di applicazione del presente documento. Va inoltre rilevato che le analisi di cui sopra vengono semplicemente tenuti per impostaresaldi e non sono sufficienti per descrivere il bio-olio come prodotto. Norme che coprono applicazioni FPBO sono in preparazione.
- Eseguire le seguenti analisi condensa acquose (esempi di norme applicabili sono riportati tra parentesi):
- Determinare il contenuto d'acqua da volumetrico Karl-Fischer titolazione (vedi 4.3.1).
- Determinare il carbonio organico totale come non-purgeable carbonio organico 20.
NOTA: Start-up con cavi acqua pura per una diluizione del condensato nel secondo condensatore. Questo deve essere considerato nel calcolo dei bilanci di materia e di energia e per la presentazione dei risultati.
- Monitorare la composizione del gas durante l'esperimento perché composizione varia notevolmente con il tempo. Ad esempio, analizzare il gas prodotto durante gli esperimenti qui presentati in un gascromatografo processo ogni 30-60 min. Analizzare le seguenti specie di gas: Ne, H 2, CO, CO 2, N 2, O 2, CH 4, e alcano / alcheni C 2 -C 5 componenti.
- Iniettare un flusso costante di gas di Ne nel reattore come riferimento. Calcolare la massa di ciascuna specie di gas basati sul flusso volumetrico di riferimento, il rapporto medio composizione del gas, la durata dell'esperimento, e la densità delle specie. Per determinare il contenuto di acqua del gas di pirolisi, assumere condizioni di saturazione alla temperatura di uscita dell'ultimo condensatore.
Representative Results
Vari tipi di biomassa sono stati pirolizzati con successo nell'unità di pirolisi a IKFT / KIT con l'impostazione corrente. Per esempio, tre diverse materie prime (paglia di grano, Miscanthus, e scarti di legno) sono stati confrontati per quanto riguarda le loro proprietà e dei rendimenti dopo pirolisi seguendo la procedura descritta. Diversi tipi di metodi di bilanciamento sono mostrati e discussi per quanto riguarda la loro applicabilità nei confronti delle materie prime ricche di cenere. È importante notare che i saldi sono stati calcolati e riassunti secondo lo stato di aggregazione di ciascuna frazione. La bio-olio recuperato nel primo condensatore contiene ancora solidi, che non sono stati rimossi dai cicloni. Questi sono contrassegnati separatamente nei bilanci. Per confronto e valutazione statistica, il contenuto di solidi del bio-olio è stato aggiunto alla frazione char recuperato dai cicloni.
Su base 'come ricevuti',la resa solidi, per esempio, char recuperato mediante cicloni e char attualmente in bio-olio, è nel campo da 14-25% in peso per le materie prime indagate. Totale rendimenti condensa recuperati nelle due condensatori vanno dal 53-66% in peso, mentre il rendimento del gas sono relativamente simili (circa 20%) per tutti e 3 biomasse (vedere Figura 2). Questi 'come ricevuti' valori danno informazioni pratiche sulla quantità effettiva di frazioni di prodotto da aspettarsi nelle installazioni di pirolisi veloce di questo tipo.
Tuttavia, le rese totali organici liquidi in letteratura sono più comunemente riportati su base secca, ossia senza umidità e acqua di reazione nella condensa e nel mangime. Il vantaggio di questo tipo di equilibrio è il fatto che inizialmente presente umidità della biomassa non influenza i risultati. Questo contenuto di umidità avrebbe artificialmente aumentare il rendimento della condensa in un 'come ricevuto' balance. Per ragioni di comparabilità, la figura 3 mostra la produzione di olio biologico e acqua di reazione su base secca. In questo studio, rese di olio biologico aumento (35 - 46 - 50% in peso) al diminuire il contenuto di ceneri (9,2-2,7 specificato - 1,5% in peso) della paglia di grano materie prime - miscanto - legno di scarto (vedi tabella 1). Ciò è in linea con le osservazioni di altri studi 10,15,16. I rendimenti di acqua di reazione sono in un intervallo relativamente ridotto da 12-14% in peso.
I bilanci di massa su base secca sono ancora direttamente interessati dal contenuto in ceneri delle materie prime. Minerali contenuti nel materiale di biomassa saranno artificialmente aumentare la resa dei solidi in entrambi i saldi 'come ricevuto' e 'a secco'. Di conseguenza, saldi carbonio elementare stati determinati perché sembrano essere più adatto per valutare le differenze nelle reazioni di conversione termochimica di biomassa (vedere Figura 4
| paglia di grano | Miscanthus | Scarti di legno | |
| Acqua, ar | 9.6 | 10.1 | 15.2 |
| Ash, d | 9.2 | 2.7 | 1.5 |
| Carbon, d | 46.1 | 48,6 | 49,8 |
| Idrogeno, d | 5.7 | 5.9 | 6.1 |
| Azoto, d | <0,5 | <0,5 | <0,5 |
| ar: come ricevuti, D: secco 21 | |||
Tabella 1. Immobili selezionati delle diverse materie prime utilizzate. Tutti i valori rappresentano frazioni di massa (%).

Figura 1. Diagramma di flusso del setup sperimentale. 1) stoccaggio della biomassa. 2) Sistema di tramoggia di blocco. 3) il dosaggio biomassa. 4) bivite miscelazione del reattore. 5) ascensore benna. 6) Resistenza per termovettore. 7) Ciclone per la rimozione dei solidi. 8) di stoccaggio Char. 9) tempra Spray. 10) Bio-Oilserbatoio. 11) Omogeneizzatore e la pompa. 12) Scambiatore di calore per il raffreddamento di condensa ricircolo. 13) precipitatore elettrostatico. 14) acquosa serbatoio condensa. 15) Pompa di ricircolo della condensa acquosa. 16) Scambiatore di calore per il raffreddamento di condensa ricircolo. 17) condensatore per condensa acquosa. 18) Ventilatore per la rimozione di gas / vapori. Cliccate qui per vedere una versione più grande di questa figura.
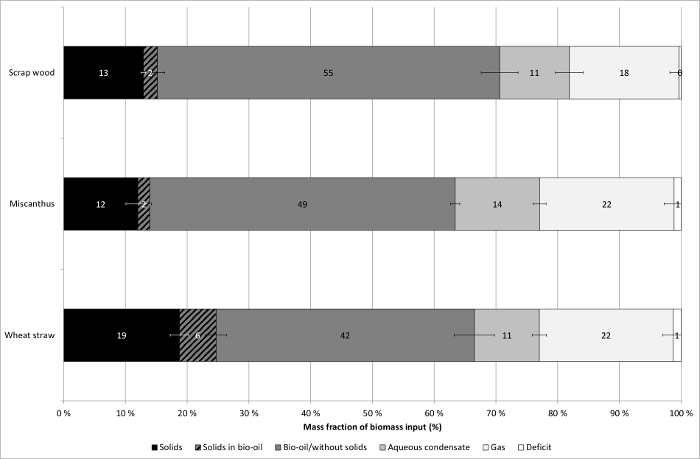
Figura 2. I bilanci di massa di esperimenti. I saldi sono riportati su un 'tal quale' 21 base della materia prima e dei prodotti. Tutti i valori sono espressi in frazioni di massa. Tre diversi tipi di biomassa sono stati utilizzati e tutti gli esperimenti sono stati condotti almeno in triplicato 13. Il contenuto di solidi in bioOlio di una relazione separata a scopo illustrativo. Le barre di errore indicano deviazioni standard di esperimenti con un tipo di materia prima. Cliccate qui per vedere una versione più grande di questa figura.
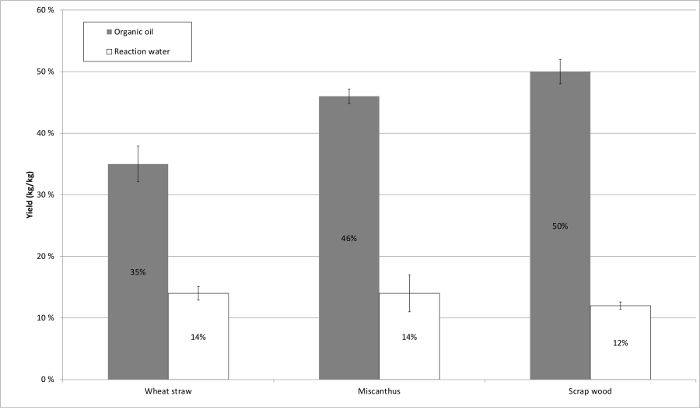
Figura 3. Totale rendimenti Olio e acqua di reazione. Tutti i valori sono presentati su base 21 mangime secco e sono espressi in frazioni di massa. Il contenuto di solidi della condensa è stata esclusa dalla resa in olio biologico 13. Le barre di errore indicano deviazioni standard di esperimenti con un tipo di materia prima. Cliccate qui per vedere una versione più grande di questa figura.
Figura 4. saldi di carbonio. Tutti i valori sono riportati come frazioni di massa dell'ingresso biomassa carbonio. Tre diversi tipi di biomassa sono stati utilizzati e tutti gli esperimenti sono stati condotti almeno in triplicato 13. Il contenuto di solidi in bio-olio di una relazione separata a scopo illustrativo. Le barre di errore indicano deviazioni standard di esperimenti con un tipo di materia prima. Cliccate qui per vedere una versione più grande di questa figura.
Discussion
Per tutti gli esperimenti, le condizioni di processo quali la dimensione del materiale feedstock, avanzamento, pressione, temperatura di reazione, la temperatura di condensazione e portate sia del vettore di calore e il ciclo condensa erano uguali. Naturalmente, le variazioni entro limiti definiti non possono essere evitati. Per un impianto di prova come l'unità di sviluppo processo presentato qui, gli intervalli accettabili di fluttuazione e richiesti tempi di funzionamento per esperimenti riproducibili devono essere calcolati e / o determinata dall'esperienza. Ad esempio, la temperatura del reattore, che è indicata dalla temperatura del portatore di calore in uscita dal reattore, è controllata con una deviazione standard di 35 ° C per tutto il corso della reazione dall'inizio della reazione a capacità biomassa completo al smettere di alimentazione biomassa (in genere circa 4 ore). La pressione nel reattore è controllata con una deviazione standard di 300-500 Pa. Picchi di pressione sono suscettibili di verificarsi a causa di fluctuazioni di alimentazione della biomassa. Si raccomanda di regolare il sistema a vite di alimentazione al materiale di biomassa in esame al fine di minimizzare tali oscillazioni e garantire un flusso costante di biomassa. La temperatura di condensazione nel primo e secondo condensatori è stata mantenuta a una deviazione standard di 3 ° C e 1 ° C, rispettivamente.
Va notato a questo punto che tutti gli esperimenti presentati sono stati condotti alla stessa temperatura del reattore (500 ° C). Questa temperatura non riflette necessariamente la temperatura di pirolisi veloce ottimale che esiste per ogni materia prima specifica 22. Una variazione della temperatura del reattore potrebbe portare ad una temperatura di pirolisi ottimizzato con ancora maggiori rese in olio organici.
La scelta del metodo di bilanciamento non è banale per veloce pirolisi di biomassa, in particolare quando si applica condensazione frazionata e quando si utilizza biomassa con elevato contenuto di ceneri. Tre diversi tipi di BALANCINg sono stati presentati nella sezione precedente. Indicazione del tenore di frazioni di prodotto su base 'come ricevuti' è vantaggioso per considerazioni pratiche quali la progettazione degli apparati e capacità di stoccaggio come riporta la distribuzione del prodotto che deve essere effettivamente previsto. Tuttavia, questi valori vengono oscurati dalle acqua e cenere contenuto della materia prima. Soprattutto per residui di biomassa - ad esempio, paglia, silvicoltura e residui di potatura e biogene 'rifiuti' - questo è un problema in quanto queste materie prime hanno una vasta gamma di acqua e inorganici contenuti, vedi tabella 1.
Il metodo di bilanciamento comune per processi biomassa su un 'secco' è in molti casi utili per il confronto tra i diversi studi in quanto elimina l'effetto di diversi contenuti di umidità della materia prima. Tuttavia, si deve rilevare che questi valori calcolati da esperimenti con una determinata carica umido non necessariamente reflect il comportamento e le rese di questo specifico feedstock se è stato completamente essiccato mediante mezzi fisici prima dell'esperimento. E 'noto che l'umidità colpisce la distribuzione dei rendimenti di pirolisi 23 e questo dovrebbe essere tenuto presente quando si valutano e confrontano i saldi' a secco '.
Inoltre, bilanci di massa su un 'secco' sono inadeguate per materie prime ad alto contenuto di ceneri, perché i minerali finiscono principalmente nel char e oscurano i risultati in modo simile al contenuto iniziale di umidità. Allo stesso modo per l'acqua, i minerali influenzano la rete di reazione di pirolisi reale perché favoriscono le reazioni di pirolisi secondarie, che porta ad una maggiore char e più basse rese bio-olio. Tali effetti possono essere valutati solo su base scientifica, se i saldi sono corretti per il tenore di ceneri. Un modo per raggiungere questo obiettivo è attraverso la creazione di saldi di carbonio. Dal confronto della figura 2 e la figura 4 si può vedere che i solidi aumentato Yield osservato dopo pirolisi di paglia di grano rispetto al Miscanthus è non solo a causa di materiale inorganico che viene recuperato con il char, ma anche a causa di un aumento della frazione di solidi organici che si sono formate durante il processo.
Un altro vantaggio di saldi carbonio elementare è quello di mostrare il destino di carbonio biogenico, vale a dire, la sua distribuzione nelle frazioni prodotto recuperato. Questo è importante per la valutazione delle catene più complesse conversione - ad esempio, pirolisi, gassificazione e sintesi come nel caso qui presentato - perché il carbonio biogenico deve essere utilizzato nel modo più efficiente possibile. Uno dei ruoli più importanti di biomassa in un futuro bioeconomia è quello di fornire carbonio biogenico per una vasta gamma di prodotti, sostituendo così carbonio da fonti fossili.
Il protocollo presentato per pirolisi veloce in un reattore di miscelazione a doppia vite può essere realizzato su diverse scale con alcune modifiche. Tha caso di un'unità presentato con una capacità di alimentazione di 10 kg hr -1 ha dimostrato di essere un compromesso praticabile tra complessità operativa e risultati significativi per il comportamento del processo. Può essere applicato sia per lo screening di diversi tipi di biomassa e ottimizzazione delle condizioni di processo. Testare una specifica materia prima biomasse è fondamentale perché certe caratteristiche delle materie prime potrebbero portare a funzionamento del processo sfavorevole se i residui solidi grossolani si accumulano nel ciclo di vettore di calore. Tale accumulo non è stato osservato per la biomassa presentato nella sezione risultati, ma è stato osservato per materiale biogenico molto duro con grande dimensione delle particelle (> 1 mm) che limita l'applicabilità del processo presentato. Questo problema potrebbe essere ridotto con un disegno diverso del circuito termovettore, ad esempio, dal trasporto pneumatico del termovettore con parziale combustione simultanea.
Acknowledgments
Gli autori ringraziano Melanie Frank, Pia Griesheimer, Jessica Henrich, Petra Janke, Jessica Maier, e Norbert Sickinger per il supporto tecnico e analitico di questo lavoro.
Il sostegno finanziario fornito nell'ambito del progetto BioBOOST è fortemente riconosciuta. BioBOOST è un progetto D cofinanziato sotto contratto 282.873 nell'ambito del settimo programma quadro della Commissione Europea (www.bioboost.eu) R & europea.
Materials
| Name | Company | Catalog Number | Comments |
| Wheat straw | Dörrmann Kraichtal-Münzesheim | n/a | Triticum aestivum L. |
| Scrap wood | Rettenmeier Holding AG | n/a | According to class A2 of the German scrap wood decree (AltholzV §2): glued, coated, painted, or otherwise treated scrap wood without organic halogen compounds and wood preservatives |
| Miscanthus | Hotel-Heizungsbau Kraichgau-Odenwald | n/a | Miscanthus x giganteus |
| Ethylene glycol | Häffner GmbH & Co KG | 1042090220600 | |
| Ethanol | Häffner GmbH & Co KG | 1026800150600 | Grade 99.9% |
| Nitrogen | KIT | n/a | Supplied by internal nitrogen pressure system. |
| Pyrolysis test rig | self-built | n/a | Flow scheme is illustrated in manuscript. |
| Name | Company | Catalog Number | Comments |
| Analyses: | |||
| Gas chromatograph Daniel 700 | Emerson Process Management | n/a | Designed for this specific application by Emerson; two 20% SF 96 columns, two HAYESEP N columns, and one MS-5A washed column; carrier gas is helium |
| Helium | Air Liquide | P0252L50R2A001 | Grade 6.0 |
| Gas mixture for calibration | basi Schöberl GmbH & Co. KG | FG 10002 | Specified gas composition: 5% Ne, 2% O2, 20% CO, 30% CO2, 5% CH4, 5% H2, 2% C2H6, 0.5% C3H8, 0.5% C4H10, 0.5% C5H12, remainder N2. |
| Neon | Air Liquide | P0890S10R2A001 | Grade 4.0; used as fixed reference gas flow; not necessarily required and is only given as an example for quantifying the pyrolysis gas flow. |
| Elementaranalysator CHN628 | Leco Instrumente GmbH | 622-000-000 | |
| TGA701 | Leco Instrumente GmbH | n/a | |
| DIMATOC 2000 | Dimatec | n/a | |
| Hydranal methanol dry | Sigma Aldrich | 34741 | |
| Hydranal composite V | Sigma Aldrich | 34805 | |
| 841 Titrando | Deutsche Metrohm GmbH & Co. KG | 2.841.0010 | |
| 774 Oven Sample Processor | Deutsche Metrohm GmbH & Co. KG | 2.774.0010 | |
| 800 Dosino | Deutsche Metrohm GmbH & Co. KG | 2.800.0010 | |
| 801 Stirrer | Deutsche Metrohm GmbH & Co. KG | 2.801.0010 | |
| Methanol | Carl Roth GmbH & Co KG | 83884 | 99% for synthesis |
| Whatman cellulose filter grade 42 | Sigma Aldrich | WHA1442090 | |
| Methanol-D4 | Sigma Aldrich | 151947 | |
| 3-(Trimethylsilyl)propionic-2,2,3,3-d4 acid sodium salt | Sigma Aldrich | 269913 | |
| BZH 250 MHz | Bruker | n/a |
References
- Dahmen, N., Henrich, E., Dinjus, E., Weirich, F. The bioliq bioslurry gasification process for the production of biosynfuels, organic chemicals, and energy. Energ. Sust. Soc. 2 (1), 1-44 (2012).
- Ahmad, R., et al. Zeolite-based bifunctional catalysts for the single step synthesis of dimethyl ether from CO-rich synthesis gas. Fuel Process Technol. 121, 38-46 (2014).
- Haro, P., Trippe, F., Stahl, R., Henrich, E. Bio-syngas to gasoline and olefins via DME - A comprehensive techno-economic assessment. App Energy. , (2013).
- Henrich, E., Dahmen, N., Dinjus, E. Cost estimate for biosynfuel production via biosyncrude gasification. Biofuels, Bioprod. Bioref. 3, 28-41 (2009).
- Zhang, X., Kumar, A., Arnold, U., Sauer, J. Biomass-derived oxymethylene ethers as diesel additives: A thermodynamic analysis. Energ. Procedia. 61, 1921-1924 (2014).
- Bridgwater, A. V. Renewable fuels and chemicals by thermal processing of biomass. Chem. Eng. J. 91, 87-102 (2003).
- Meier, D., et al. State-of-the-art of fast pyrolysis in IEA bioenergy member countries. Renew. Sust. Energ. Rev. 20, 619-641 (2013).
- Rammler, R., Weiss, H. J., Bußmann, A., Simo, T. Gewinnung von Öl durch Schwelen von Ölschiefer und Teersand als Beitrag zur Energieversorgung. Chem. Ing. Tech. 53, 96-104 (1981).
- Tröger, N., et al. Utilization of biogenic residues and wastes in thermochemical systems for the production of fuels: current status of the project. Biofuels, Bioprod. Bioref. 7, 12-23 (2013).
- Tröger, N., Richter, D., Stahl, R. Effect of feedstock composition on product yields and energy recovery rates of fast pyrolysis products from different straw types. J. Anal. Appl. Pyr. 100, 158-165 (2013).
- Henrich, E., Dahmen, N., Weirich, F., Reimert, R., Kornmayer, C. Fast pyrolysis of lignocelluloses in a twin screw mixer reactor. Fuel Process Technol. 143, 151-161 (2016).
- Dahmen, N., et al. State of the art of the bioliq process for synthetic biofuels production. Env. Prog. Sust. Energ. 31, 176-181 (2012).
- Funke, A., et al. Fast pyrolysis char - Assessment of alternative uses within the bioliq concept. Bioresour. Technol. 200, 905-913 (2016).
- Lehto, J., Oasmaa, A., Solantausta, Y., Kytö, M., Chiaramonti, D. Fuel oil quality and combustion of fast pyrolysis bio-oils. , VTT Publications. Espoo. (2013).
- Fahmi, R., Bridgwater, A. V., Donnison, I., Yates, N., Jones, J. M. The effect of lignin and inorganic species in biomass on pyrolysis oil yields, quality and stability. Fuel. 87, 1230-1240 (2008).
- Oasmaa, A., Solantausta, Y., Arpiainen, V., Kuoppala, E., Sipilä, K. Fast Pyrolysis Bio-Oils from Wood and Agricultural Residues. Energ. & Fuels. 24, 1380-1388 (2010).
- DIN German Institute for Standardization. DIN EN ISO 18134-3 Solid biofuels - Determination of moisture content - Oven dry method - Part 3: Moisture in general analysis sample. , Beuth Verlag. Berlin. (2015).
- DIN German Institute for Standardization. DIN EN ISO 18122 Solid biofuels - Determination of ash content. , Beuth Verlag. Berlin. (2016).
- DIN German Institute for Standardization. Institute for Standardization. DIN EN ISO 16948 Solid biofuels - Determination of total content of carbon, hydrogen and nitrogen. , Beuth Verlag. Berlin. (2015).
- DIN German Institute for Standardization. Institute for Standardization. DIN EN 1484 Water analysis - Guidelines for the determination of total organic carbon (TOC) and dissolved organic carbon (DOC). , Beuth Verlag. Berlin. (1997).
- DIN German Institute for Standardization. ESO 16993: Solid biofuels - Conversion of analytical results from one basis to another. , Beuth Verlag. Berlin. (2015).
- Bridgwater, A. V. Review of fast pyrolysis of biomass and product upgrading). Biomass Bioenerg. 38, 68-94 (2012).
- Westerhof, R. J. M., Kuipers, N. J. M., Kersten, S. R. A., van Swaaij, W. P. M. Controlling the water content of biomass fast pyrolysis oil. Ind. Eng. Chem. Res. 46, 9238-9247 (2007).
