

Summary
طريقة تسمى التصنيع المضافة السلبية يستخدم لإنتاج القرب من كربيد البورون على شكل معقد تماما الكثيفة أجزاء من جداول طول مختلف. هذا الأسلوب ممكن عن طريق صياغة تعليق الرواية تنطوي ريزورسينول-فورمالدهايد كعامل مجمد فريد الذي يترك وراءه الكربون متجانسة تلبد المعونة بعد انحلال حراري.
Abstract
كربيد البورون (ب4ج) واحد من أصعب المواد في الوجود. ومع ذلك، هذه الخاصية جذابة يحد أيضا من ماتشينيبيليتي به إلى الأشكال المعقدة لارتداء عالية وصلابة عالية وتطبيقات المواد خفيفة الوزن مثل الدروع. للتغلب على هذا التحدي، يعمل التصنيع المضافة السلبية (صباحا) لإنتاج هندستها المعقدة من الكربيدات البورون على نطاقات مختلفة الطول. أولاً ينطوي صباحا السلبية جيلكاستينج تعليق إلى العفن بلاستيك طباعة 3D. العفن هو ثم حلت بعيداً، تاركين وراءهم هيئة خضراء كنسخة سلبية. ريزورسينول-فورمالدهايد (RF) يستخدم كعامل مجمد رواية لأنه على عكس الهلاميات المائية التقليدية، ليس هناك سوى القليل للا انكماش، مما يسمح لقوالب معقدة للغاية لاستخدامها. وعلاوة على ذلك، يمكن أن بيروليزيد هذا عامل مجمد تترك وراءها wt ~ 50% كربون، الذي مساعدة فعالة للغاية تلبد ب4جيم بسبب هذا التوزيع متجانسة عالية من الكربون في الموقع داخل مصفوفة4ج ب، أقل من 2 ٪ مسامية يمكن أن يتحقق بعد تلبد. ويبرز هذا البروتوكول بالتفصيل المنهجية لخلق قرب أجزاء كربيد البورون كثيفة تماما مع هندستها معقدة للغاية.
Introduction
كربيد البورون (ب4ج), مع فيكرز صلابة من حوالي 38 برنامج العمل العالمي، كما هو معروف ثالث أصعب المواد المتاحة تجارياً، وراء الماس (~ 115 GPa) ونتريد البورون مكعب (~ 48 GPa). هذه الخاصية معينة، جنبا إلى جنب مع كثافة منخفضة (2.52 غرام/سم3)، يجعلها جذابة لتطبيقات الدفاع مثل الدروع1. وقد ب4ج أيضا نقطة انصهار عالية، ومقاومة التآكل متفوقة، وامتصاص النيوترونات عالية عبر الباب2،،من34. ومع ذلك، يتطلب استخدام هذه الخصائص الميكانيكية مواتية عادة ب4ج تكون متكلس بكثافة عالية. الملحة الساخنة الطريقة تقليدية تلبد ب4ج للتكثيف كاملة. هذا الأسلوب غالباً ما يقتصر على هندستها بسيطة مع انحناء محدودة وموحدة إلى حد ما سمك. باهظة الثمن وذات العمالة الكثيفة بالقطع مع الكريستالات الماس الأدوات أو الليزر قطع مطلوب لتقديم ميزات أكثر دقة أو أكثر تعقيداً.
بدلاً من ذلك، يمكن أن تنتج تقنيات تشكيل الغروية مع تلبد ضغط أقل كثافة قرب كامل أجزاء التي تتطلب الحد الأدنى للا القطع. نظراً لعدم وجود ضغط خارجي أثناء عملية التوحيد، تتم إضافة الإيدز تلبد عادة إلى المتوسطة السيراميك لزيادة فعالية تلبد بريسوريليس. الكربون يستخدم عادة كوسيلة مساعدة تلبد ب4ج5،،من67. ويمكن استخدام مختلف مصادر الكربون، مثل نانوحبيبات مساحيق أو مواد عضوية متفحمة من انحلال حراري،. توزيع متجانس للكربون الذي تلبد المعونة على طول حدود الحبوب يعد عاملاً هاما للحصول على التكلس موحد ب4جيم ولذلك، تركيز الكربون وحجم الجسيمات4ج ب هي أيضا مهمة ومترابطة من العوامل تلبد الأجزاء بكثافة عالية8.
واحدة من التقنيات تشكيل الغروية الواعدة للحصول على قطع السيراميك على شكل معقد جيلكاستينج. هذا الأسلوب ينطوي على الإدلاء بتعليق سيراميك مع مونومر عضوية في قالب الذي بوليميريزيس في الموقع بمثابة جل9،،من1011. الهلام موثق لتشكيل هيئة خضراء في شكل العفن قوية بما يكفي التعامل معها دون الكسر في خطوات المعالجة اللاحقة. سبق الهندسات العفن 3D مستحيلاً الآن يمكن أن تنتج من خلال تقنيات منخفضة التكلفة المستندة إلى البوليمر المضافة التحويلية (ص) مثل المجسمة (SLA) وترسب تنصهر النمذجة (FDM)12. توفر الطابعات ثلاثية الأبعاد الأخيرة فتحت إمكانيات جديدة لتصميم السيراميك مع هندستها معقدة للغاية.
تصنيع المواد المضافة السلبية هو أسلوب الذي يجمع بين جيلكاستينج مع قوالب طباعة 3D الذبيحة. تعقد الجزء السيراميك ارتباطاً مباشرا بمدى تعقيد قالب تصميم. الآن يمكن أن تكون تصميمات العفن متطورة للغاية مع ظهور طابعات 3D البلاستيكية عالية الدقة. على سبيل المثال، يمكن استخدام 3D أدوات المسح لالتقاط ملامح الفرد وإدماجه في قوالب. باستخدام الساعة السلبية، يمكن إنشاء الدروع السيراميك خفيفة الوزن مصممة للفرد في حجم الجسم والشكل. يمكن أن توفر مثل هذه التخصيصات تصميم أخف وزن الدروع التنقل المحسن للمستخدمين.
كتابة أخرى تقنيات صباحا السيراميك الشائعة مثل الحبر مباشرة (سيبدي)، الليزر الانتقائي التكلس (سلس)، والموثق النفث (BJ) أيضا فعالة في إنتاج قطع السيراميك على شكل معقد. ومع ذلك، معظم هذه التقنيات مفيدة فقط لإنتاج هياكل مسامية الجميلة وليست فعالة عندما رفع تصل إلى أجزاء كبيرة، مثل الدروع التطبيقات14،13،،من1516، 17-وعلاوة على ذلك، معظم هذه التقنيات ليست ممكنة عمليا لارتفاع حجم الإنتاج بسبب ارتفاع النفقات. ولذلك، صباحا السلبية طريق المفضل وغير مكلفة نسبيا للإنتاج الصناعي-مستوى أجزاء واسعة النطاق.
يجب أن تكون منخفضة في اللزوجة أن الإيقاف4ج ب استخدامها جيلكاستينج وتحتوي على عامل مجمد وتلبد المعونة. ويتم اختيار ريزورسينول وفورمالدهايد لقدرتها على تفاعلات polycondensation لتشكيل شبكة ريزورسينول-فورمالدهايد (RF)، مما يساعد على ربط الجسيمات4ج ب معا. الهلاميات المائية التقليدية المستخدمة جيلكاستينج تقتصر على قوالب مع النوى جوفاء بسبب الانكماش إلى الداخل عالية ذوي الخبرة أثناء عملية التجفيف18. منذ RF يستخدم عادة وتستطي، هناك القليل من لا انكماش، مما يسمح باستخدام قوالب على شكل أكثر ترابطاً. وهناك ميزة أخرى لاستخدام الترددات اللاسلكية هو أنه يمكن التحكم في معدل جيليشن بتغيير الرقم الهيدروجيني للتعليق (الشكل 3). بالإضافة إلى ذلك، يمكن إعداد المعلقات المحتوية على ريسورسينول أو الفورمالديهايد في المتقدم وتخزينها بشكل منفصل حتى تكون جاهزة للصب. الأهم من ذلك، يمكن بيروليزيد هلام الترددات اللاسلكية تترك وراءها الكربون % wt 5019. يمكن أن تساعد هذا التوزيع متجانسة عالية من الكربون التكثيف ب4ج بكثافة قرب الكامل خلال تلبد. يتم استخدام 15% wt من الترددات اللاسلكية بالنسبة إلى كربيد البورون في صياغة التعليق توفير 7.5 في المائة بالوزن من الكربون بعد انحلال حراري أجزاء المدلى بها.
والهدف العام لهذا العمل الجمع بين التقنيات التقليدية جيلكاستينج مع قدرات الطباعة ثلاثية الأبعاد غير مكلفة وعامل مجمد فريدة من نوعها للحصول على كثافة قرب كامل أجزاء كربيد البورون مع هندستها معقدة للغاية. بالإضافة إلى الخزف، يمكن تطبيق صباحا السلبية إلى حقول أخرى مادية لإنشاء الهندسات جديدة تماما من نظم متعددة المواد. المنهجية الموصوفة هنا يتوسع في العمل الذي قدم في Lu et al. 8 وهو يهدف إلى توفير بروتوكول أكثر تفصيلاً لاستنساخ تلك النتائج.
Subscription Required. Please recommend JoVE to your librarian.
Protocol
تنبيه: يرجى التشاور مع كشوف بيانات السلامة (SDS) لجميع المواد، وارتداء المعدات الواقية المناسبة (معدات الوقاية الشخصية) عند التعامل مع المواد قبل الصب وعلاج. ايمين ريزورسينول والبولي إثيلين معروفة لأن تكون سامة. الفورمالديهايد هو السمية والمسرطنة20. وينبغي أن يتم إعداد تعليق السيراميك في أغطية الأبخرة الكيميائية أو غيرها من بيئات العمل التهوية بشكل صحيح.
1-السلبية التصنيع المضافة
-
إعداد تعليق 120 مل يتكون من جزئين
ملاحظة: سيتم إعداد تعليق جزئين للمساعدة على إطالة العمر الافتراضي لأن الإيقاف قبل الصب. تعليق واحد (R-ميكس) سوف تحتوي على عنصر ريزورسينول، والأخرى (والمزيج) سوف تحتوي على عنصر فورمالدهايد. كل تعليق سوف تكون مختلطة معا لتشكيل تعليق نهائية التي سيتم بدء عملية جيليشن.- لإنشاء R-المزيج، ابدأ بتذويب ز 0.88 من البولي إيثيلين ايمين (بي) في ز 25.00 للمياه باستخدام خلاط الكواكب.
- لإنشاء مزيج و منفصلة، تذوب ز 0.88 من البولي إيثيلين ايمين (بي) في ز 16.83 من المياه باستخدام خلاط الكواكب.
ملاحظة: استخدام خلاط الكواكب عند 2000 دورة في الدقيقة لمدة دقيقة على الأقل عدة ستوفر قوات القص كافية للمساعدة على حل لزج بي، ريزورسينول، والفورمالديهايد، وتعليق الجسيمات كربيد البورون. بي بمثابة عامل تفريق للجسيمات4ج ب - حل ز 12.60 مسحوق ريزورسينول إلى R-المزيج. يجب تشغيل الحل من غائمة بيضاء الحل واضحة شفافة بعد انحلال كاملة من المسحوق من خلط.
- إضافة 17.03 غ من محلول الفورمالديهايد إلى واو-المزيج وضمان خلط كاملة.
- تدريجيا إضافة 5.25 ز (زيادات 12 حتى وصلت إلى 63.00 ز) من مسحوق كربيد البورون (1500F) إلى R-ميكس والمزيج و بشكل منفصل.
- إضافة 6.50 جم حامض الخليك إلى R-ميكس ومزيج و وضمان الاختلاط الكامل في كل.
ملاحظة: عند هذه النقطة، أن الإيقاف جزئين 42 المجلد % ب4ج ومستعدون لتكون مجتمعة لصب أو تخزينها لاستخدامها في المستقبل (إذا كانت مختومة على نحو كاف). حذار أن تسوية الجسيمات سوف يحدث إذا أن الإيقاف الجلوس ح ~ 1 أو أكثر،. التأكد من أن الجزيئات هي حراكه بتطبيق الانفعالات دقيق قبل استخدام أن الإيقاف. أيضا، تم اختبار ثلاث مجموعات تجارية مختلفة كربيدات البورون، 1250F، 1500F، و 3000F (المسمى وفقا لأحجامها مش ينخل التقريبي)، أصلاً. كل دفعة بتوزيع حجم جسيمات مختلفة، وتم العثور على المجموعة4ج ب 1500F لتحقيق أعلى كثافة تلبد، حسبما ورد في لو et al. 8-يمكن أيضا إضافة حمض الخليك قبل المواد الصلبة4ج ب تحميل الخطوة كذلك، ولكن إضافة إلى نهاية عروض تحسين سهولة التعامل مع عن طريق الحد من الروائح حمض الخليك.
-
طباعة إعداد 3D لصب قوالب
- إعداد قالب تصميم في برنامج تصميم بمساعدة الكمبيوتر (CAD).
- طباعة قوالب استخدام طابعة 3D تنصهر فيها ترسب نمذجة (FDM) مع أكريلونيتريل بيوتادايين خيوط الستيرين (ABS).
ملاحظة: يمكن استخدام الأسيتون الأبخرة لتذليل نسيج العفن إذا كان المطلوب21. فوهة المقترحة ودرجات حرارة السرير هي 240 درجة مئوية و 110 درجة مئوية على التوالي. ويتم اختيار المعلمات مثل سمك الطبقة (0.2 مم) وسرعة البثق ومعدل التبريد لتحسين نوعية الجزء مع الحد الأدنى من التشوهات. وهذا يتطلب بعض التجربة والخطأ مع كل نظام طابعة الفريد. وينصح بسمك جدار 1 مم على الأقل. الحجم ميزة الحد الأدنى 0.5 مم؛ ومع ذلك، اقترح لا يذهب أقل من 1 مم-قوالب من لو et al. 8 متوفرة للتنزيل على الإنترنت في المواد الداعمة.
-
مزيج من تعليق جزئين للتحضير لصب
- قبل الجمع، تحرض جيدا (باستخدام دوامة أو خلاط الكواكب) R-المزيج مع أن الإيقاف و--ميكس على حدة لضمان ب4ج جسيمات معلقة جيدا.
- الجمع بين R-ميكس ومزيج و الحصول على تعليق نهائي.
ملاحظة: يجب أن يكون الرقم الهيدروجيني لتعليق مجتمعة 2.8، التي ستوفر حوالي 30 دقيقة وقت العمل إزالة الهواء والإدلاء بتعليق نهائي قبل بدء جيليشن التي تحدث. ويمكن ملاحظة ظهور جيليشن من الزيادة الحادة في لزوجة التعليق. - قبل الصب، مزيج وتطبيق فراغ (20-200 ميلليمتر زئبق أو الجيش الشعبي الكوري 2.7-27) إلى خليط الوقف النهائي لمدة 10 دقائق لإزالة فقاعات الهواء دون غليان الماء. يمكن إنجاز هذا باستخدام لوحة إثارة في 200-300 دورة في الدقيقة مع جرة فراغ.
-
جيلكاستينج
- فورا صب تعليق دي بثت في قوالب الطباعة 3D.
- وضع القوالب داخل حاوية زجاجية محكمة الإغلاق لمنع فقدان الرطوبة أثناء عملية التجفيف.
- مكان حاوية مغلقة مع القوالب في فرن 60-80 درجة مئوية للشروع في عملية التجفيف.
- السماح يلقي لعلاج لمدة 8 ساعات على الأقل للأجزاء التي عدة سنتيمترات في مقياس الطول أو ربما أطول لقوالب أكبر.
-
انحلال قوالب للحصول على الهيئات الخضراء
- إزالة حاوية مغلقة مع القوالب من الفرن والسماح لها لتبرد بدرجة حرارة الغرفة.
- إضافة ما يكفي الأسيتون في وعاء حتى العفن هو سوبميرسيد تماما. المبلغ يختلف حسب حجم وحجم القالب المستخدم (عادة ~ 100 مل الأسيتون للعفن هو 50 سم3 في البعد).
ملاحظة: قد تستغرق هذه العملية تصل إلى 2-4 أيام تبعاً لحجم البلاستيك التي بحاجة إلى حل بعيداً. الانفعالات الحد الأدنى من حمام الأسيتون أو تدفئة أنه قليلاً إلى 40 درجة مئوية قد تساعد في تسريع العملية. تنفيذ الحذر عند تدفئة حمام الأسيتون، كما أنها المواد كيميائية القابلة للاشتعال وقد تصبح متفجرة عندما جنبا إلى جنب مع الهواء في نطاقات تركيبة معينة. - استخراج جثة خضراء مجاناً من حمام الأسيتون بعد يحل البلاستيك ABS بعيداً.
ملاحظة: بعد علاجه الترددات اللاسلكية، العفن ويمكن حل بعيداً للحصول على جسم صلب أخضر على شكل نسخة سلبية للهندسة الداخلية العفن. ينبغي أن تكون هذه الهيئة خضراء قوية بما يكفي البقاء على قيد الحياة لطيف ودقيق المناولة في الخطوات اللاحقة بعد المعالجة دون كسر. - مكان الجثث الخضراء في فرن عند 80 درجة مئوية لضمان التجفيف الكامل وإزالة كل الرطوبة.
ملاحظة: يختلف وقت التجفيف تبعاً لحجم الجسم أخضر. ترك الجزء الجاف بين عشية وضحاها (> 8 ساعات) غير كافية للجسم الأخضر أحجام أقل من 1000 سم3. ليس هناك ضرر في الإفراط في التجفيف.
2-الكربنة
- بعد التجفيف، ضع كل هيئة الخضراء في أنبوب كوارتز 2 بوصة مبطنة برقائق الجرافيت ووضعها في فرن مع تدفق الغاز [250 سنتيمتر مكعب قياسي من الهواء (SCCM) يتألف من 4 wt % ح2(ز) ووزن 96% Ar(g) لخلق جو الحد خلال انحلال حراري المعاملة].
- الحرارة جثث الخضراء داخل الفرن في 5 درجة مئوية/دقيقة حتى 1050 درجة مئوية وعقد لمدة 3 ساعات.
ملاحظة: الهيئات يلقي جل الأخضر سوف يكون 15% wt من الترددات اللاسلكية بالنسبة ب4ج وستوفر حوالي 7.5 في المائة بالوزن في الكربون بعد عملية انحلال حراري. يزيل الكثير من بقايا ريزورسينول-فورمالدهايد هذه العملية وسوف شدة تلوث الفرن إذا استخدم لا اعتراض. - التأكد من أن الهيئات الأخضر يخرج موحدا أكثر قتامة في اللون، مما يشير إلى وجود الكربون من معاملة انحلال حراري.
3-تلبد
ملاحظة: بعد تلبد، ستحسن خشونة السطح من العينات قليلاً مقارنة بخشونة السطح من القوالب المستخدمة. وهذا نتيجة لتقلص 57-58 المجلد % من العينات المأخوذة من تلبد.
- وضع أجزاء متفحمة في فرن جرافيت مع فراغ تردم تدفق غاز الهليوم (420 SCCM) تلبد. تطبيق SCCM 280 إلى الإطارات الأمامية والبيرومتر و 140 SCCM مباشرة إلى غرفة العينة مع ضغط مدخل ~ 170 كيلو باسكال.
- تسخين الفرن إلى 2290 درجة مئوية (20 ك/دقيقة إلى 2000 درجة مئوية ثم في الدقيقة 3 ك إلى 2290 درجة مئوية) وعقد لمدة ساعة واحدة لتحقيق التكثيف الأمثل من الأجزاء.
ملاحظة: كثافة أرخميدس تقنية سريعة ومشتركة لقياس كثافة الأجزاء كربيد البورون متكلس. يمكن إضافة مجموعات كثافة أرخميدس على الميزان الميزان التحليلي لقياس كثافة العينات أو يدوياً تحديد22. وسيكون كربيد البورون مع 7.5% بالوزن في الكربون بكثافة الحد أقصى نظري (التعبوية) 2.49 غ/سم3. سيؤدي إلى قطع متكلس في 2290 درجة مئوية من هذه المنهجية 2.43 ± 0.01 غرام/سم3 هو 97.6 ± 0.4% أنظمة الدفاع الصاروخي التكتيكي.
Subscription Required. Please recommend JoVE to your librarian.
Representative Results
وفقا للإجراء المبين (الشكل 1)، يمكن أن تكون متكلس أجزاء كربيد البورون على شكل معقد مع الكربون (ب4ج/ج) حتى 97.6 ± 0.4% من كثافة الحد الأقصى النظري مع صلابة بكر 23.0 ± 1.8 GPa8. وأظهرت العديد من الأمثلة الممكنة متكلس ب4أجزاء C/C (الشكل 2). وتبين هذه الأمثلة السمات التكوينية الجميلة التي يمكن نسخها بتقنية جيلكاستينج. وهذا مفيد لإنشاء أجزاء التي تتطلب ميزات الحجم المتوسط دقيقة. ريولوجيا النهائي ب4ج تعليق مصممة ل pHs مختلفة. تم قياس الأس الهيدروجيني 2.8 تعليق كوجود اللزوجة أدنى لأكثر من 20 دقيقة، وكافية لخلط وإلغاء بث، وصب (الشكل 3).
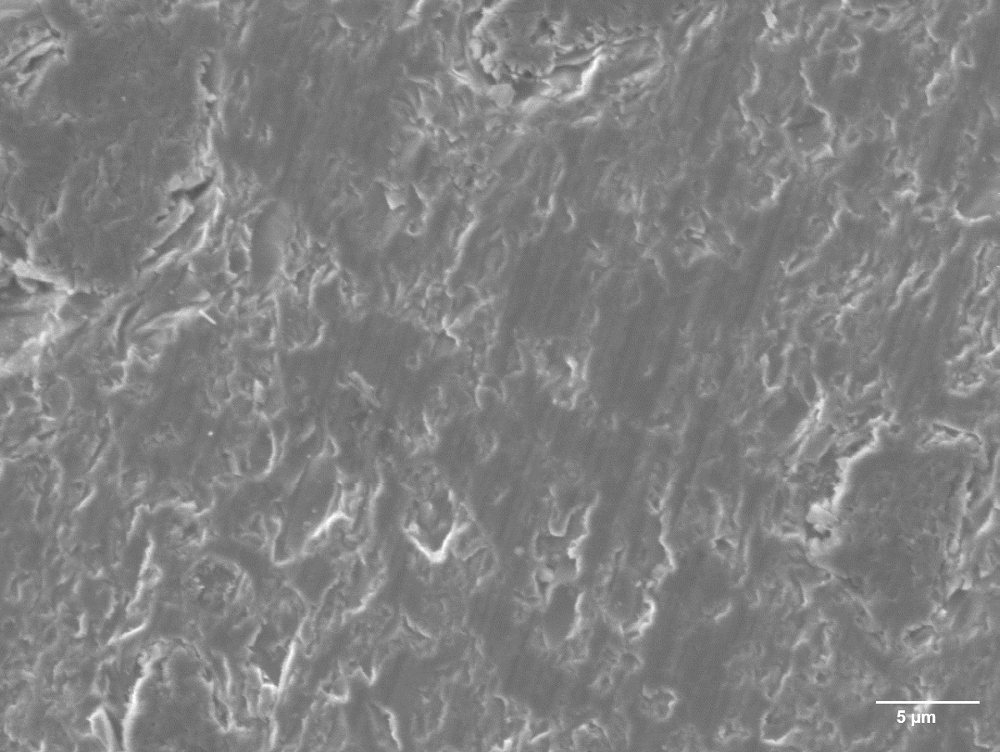
كذلك المسح الضوئي المجهر الإلكتروني أشار إلى أن شبكات موحدة من الكربون المغلفة على الجسيمات4ج ب بعد انحلال حراري للترددات اللاسلكية (الشكل 4A و 4B). بعد تأكيد الصب والحرارة بعد العلاج الخطوات، توصيف استخدام حيود الأشعة السينية (XRD) تطور الكربون الجرافيت (الشكل 4). وكشفت الصورة ميكروستروكتورال من عينة تماما متكلس البورون كاربايد المسامية منخفضة في الجزء الأخير، ومرغوب فيه للغاية (الشكل 5).

الشكل 1 : تصوير العملية برمتها السلبية صباحا لإنتاج عالية الكثافة المعقدة على شكل الكربيدات البورون. هذا التخطيطي نظرة خطوة بخطوة من عملية تصنيع كامل، من 3D الطباعة من العفن إلى تلبد الجزء الأخير من السيراميك. تم تعديل هذا الرقم مع إذن من لو et al. 8- الرجاء انقر هنا لمشاهدة نسخة أكبر من هذا الرقم-

الشكل 2 : سينتيريد ب على شكل معقد 4 ج ج/قطع الغيار مع > 97% كثافة إعداد من السلبية صباحا. (أ) جيرويد؛ (ب) سلتيك عقده؛ (ج) مكعب شعرية. الفرق الطفيف التكوينية لكل شكل بسبب الاختلافات في نوعية قوالب طباعة 3D المستخدمة (مناطق سوداء مظلمة بقايا الكربون التي تركت على السطح بعد انحلال حراري قوالب ويمكن يحك). تم تعديل هذا الرقم مع إذن من لو et al. 8- الرجاء انقر هنا لمشاهدة نسخة أكبر من هذا الرقم-

الشكل 3 : ريولوجيا التعليق النهائي B4C. (أ) معقدة اللزوجة كدالة للوقت لتعليق pH مختلفة مع ب4ج وريزورسينول-فورمالدهايد. سماكة يعرف اللزوجة في 1 Pa∙s. (ب) الوقت لتصل إلى سماكة لأن الإيقاف pH مختلفة. تم تعديل هذا الرقم مع إذن من لو et al. 8-رهيوميتير مع لوحات دائرية موازية المرفقة في تردد مستمر التذبذب 30% 1 هرتز والإجهاد استخدمت لقياس اللزوجة المعقدة. تم قياس جميع العينات في درجة حرارة الغرفة باستثناء واحد الأس الهيدروجيني 2.8 العينة التي استخدمت فيها الدائرة درجة الحرارة البيئية في الصك لتوفير الحرارة (16.2 درجة مئوية/دقيقة) حتى يتم التوصل إلى 80 درجة مئوية. الرجاء انقر هنا لمشاهدة نسخة أكبر من هذا الرقم-

الشكل 4 : المجهر الإلكتروني المسح وزرد المستخدمة لتحديد وجود شبكة الكربون داخل المصفوفة كربيد البورون بعد RF جل انحلال حراري. تظهر الجسيمات كربيد البورون 1500F (أ) دون طلاء الكربون و (ب) مع وزن 7.5 ٪ الكربون طلاء. (ج) زرد مراحل مختلفة من المعالجة الحرارية ب4ج المدلى بها. تم تعديل هذا الرقم مع إذن من لو et al. 8-جمعت أطياف زرد ديفراكتوميتير الأشعة سينية. شنت على كلاي بوليمر عينات ومسطح بالأرض. تم استخدام كاشف قطاع لينكسييي Si خطية 1-الأبعاد مع فتحه اختلاف متغير من 6 مم وفتحه مبعثر المضادة 0.5°. كان المصدر الإشعاع Cu ني-التصفية (λ = 1.5406) من أنبوب الأشعة السينية مختومة تعمل في 40 كيلو فولت و 40 اماه. المصدر والكاشف قد صعدت الممسوحة ضوئياً معا في زوايا ثابتة من العينة مع 2θ المجمعة من استخدمت 20-80 درجة بمعدل 0.02°/س. خوارزميات تجهيز من برمجيات تحليل زرد لتجريد المساهمات بعيداً من ضجيج الخلفية كالفا 2 الإشعاع. المسح الإلكتروني المجهري في 10.0 استخدمت كيلوفولت تسريع الجهد في وضع إلكترون الثانوية لجزيئات الصورة B4C. الرجاء انقر هنا لمشاهدة نسخة أكبر من هذا الرقم-

الشكل 5 : سطح قطع المنشار مستعرضة من عينة كربيد البورون 1500F ﻣﻟﺑﺩﺓ 2290 درجة مئوية في كثافة ~ 97 ٪. تم تعديل هذا الرقم مع إذن من لو et al. 8- الرجاء انقر هنا لمشاهدة نسخة أكبر من هذا الرقم-
Subscription Required. Please recommend JoVE to your librarian.
Discussion
منهجية التصنيع المضافة السلبية الموصوفة في البروتوكول يسمح لأجزاء كربيد البورون على شكل مجمع إنتاجها في كثافة كامل تقريبا بعد تلبد في درجة حرارة مثلى من 2290 درجة مئوية. العديد من الخطوات الأولى المتعلقة بإعداد والصب هي الأكثر أهمية لتوليد عالية جودة المدلى بها مع الحد الأدنى من العيوب. إذا لزوجة التعليق مرتفع جداً، سوف يحدث خلط الفقراء. سهولة اختراق الجزء متكلس يتأثر أيضا نظراً لزيادة اللزوجة يعوق إزالة فقاعة هواء. إذا كان يجلس تعليق نهائي خاملاً لفترة طويلة جداً بعد الاختلاط وإلغاء بث، ستكون الزيادة في لزوجة إشكالية بالنسبة لملء تجاويف صغيرة بشكل غير منتظم على شكل قوالب الطباعة 3D.
هناك مسألة أخرى أن تكون على علم ستوك تسوية أثر في المعلقات المائية. إذا كانت اللزوجة تعليق منخفضة بما فيه الكفاية بعد الصب والشفاء ليس على الفور، جسيمات كربيد البورون في أن الإيقاف سوف تستقر، يسبب تدرج تركيز في الهيئات الخضراء. غير صحيح سوف تشوه أجزاء المدلى بها، مع تقلص ارتفاع أعلى بالمقارنة مع الجزء السفلي خلال تلبد. لتصحيح هذه المشكلة، يمكن استخدام كربيد البورون مع توزيع حجم الجسيمات النقل المتعدد الوسائط لتقليل القضايا انكماش غير موحدة خلال تلبد. معدل جيليشن الترددات اللاسلكية، وتعتمد اعتماداً كبيرا على درجة الحموضة ودرجة الحرارة الخليط، عامل مهم آخر للنظر. ارتفاع درجات الحرارة ودرجة الحموضة تتوافق مع حركية البلمرة أسرع، الذي سيتبع كزيادة في لزوجة التعليق. خفض الرقم الهيدروجيني لتعليق يسمح لأطول وقت العمل أثناء الصب، وأيضا لعلاج سيبدأ على الفور كمجموعة حرارية.
على الرغم من أن الساعة السلبية أسلوب قابلة بسهولة لإنتاج الحجم الكبير من الكبيرة المعقدة على شكل أجزاء، يقتصر هذا الأسلوب في إنتاج أجزاء مصغرة. لدى هيئات الخضراء ليلقي جميع السيراميك قوامها أخضر متأصلة. قوة الأخضر جزء المدلى بها سيكون ضعيفا إذا كانت الأبعاد صغيرة بما فيه الكفاية. على سبيل المثال، هيئة أخضر أقل من 1 مم من كسر الإرادة بسهولة من انكماش الداخلية يؤكد أثناء عملية المعالجة بعد الصب بالمقارنة مع هيئة أخضر أكبر من 10 مم. ولذلك، مرونة وصلابة المواد العفن هي المعالم الهامة حيث تؤكد انكماش أعلى سوف يحدث إذا تم استخدام العفن أشد، بسبب التمدد الحراري للعفن من المعاملة الحرارة 80 درجة مئوية. لقد أظهرنا أن قوالب لينة نسبيا مثل هيكسانيديول دياكريلاتي (هدى) يمكن استخدامها لإنتاج المشابك مرتبة عالية مع ~ 100 ميكرومتر ميزة الأحجام دون الكسر ومن أجل إنشاء النطاق المتوسط المركبة8،23.
وفي الختام، صباحا السلبية هو تقنية بسيطة يجمع بين جيلكاستينج مع 3D الطباعة البلاستيكية غير مكلفة لإنتاج قطع السيراميك على شكل معقد. وميزة المنهجية الموصوفة هنا هو قدرته على الحجم تصل لارتفاع حجم الإنتاج رغم أنها فعالة من حيث التكلفة. -يتضمن العمل المستقبلي أعلى ب4ج الجوامد تحميل في تعليق للحد من الانكماش خلال تلبد. اختبار الميكانيكية ويجري أيضا تقييم خصائص القوة لهذه المواد. ومع ذلك، صباحا السلبية لا تقتصر فقط على المواد والأنظمة الواردة في هذا البروتوكول. يمكن أيضا استخدام وكلاء مجمد وقوالب طباعة 3D من تقنيات صباحا أو مواد أخرى مختلفة. على سبيل المثال، فرانتشين et al. 24 إنشاء قوالب قالب الذبيحة المليئة بالثغرات مع حمض بولياكتيك (جيش التحرير الشعبي) باستخدام جيوبوليميرس كالعنصر غير عضوي. يمكن إزالة هذه القوالب الذبيحة جيش التحرير الشعبي الصيني حرارياً عندما رغبت24. ولذلك، يمكن تطبيق الأسلوب العام الموصوفة في هذا البروتوكول إلى مجال واسعة من المواد، مما سيفتح آفاقاً جديدة لتطوير أسلحة من السيراميك على شكل مجمع، والمعادن، وغيرها من نظم المركب.
Subscription Required. Please recommend JoVE to your librarian.
Disclosures
الكتاب ليس لها علاقة بالكشف عن.
Acknowledgments
أنجز هذا العمل تحت إشراف "وزارة الطاقة الأمريكية" "مختبر لورانس ليفرمور الوطني" تحت العقد دي-AC52-07NA27344. الإصدار إيم LLNL-جرنل-750634.
Materials
| Name | Company | Catalog Number | Comments |
| Boron carbide powder 1250F | Tetrabor Ceramics | Lot 211M419 | >96% purity |
| Boron carbide powder 1500F | Tetrabor Ceramics | Lot 209M102/9 | >96% purity |
| Boron carbide powder 3000F | Tetrabor Ceramics | Lot 111m53/9 | >96% purity |
| Polyethylene Imine (PEI) | Sigma Aldrich | MKBP3417V | Averaged MW ~25,000 by L.S. |
| Resorcinol | Sigma Aldrich | MKBG6751V | BioXtra, ≥99% |
| Formaldehyde | Fisher Scientific | F79-1 | 37% by weight; Stabilized with 10-15% Methanol |
| Acetic Acid | Sigma Aldrich | SKU 695092 | Glacial ≥99.7% |
| Acetone | Sigma Aldrich | SKU 179124 | ACS Reagent Grade ≥99.5% |
| Water | LLNL In-house (Milli-Q) | ||
| Planetary Mixer | Thinky | AR-250 | Fits 150mL and 300mL Thinky containers |
| Acrylonitrile butadiene styrene (ABS) plastic filament | eSUN | Natural color | |
| Taz 6 (3D printer) | Lulzbot | FDM 3D printer | |
| 4%H2/96%Ar gas | Air Gas | UHP | 4% Hydrogen, balanced Argon |
| Helium gas | Air Gas | UHP | Helium |
| Heating oven | Neytech | Vulcan 9493308 | Oven for 80 °C curing |
| Quartz tube furnace | Applied Test Systems, Inc. | LEA 05-000075 | Furnace for 1050 °C carbonization |
| Graphite furnace | Thermal Technology LLC | Sintering furnace | |
| Scanning Electron Microscope (SEM) | Jeol | JSM-7401F | |
| pH meter | Thermo Scientific | Orion 4 Star | calibrated with buffer standards |
| Rheometer | TA Instrument | AR2000ex | For measurement of viscosity |
| X-ray Diffractometer (XRD) | Bruker | AX D8 Advanced | |
| Analytical balance | Mettler Toledo | XS104 | |
| Bruker EVA | XRD Analysis Software |
References
- An, Q. Prediction of superstrong τ -boron carbide phase from quantum mechanics. Physical Review B. 95 (10), 100101 (2017).
- Thévenot, F. Boron carbide - A comprehensive review. Journal of the European Ceramic Society. 6, 205-225 (1990).
- Lee, H., Speyer, R. F. Pressureless sintering of boron carbide. Journal of the American Ceramic Society. 86, 1468-1473 (2003).
- Deng, J. X. Erosion wear of boron carbide ceramic nozzles by abrasive air-jets. Materials Science and Engineering: A. 408, 227-233 (2005).
- Schwetz, K. A., Grellner, W. The influence of carbon on the microstructure and mechanical properties of sintered boron-carbide. Journal of Less-Common Metals. 82, 37-47 (1981).
- Elektroschmelzwerk Kempten Gmbh. Process for the production of dense sintered shaped articles of polycrystalline boron carbide by pressureless sintering. US. Schwetz, K. A., Vogt, G. , 4195066 (1980).
- Suzuki, H., Hase, T., Maruyama, T. Effect of carbon on sintering of boron carbide. Journal of the Ceramic Association, Japan. 87, 430-433 (1979).
- Lu, R., et al. Complex shaped boron carbides from negative additive manufacturing. Materials & Design. 148, 8-16 (2018).
- Omatete, O. O., Janney, M. A., Nunn, S. D. Gelcasting: From laboratory development toward industrial production. Journal of the European Ceramic Society. 17, 407-413 (1997).
- Yang, J., Yu, J., Huang, Y. Recent developments in gelcasting of ceramics. Journal of the European Ceramic Society. 31, 2569-2591 (2011).
- Gilissen, R., Erauw, J. P., Smolders, A., Vanswijgenhoven, E., Luyten, J. Gelcasting a near net shape technique. Materials & Design. 21, 251-257 (2000).
- Travitzky, N., et al. Additive manufacturing of ceramic-based materials. Advanced Engineering Materials. 16, 729-754 (2014).
- Zocca, A., Colombo, P., Gomes, C. M., Gunster, J. Additive Manufacturing of Ceramics: Issues, Potentialities, and Opportunities. Journal of the American Ceramic Society. 98, 1983-2001 (2015).
- Deckers, J., Vleugels, J., Kruthl, J. P. Additive Manufacturing of Ceramics: A Review. Journal of Ceramic Science and Technology. 5, 245-260 (2014).
- Costakis, W. J., Rueschhoff, L. M., Diaz-Cano, A. I., Youngblood, J. P., Trice, R. W. Additive manufacturing of boron carbide via continuous filament direct ink writing of aqueous ceramic suspensions. Journal of the European Ceramic Society. 36, 3249-3256 (2016).
- Colombo, P., Schmidt, J., Franchin, G., Zocca, A., Gunster, J. Additive manufacturing techniques for fabricating complex ceramic components from preceramic polymers. American Ceramic Society Bulletin. 96, 16-23 (2017).
- Olsson, A., Hellsing, M. S., Rennie, A. R. New possibilities using additive manufacturing with materials that are difficult to process and with complex structures. Physica Scripta. 92, 053002 (2017).
- Dhara, S., Kamboj, R. K., Pradhan, M., Bhargava, P. Shape forming of ceramics via gelcasting of aqueous particulate slurries. Bulletin of Materials Science. 25, 565-568 (2002).
- Lewicki, J. P., Fox, C. A., Worsley, M. A. On the synthesis and structure of resorcinol-formaldehyde polymeric networks - Precursors to 3D-carbon macroassemblies. Polymer. 69, 45-51 (2015).
- Swenberg, J. A., et al. Formaldehyde Carcinogenicity Research: 30 Years and Counting for Mode of Action, Epidemiology, and Cancer Risk Assessment. Toxicologic Pathology. 41, 181-189 (2013).
- Kuo, C. C., Chen, C. M., Chang, S. X. Polishing mechanism for ABS parts fabricated by additive manufacturing. The International Journal of Advanced Manufacturing Technology. 91, 1473-1479 (2017).
- Kires, M. Archimedes' principle in action. Physics Education. 42, 484-487 (2007).
- Zheng, X., et al. Design and optimization of a light-emitting diode projection micro-stereolithography three-dimensional manufacturing system. Review of Scientific Instruments. 83, 125001 (2012).
- Franchin, G., Colombo, P. Porous Geopolymer Components through Inverse Replica of 3D Printed Sacrificial Templates. Journal of Ceramic Science and Technology. 6, 105-111 (2015).

{kind=link}