

Summary
एक विधि नकारात्मक additive विनिर्माण बुलाया के पास पूरी तरह से घने जटिल विभिंन लंबाई तराजू के आकार बोरान कार्बाइड भागों के उत्पादन के लिए प्रयोग किया जाता है । यह तकनीक एक उपंयास resorcinol शामिल निलंबन के निर्माण के माध्यम से संभव है एक अद्वितीय बीच बढ़िया तालमेल एजेंट के रूप में formaldehyde कि sintering के बाद एक समरूप कार्बन pyrolysis सहायता के पीछे छोड़ देता है ।
Abstract
बोरान कार्बाइड (बी4सी) अस्तित्व में सबसे कठिन सामग्रियों में से एक है । हालांकि, इस आकर्षक संपत्ति भी उच्च पहनने के लिए जटिल आकार में अपनी मशीन की सीमा, उच्च कठोरता, और इस तरह के कवच के रूप में हल्के सामग्री अनुप्रयोगों । इस चुनौती को दूर करने के लिए, नकारात्मक additive विनिर्माण (AM) विभिन्न लंबाई तराजू पर बोरान कार्बाइड के जटिल geometries का उत्पादन करने के लिए कार्यरत है । नकारात्मक पहले एक 3 डी-मुद्रित प्लास्टिक मोल्ड में एक निलंबन gelcasting शामिल है । मोल्ड तो दूर भंग, एक नकारात्मक प्रति के रूप में एक हरे शरीर के पीछे जा रहा है । Resorcinol-formaldehyde (आरएफ) एक उपंयास बीच बढ़िया तालमेल एजेंट के रूप में प्रयोग किया जाता है क्योंकि पारंपरिक hydrogels के विपरीत, वहां कोई संकोचन, जो अत्यंत जटिल molds के लिए इस्तेमाल किया जा करने के लिए अनुमति देता है कम है । इसके अलावा, इस बीच बढ़िया तालमेल एजेंट को पीछे छोड़ने के लिए pyrolyzed जा सकता है ~ ५० wt% कार्बन, जो बी 4 सी केलिए एक अत्यंत प्रभावी sintering सहायता है । बी4सी मैट्रिक्स के भीतर सीटू कार्बन के इस अत्यधिक समरूप वितरण के कारण, 2% से कम porosity sintering के बाद प्राप्त किया जा सकता है । इस प्रोटोकॉल विस्तार में अत्यधिक जटिल geometries के साथ निकट पूरी तरह से घने बोरान कार्बाइड भागों बनाने के लिए कार्यप्रणाली पर प्रकाश डाला गया ।
Introduction
बोरान कार्बाइड (बी4सी), के बारे में ३८ GPa के एक विक्स कठोरता के साथ, हीरे (~ ११५ GPa) और घन बोरान नाइट्राइड (~ ४८ GPa) के पीछे तीसरे सबसे कठिन व्यावसायिक रूप से उपलब्ध सामग्री के रूप में जाना जाता है । यह विशेष संपत्ति, एक कम घनत्व के साथ (२.५२ g/cm3), यह कवच1के रूप में रक्षा अनुप्रयोगों के लिए आकर्षक बनाता है । बी4सी भी एक उच्च पिघलने बिंदु, बेहतर पहनने प्रतिरोध है, और उच्च न्यूट्रॉन अवशोषण धारा2,3,4पार । हालांकि, इन अनुकूल यांत्रिक गुणों का उपयोग आमतौर पर बी4सी की आवश्यकता के लिए एक उच्च घनत्व sintered है । गर्म दबाव sintering बी4सी के लिए पूर्ण सघनीकरण के लिए एक पारंपरिक विधि है । इस तकनीक अक्सर सीमित वक्रता और काफी समान मोटाई के साथ सरल geometries तक ही सीमित है । polycrystalline डायमंड टूलींग या लेज़र कटिंग के साथ महंगे और श्रम-गहन मशीनिंग को महीन या अधिक जटिल सुविधाएं शुरू करने की आवश्यकता है ।
वैकल्पिक रूप से, कोलाइडयन दबाव कम sintering के साथ तकनीक बनाने के पास पूर्ण घनत्व भागों है कि कोई मशीनिंग के लिए ंयूनतम की आवश्यकता का उत्पादन कर सकते हैं । समेकन के दौरान बाहरी दबाव की कमी के कारण, sintering एड्स सामांय रूप से मिट्टी के माध्यम से जोड़ रहे है के लिए दबाव sintering की प्रभावशीलता में वृद्धि हुई है । कार्बन सामांयतः बी4सी5,6,7के लिए एक sintering सहायता के रूप में प्रयोग किया जाता है । इस तरह के nanoparticle पाउडर या pyrolysis से कार्बन कार्बनिक के रूप में विभिंन कार्बन स्रोतों, इस्तेमाल किया जा सकता है । अनाज सीमाओं के साथ कार्बन sintering सहायता के सजातीय वितरण बी4सी की वर्दी sintering प्राप्त करने के लिए एक महत्वपूर्ण कारक है । इसलिए, कार्बन एकाग्रता और बी4सी कण आकार भी महत्वपूर्ण है और sintering भागों के लिए उच्च घनत्व8के लिए संबंधित कारक हैं ।
जटिल आकार के सिरेमिक पार्ट्स प्राप्त करने के लिए सबसे होनहार कोलाइडयन बनाने की तकनीक में से एक gelcasting है । इस तकनीक को एक मोल्ड में एक कार्बनिक मोनोमर के साथ एक सिरेमिक निलंबन कास्टिंग शामिल है जो एक जेल9,10,11के रूप में कार्य करने के लिए सीटू में polymerizes । जेल मोल्ड के आकार में एक हरे रंग की शरीर के रूप में एक बांधने की मशीन के रूप में कार्य करता है कि काफी मजबूत करने के बाद प्रसंस्करण कदम में टूटना बिना संभाला है । पहले असंभव 3 डी मोल्ड geometries अब कम लागत बहुलक आधारित additive विनिर्माण (हूं) ऐसी stereolithography के रूप में तकनीक (SLA) और जुड़े बयान मॉडलिंग (FDM)12के माध्यम से उत्पादन किया जा सकता है । 3डी प्रिंटर की हालिया उपलब्धता ने बेहद जटिल geometries के साथ सिरामिक्स को डिजाइन करने के लिए नई संभावनाएं खोली हैं ।
नकारात्मक additive विनिर्माण एक तकनीक है कि बलि 3 डी-मुद्रित मोल्ड के साथ gelcasting को जोड़ती है । सिरेमिक भाग की जटिलता सीधे मोल्ड डिजाइन की जटिलता से संबंधित है । मोल्ड डिजाइन अब अविश्वसनीय रूप से उच्च संकल्प प्लास्टिक 3 डी प्रिंटर के आगमन के साथ परिष्कृत किया जा सकता है । उदाहरण के लिए, 3d स्कैनिंग टूल का उपयोग किसी व्यक्ति की आकृति को कैप्चर करने और नए साँचे में शामिल किए जाने के लिए किया जा सकता है. नकारात्मक का उपयोग कर रहा हूं, हल्के सिरेमिक कवच व्यक्ति के शरीर के आकार और आकार के अनुरूप बनाया जा सकता है । इस तरह के डिजाइन अनुकूलन उपयोगकर्ताओं के लिए बढ़ाया गतिशीलता के साथ हल्का वजन कवच प्रदान कर सकते हैं ।
अंय आम सिरेमिक ऐसी प्रत्यक्ष स्याही लिखने के रूप में तकनीक हूं (DIW), चयनात्मक लेजर sintering (SLS), और बांधने की मशीन jetting (बीजे) भी जटिल आकार का सिरेमिक भागों के उत्पादन में प्रभावी रहे हैं । हालांकि, इन तकनीकों के अधिकांश केवल ठीक छिद्रित संरचनाओं के उत्पादन के लिए उपयोगी होते है और कुशल जब बड़े भागों को स्केलिंग नहीं कर रहे हैं, जैसे कवच आवेदन13,14,15,16, 17. इसके अलावा, इन तकनीकों की सबसे उच्च मात्रा उच्च व्यय के कारण उत्पादन के लिए व्यवहार्य नहीं हैं । इसलिए, नकारात्मक AM बड़े पैमाने पर भागों के औद्योगिक स्तर के उत्पादन के लिए एक पसंदीदा और अपेक्षाकृत सस्ता मार्ग है ।
बी4सी gelcasting के लिए इस्तेमाल किया निलंबन चिपचिपापन में कम होना चाहिए और एक बीच बढ़िया तालमेल एजेंट और sintering सहायता होते हैं । Resorcinol और formaldehyde एक Resorcinol-formaldehyde (आरएफ) नेटवर्क है, जो बी4सी कणों को एक साथ बांध करने में मदद करता है फार्म करने के लिए polycondensation प्रतिक्रियाओं से गुजरना करने की क्षमता के लिए चुना जाता है । पारंपरिक hydrogels gelcasting के लिए इस्तेमाल किया खोखले उच्च आवक सुखाने की प्रक्रिया18के दौरान अनुभवी सिकुड़ना के कारण कोर के साथ molds तक सीमित हैं । के बाद से आरएफ सामांयतः एक aerogel के रूप में प्रयोग किया जाता है, वहां कोई संकोचन, जो और अधिक जटिलता आकार molds के उपयोग के परमिट के लिए थोड़ा है । आरएफ का उपयोग करने का एक और लाभ यह है कि जमाना दर निलंबन (चित्रा 3) के पीएच में फेरबदल करके नियंत्रित किया जा सकता है । इसके अतिरिक्त, या तो resorcinol या formaldehyde युक्त निलंबन उंनत में तैयार किया जा सकता है और अलग से संग्रहीत जब तक वे कास्टिंग के लिए तैयार हैं । सबसे महत्वपूर्ण बात, आरएफ जेल ५० wt% कार्बन19पीछे छोड़ने के लिए pyrolyzed जा सकता है । कार्बन का यह अत्यधिक समरूप वितरण sintering के दौरान लगभग पूर्ण घनत्व करने के लिए बी4सी के सघनीकरण सहायता कर सकता है । 15 wt% बोरान कार्बाइड के सापेक्ष आरएफ के निर्माण में प्रयोग किया जाता है निलंबन के लिए ७.५ wt% कार्बन की कास्ट पार्ट्स के pyrolysis के बाद प्रदान करते हैं ।
इस काम का समग्र लक्ष्य के लिए सस्ती 3 डी मुद्रण क्षमताओं और एक अद्वितीय बीच बढ़िया तालमेल एजेंट के साथ पारंपरिक gelcasting तकनीक गठबंधन के लिए अत्यधिक जटिल geometries के साथ निकट पूर्ण घनत्व बोरान कार्बाइड भागों प्राप्त है । चीनी मिट्टी की चीज़ें के अलावा, नकारात्मक हूं अंय सामग्री क्षेत्रों के लिए लागू किया जा सकता है के लिए बहु सामग्री प्रणालियों के पूरी तरह से नया geometries बनाएं । यहां बताई गई कार्यप्रणाली को Lu एट अल में प्रस्तुत किए गए कार्य पर विस्तार से बताया । 8 और उन परिणामों reproducing के लिए एक अधिक विस्तृत प्रोटोकॉल प्रदान करना है ।
Subscription Required. Please recommend JoVE to your librarian.
Protocol
चेतावनी: सभी सामग्रियों की सुरक्षा डेटा पत्रक (एसडीएस) के साथ परामर्श करें, और कास्टिंग और इलाज से पहले सामग्री हैंडलिंग करते समय उचित सुरक्षात्मक उपकरण (पीपीई) पहनें । Resorcinol और पॉलीथीन िमीन विषाक्त होने के लिए जाने जाते हैं । Formaldehyde दोनों विषैले और यलो20है । चीनी मिट्टी के निलंबन की तैयारी रासायनिक धुएं डाकू या अंय ठीक हवादार काम वातावरण में किया जाना चाहिए ।
1. नकारात्मक Additive विनिर्माण
-
एक १२० एमएल दो भाग निलंबन की तैयारी
नोट: कास्टिंग से पहले निलंबन के शैल्फ जीवन को लंबा करने में मदद के लिए एक दो भाग निलंबन तैयार किया जाएगा । एक निलंबन (R-मिश्रण) resorcinol घटक शामिल होंगे, और अंय (एफ मिश्रण) formaldehyde घटक शामिल होंगे । दोनों निलंबन एक साथ मिश्रित किया जाएगा करने के लिए एक अंतिम निलंबन है कि जमाना प्रक्रिया शुरू होगा फार्म ।- आर मिश्रण बनाने के लिए, एक ग्रहों मिक्सर का उपयोग कर पानी की २५.०० ग्राम में पॉलीथीन िमीन (पी) के ०.८८ ग्राम भंग द्वारा शुरू करते हैं ।
- एक अलग एफ मिश्रण बनाने के लिए, एक ग्रहों मिक्सर का उपयोग कर पानी की १६.८३ ग्राम में पॉलीथीन िमीन (पी) के ०.८८ जी भंग.
नोट: २००० rpm पर एक ग्रहों मिक्सर का उपयोग कम से कम कई मिनट के लिए पर्याप्त कतरनी बलों को चिपचिपा बेई, resorcinol, और formaldehyde भंग करने में मदद प्रदान करेगा, और बोरान कार्बाइड कणों को निलंबित । पी बी4सी कणों के लिए dispersing एजेंट के रूप में कार्य करता है - आर मिश्रण में resorcinol पाउडर के १२.६० ग्राम भंग । समाधान एक बादल से सफेद मिश्रण से पाउडर के पूर्ण विघटन के बाद एक स्पष्ट पारदर्शी समाधान के लिए बंद कर देना चाहिए ।
- F-मिश्रण करने के लिए formaldehyde समाधान के १७.०३ g जोड़ें और पूरा मिश्रण सुनिश्चित करें ।
- संवर्द्धित ५.२५ g (बोरान कार्बाइड पाउडर के ६३.०० g तक पहुंचने तक 12 वृद्धि) जोड़ें (1500F) आर मिश्रण और एफ मिश्रण अलग से ।
- आर मिश्रण और एफ मिश्रण करने के लिए एसिटिक एसिड की ६.५० ग्राम जोड़ें और प्रत्येक में पूरा मिश्रण सुनिश्चित करें ।
नोट: इस बिंदु पर, दो भाग सस्पेंशन बी4सी के ४२ vol% होगा और कास्टिंग के लिए संयुक्त या भविष्य के उपयोग के लिए संग्रहीत किया जा करने के लिए तैयार है (यदि पर्याप्त रूप से बंद) । सावधान रहना है कि अगर निलंबन ~ 1 ज या अधिक के लिए बैठते हैं, कण बसने हो जाएगा । सुनिश्चित करें कि कणों निलंबन का उपयोग करने से पहले पूरी तरह से आंदोलन लागू करने से resuspend कर रहे हैं । इसके अलावा, तीन बोरान कार्बाइड, 1250F, 1500F, और 3000F के विभिंन वाणिज्यिक बैचों (उनके अनुमानित चलनी मेष आकार के अनुसार नाम), मूलतः परीक्षण किया गया । प्रत्येक बैच एक अलग कण आकार वितरण है, और 1500F बी4सी बैच उच्चतम sintering घनत्व को प्राप्त करने के लिए पाया गया था, के रूप में लू एट अल में सूचना दी । 8. एसिटिक एसिड भी बी4सी ठोस कदम लदान के रूप में अच्छी तरह से पहले जोड़ा जा सकता है, लेकिन अंत में जोड़ने एसिटिक एसिड गंध सीमित द्वारा हैंडलिंग की बेहतर आसानी प्रदान करता है ।
-
कास्टिंग के लिए 3डी प्रिंटेड मोल्ड्स की तैयारी
- एक कंप्यूटर सहायता प्राप्त डिजाइन (सीएडी) सॉफ्टवेयर प्रोग्राम में मोल्ड डिजाइन तैयार करें ।
- acrylonitrile ब्यूटाडाइन styrene (ABS) रेशा के साथ एक जुड़े बयान मॉडलिंग (FDM) 3 डी प्रिंटर का उपयोग कर molds प्रिंट ।
नोट: एसीटोन वाष्प के लिए मोल्ड बनावट चिकनी अगर21वांछित इस्तेमाल किया जा सकता है । सुझाया नोक और बिस्तर तापमान २४० डिग्री सेल्सियस और ११० डिग्री सेल्सियस, क्रमशः कर रहे हैं । परत मोटाई (०.२ mm), बाहर निकालना गति, और शीतलक दर जैसे पैरामीटर्स को ंयूनतम विकृति के साथ भाग की गुणवत्ता का अनुकूलन करने के लिए चुना जाता है । यह एक अद्वितीय प्रिंटर प्रणाली के साथ कुछ परीक्षण और त्रुटि की आवश्यकता है । एक दीवार की मोटाई में कम से 1 मिमी की सलाह दी है । न्यूनतम सुविधा का आकार ०.५ मिमी है; हालांकि, यह सुझाव दिया है कि लू एट अल से 1 मिमी. molds से नीचे नहीं जाना है । 8 सामग्री के समर्थन में डाउनलोड ऑनलाइन के लिए उपलब्ध हैं ।
-
कास्टिंग के लिए तैयार करने के लिए दो भाग निलंबन का संयोजन
- संयोजन से पहले, अच्छी तरह से आंदोलन (एक भंवर या ग्रहों मिक्सर का उपयोग करके) आर मिश्रण के साथ F-मिश्रण निलंबन व्यक्तिगत रूप से बी4सी कणों को सुनिश्चित करने के लिए अच्छी तरह से निलंबित कर रहे हैं.
- अंतिम निलंबन प्राप्त करने के लिए R-मिश्रण और F-मिश्रण को संयोजित करें ।
नोट: संयुक्त निलंबन के पीएच २.८ है, जो de-हवा के लिए काम कर रहे समय के बारे में 30 मिनट प्रदान करेगा और जमाना शुरू होने से पहले अंतिम निलंबन कास्ट किया जाना चाहिए । जमाना की शुरुआत निलंबन की चिपचिपापन में तेज वृद्धि से मनाया जा सकता है । - कास्टिंग, मिश्रण और वैक्यूम लागू करने से पहले (20-200 torr या 2.7-27 केपीए) के बारे में 10 मिनट के लिए अंतिम निलंबन मिश्रण करने के लिए पानी उबलते बिना हवा के बुलबुले को दूर करने के लिए । यह एक वैक्यूम जार के साथ 200-300 rpm पर एक सरगर्मी थाली का उपयोग करके पूरा किया जा सकता है ।
-
Gelcasting
- तुरंत 3 डी में प्रसारित निलंबन डालना-प्रिंटेड मोल्ड्स ।
- एक सील ग्लास कंटेनर के अंदर मोल्ड प्लेस करने के लिए इलाज की प्रक्रिया के दौरान नमी हानि को रोकने के ।
- इलाज की प्रक्रिया शुरू करने के लिए एक 60-80 डिग्री सेल्सियस ओवन में molds के साथ सील कंटेनर प्लेस ।
- भागों है कि लंबाई के पैमाने में कई सेंटीमीटर या शायद अब बड़ा मोल्ड के लिए कर रहे है के लिए कम से कम 8 घंटे के लिए इलाज करने के लिए कलाकारों की अनुमति दें ।
-
मोल्ड्स का विघटन हरित शरीर प्राप्त करने के लिए
- ओवन से मोल्ड के साथ सील कंटेनर निकालें और यह कमरे के तापमान को शांत करने के लिए अनुमति देते हैं ।
- कंटेनर में पर्याप्त एसीटोन जोड़ें जब तक मोल्ड पूरी तरह से submersed है । मात्रा आकार और इस्तेमाल किया मोल्ड की मात्रा के आधार पर भिंन होगा (आम तौर पर एक सांचे में ५० सेमी3 है कि एक मोल्ड के लिए एसीटोन के १०० मिलीलीटर) ।
नोट: इस प्रक्रिया को दूर भंग किया जा करने की जरूरत है कि प्लास्टिक की मात्रा के आधार पर 2-4 दिन तक लग सकते हैं. एसीटोन स्नान के ंयूनतम आंदोलन या यह थोड़ा ४० डिग्री सेल्सियस के लिए इस प्रक्रिया को गति में मदद कर सकते है हीटिंग । जब एसीटोन स्नान हीटिंग सावधानी निष्पादित, के रूप में यह एक ज्वलनशील रसायन है और जब कुछ संरचना पर्वतमाला में हवा के साथ संयुक्त विस्फोटक हो सकता है । - पेट प्लास्टिक दूर भंग है के बाद एसीटोन स्नान से मुक्त हरी शरीर निकालें ।
नोट: के बाद आरएफ ठीक हो गया है, मोल्ड दूर भंग किया जा सकता है एक ठोस हरे इनर मोल्ड ज्यामिति के एक नकारात्मक प्रति के रूप में आकार शरीर प्राप्त करने के लिए । इस हरे रंग शरीर को तोड़ने के बिना बाद के बाद प्रसंस्करण कदम में कोमल और सावधान हैंडलिंग जीवित रहने के लिए काफी मजबूत होना चाहिए । - पूरा सुखाने और सभी नमी को हटाने सुनिश्चित करने के लिए ८० डिग्री सेल्सियस पर एक ओवन में हरे शरीर प्लेस ।
नोट: सुखाने समय हरे शरीर की मात्रा के आधार पर बदलता है । भाग छोड़ने के लिए रात भर सूखी (> 8 घंटे) हरे शरीर के आकार के लिए पर्याप्त है कम से १००० cm3। अधिक सुखाने में कोई हर्ज नहीं है ।
2. जलकर
- सूखने के बाद प्लेस एक 2 इंच क्वार्ट्ज ट्यूब में प्रत्येक हरे शरीर ग्रेफाइट पंनी के साथ लाइन में खड़ा है और उंहें बहने गैस के साथ एक भट्ठी में डाल [२५० के मानक घन सेंटीमीटर एयर (SCCM) 4 wt% एच2(जी) और ९६ wt% एआर (जी) से मिलकर के दौरान एक कम करने का माहौल बनाने के लिए pyrolysis उपचार].
- १०५० डिग्री सेल्सियस तक 5 डिग्री सेल्सियस/मिनट पर भट्ठी के अंदर हरे शरीर गर्मी और 3 घंटे के लिए पकड़ ।
नोट: जेल-कास्ट ग्रीन शरीर बी4सी के सापेक्ष आरएफ के 15 wt% होगा और pyrolysis प्रक्रिया के बाद कार्बन में लगभग ७.५ wt% प्रदान करेगा । इस प्रक्रिया resorcinol-formaldehyde अवशेषों की बहुत निकालता है और अगर कोई जाल इस्तेमाल किया जाता है बुरी तरह से भट्ठी दूषित होगा । - सुनिश्चित करें कि हरे शरीर बाहर आ समान रूप से रंग में गहरा, pyrolysis उपचार से कार्बन की उपस्थिति का संकेत है ।
3. Sintering
नोट: sintering के बाद, नमूनों की सतह किसी न किसी इस्तेमाल किया मोल्ड की सतह किसी न किसी की तुलना में थोड़ा सुधार होगा । यह sintering से नमूनों की 57-58 vol% संकोच का परिणाम है ।
- एक ग्रेफाइट भट्ठी में वैक्यूम backfilled बहने हीलियम गैस (४२० SCCM) sintering के लिए के साथ कार्बन भागों प्लेस । लागू २८० SCCM सामने और पाइरोमीटर खिड़कियां और १४० SCCM सीधे नमूना कक्ष में ~ १७० केपीए के एक प्रवेश के दबाव के साथ ।
- २२९० ° c करने के लिए भट्ठी को हीट (20 k/न्यूनतम करने के लिए २००० ° c तो 3 k/मिनट के लिए २२९० ° c) और भागों के इष्टतम सघनीकरण प्राप्त करने के लिए 1 घंटे के लिए पकड़ो ।
नोट: आर्किमिडीज घनत्व sintered बोरान कार्बाइड भागों के घनत्व को मापने के लिए एक आम और त्वरित तकनीक है । आर्किमिडीज घनत्व किट विश्लेषणात्मक संतुलन तराजू पर जोड़ा जा सकता है नमूनों के घनत्व को मापने या मैंयुअल रूप से22निर्धारित । कार्बन में ७.५ wt% के साथ बोरान कार्बाइड २.४९ ग्राम की एक सैद्धांतिक अधिकतम घनत्व (TMD) होगा/ इस पद्धति से २२९० डिग्री सेल्सियस पर sintered पार्ट्स २.४३ ± ०.०१ ग्राम/सेमी3 जो ९७.६ ± ०.४% TMD है में परिणाम होगा ।
Subscription Required. Please recommend JoVE to your librarian.
Representative Results
उल्लिखित प्रक्रिया (1 चित्रा), कार्बन के साथ जटिल आकार बोरान कार्बाइड भागों के बाद (बी4सी/sintered जा सकता है ९७.६ ± ०.४% सैद्धांतिक अधिकतम घनत्व के २३.० ± १.८ GPa8की एक विकर कठोरता के साथ । sintered बी4सी/सी भागों के कई संभावित उदाहरण प्रदर्शित कर रहे है (चित्रा 2) । ये उदाहरण gelcasting तकनीक द्वारा प्रतिलिपि किया जा सकता जो ठीक textural सुविधाएँ दिखाएँ । यह भागों है कि सटीक मेसो पैमाने पर सुविधाओं की आवश्यकता बनाने के लिए लाभप्रद है । Rheology का अंतिम बी4सी सस्पेंशन अलग पीएचएस के लिए निर्धारित किया गया था । एक पीएच २.८ निलंबन 20 मिनट है, जो मिश्रण के लिए पर्याप्त है के लिए सबसे कम चिपचिपापन होने के रूप में मापा गया था, de-प्रसारण, और (चित्रा 3) कास्टिंग ।
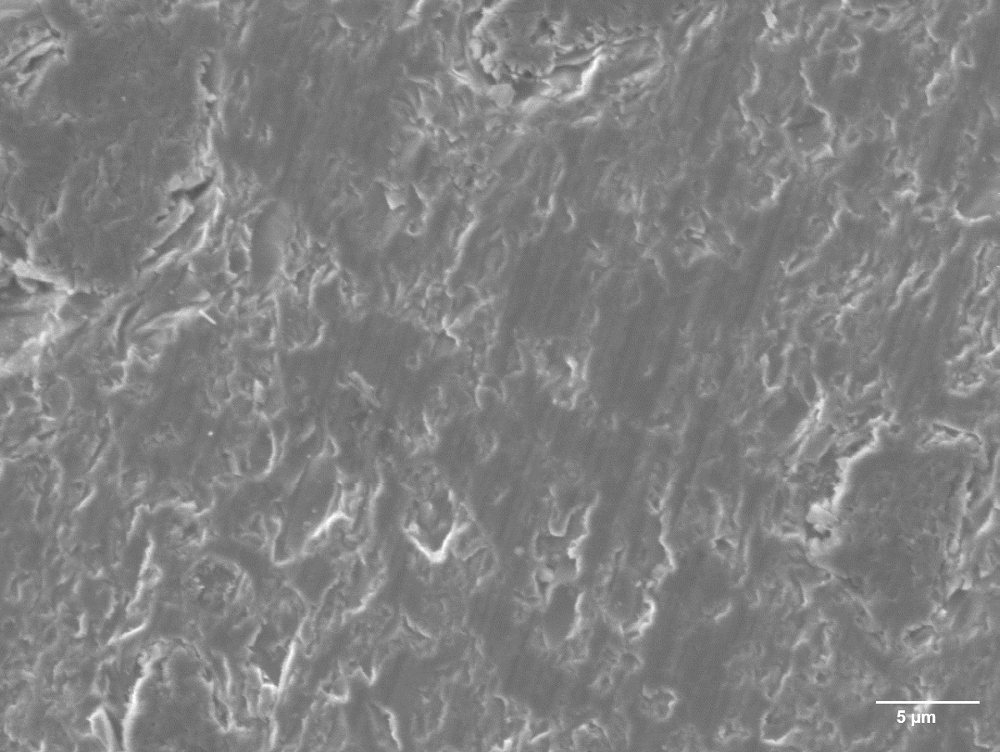
इसके अलावा इलेक्ट्रॉन माइक्रोस्कोपी स्कैनिंग संकेत दिया कि कार्बन की वर्दी नेटवर्क आरएफ (चित्रा 4a और 4B) के pyrolysis के बाद बी4सी कणों पर लेपित हैं । कास्टिंग और बाद गर्मी उपचार के कदम के बाद, एक्स-रे विवर्तन (XRD) का उपयोग लक्षण वर्णन ग्रेफाइट (आंकड़ा 4c) के रूप में कार्बन के विकास की पुष्टि की । एक पूरी तरह से sintered बोरान कार्बाइड नमूना के Microstructural छवि अंतिम भाग है, जो अत्यधिक वांछनीय है (चित्रा 5) में कम porosity से पता चला ।

चित्रा 1 : उच्च घनत्व जटिल आकार बोरान कार्बाइड के उत्पादन के लिए पूरे नकारात्मक AM प्रक्रिया का चित्रण। इस योजनाबद्ध पूरे निर्माण की प्रक्रिया के एक कदम दर कदम सिंहावलोकन प्रदान करता है, मोल्ड के 3 डी मुद्रण से अंतिम सिरेमिक भाग के sintering के लिए । यह आंकड़ा Lu एट अल से अनुमति के साथ संशोधित किया गया है । 8. कृपया यहां क्लिक करें इस आंकड़े का एक बड़ा संस्करण को देखने के लिए ।

चित्रा 2 : Sintered कॉम्प्लेक्स के आकार का B 4 सी के साथ भागों > 97% नकारात्मक से तैयार घनत्व हूं। (a) Gyroid; (ख) सेल्टिक गाँठ; (ग) घन जाली । प्रत्येक आकार के लिए मामूली textural अंतर के लिए 3 डी-प्रिंट किए गए मोल्ड की गुणवत्ता में अंतर के कारण है (गहरे काले क्षेत्रों कार्बन अवशेषों है मोल्ड के pyrolysis के बाद सतह पर छोड़ दिया और बंद मला जा सकता है) । यह आंकड़ा Lu एट अल से अनुमति के साथ संशोधित किया गया है । 8. कृपया यहां क्लिक करें इस आंकड़े का एक बड़ा संस्करण को देखने के लिए ।

चित्रा 3 : Rheology अंतिम B4C निलंबन । (a) बी4सी और resorcinol-formaldehyde के साथ अलग पीएच सस्पेंशन के लिए समय के एक समारोह के रूप में जटिल चिपचिपापन । और अधिक मोटा होना 1 Pa ∙ एस पर चिपचिपापन के रूप में परिभाषित किया गया है (ख) अलग पीएच निलंबन के लिए और अधिक मोटा होने तक पहुंचने के लिए समय । यह आंकड़ा Lu एट अल से अनुमति के साथ संशोधित किया गया है । 8. एक निरंतर 30% दोलन तनाव और 1 हर्ट्ज आवृत्ति पर संलग्न समानांतर परिपत्र प्लेटों के साथ एक rheometer जटिल चिपचिपापन को मापने के लिए इस्तेमाल किया गया था । सभी नमूनों एक पीएच २.८ नमूना है जहां साधन में पर्यावरण तापमान चैंबर गर्मी प्रदान करने के लिए इस्तेमाल किया गया था के अलावा कमरे के तापमान पर मापा गया (१६.२ ° c/मिनट) तक ८० ° c तक पहुंच गया था । कृपया यहां क्लिक करें इस आंकड़े का एक बड़ा संस्करण को देखने के लिए ।

चित्र 4 : स्कैनिंग इलेक्ट्रॉन माइक्रोस्कोपी और XRD आरएफ जेल pyrolysis के बाद बोरान कार्बाइड मैट्रिक्स के भीतर कार्बन नेटवर्क की उपस्थिति की पहचान करने के लिए इस्तेमाल किया गया। बोरान कार्बाइड 1500F कणों (a) कार्बन कोटिंग के बिना और (ख) ७.५ wt% कार्बन कोटिंग के साथ दिखाया जाता है । (ग) बी४सी डाली के विभिन्न ताप उपचार अवस्थाओं का XRD. यह आंकड़ा Lu एट अल से अनुमति के साथ संशोधित किया गया है । 8. XRD स्पेक्ट्रा एक एक्स-रे डिफफ्रक्टोमीटर पर एकत्र किया गया । नमूने एक बहुलक मिट्टी पर घुड़सवार और फ्लैट समतल थे । एक LynxEye 1-आयामी रैखिक एसआई पट्टी डिटेक्टर 6 मिमी और एक ०.५ ° विरोधी तितर बितर भट्ठा के एक चर विचलन भट्ठा के साथ प्रयोग किया गया था । स्रोत Ni-फ़िल्टर घन विकिरण (λ = १.५४०६ Å) एक सील एक्स-रे ट्यूब से ४० केवी और ४० mA पर संचालित था । स्रोत और डिटेक्टर एक साथ नमूने से तय कोणों पर 20-80 ° की एक संयुक्त 2θ के साथ स्कैन किया गया 0.02 °/s. के बाद प्रसंस्करण एल्गोरिदम XRD विश्लेषण सॉफ्टवेयर से दूर पृष्ठभूमि शोर से योगदान पट्टी करने के लिए उपयोग किए गए थे और K-अल्फा 2 विकिरण. एक स्कैनिंग इलेक्ट्रॉन माइक्रोस्कोप पर १०.० केवी तेज वोल्टेज माध्यमिक इलेक्ट्रॉन मोड पर B4C कणों छवि के लिए इस्तेमाल किया गया था । कृपया यहां क्लिक करें इस आंकड़े का एक बड़ा संस्करण को देखने के लिए ।

चित्रा 5 : एक देखा-कट पार एक २२९० ° c के अनुभागीय सतह sintered 1500F बोरान कार्बाइड नमूना ~ ९७% घनत्व पर । यह आंकड़ा Lu एट अल से अनुमति के साथ संशोधित किया गया है । 8. कृपया यहां क्लिक करें इस आंकड़े का एक बड़ा संस्करण को देखने के लिए ।
Subscription Required. Please recommend JoVE to your librarian.
Discussion
प्रोटोकॉल में वर्णित नकारात्मक additive विनिर्माण की कार्यप्रणाली जटिल आकार बोरान कार्बाइड भागों २२९० डिग्री सेल्सियस के एक इष्टतम तापमान पर sintering के बाद लगभग पूर्ण घनत्व पर उत्पादन किया जा करने के लिए अनुमति देता है । पहले कई तैयारी और कास्टिंग से संबंधित कदम ंयूनतम दोषों के साथ एक उच्च गुणवत्ता वाले कलाकारों पैदा करने के लिए सबसे महत्वपूर्ण हैं । निलंबन की चिपचिपाहट बहुत अधिक है, तो गरीब मिश्रण हो जाएगा । sintered भाग के porosity भी प्रभावित है के बाद से वृद्धि हुई चिपचिपापन हवा बुलबुला हटाने में बाधा । अंतिम निलंबन मिश्रण और de-प्रसारण के बाद भी लंबे समय के लिए निष्क्रिय बैठा दिया गया है, चिपचिपापन में वृद्धि अनियमित आकार 3 डी-प्रिंट किए गए मोल्ड में छोटे गुहाओं में भरने के लिए समस्याग्रस्त हो जाएगा ।
एक और मुद्दा है के बारे में पता होना जलीय निलंबन में है झोंकने का असर बसने । यदि निलंबन चिपचिपापन कास्टिंग के बाद पर्याप्त रूप से कम है और तुरंत ठीक नहीं है, बोरान कार्बाइड के कणों में निलंबन होगा, हरे शरीर में एक एकाग्रता ढाल के कारण । अनुचित रूप से डाली भागों sintering के दौरान नीचे की तुलना में शीर्ष पर उच्च सिकुड़न के साथ, ख़राब जाएगा । इस समस्या के उपचार के लिए, बहु-मोडल कण आकार वितरण के साथ बोरान कार्बाइड sintering के दौरान गैर-वर्दी संकोची मुद्दों को कम करने के लिए उपयोग किया जा सकता है । आरएफ के जमाना दर, जो पीएच और मिश्रण के तापमान पर अत्यधिक निर्भर है, एक और महत्वपूर्ण पहलू पर विचार है । उच्च पीएच और तापमान तेजी से बहुलकीकरण कैनेटीक्स के अनुरूप है, जो निलंबन की चिपचिपाहट में वृद्धि के रूप में मनाया जाएगा । निलंबन के पीएच को कम करने के लिए और भी एक थर्मल सेट के रूप में तुरंत शुरू किया जा इलाज के लिए कास्टिंग के दौरान लंबे समय तक काम करने के लिए अनुमति देता है ।
हालांकि नकारात्मक हूं बड़े जटिल आकार भागों की उच्च मात्रा के उत्पादन के लिए एक आसानी से स्केलेबल तकनीक है, इस विधि लघु भागों के उत्पादन में सीमित है । सभी चीनी मिट्टी की जातियों के हरे शरीर एक अंतर्निहित हरी ताकत है । अगर आयाम पर्याप्त छोटे हैं, एक डाली भाग की हरी ताकत कमजोर हो जाएगा । उदाहरण के लिए, एक हरे शरीर से कम 1 मिमी मोटी आसानी से एक हरे शरीर है कि 10 मिमी मोटी से अधिक है की तुलना में कास्टिंग के बाद इलाज की प्रक्रिया के दौरान तनाव से आंतरिक संकोचन टूट जाएगा । इसलिए, मोल्ड सामग्री की लोच और जकड़न महत्वपूर्ण मापदंडों के बाद से उच्च संकोचन तनाव हो जाएगा अगर एक कड़ा मोल्ड प्रयोग किया जाता है, ८० ° c गर्मी उपचार से मोल्ड के थर्मल विस्तार की वजह से कर रहे हैं । हम प्रदर्शन किया है कि अपेक्षाकृत नरम molds जैसे hexanediol diacrylate (HDDA) के साथ अत्यधिक आदेश दिया जाली का उत्पादन किया जा सकता ~ १०० µm सुविधा के आकार के बिना टूटना और मेसो पैमाने कंपोजिट8,23बनाने के लिए ।
अंत में, नकारात्मक हूं एक सरल तकनीक है कि सस्ती प्लास्टिक 3 डी मुद्रण के साथ gelcasting को जोड़ती है जटिल आकार का सिरेमिक भागों का उत्पादन । पद्धति का लाभ यहां वर्णित है, जबकि लागत प्रभावी जा रहा है उच्च मात्रा के उत्पादन के लिए बड़े पैमाने पर इसकी क्षमता है । भविष्य के काम में शामिल होंगे उच्च बी4सी ठोस निलंबन में लोड हो रहा है sintering के दौरान सिकुड़ना सीमा । इन सामग्रियों की शक्ति गुणों का मूल्यांकन करने के लिए यांत्रिक परीक्षण भी चल रहा है । बहरहाल, नकारात्मक हूं केवल सामग्री और इस प्रोटोकॉल में प्रस्तुत प्रणालियों तक ही सीमित नहीं है । विभिन्न बीच बढ़िया तालमेल एजेंटों और अन्य AM तकनीक या सामग्री से 3d मुद्रित मोल्ड भी इस्तेमाल किया जा सकता है । उदाहरण के लिए, Franchin एट अल. 24 polyactic एसिड (पीएलए) अकार्बनिक घटक के रूप में geopolymers का उपयोग कर के साथ असुरक्षित बलि टेम्पलेट molds बनाया । इन पीएलए बलि टेंपलेट्स थर्मल जब24वांछित हटा दिया जा सकता है । इसलिए, इस प्रोटोकॉल में वर्णित सामांय तकनीक सामग्री का एक विशाल डोमेन के लिए लागू किया जा सकता है, जो परिसर के आकार का चीनी मिट्टी की चीज़ें, धातुओं के बड़े पैमाने पर विकास के लिए नई संभावनाओं को खोलने के लिए, और अंय समग्र प्रणालियों होगा ।
Subscription Required. Please recommend JoVE to your librarian.
Disclosures
लेखकों का खुलासा करने के लिए कुछ नहीं है ।
Acknowledgments
यह काम अमेरिका के ऊर्जा विभाग के तत्वावधान में लॉरेंस लिवरमोर राष्ट्रीय प्रयोगशाला द्वारा अनुबंध DE-AC52-07NA27344 के तहत किया गया था । IM रिलीज LLNL-JRNL-७५०६३४.
Materials
| Name | Company | Catalog Number | Comments |
| Boron carbide powder 1250F | Tetrabor Ceramics | Lot 211M419 | >96% purity |
| Boron carbide powder 1500F | Tetrabor Ceramics | Lot 209M102/9 | >96% purity |
| Boron carbide powder 3000F | Tetrabor Ceramics | Lot 111m53/9 | >96% purity |
| Polyethylene Imine (PEI) | Sigma Aldrich | MKBP3417V | Averaged MW ~25,000 by L.S. |
| Resorcinol | Sigma Aldrich | MKBG6751V | BioXtra, ≥99% |
| Formaldehyde | Fisher Scientific | F79-1 | 37% by weight; Stabilized with 10-15% Methanol |
| Acetic Acid | Sigma Aldrich | SKU 695092 | Glacial ≥99.7% |
| Acetone | Sigma Aldrich | SKU 179124 | ACS Reagent Grade ≥99.5% |
| Water | LLNL In-house (Milli-Q) | ||
| Planetary Mixer | Thinky | AR-250 | Fits 150mL and 300mL Thinky containers |
| Acrylonitrile butadiene styrene (ABS) plastic filament | eSUN | Natural color | |
| Taz 6 (3D printer) | Lulzbot | FDM 3D printer | |
| 4%H2/96%Ar gas | Air Gas | UHP | 4% Hydrogen, balanced Argon |
| Helium gas | Air Gas | UHP | Helium |
| Heating oven | Neytech | Vulcan 9493308 | Oven for 80 °C curing |
| Quartz tube furnace | Applied Test Systems, Inc. | LEA 05-000075 | Furnace for 1050 °C carbonization |
| Graphite furnace | Thermal Technology LLC | Sintering furnace | |
| Scanning Electron Microscope (SEM) | Jeol | JSM-7401F | |
| pH meter | Thermo Scientific | Orion 4 Star | calibrated with buffer standards |
| Rheometer | TA Instrument | AR2000ex | For measurement of viscosity |
| X-ray Diffractometer (XRD) | Bruker | AX D8 Advanced | |
| Analytical balance | Mettler Toledo | XS104 | |
| Bruker EVA | XRD Analysis Software |
References
- An, Q. Prediction of superstrong τ -boron carbide phase from quantum mechanics. Physical Review B. 95 (10), 100101 (2017).
- Thévenot, F. Boron carbide - A comprehensive review. Journal of the European Ceramic Society. 6, 205-225 (1990).
- Lee, H., Speyer, R. F. Pressureless sintering of boron carbide. Journal of the American Ceramic Society. 86, 1468-1473 (2003).
- Deng, J. X. Erosion wear of boron carbide ceramic nozzles by abrasive air-jets. Materials Science and Engineering: A. 408, 227-233 (2005).
- Schwetz, K. A., Grellner, W. The influence of carbon on the microstructure and mechanical properties of sintered boron-carbide. Journal of Less-Common Metals. 82, 37-47 (1981).
- Elektroschmelzwerk Kempten Gmbh. Process for the production of dense sintered shaped articles of polycrystalline boron carbide by pressureless sintering. US. Schwetz, K. A., Vogt, G. , 4195066 (1980).
- Suzuki, H., Hase, T., Maruyama, T. Effect of carbon on sintering of boron carbide. Journal of the Ceramic Association, Japan. 87, 430-433 (1979).
- Lu, R., et al. Complex shaped boron carbides from negative additive manufacturing. Materials & Design. 148, 8-16 (2018).
- Omatete, O. O., Janney, M. A., Nunn, S. D. Gelcasting: From laboratory development toward industrial production. Journal of the European Ceramic Society. 17, 407-413 (1997).
- Yang, J., Yu, J., Huang, Y. Recent developments in gelcasting of ceramics. Journal of the European Ceramic Society. 31, 2569-2591 (2011).
- Gilissen, R., Erauw, J. P., Smolders, A., Vanswijgenhoven, E., Luyten, J. Gelcasting a near net shape technique. Materials & Design. 21, 251-257 (2000).
- Travitzky, N., et al. Additive manufacturing of ceramic-based materials. Advanced Engineering Materials. 16, 729-754 (2014).
- Zocca, A., Colombo, P., Gomes, C. M., Gunster, J. Additive Manufacturing of Ceramics: Issues, Potentialities, and Opportunities. Journal of the American Ceramic Society. 98, 1983-2001 (2015).
- Deckers, J., Vleugels, J., Kruthl, J. P. Additive Manufacturing of Ceramics: A Review. Journal of Ceramic Science and Technology. 5, 245-260 (2014).
- Costakis, W. J., Rueschhoff, L. M., Diaz-Cano, A. I., Youngblood, J. P., Trice, R. W. Additive manufacturing of boron carbide via continuous filament direct ink writing of aqueous ceramic suspensions. Journal of the European Ceramic Society. 36, 3249-3256 (2016).
- Colombo, P., Schmidt, J., Franchin, G., Zocca, A., Gunster, J. Additive manufacturing techniques for fabricating complex ceramic components from preceramic polymers. American Ceramic Society Bulletin. 96, 16-23 (2017).
- Olsson, A., Hellsing, M. S., Rennie, A. R. New possibilities using additive manufacturing with materials that are difficult to process and with complex structures. Physica Scripta. 92, 053002 (2017).
- Dhara, S., Kamboj, R. K., Pradhan, M., Bhargava, P. Shape forming of ceramics via gelcasting of aqueous particulate slurries. Bulletin of Materials Science. 25, 565-568 (2002).
- Lewicki, J. P., Fox, C. A., Worsley, M. A. On the synthesis and structure of resorcinol-formaldehyde polymeric networks - Precursors to 3D-carbon macroassemblies. Polymer. 69, 45-51 (2015).
- Swenberg, J. A., et al. Formaldehyde Carcinogenicity Research: 30 Years and Counting for Mode of Action, Epidemiology, and Cancer Risk Assessment. Toxicologic Pathology. 41, 181-189 (2013).
- Kuo, C. C., Chen, C. M., Chang, S. X. Polishing mechanism for ABS parts fabricated by additive manufacturing. The International Journal of Advanced Manufacturing Technology. 91, 1473-1479 (2017).
- Kires, M. Archimedes' principle in action. Physics Education. 42, 484-487 (2007).
- Zheng, X., et al. Design and optimization of a light-emitting diode projection micro-stereolithography three-dimensional manufacturing system. Review of Scientific Instruments. 83, 125001 (2012).
- Franchin, G., Colombo, P. Porous Geopolymer Components through Inverse Replica of 3D Printed Sacrificial Templates. Journal of Ceramic Science and Technology. 6, 105-111 (2015).

{kind=link}