

Summary
음수 첨가제 제조 라는 메서드 근처의 다양 한 길이 완전히 조밀한 복잡 한 모양의 보론 카바 이드 부품을 생산 하는 데 사용 됩니다. 이 기술은 균질 성 탄소 열 분해 후 원조 소 뒤에 독특한 고 에이전트로 resorcinol-포 름 알 데히드를 포함 새로운 현 탁 액의 배합을 통해 가능 하다.
Abstract
붕 소 탄 화물 (B4C) 존재에서 어려운 재료 중 하나입니다. 그러나,이 매력적인 속성 또한 높은 착용, 높은 경도 및 armors 등 경량 소재 응용 프로그램에 대 한 복잡 한 모양으로 그것의 machineability를 제한합니다. 이 문제를 해결 하려면 음수 첨가제 제조 (오전)는 다양 한 길이 스케일에서 붕 소 탄 화물의 복잡 한 형상의 생성 하려면 사용 됩니다. 먼저 부정적인 오전은 3D 인쇄 플라스틱 금형에 gelcasting을 정지를 포함 한다. 금형은 다음 해산, 부정적인 복사본으로 녹색 시체를 뒤에 남겨두고. 때문에 전통적인 hydrogels 달리 매우 복잡 한 금형 사용 될 수 있는 아무 수축에 작은 resorcinol-포 름 알 데히드 (RF) 소설 고 에이전트로 사용 됩니다. 또한,이 고 에이전트 B4C.이 매우 동질적인 배포 인해 제자리에 탄소 2% 다공성 미만 B4C 매트릭스 내에서에 대 한 매우 효과적인 소 결 원조 ~ 50 wt % 탄소, 뒤에 남겨두고 pyrolyzed 수 있습니다. 소 결 후에 달성 될 수 있다. 이 프로토콜 자세히 완벽 하 게 고밀도 보론 카바 이드 매우 복잡 한 형상의 부품 근처를 만들기 위한 방법론을 강조 표시 합니다.
Introduction
비커스와 붕 소 탄 화물 (B4C), 경도 약 38의 GPa, 셋째 어려운으로 알려져 다이아몬드 뒤에 상용 자료 (~ 115 학점) 및 입방 붕 소 질 화물 (~ 48 GPa). 낮은 밀도 (2.52 g/cm3), 함께이 특정 속성은 armors1방어 응용 프로그램에 대 한 매력이 있습니다. B4C 높은 융해 점, 우수한 마모 저항 및 높은 중성자 흡수 제2,,34크로스에 또한 있다. 그러나, 이러한 유리한 기계적 특성의 활용 B4C를 높은 밀도 상 일반적으로 필요 합니다. 뜨거운 누르면 B4C 전체 densification를 소 결 하는 전통적인 방법 이다. 이 기술은 종종 제한 된 곡률와 간단한 형상에 제한 하 고 상당히 획 일 한 간격. 다 결정 다이아몬드 공구 또는 레이저 커팅 비싸고 노동 집약적인 가공는 세밀 하 게 또는 더 복잡 한 기능을 소개 합니다.
또는 압력 없는 소 콜 로이드 형성 기법 아무 가공을 최소화 해야 하는 전체 근처 밀도 부품을 생성할 수 있습니다. 통합 중 외부 압력의 부족, 소 에이즈 일반적으로 무부하 소의 효율성을 높이기 위해 세라믹 매체에 추가 됩니다. 탄소 B4C5,,67에 대 한 소 결 원조로 주로 사용 됩니다. 열 분해 탄 화 유기 물 나노 분말 등 다양 한 탄소 소스를 사용할 수 있습니다. 원조 곡물 경계로 소 결 탄소의 균질 배급 B4C.의 균일 한 소를 얻기 위해 중요 한 요소 이다 따라서, 탄소 농도 B4C 입자 크기는 또한 중요 한 소 결 부품 고밀도8을 위한 요소를 상호.
복잡 한 모양의 세라믹 부품을 얻기 위한 가장 유망한 콜 로이드 형성 기법 중 하나는 gelcasting입니다. 이 기술은 유기 모노 머와 세라믹 서 스 펜 션 젤9,,1011로 제자리에 polymerizes는 금형 주조 포함 됩니다. 젤 후속 단계에 파손 없이 처리를 충분히 강하다 금형의 모양에 녹색 시체를 바인더 역할을 합니다. 이전 불가능 한 3 차원 금형 형상 저가 폴리머 기반 첨가제 (오전) 제조 기술을 통해 스테레오 리소 그래피 (SLA) 등 융합된 증 착 모델링 (FDM)12이제 생산 수 있습니다. 3D 프린터의 최근 가용성은 매우 복잡 한 형상의 세라믹 설계에 대 한 새로운 가능성을 열었습니다.
음수 첨가제 제조 희생 3D 인쇄 금형 gelcasting를 결합 하는 기술입니다. 세라믹 부품의 복잡성은 직접 금형 설계의 복잡성 관련이 있습니다. 금형 디자인 지금 엄청나게 높은 해상도 플라스틱 3D 프린터의 도래와 함께 세련 된 될 수 있습니다. 예를 들어 개인의 등고선을 금형에 통합 3D 스캐닝 도구를 사용할 수 있습니다. 사용 하 여 부정적인 오전, 경량 세라믹 armors 개인의 신체 크기와 모양에 맞게 만들 수 있습니다. 이러한 디자인 사용자 지정 사용자를 위한 향상 된 이동성 가벼운 무게 armors 제공할 수 있다.
직접 잉크 같은 다른 일반적인 세라믹 오전 기술 쓰기 (DIW), 선택적 레이저 소 결 (SLS), 및 바인더 (BJ) 제트기는 또한 복잡 한 모양의 세라믹 부품을 생산에 효과적. 그러나, 이러한 기술의 대부분은만 미세 다공성 구조를 생산 하는 데 유용 되며 하지 효율적인 아머 응용 프로그램13,,1415,16, 등의 큰 부분까지 확장 17. 또한, 이러한 기술의 대부분은 높은 비용 때문에 높은 볼륨 생산 가능. 따라서, 부정적인 오전은 대규모 부품 산업 수준 생산을 위한 기본 설정 및 상대적으로 저렴 한 경로 이다.
Gelcasting에 사용 되는 B4C 정지 점도 낮은 고 고 에이전트 및 소 결 원조를 포함 해야 합니다. Resorcinol 및 포름알데히드는 B4C 입자를 결합 하는 데 도움이 resorcinol-포 름 알 데히드 (RF) 네트워크를 축 중 합 반응을 그들의 능력에 대 한 선택 됩니다. Gelcasting에 사용 되는 전통적인 hydrogels 건조 과정18동안 경험이 높은 안쪽으로 수축으로 인해 빈 코어 금형으로 제한 됩니다. RF는 aerogel으로 일반적으로 사용 하는 이후 거의 없는 수축 더 복잡 하 게 모양의 금형의 사용을 허용 하는 있다. RF를 사용 하 여의 또 다른 장점은 겔 화 속도 (그림 3) 현 탁 액의 pH를 변경 하 여 제어할 수 있습니다. 고급 고 캐스팅에 대 한 준비가 될 때까지 별도로 저장 또한 resorcinol 또는 포 름 알 데히드를 포함 하는 정지에 준비 수 있습니다. 가장 중요 한 것은, RF 젤 50 wt % 탄소19뒤에 남겨두고 pyrolyzed 될 수 있습니다. 탄소의이 매우 동질적인 배포 소 결 하는 동안 B4C 풀 근처 밀도의 densification을 도움이 됩니다. 붕 소 탄 화물 기준으로 RF의 15 wt % 후 캐스트 부품의 열 분해 탄소의 7.5 wt %를 제공 하는 서 스 펜 션의 배합에 사용 됩니다.
이 작품의 전반적인 목표는 전통적인 gelcasting 기술을 저렴 한 3D 인쇄 기능 하 고 독특한 고 에이전트 근처 전체 밀도 보론 카바 이드 매우 복잡 한 형상의 부품을 결합 하는 것입니다. 도자기, 뿐만 아니라 부정적인 오전 멀티 소재 시스템의 완전히 새로운 형상을 만드는 다른 소재 분야에 적용할 수 있습니다. 여기에 설명 된 방법론 루 외 에 제시 하는 일에 확장 8 그리고 그 결과 재현에 대 한 더 상세한 프로토콜을 제공 하는 것을 목표로.
Subscription Required. Please recommend JoVE to your librarian.
Protocol
주의: 모든 재료 안전 데이터 시트 (SDS)와 상담 하 고 주조 하 고 치료 하기 전에 자료를 처리할 때 적절 한 보호 장비 (PPE)를 착용 하십시오. Resorcinol 및 폴 리 에틸렌 것 독성 것으로 알려져 있습니다. 포름알데히드는 발암 성 및 독성이20입니다. 화학 증기 두건 또는 다른 제대로 송 풍된 작업 환경에서 세라믹 정지의 준비 할 수 있습니다.
1. 부정적인 첨가제 제조
-
120 mL 2 부 서 스 펜 션의 준비
참고: 2 부 정지 캐스팅 하기 전에 정지의 수명 연장 수 있도록 준비 됩니다. 한 서 스 펜 션 (연구-믹스) resorcinol 구성 요소를 포함 하 고 다른 (F-믹스) 포름알데히드 구성 요소를 포함 됩니다. 두 정지 겔 화 과정을 시작할 것 이다 마지막 정지를 형성 하기 위하여 함께 혼합 됩니다.- 연구-믹스를 만들려면, 행성 믹서를 사용 하 여 물의 25.00 g 폴 리 에틸렌 것 (PEI)의 0.88 g를 용 해 하 여 시작 합니다.
- 별도 F-혼합을 만들려면, 행성 믹서를 사용 하 여 물의 16.83 g 폴 리 에틸렌 것 (PEI)의 0.88 g를 분해.
참고: 적어도 몇 분 동안 2000 rpm에서 행성 믹서를 사용 하 여 충분 한 전단 세력 점성 페이, resorcinol, 및 포름알데히드, 해산 하는 데 도움이 하 고 붕 소 탄 화물 입자를 일시 중단 하려면 제공할 것입니다. 페이 B4C 입자에 대 한 분산 에이전트 역 - 연구-믹스에 12.60 g resorcinol 분말의 분해. 솔루션 혼합 분말의 완전 한 해체 후 맑고 투명 한 솔루션 흐린 흰색에서 설정 해야 합니다.
- 포름알데히드 솔루션의 17.03 g F-믹스에 추가 하 고 완전 한 혼합을 확인 합니다.
- 증분 추가 5.25 g (12 증가 63.00 g에 도달까지) 붕 소 탄 화물 분말 (1500F)의 연구-믹스 F-믹스에 별도로.
- 아세트산의 6.50 g R-믹스 및 F-믹스에 추가 하 고 각 완전 한 혼합을 확인 합니다.
참고:이 시점에서, 두 부분 정지 B4C 42 vol %와 캐스팅에 대 한 결합 될 준비가 하거나 나중을 위해 (해당 되는 경우 적절 하 게 밀봉 하는) 저장. 주의 정지 ~ 1 h 이상 앉아, 입자 침전 발생 합니다. 입자는 정지를 사용 하기 전에 철저 한 동요를 적용 하 여 resuspended는 확인 하십시오. 또한, 붕 소 탄 화물, 1250F, 1500F, 및 3000F (그들의 대략 체질된 메시 크기에 따라 명명 된)의 3 개의 다른 상업 배치는 원래 테스트 되었습니다. 각 일괄 처리에 다른 입자 크기 분포, 및 Lu 그 외 여러분 보고 1500F B4C 배치 높은 소 결 밀도 달성 하기 위해 발견 8. 초 산 B4C 고체 단계 뿐만 아니라, 로드 하기 전에 추가할 수 있습니다 하지만 초 산 냄새를 제한 하 여 취급의 더 나은 용이성을 제공 하는 끝에 추가.
-
3D의 준비 인쇄 주조 금형
- 컴퓨터 지원 설계 (CAD) 소프트웨어 프로그램에서 금형 설계를 준비 합니다.
- 아크릴로 니트 릴 부 타 디 엔 스 티 렌 (ABS) 필 라 멘 트와 함께 됐 증 착 모델링 (FDM) 3D 프린터를 사용 하 여 금형을 인쇄 합니다.
참고: 아세톤 증기 바란다면21형 텍스처 밖으로 원활 하 게 사용할 수 있습니다. 제안 된 노즐 및 침대 온도 240 ℃와 110 ° C, 각각입니다. 레이어 두께 (0.2 m m), 압출 속도, 냉각 속도 등의 매개 변수 최소 개 악으로 부품의 품질 최적화를 선택 합니다. 이 각 고유 프린터 시스템 몇 가지 시행 착오를 필요합니다. 최소 1 mm의 벽 두께 조언 된다. 최소 기능 크기는 0.5 m m; 그러나, 그것은 루 외. 에서 1. 금형 아래 가지 않기로 좋습니다. 8 물자를 지 원하는 온라인 다운로드를 위해 사용할 수 있습니다.
-
캐스팅에 대 한 준비를 두 부분 서 스 펜 션의 조합
- 결합, 전에 철저 하 게 선동 (사용 하 여 소용돌이 또는 행성 믹서) R-믹스 F-믹스 정지 개별적으로 되도록 B4C 입자는 잘 중단.
- 연구-믹스 및 F-믹스 최종 정지를 결합 한다.
참고: 결합 된 현 탁 액의 pH는 2.8, 어 드 하 겔 화 발생 시작 하기 전에 마지막 정지를 캐스팅 작업 시간 약 30 분을 제공할 것입니다 해야 합니다. 겔의 현 탁 액의 점도 급격 한 증가에서 관찰할 수 있습니다. - 캐스팅, 전에 혼합 하 고 물이 끓는 없이 기포를 제거 하는 약 10 분 동안 마지막 정지 혼합물을 진공 (20-200 torr 또는 2.7-27 kPa)를 적용 합니다. 이 진공 항아리와 200-300 rpm에서 교 반 접시를 사용 하 여 수행할 수 있습니다.
-
Gelcasting
- 바로 3D 인쇄 금형에 드 방영된 중단을 붓는 다.
- 금형 치료 과정에서 수 분 손실을 방지 하기 위해 밀폐 된 유리 용기 안에 놓습니다.
- 치료 과정을 시작 하는 60-80 ° C 오븐에 금형으로 봉인 된 컨테이너를 놓습니다.
- 몇 센티미터 길이 규모 이상 가능성이 큰 금형에 대 한 부분에 대 한 최소한 8 시간 동안 치료 캐스트를 허용 합니다.
-
녹색 시체를 금형의 해체
- 금형을 밀폐 용기 오븐에서 제거 하 고 실내 온도에 냉각 허용.
- 금형 submersed 완전히 될 때까지 충분 한 아세톤 컨테이너에 추가 합니다. 양은 크기와 금형을 사용 (일반적으로 50 cm3 차원 금형에 대 한 아세톤의 ~ 100 mL)의 볼륨에 따라 달라 집니다.
참고:이 프로세스는 멀리 해산 하는 플라스틱의 볼륨에 따라 최대 2-4 일을 걸릴 수 있습니다. 아세톤 목욕 또는 약간 40 ° C에 난방의 최소한의 교 반 속도를 내는데 도움이 됩니다. 아세톤 욕실 난방, 화학 연 하 고 특정 구성 범위에서 공기와 결합 폭발 될 수 있습니다 주의 실행 합니다. - ABS 플라스틱 멀리 해산 후 아세톤 목욕에서 자유 녹색 물체를 추출 합니다.
참고: RF 치료 후 형 수 수 녹 멀리 내부 금형 형상의 부정적인 복사본으로 모양의 단단한 녹색 시체를. 이 녹색 몸 온화 하 고 끊기 없이 후속 후 처리 단계에서 처리 주의 생존을 위해 충분히 강한 해야 합니다. - 오븐에서 완전 건조 하 고 모든 수 분의 제거를 위해 80 ° C에 녹색 시체를 놓습니다.
참고: 건조 시 녹색 바디의 볼륨에 따라 다릅니다. 건조 하룻밤 (> 8 시간) 부분을 떠나 하는 것은 1000 c m3보다는 더 적은 녹색 몸 크기에 대 한 충분 합니다. -건조에 해가 있다.
2입니다. 탄 화
- 건조 후, 각 녹색 바디 2 인치 석 영 튜브 흑연 호 일 줄지어 놓고 흐르는와 용광로에 넣어 가스 [250 표준 입방 센티미터의 공기 (SCCM) 4 wt % H2(g) 및 96 wt % 동안 줄이는 분위기는 Ar(g)의 구성 된는 열 분해 치료]입니다.
- 5 ° C/min에 용광로 내부 녹색 시체 1050 ° C까지가 열 하 고 3 시간 동안.
참고: 젤 캐스트 녹색 시체 B4C 기준으로 RF의 15 wt % 있고 열 분해 과정 후 탄소에 약 7.5 wt %를 제공할 것입니다. 이 프로세스 resorcinol-포 름 알 데히드 잔류물의 대부분을 제거 하 고 트랩을 사용 하는 경우로 오염 심각. - 그 녹색 몸 밖으로 나와 서 균일 하 게 어두운 색상, 탄소 열 분해 치료에서의 존재를 나타내는 확인 하십시오.
3. 소 결
참고: 소 결, 후에 샘플의 표면 거칠기 향상 됩니다 사용 하는 금형의 표면 거칠기에 비해 약간. 이것은 소 결에서 샘플의 57-58 vol % 수축 량의 결과 이다.
- 진공 백필 흐르는 소 결에 대 한 헬륨 가스 (420 SCCM)와 흑연으로 탄 화 부품을 놓습니다. 전면 및 고온 계 창에 280 SCCM 및 140 SCCM ~ 170 kPa의 입구 압력 샘플 챔버에 직접 적용 합니다.
- 2290 ° C (2000 ° C 2290 ° C에 다음 3 K/min로 20 K/min)에 용광로를 열 고 부품의 최적의 densification를 달성 하기 위해 1 시간 동안 합니다.
주: Archimedes 밀도 소 결 된 붕 소 탄 화물 부품의 밀도 측정 하는 일반적이 고 빠른 기술입니다. 또는 수동으로 샘플의 밀도 측정 하기 위해22결정 분석 균형 비늘에 Archimedes 밀도 키트를 추가할 수 있습니다. 붕 소 탄 화물 탄소에서 7.5 wt %와 2.49 g/cm3의 이론 최대 밀도 (TMD) 있을 것 이다. 이 방법론에서 2290 ° C에서 소 결 부품 2.43 ± 0.01 g/cm3 는 97.6 ± 0.4% 귀 착될 것 이다 TMD.
Subscription Required. Please recommend JoVE to your librarian.
Representative Results
(그림 1) 명시 된 절차에 따라 탄소 (B4C/C)와 복잡 한 모양의 보론 카바 이드 부품 수 수 소 결 했다 이론 최대 밀도의 97.6 ± 0.4 %23.0 ± 1.8 평점8의 비 커의 경도. 소 결 된 B4C/C 부품의 몇 가지 가능한 예를 보여 줍니다 (그림 2). 이 보기는 gelcasting 기술에 의해 복사할 수 있는 훌륭한 텍스처 기능을 보여준다. 이것은 정확한 meso 스케일 기능을 필요로 하는 부품을 만들기 위한 유리 이다. 마지막 B4C 현 탁 액의 유동성은 다른 pHs에 대 한 결정 했다. PH 2.8 정지 혼합, 드 방송, 및 주조 (그림 3)에 대 한 적절 일 분 이상에 대 한 낮은 점도 가진 것으로 측정 되었다.
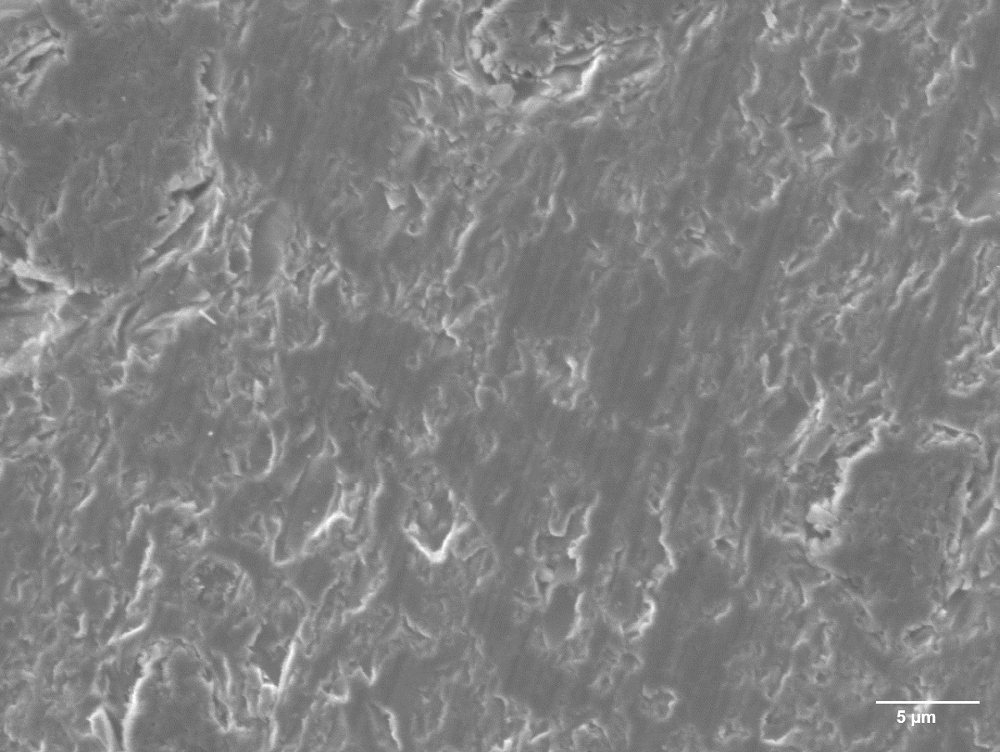
탄소의 균일 한 네트워크는 RF (그림 4A 및 4B)의 열 분해 후 B4C 입자에 코팅 된 표시 추가 스캐닝 전자 현미경 검사 법. 후에 주조 및 후 열 처리 단계, 특성 x 선 회절 (XRD)을 사용 하 여 흑연 (그림 4C)으로 탄소의 진화를 확인 했다. 완전 소 결 된 붕 소 탄 화물 샘플의 microstructural 이미지 공개는 매우 바람직한 마지막 부분에서 낮은 다공성 (그림 5).

그림 1 : 부정적인 오전 전과정 고밀도 복잡 한 모양의 붕 소 합금 생산의 묘사. 이 회로도의 최종 세라믹 부품의 소 결 금형 3D 인쇄에서 전체 제조 프로세스의 단계별 개요를 제공 합니다. 이 수치는 루 외. 허가 수정 되었습니다. 8. 이 그림의 더 큰 버전을 보려면 여기를 클릭 하십시오.

그림 2 : 소 결 된 복잡 한 모양의 B 4 C/C 부품 > 97% 밀도 부정적인 오전부터 준비. (a) Gyroid; (b) 셀 틱 매듭; (c) 큐빅는 격자 각 모양에 대 한 약간의 텍스처 차이 사용 하는 3D 인쇄 금형의 품질에 차이 (어두운 검은 탄소 잔류물 금형의 열 분해 후 표면에 남아는 지역과 문질러 수 있습니다). 이 수치는 루 외. 허가 수정 되었습니다. 8. 이 그림의 더 큰 버전을 보려면 여기를 클릭 하십시오.

그림 3 : 최종 B4C 현 탁 액의 유동 학. (다른 산도 정지 B4C와 resorcinol-포 름 알 데히드에 대 한 시간의 기능으로의 a) 복잡 한 점도 두껍게 1 Pa∙s에서 점성으로 정의 됩니다. (b) 다른 pH 정지에 대 한 농축을 도달 하는 시간. 이 수치는 루 외. 허가 수정 되었습니다. 8. 일정 30% 발진 긴장과 1 Hz 주파수에 병렬 연결 된 원형 접시와 제가 복잡 한 점도 측정 하는 데 사용 되었다. 모든 샘플 한 pH 2.8 샘플 악기에 환경 온도 챔버를 80 ° C에 도달 했습니다 때까지 열 (16.2 ° C/min)를 제공 하는 데 사용 했다를 제외 하 고 실 온에서 측정 되었다. 이 그림의 더 큰 버전을 보려면 여기를 클릭 하십시오.

그림 4 : 스캐닝 전자 현미경 검사 법 및 XRD 보론 카바 이드 매트릭스 RF 젤 열 분해 후 내 탄소 네트워크의 존재를 식별 하는 데 사용 했다. (B) 7.5 wt % 탄소 코팅을 가진 붕 소 탄 화물 1500F 입자 (a) 탄소 코팅 없이 표시 됩니다. (c) 다른 열 처리 단계 B4C 캐스팅의 XRD. 이 수치는 루 외. 허가 수정 되었습니다. 8. XRD 스펙트럼 x 선 diffractometer에 수집 되었다. 샘플은 폴리머 클레이에 탑재 되었고 평면 파괴. LynxEye 1 차원 선형 시 스트립 검출기 가변 발산 슬릿 6 m m와 0.5 ° 안티 분산형 슬릿와 함께 사용 되었다. 소스는 Ni 필터 Cu 방사선 (λ = 1.5406 Å) 봉인 된 x 선 관에서 운영 40 kV, 40 mA. 소스 및 탐지기 함께 결합 된 2θ와 샘플에서 고정된 각도에서 스캔 강화 했다의 XRD 분석 소프트웨어에서 0.02 ° / s의 후 처리 알고리즘의 속도로 20-80 ° 배경 소음에서 멀리 기여를 사용한 고 K-알파 2 한 방사선 10.0에서 스캐닝 전자 현미경 kV 전압 이차 전자 모드에서 가속 이미지는 B4C 입자에 사용 되었다. 이 그림의 더 큰 버전을 보려면 여기를 클릭 하십시오.

그림 5 : 2290 ° C 소 결된 1500F 보론 카바 이드 샘플 ~ 97%의 밀도 saw 컷 횡단면 표면. 이 수치는 루 외. 허가 수정 되었습니다. 8. 이 그림의 더 큰 버전을 보려면 여기를 클릭 하십시오.
Subscription Required. Please recommend JoVE to your librarian.
Discussion
프로토콜에서 설명 하는 부정적인 첨가제 제조 방법론 2290 ° c.의 최적 온도에서 소 결 후에 거의 전체 밀도에서 생산 되 고 복잡 한 모양의 보론 카바 이드 부품 수 준비 및 캐스팅 관련 첫 번째 몇 가지 단계는 최소한의 결함으로 캐스팅 높은 품질을 생성 하는 데 가장 중요 합니다. 현 탁 액의 점도 너무 높은, 가난한 혼합 발생 합니다. 소 결된 부품의 다공성 증가 점성 공기 거품 제거를 방해 하는 때문에, 또한 영향을. 마지막 정지 혼합 및 드 방영 후 너무 오래 유휴 앉아 있다, 점도 증가 불규칙 모양의 3D 인쇄 금형에 작은 구멍을 작성에 대 한 문제가 될 것입니다.
알고 있어야 할 또 다른 문제는 스 토크의 수성 현 탁 액에 효과 정착. 현 탁 액의 점도 주조 후 충분히 낮은 경우 즉시 치료, 붕 소 탄 화물 입자는 정지에 정착, 녹색 시체에 농도 기온 변화도 일으키는. 소 결 하는 동안 바닥에 비해 맨 높은 수축으로 잘못 캐스트 부품 변형 됩니다. 이 문제를 해결 하려면 멀티 모달 입자 크기 분포와 붕 소 탄 화물 소 결 하는 동안 비균일 수축 문제를 최소화 하기 위해 활용할 수 있습니다. 겔 화 속도 높은 pH와 혼합물의 온도에 따라 RF의 고려해 야 할 또 다른 중요 한 요소 이다. 더 높은 pH와 온도 현 탁 액의 점도 증가로 관찰 될 것 입 빠른 중 합 속도 론에 해당 합니다. 현 탁 액의 pH 감소 캐스팅 중 장시간 작업 하 고 열 집합으로 즉시 시작 치료 수 있습니다.
부정적인 오전 큰 복잡 한 모양의 부품의 대량 생산을 위한 쉽게 확장 가능한 기술입니다, 하지만이 방법은 소형 부품을 생산 제한 됩니다. 모든 세라믹 캐스트의 녹색 시체는 고유의 녹색 힘이 있다. 캐스팅 부품의 녹색 강도 크기는 충분히 작은 경우 약한 될 것입니다. 예를 들어, 녹색 몸 1 m m 두께 쉽게 내부 수축에서 휴식 것입니다 보다는 더 적은 두께 10 m m 보다 큰 녹색 바디에 비해 주조 후 경화 과정에서 강조 한다. 따라서, 금형 재료의 탄성과 강성은 중요 한 이후 높은 수축 응력 80 ° C 열 처리에서 금형의 열 확장 때문에 엄격한 금형 사용 되는 경우 발생 합니다. 우리 유통 업체 빛 (HDDA) 등 비교적 부드러운 금형 생산 ~ 100 µ m 기능 크기 파손 없이 meso 스케일 복합8,23을 만들기 위한 매우 정렬된 격자를 사용할 수 있습니다 설명 했다.
결론적으로, 부정적인 오전 복잡 한 모양의 세라믹 부품 생산 저렴 한 플라스틱 3D 인쇄와 gelcasting을 결합 하는 간단한 기술입니다. 여기서 설명 하는 방법론의 장점은 비용 효율적인 대량 생산 되는 동안 최대 규모의 수입니다. 미래의 작업 높은 B4C 고체 소 결 중 수축 량을 제한 하는 정지에 포함 됩니다. 기계 테스트는 또한 진행이 재료의 강도 특성을 평가 하기 위해입니다. 그럼에도 불구 하 고, 부정적인 오전 자료 및 시스템이이 프로토콜에만 국한 되지 않습니다. 다양 한 고 에이전트 및 다른 오전 기술 또는 자료에서 3D 인쇄 형 들도 사용할 수 있습니다. 예를 들어 Franchin 외. 24 polyactic 산 (PLA) geopolymers 무기 구성 요소로 사용 하 여 다공성 희생 템플릿 금형을 만든. 원하는 경우 이러한 PLA 희생 템플릿 열 제거 될 수 있다24. 따라서,이 프로토콜에서 설명 하는 일반적인 기술은 복잡 한 모양의 세라믹, 금속, 및 다른 복합 시스템의 대량 개발에 대 한 새로운 가능성을 열 것 이다 재료의 광대 한 도메인에 적용할 수 있습니다.
Subscription Required. Please recommend JoVE to your librarian.
Disclosures
저자는 공개 없다.
Acknowledgments
이 작품은 미국 에너지 부의 후원 아래 계약 드-AC52-07NA27344에서 로렌스 리버 모어 국립 연구소에 의해 수행 되었다. 메신저 버전 LLNL-JRNL-750634입니다.
Materials
| Name | Company | Catalog Number | Comments |
| Boron carbide powder 1250F | Tetrabor Ceramics | Lot 211M419 | >96% purity |
| Boron carbide powder 1500F | Tetrabor Ceramics | Lot 209M102/9 | >96% purity |
| Boron carbide powder 3000F | Tetrabor Ceramics | Lot 111m53/9 | >96% purity |
| Polyethylene Imine (PEI) | Sigma Aldrich | MKBP3417V | Averaged MW ~25,000 by L.S. |
| Resorcinol | Sigma Aldrich | MKBG6751V | BioXtra, ≥99% |
| Formaldehyde | Fisher Scientific | F79-1 | 37% by weight; Stabilized with 10-15% Methanol |
| Acetic Acid | Sigma Aldrich | SKU 695092 | Glacial ≥99.7% |
| Acetone | Sigma Aldrich | SKU 179124 | ACS Reagent Grade ≥99.5% |
| Water | LLNL In-house (Milli-Q) | ||
| Planetary Mixer | Thinky | AR-250 | Fits 150mL and 300mL Thinky containers |
| Acrylonitrile butadiene styrene (ABS) plastic filament | eSUN | Natural color | |
| Taz 6 (3D printer) | Lulzbot | FDM 3D printer | |
| 4%H2/96%Ar gas | Air Gas | UHP | 4% Hydrogen, balanced Argon |
| Helium gas | Air Gas | UHP | Helium |
| Heating oven | Neytech | Vulcan 9493308 | Oven for 80 °C curing |
| Quartz tube furnace | Applied Test Systems, Inc. | LEA 05-000075 | Furnace for 1050 °C carbonization |
| Graphite furnace | Thermal Technology LLC | Sintering furnace | |
| Scanning Electron Microscope (SEM) | Jeol | JSM-7401F | |
| pH meter | Thermo Scientific | Orion 4 Star | calibrated with buffer standards |
| Rheometer | TA Instrument | AR2000ex | For measurement of viscosity |
| X-ray Diffractometer (XRD) | Bruker | AX D8 Advanced | |
| Analytical balance | Mettler Toledo | XS104 | |
| Bruker EVA | XRD Analysis Software |
References
- An, Q. Prediction of superstrong τ -boron carbide phase from quantum mechanics. Physical Review B. 95 (10), 100101 (2017).
- Thévenot, F. Boron carbide - A comprehensive review. Journal of the European Ceramic Society. 6, 205-225 (1990).
- Lee, H., Speyer, R. F. Pressureless sintering of boron carbide. Journal of the American Ceramic Society. 86, 1468-1473 (2003).
- Deng, J. X. Erosion wear of boron carbide ceramic nozzles by abrasive air-jets. Materials Science and Engineering: A. 408, 227-233 (2005).
- Schwetz, K. A., Grellner, W. The influence of carbon on the microstructure and mechanical properties of sintered boron-carbide. Journal of Less-Common Metals. 82, 37-47 (1981).
- Elektroschmelzwerk Kempten Gmbh. Process for the production of dense sintered shaped articles of polycrystalline boron carbide by pressureless sintering. US. Schwetz, K. A., Vogt, G. , 4195066 (1980).
- Suzuki, H., Hase, T., Maruyama, T. Effect of carbon on sintering of boron carbide. Journal of the Ceramic Association, Japan. 87, 430-433 (1979).
- Lu, R., et al. Complex shaped boron carbides from negative additive manufacturing. Materials & Design. 148, 8-16 (2018).
- Omatete, O. O., Janney, M. A., Nunn, S. D. Gelcasting: From laboratory development toward industrial production. Journal of the European Ceramic Society. 17, 407-413 (1997).
- Yang, J., Yu, J., Huang, Y. Recent developments in gelcasting of ceramics. Journal of the European Ceramic Society. 31, 2569-2591 (2011).
- Gilissen, R., Erauw, J. P., Smolders, A., Vanswijgenhoven, E., Luyten, J. Gelcasting a near net shape technique. Materials & Design. 21, 251-257 (2000).
- Travitzky, N., et al. Additive manufacturing of ceramic-based materials. Advanced Engineering Materials. 16, 729-754 (2014).
- Zocca, A., Colombo, P., Gomes, C. M., Gunster, J. Additive Manufacturing of Ceramics: Issues, Potentialities, and Opportunities. Journal of the American Ceramic Society. 98, 1983-2001 (2015).
- Deckers, J., Vleugels, J., Kruthl, J. P. Additive Manufacturing of Ceramics: A Review. Journal of Ceramic Science and Technology. 5, 245-260 (2014).
- Costakis, W. J., Rueschhoff, L. M., Diaz-Cano, A. I., Youngblood, J. P., Trice, R. W. Additive manufacturing of boron carbide via continuous filament direct ink writing of aqueous ceramic suspensions. Journal of the European Ceramic Society. 36, 3249-3256 (2016).
- Colombo, P., Schmidt, J., Franchin, G., Zocca, A., Gunster, J. Additive manufacturing techniques for fabricating complex ceramic components from preceramic polymers. American Ceramic Society Bulletin. 96, 16-23 (2017).
- Olsson, A., Hellsing, M. S., Rennie, A. R. New possibilities using additive manufacturing with materials that are difficult to process and with complex structures. Physica Scripta. 92, 053002 (2017).
- Dhara, S., Kamboj, R. K., Pradhan, M., Bhargava, P. Shape forming of ceramics via gelcasting of aqueous particulate slurries. Bulletin of Materials Science. 25, 565-568 (2002).
- Lewicki, J. P., Fox, C. A., Worsley, M. A. On the synthesis and structure of resorcinol-formaldehyde polymeric networks - Precursors to 3D-carbon macroassemblies. Polymer. 69, 45-51 (2015).
- Swenberg, J. A., et al. Formaldehyde Carcinogenicity Research: 30 Years and Counting for Mode of Action, Epidemiology, and Cancer Risk Assessment. Toxicologic Pathology. 41, 181-189 (2013).
- Kuo, C. C., Chen, C. M., Chang, S. X. Polishing mechanism for ABS parts fabricated by additive manufacturing. The International Journal of Advanced Manufacturing Technology. 91, 1473-1479 (2017).
- Kires, M. Archimedes' principle in action. Physics Education. 42, 484-487 (2007).
- Zheng, X., et al. Design and optimization of a light-emitting diode projection micro-stereolithography three-dimensional manufacturing system. Review of Scientific Instruments. 83, 125001 (2012).
- Franchin, G., Colombo, P. Porous Geopolymer Components through Inverse Replica of 3D Printed Sacrificial Templates. Journal of Ceramic Science and Technology. 6, 105-111 (2015).

{kind=link}