

Summary
En metod som kallas negativa additiv tillverkning används för att producera nära helt tät komplext formade borkarbid delar av olika längdskalor. Denna teknik är möjligt via formuleringen av en roman suspension som omfattade resorcinol-formaldehyd som en unik geleringsmedel som efterlämnar en homogen kolfiber sintring stöd efter pyrolys.
Abstract
Borkarbid (B4C) är en av de hårdaste material i existens. Men begränsar detta attraktiva boende också dess machineability till komplexa former för högt slitage, hög hårdhet och lätta material applikationer såsom rustningar. För att övervinna denna utmaning, är negativa additiv tillverkning (AM) anställd för att producera komplexa geometrier av boron karbider vid olika längdskalor. Negativa AM första innebär gelcasting en suspension i en 3D-tryckt plast mögel. Mögel löses sedan bort, lämnar bakom en grön kropp som en negativ kopia. Resorcinol-formaldehyd (RF) används som en roman geleringsmedel eftersom till skillnad från traditionella hydrogels, det finns lite att ingen krympning, vilket möjliggör extremt komplexa formar för att användas. Dessutom kan detta geleringsmedel vara pyrolyzed för att lämna bakom ~ 50 wt % kol, vilket är en mycket effektiv sintring stöd för B4C. på grund av detta mycket homogen fördelning i situ kol inom den B4C matris, mindre än 2% porositet kan uppnås efter sintring. Detta protokoll belyser i detalj metoden för att skapa nära helt tät borkarbid delar med mycket komplexa geometrier.
Introduction
Borkarbid (B4C), med en Vickers hårdhet av ca 38 GPa, är känt som det tredje hårdaste kommersiellt tillgängliga material, bakom diamond (~ 115 GPa) och kubisk bornitrid (~ 48 GPa). Detta särskilt boende, tillsammans med en låg densitet (2,52 g/cm3), gör det attraktivt för försvar applikationer såsom rustningar1. B4C har också en hög smältpunkt, överlägsen slitstyrka och hög neutron absorption cross avsnitt2,3,4. Utnyttjande av dessa gynnsamma mekaniska egenskaper kräver dock normalt B4C att vara sintrat till hög densitet. Het pressning är en konventionell metod för sintring B4C till full förtätning. Denna teknik är ofta begränsad till enkla geometrier med begränsad krökning och enhetlig ganska tjocklek. Dyra och arbetsintensiva bearbetning med polykristallin diamant verktyg eller laser skärning krävs att införa finare eller mer komplexa funktioner.
Alternativt, kolloidal bildar tekniker med tryck-mindre sintring kan producera nära-full täthet delar som kräver minimal till ingen bearbetning. På grund av yttre tryck under konsolideringen läggs sintring aids normalt till keramiska medium att öka effektiviteten av trycklös sintring. Kol används ofta som en sintring stöd för B4C5,6,7. Olika kolkällor, såsom nanopartiklar pulver eller karboniserade organics från pyrolys, kan användas. Homogen fördelning av kol sintring stöd längs korngränser är en viktig faktor för att få enhetlig sintring av B4C. Därför kolhalten och B4C partikelstorlek är också viktiga och inbördes sammanhängande faktorer för sintring delar till hög densitet8.
En av de mest lovande kolloidal bildar teknikerna för att erhålla komplext formade keramiska delar är gelcasting. Denna teknik innebär gjutning en keramisk avstängning med en ekologisk monomer i en form som polymerizes på plats för att fungera som en gel9,10,11. Gelen fungerar som ett bindemedel bildar en grön kropp i form av mögel som är stark nog att hanteras utan brott i efterföljande behandlingssteg. Tidigare kan omöjligt 3D mögel geometrier nu produceras genom låg kostnad polymerbaserade additiv tillverkning (AM) tekniker såsom Stereolitografi (SLA) och smält nedfall modellering (FDM)12. Senaste tillgängligheten av 3D-skrivare har öppnat nya möjligheter för att designa keramik med mycket komplexa geometrier.
Negativa additiv tillverkning är en teknik som kombinerar gelcasting med uppoffrande 3D-tryckt formar. Komplexiteten i den keramiska delen är direkt relaterad till komplexiteten i den mögel designen. Mögel design kan nu vara otroligt avancerade med tillkomsten av plast 3D skrivare med hög upplösning. 3D-scanning verktyg kan exempelvis användas för att fånga en individs konturer och införlivas i formar. Genom att använda negativa AM, kan lätta keramiska rustningar anpassade till individens kroppsstorlek och formen skapas. Sådana anpassningar av design kan ge lättare vikt rustningar med ökad rörlighet för användare.
Andra vanliga keramiska AM tekniker såsom direkta bläck skriva (DIW), selektiv lasersintring (SLS) och binder bestyckningen (BJ) är också effektiva i att producera komplexa formade keramiska delar. Men de flesta av dessa tekniker är bara användbara för att producera fina porösa strukturer och är inte effektiva när du skalförändrar upp till stora delar, såsom armor program13,14,15,16, 17. Dessutom de flesta av dessa tekniker är inte genomförbart för hög volym produktionen på grund av höga kostnader. Därför är negativa AM en rekommenderad och relativt billig väg för industri-nivå produktion av storskaliga delar.
B4C upphängningarna används för gelcasting ska vara låg viskositet och innehålla ett geleringsmedel och sintring stöd. Resorcinol och formaldehyd är utvalda för sin förmåga att genomgå polykondensation reaktioner att bilda ett resorcinol-formaldehyd (RF) nätverk som hjälper till att binda B4C partiklarna tillsammans. Traditionella hydrogeler används för gelcasting är begränsade till formar med ihåliga kärnor på grund av den höga inåt krympningen erfarna under torkning processen18. Eftersom RF används ofta som en aerogel, finns det lite att ingen krympning, som tillåter användning av mer intrikat formade formar. En annan fördel med RF är att andelen gelation kan kontrolleras genom att ändra pH-värdet i suspensionen (figur 3). Innehållande antingen resorcinol eller formaldehyd kan dessutom förberedas i avancerade och lagras separat tills de är redo för gjutning. Viktigast av allt, kan RF gelen vara pyrolyzed för att lämna bakom 50 wt % kol19. Denna mycket homogen fördelning av kol kan hjälpa förtätning av B4C till nära-full densiteter under sintring. 15 wt % RF i förhållande till borkarbid används i formuleringen av suspensionen för att ge 7,5 wt % kol efter pyrolys av gjutna delar.
Det övergripande målet med detta arbete är att kombinera traditionella gelcasting tekniker med billig 3D utskriftsfunktioner och en unik geleringsmedel för att få nära-full täthet borkarbid delar med mycket komplexa geometrier. Förutom keramik, kan negativa AM tillämpas på andra väsentliga områden att skapa helt nya geometrier multimaterial system. Den metod som beskrivs här expanderar på det arbete som presenteras i Lu et al. 8 och syftar till att ge en mer detaljerad protokoll för reproducera dessa resultat.
Subscription Required. Please recommend JoVE to your librarian.
Protocol
Varning: Vänligen konsultera med säkerhetsdatablad (SDS) av alla material, och Använd lämplig skyddsutrustning (PPE) vid hantering av material innan gjutning och härdning. Resorcinol och polyeten Imin är kända för att vara giftiga. Formaldehyd är både giftig och cancerframkallande20. Beredning av keramiska suspensioner bör göras i kemiska dragskåp eller andra ordentligt ventilerad arbetsmiljöer.
1. negativa additiv tillverkning
-
Beredning av en suspension med 120 mL i två delar
Obs: En tvådelad suspension kommer att vara beredda att hjälpa förlänga hållbarheten av suspensioner före gjutning. En suspension (R-mix) innehåller komponenten resorcinol och den andra (F-mix) innehåller komponenten formaldehyd. Båda suspensioner kommer att blandas med varandra för att bilda en sista suspension som kommer att inleda gelation processen.- För att skapa den R-mix, börja genom upplösning 0,88 g polyeten Imin (PEI) i 25.00 g vatten med hjälp av en planetarisk mixer.
- För att skapa en separat F-mix, Lös 0,88 g polyeten Imin (PEI) i 16,83 g vatten med hjälp av en planetarisk mixer.
Obs: Med en planetarisk mixer vid 2000 rpm för minst flera minuter kommer att ge tillräcklig skjuvkrafter för att upplösa den trögflytande PEI, resorcinol och formaldehyd, och att avbryta borkarbid partiklarna. PEI fungerar som den spridning agenten för B4C partiklarna - Lös 12.60 g resorcinol pulver i R-mixen. Lösningen ska vända från en grumlig-vit till en klart genomskinligt lösning efter fullständig upplösning av pulvret blandas.
- Lägg till 17,03 g formaldehydlösning till F-mixen och säkerställa fullständig blandning.
- Stegvis Tillsätt 5,25 g (12 steg tills de når 63,00 g) boron carbide pulver (1500F) i både R-mix och F-mix separat.
- Lägg till 6.50 g ättiksyra till R-mix och F-mix och säkerställa fullständig blandning i varje.
Obs: vid denna punkt, de två delar suspensioner har 42 Vol.% av B4C och är redo att kombineras för gjutning eller lagras för framtida bruk (om tillräckligt slutna). Akta att om upphängningarna sitter för ~ 1 h eller mer, partikel lösa kommer att inträffa. Säkerställa att partiklarna är resuspended genom noggrann omskakning innan du använder upphängningarna. Dessutom testades tre olika kommersiella partier av boron karbider, 1250F, 1500F och 3000F (uppkallad enligt deras ungefärliga Söll maskstorlek), ursprungligen. Varje parti har en olika partikelstorleksfördelning och 1500F B4C batchen konstaterades för att uppnå den högsta sintring tätheten, som rapporterats i Lu et al. 8. ättiksyra kan också läggas innan de B4C partiklar lastning steg samt, men lägga i slutet erbjuder bättre enkel hantering genom att begränsa ättiksyra lukter.
-
Beredning av 3D tryckta formar för gjutning
- Förbereda den mögel designen i ett program för datorstödd konstruktion (CAD).
- Skriva ut formarna med en 3D-skrivare för brända Deposition Modeling (FDM) med akrylnitril butadien styren (ABS) filament.
Obs: Aceton ångor kan användas för att jämna ut mögel textur om så önskas21. De föreslagna munstycke och säng temperaturer är 240 ° C och 110 ° C, respektive. Parametrar såsom skiktets tjocklek (0,2 mm), extrudering hastighet och kylningshastigheten är valda för att optimera kvaliteten på delen med minsta deformationer. Detta kräver några försök och misstag med varje unik skrivarsystemet. En väggtjocklek av minst 1 mm rekommenderas. Den minsta storleken är 0,5 mm. emellertid, det rekommenderas inte för att gå under 1 mm. formar från Lu et al. 8 finns att hämta online i underlag.
-
Kombination av två delar suspensionen att förbereda för gjutning
- Innan kombinera, grundligt agitera (med hjälp av en vortex eller planetariska mixer) den R-mix med F-mix upphängningarna individuellt för att säkerställa den B4C partiklar är väl svävande.
- Kombinera R-mix och F-blandning för att erhålla de slutliga suspensionen.
Obs: PH-värdet i den kombinerade suspensionen bör vara 2.8, som kommer att ge cirka 30 minuter arbetstid de luft och kasta den slutgiltiga suspensionen innan gelation startar inträffar. Uppkomsten av gelation kan observeras från den kraftiga ökningen i viskositet av suspensionen. - Före gjutning, blanda och tillämpa vakuum (20-200 torr eller 2,7-27 kPa) till slutliga suspension blandningen i ca 10 minuter att ta bort luftbubblor utan kokande vattnet. Detta kan åstadkommas med hjälp av en omrörningsanordning tallrik vid 200-300 rpm med en vakuum burk.
-
Gelcasting
- Häll omedelbart de sändes suspensionen i 3D-tryckt formarna.
- Placera formarna inuti en sluten glasbehållare att förhindra vätskeförlust under härdningsprocessen.
- Placera behållaren förseglade med formarna i en 60-80 ° C ugn att inleda härdningsprocessen.
- Tillåta avgjutningar att bota i minst 8 timmar för delar som är flera centimeter i längd skala eller möjligen längre för större formar.
-
Upplösning av formarna att få gröna organ
- Ta bort förseglade behållaren med formarna från ugnen och låt den svalna till rumstemperatur.
- Tillsätt tillräckligt aceton i behållaren tills formen är helt dränka. Beloppet varierar beroende på storlek och volym av mögel används (allmänt ~ 100 mL aceton för en mögelsvamp som är 50 cm3 i dimension).
Obs: Denna process kan ta upp till 2-4 dagar beroende på volymen av plast som behöver lösas bort. Minimal agitation av aceton badet eller värme det något till 40 ° C kan hjälpa till att påskynda processen. Köra försiktighet när värme aceton bad, eftersom det är en brandfarlig kemisk och kan bli explosiv kombination med luft i vissa sammansättning varierar. - Extrahera den gratis grön kroppen från aceton badet efter ABS plasten upplöses bort.
Obs: Efter RF är botad, mögel kan upplösas bort för att få en solid grön kropp formad som en negativ kopia av inre mögel geometri. Detta grön kropp borde vara stark nog att överleva skonsam och försiktig hantering i efterföljande efterbehandling steg utan att bryta. - Placera de gröna organ i ugn på 80 ° C att säkerställa fullständig torkning och borttagning av all fukt.
Obs: Torktiden varierar beroende på volymen av den gröna kroppen. Lämnar delen att torka över natten (> 8 timmar) är tillräckligt grön storlekar mindre än 1000 cm3. Det finns ingen skada i uttorkning.
2. förkolning
- Efter torkning, placera varje grön kropp i en 2-tums kvarts röret kantad med grafit folie och Lägg dem i en ugn med flödande gas [250 standard kubikcentimeter luft (SCCM) bestående av 4 wt % H2(g) och 96 wt % Ar(g) att skapa en reducerad atmosfär under den pyrolys behandling].
- Värm de gröna organ inuti ugnen vid 5 ° C/min till 1050 ° C och håll i 3 timmar.
Obs: Gel-cast grön organ har 15 wt % av RF i förhållande till den B4C och kommer att ge cirka 7,5 wt % i kol efter pyrolys processen. Denna process tar bort mycket av resorcinol-formaldehyd återstoden och allvarligt kommer att kontaminera ugnen om ingen fälla används. - Se till att de gröna organ kommit ut jämnt mörkare i färgen, vilket indikerar förekomst av kol från pyrolys behandling.
3. sintring
Obs: Efter sintring, ytfinheten av proverna kommer att förbättra något jämfört med ytjämnheten av formarna används. Detta är en konsekvens av 57-58 vol % krympning av proverna från sintring.
- Placera de karboniserade delarna i en grafitugns med vakuum återfyllt flytande helium gas (420 SCCM) för sintring. Tillämpa 280 SCCM till Fönstren framsida och pyrometer och 140 SCCM direkt in i provkammaren med ett ingångstryck av ~ 170 kPa.
- Värm upp ugnen till 2290 ° C (20 K/min till 2000 ° C sedan 3 K/min till 2290 ° C) och håll i 1 timme för att uppnå optimal förtätning av delar.
Obs: Archimedes densitet är en gemensam och snabb teknik för att mäta densiteten av sintrad borkarbid delar. Archimedes densitet Kit kan läggas på Analysvåg skalor för att mäta densiteten av prover eller manuellt bestäms22. Borkarbid med 7,5 wt % i kol kommer att ha en teoretisk maximal densitet (TMD) 2.49 g/cm3. Delar sintrad vid 2290 ° C från denna metod kommer att resultera i 2.43 ± 0,01 g/cm3 som är 97,6 ± 0,4% TMD.
Subscription Required. Please recommend JoVE to your librarian.
Representative Results
Efter det beskrivna förfarandet (figur 1), komplext formade borkarbid delar med kol (B4C/C) kan vara sintrat upp till 97,6 ± 0,4% av teoretisk max täthet med en Vicker hårdhet av 23,0 ± 1,8 GPa8. Flera möjliga exempel av sintrad B4C/C delar demonstreras (figur 2). Dessa exempel visar de fina textural funktioner som kan kopieras med gelcasting teknik. Detta är fördelaktigt för att skapa delar som kräver exakt meso-skala funktioner. Reologi av den slutliga B4C suspensionen fastställdes för olika pHs. En pH 2,8 suspension mättes som har lägst viskositet i över 20 minuter, som är adekvat för blandning, de vädring och gjutning (figur 3).
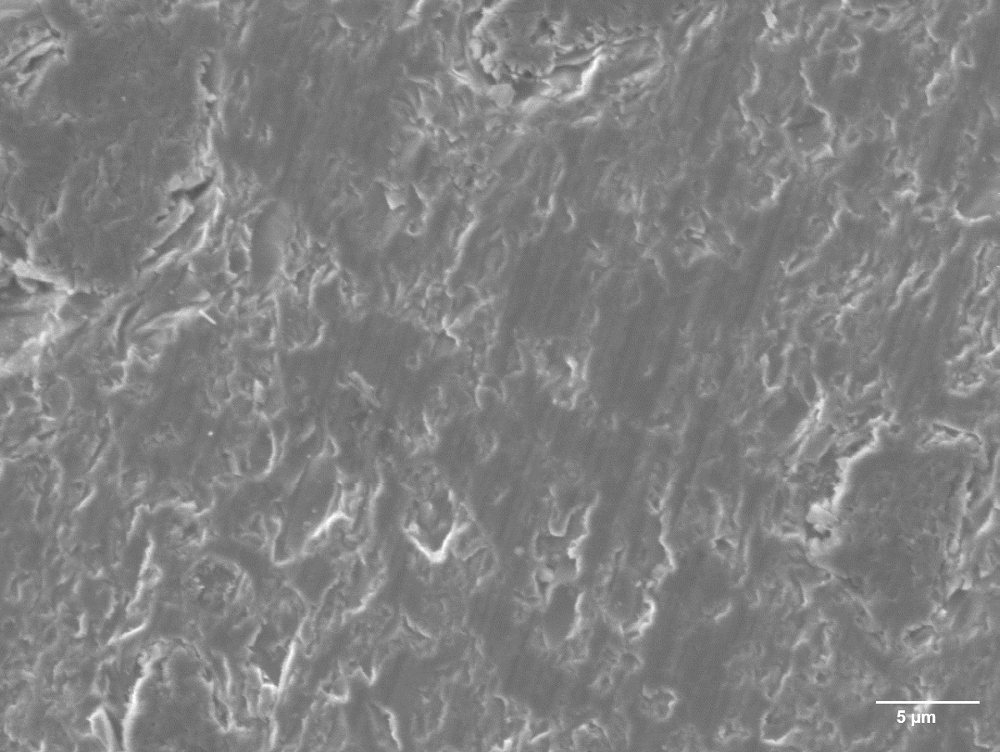
Ytterligare svepelektronmikroskopi anges att enhetligt nätverk av kol är belagda på B4C partiklarna efter pyrolys av RF (figur 4A och 4B). Efter gjutning och efter Värme behandling steg, karakterisering använder röntgendiffraktion (XRD) bekräftade utvecklingen av kol som grafit (figur 4 c). Mikrostrukturens bilden av ett fullständigt sintrat borkarbid prov visade låg porositet i den sista delen, som är mycket önskvärt (figur 5).

Figur 1 : Skildring av hela negativa AM processen för att producera hög densitet komplext formade boron karbider. Detta schema innehåller en stegvisa översikt över hela tillverkningsprocessen, från 3D-utskrift av mögel till sintring av den sista keramiska delen. Denna siffra har modifierats med tillstånd från Lu et al. 8. vänligen klicka här för att visa en större version av denna siffra.

Figur 2 : Sintrad komplext formade B 4 C/C delar med > 97% densitet beredd från negativa AM. (a) Gyroid; (b) keltiska Knut; (c) kubisk galler. Liten textural skillnaden för varje form beror på skillnader i kvalitet på 3D-tryckt formarna används (mörk svart regioner är kol rester på ytan efter pyrolys av formarna och kan gnuggas). Denna siffra har modifierats med tillstånd från Lu et al. 8. vänligen klicka här för att visa en större version av denna siffra.

Figur 3 : Reologi av slutliga B4C upphängning. (a) komplexa viskositet som funktion av tiden vid olika pH upphängning med B4C och resorcinol-formaldehyd. Förtjockning definieras som viskositeten vid 1 Pa∙s. (b) tid för att nå förtjockning för de olika pH-suspensioner. Denna siffra har modifierats med tillstånd från Lu et al. 8. en reometer med bifogade parallella cirkulära plattor på en konstant 30% svängning stam och 1 Hz frekvens användes för att mäta komplexa viskositet. Alla prover mättes i rumstemperatur utom ett pH 2,8 prov där omgivningstemperatur kammaren i instrumentet användes att ge värme (16,2 ° C/min) tills 80 ° C uppnåtts. Klicka här för att se en större version av denna siffra.

Figur 4 : Scanning electron microscopy och XRD användes för att identifiera förekomsten av kol nätverk inom matrisen borkarbid efter RF gel pyrolys. Borkarbid 1500F partiklar (a) utan kol beläggning och (b) med 7,5 wt % kol beläggning visas. (c) XRD olika termisk behandling stadier av B4C cast. Denna siffra har modifierats med tillstånd från Lu et al. 8. XRD spectra samlades på en röntgendiffraktometer. Proverna var monterad på en polymerlera och planat platt. En LynxEye 1-dimensionella linjär Si strip detektor användes med en variabel divergens skåra på 6 mm och en 0,5 ° sekundärstrålraster slit. Källan var Ni-filter Cu strålning (λ = 1.5406 Å) från en förseglad röntgenröret drivs på 40 kV och 40 mA. Käll- och detektor var klev skannas tillsammans på fasta vinklar från provet med en kombinerad 2θ 20-80° i en takt av 0,02 ° / s. post-processing algoritmer från XRD analys programvara användes att strippa bort bidrag från bakgrundsljud och K-alpha 2 strålning. Ett svepelektronmikroskop på 10,0 kV accelererande spänning på sekundära electron läge användes till bild B4C partiklar. Klicka här för att se en större version av denna siffra.

Figur 5 : En saw-cut tvärsnittsdata ytbehandla av ett 2290 ° C sintrad 1500F borkarbid prov på ~ 97% densitet. Denna siffra har modifierats med tillstånd från Lu et al. 8. vänligen klicka här för att visa en större version av denna siffra.
Subscription Required. Please recommend JoVE to your librarian.
Discussion
Metodiken för negativa additiv tillverkning beskrivs i protokollet tillåter komplexa formade borkarbid delar som ska produceras på nästan full täthet efter sintring vid en optimal temperatur på 2290 ° C. De första flera åtgärder relaterade till förberedelse och gjutning är de mest kritiska för att skapa en högkvalitativ gjuten med minimala defekter. Om viskositeten av suspensionen är för hög, sker dålig blandning. Porositeten av sintrade delen påverkas också eftersom ökad viskositet hindrar luft bubbla avlägsnas. Om den slutgiltiga suspensionen har suttit tomgång för länge efter blandning och de vädring, kommer ökningen av viskositet vara problematiskt för att fylla i små håligheter i oregelbundet formade 3D-tryckt formar.
En annan fråga att vara medveten om är Stoke avgörande effekt i Vattensuspensioner. Om suspensionen viskositeten är tillräckligt låg efter gjutning och inte omedelbart botade, borkarbid partiklar i upphängningarna kvittar, orsakar en koncentrationsgradient i gröna organ. Felaktigt kommer att gjutna delar deformeras, med högre krympning högst upp jämfört med botten under sintring. För att åtgärda problemet, kan borkarbid med multimodala partikel storlek distributioner utnyttjas för att minimera ojämn krympning frågor under sintring. Gelation är RF, som är starkt beroende av pH och temperaturen på blandningen, en annan viktig faktor att beakta. Högre pH och temperaturer motsvarar snabbare polymerisation kinetik, som kommer att observeras som en ökning i viskositet av suspensionen. Att minska pH i suspensioner tillåter för längre arbetstid under gjutning och också för att bota för att inledas omedelbart som en termisk uppsättning.
Även om negativa AM är en enkelt skalbar teknik för hög volymproduktion av stora komplexa formade delar, är denna metod begränsad i producera miniatyr delar. Gröna kroppar av alla keramiska kastar har en inneboende grön styrka. En gjuten del gröna styrka blir svag om dimensionerna är tillräckligt små. Exempelvis en grön kropp mindre än 1 mm tjocka kommer lätt bryta från den interna krympningen betonar under härdningsprocessen efter gjutningen jämfört med en grön kropp som är större än 10 mm tjock. Mögel materialets elasticitet och stelhet är därför viktiga parametrar eftersom högre krympning påfrestningar kommer att uppstå om en styvare mögel används, på grund av termisk expansion av mögel från 80 ° C värmebehandling. Vi har visat att relativt mjuka formar såsom hexanediol diacrylate (HDDA) kan användas för att producera mycket beställda galler med ~ 100 µm funktionen storlekar utan brott och för att skapa meso-scale kompositer8,23.
Sammanfattningsvis, är negativa AM en enkel teknik som kombinerar gelcasting med billig plast 3D-utskrifter att producera komplexa formade keramiska delar. Fördelen med den metod som beskrivs här är dess förmåga att skala upp för volymproduktion samtidigt vara kostnadseffektiv. Framtida arbete kommer att innehålla högre B4C partiklar lastning i suspensioner att begränsa krympning under sintring. Mekanisk provning pågår också att utvärdera styrka egenskaperna för dessa material. Negativa AM är dock inte begränsad till endast material och system som presenteras i detta protokoll. Olika geleringsmedel och 3D-tryckt formar från andra AM tekniker eller material kan också användas. Till exempel Franchin o.a. 24 skapade porösa uppoffrande mall formar med polyactic syra (PLA) med geopolymers som oorganisk komponent. Dessa PLA uppoffrande mallar kan avlägsnas termiskt när önskat24. Därför kan den allmänna teknik som beskrivs i detta protokoll tillämpas på en stor domän av material, som kommer att öppna upp nya möjligheter för massa utveckling av komplexa formade keramik, metaller och andra sammansatta system.
Subscription Required. Please recommend JoVE to your librarian.
Disclosures
Författarna har något att avslöja.
Acknowledgments
Detta arbete utfördes under överinseende av US Department of Energy av Lawrence Livermore National Laboratory under kontrakt DE-AC52-07NA27344. IM release LLNL-JRNL-750634.
Materials
| Name | Company | Catalog Number | Comments |
| Boron carbide powder 1250F | Tetrabor Ceramics | Lot 211M419 | >96% purity |
| Boron carbide powder 1500F | Tetrabor Ceramics | Lot 209M102/9 | >96% purity |
| Boron carbide powder 3000F | Tetrabor Ceramics | Lot 111m53/9 | >96% purity |
| Polyethylene Imine (PEI) | Sigma Aldrich | MKBP3417V | Averaged MW ~25,000 by L.S. |
| Resorcinol | Sigma Aldrich | MKBG6751V | BioXtra, ≥99% |
| Formaldehyde | Fisher Scientific | F79-1 | 37% by weight; Stabilized with 10-15% Methanol |
| Acetic Acid | Sigma Aldrich | SKU 695092 | Glacial ≥99.7% |
| Acetone | Sigma Aldrich | SKU 179124 | ACS Reagent Grade ≥99.5% |
| Water | LLNL In-house (Milli-Q) | ||
| Planetary Mixer | Thinky | AR-250 | Fits 150mL and 300mL Thinky containers |
| Acrylonitrile butadiene styrene (ABS) plastic filament | eSUN | Natural color | |
| Taz 6 (3D printer) | Lulzbot | FDM 3D printer | |
| 4%H2/96%Ar gas | Air Gas | UHP | 4% Hydrogen, balanced Argon |
| Helium gas | Air Gas | UHP | Helium |
| Heating oven | Neytech | Vulcan 9493308 | Oven for 80 °C curing |
| Quartz tube furnace | Applied Test Systems, Inc. | LEA 05-000075 | Furnace for 1050 °C carbonization |
| Graphite furnace | Thermal Technology LLC | Sintering furnace | |
| Scanning Electron Microscope (SEM) | Jeol | JSM-7401F | |
| pH meter | Thermo Scientific | Orion 4 Star | calibrated with buffer standards |
| Rheometer | TA Instrument | AR2000ex | For measurement of viscosity |
| X-ray Diffractometer (XRD) | Bruker | AX D8 Advanced | |
| Analytical balance | Mettler Toledo | XS104 | |
| Bruker EVA | XRD Analysis Software |
References
- An, Q. Prediction of superstrong τ -boron carbide phase from quantum mechanics. Physical Review B. 95 (10), 100101 (2017).
- Thévenot, F. Boron carbide - A comprehensive review. Journal of the European Ceramic Society. 6, 205-225 (1990).
- Lee, H., Speyer, R. F. Pressureless sintering of boron carbide. Journal of the American Ceramic Society. 86, 1468-1473 (2003).
- Deng, J. X. Erosion wear of boron carbide ceramic nozzles by abrasive air-jets. Materials Science and Engineering: A. 408, 227-233 (2005).
- Schwetz, K. A., Grellner, W. The influence of carbon on the microstructure and mechanical properties of sintered boron-carbide. Journal of Less-Common Metals. 82, 37-47 (1981).
- Elektroschmelzwerk Kempten Gmbh. Process for the production of dense sintered shaped articles of polycrystalline boron carbide by pressureless sintering. US. Schwetz, K. A., Vogt, G. , 4195066 (1980).
- Suzuki, H., Hase, T., Maruyama, T. Effect of carbon on sintering of boron carbide. Journal of the Ceramic Association, Japan. 87, 430-433 (1979).
- Lu, R., et al. Complex shaped boron carbides from negative additive manufacturing. Materials & Design. 148, 8-16 (2018).
- Omatete, O. O., Janney, M. A., Nunn, S. D. Gelcasting: From laboratory development toward industrial production. Journal of the European Ceramic Society. 17, 407-413 (1997).
- Yang, J., Yu, J., Huang, Y. Recent developments in gelcasting of ceramics. Journal of the European Ceramic Society. 31, 2569-2591 (2011).
- Gilissen, R., Erauw, J. P., Smolders, A., Vanswijgenhoven, E., Luyten, J. Gelcasting a near net shape technique. Materials & Design. 21, 251-257 (2000).
- Travitzky, N., et al. Additive manufacturing of ceramic-based materials. Advanced Engineering Materials. 16, 729-754 (2014).
- Zocca, A., Colombo, P., Gomes, C. M., Gunster, J. Additive Manufacturing of Ceramics: Issues, Potentialities, and Opportunities. Journal of the American Ceramic Society. 98, 1983-2001 (2015).
- Deckers, J., Vleugels, J., Kruthl, J. P. Additive Manufacturing of Ceramics: A Review. Journal of Ceramic Science and Technology. 5, 245-260 (2014).
- Costakis, W. J., Rueschhoff, L. M., Diaz-Cano, A. I., Youngblood, J. P., Trice, R. W. Additive manufacturing of boron carbide via continuous filament direct ink writing of aqueous ceramic suspensions. Journal of the European Ceramic Society. 36, 3249-3256 (2016).
- Colombo, P., Schmidt, J., Franchin, G., Zocca, A., Gunster, J. Additive manufacturing techniques for fabricating complex ceramic components from preceramic polymers. American Ceramic Society Bulletin. 96, 16-23 (2017).
- Olsson, A., Hellsing, M. S., Rennie, A. R. New possibilities using additive manufacturing with materials that are difficult to process and with complex structures. Physica Scripta. 92, 053002 (2017).
- Dhara, S., Kamboj, R. K., Pradhan, M., Bhargava, P. Shape forming of ceramics via gelcasting of aqueous particulate slurries. Bulletin of Materials Science. 25, 565-568 (2002).
- Lewicki, J. P., Fox, C. A., Worsley, M. A. On the synthesis and structure of resorcinol-formaldehyde polymeric networks - Precursors to 3D-carbon macroassemblies. Polymer. 69, 45-51 (2015).
- Swenberg, J. A., et al. Formaldehyde Carcinogenicity Research: 30 Years and Counting for Mode of Action, Epidemiology, and Cancer Risk Assessment. Toxicologic Pathology. 41, 181-189 (2013).
- Kuo, C. C., Chen, C. M., Chang, S. X. Polishing mechanism for ABS parts fabricated by additive manufacturing. The International Journal of Advanced Manufacturing Technology. 91, 1473-1479 (2017).
- Kires, M. Archimedes' principle in action. Physics Education. 42, 484-487 (2007).
- Zheng, X., et al. Design and optimization of a light-emitting diode projection micro-stereolithography three-dimensional manufacturing system. Review of Scientific Instruments. 83, 125001 (2012).
- Franchin, G., Colombo, P. Porous Geopolymer Components through Inverse Replica of 3D Printed Sacrificial Templates. Journal of Ceramic Science and Technology. 6, 105-111 (2015).

{kind=link}