

Abstract
마찰 및 마모가 설계 시스템에 해로운 있습니다. 두 슬라이딩면 사이의 계면이 탄성 범위 (20 KHZ) 상기 주파수에서 진동 할 때 초음파 윤활이 달성된다. 종래의 윤활제 또는 실현성 바람직 어디에 고체 기술 된 바와 같이, 초음파 윤활을 사용할 수있다. 또한, 초음파 윤활이 슬라이딩 표면 사이의 유효 마찰 계수의 전기 변조 할 수 있습니다. 이 속성은 자신의 마찰 상태와 운전 조건 변화에 따라 관련 동적 응답을 수정 적응 시스템을 가능하게한다. 표면의 마모 또한 초음파 윤활 통해 감소 될 수있다. 우리는 마찰력 감소의 의존도를 조사하고 초음파 윤활 표면 사이의 선형 슬라이딩 속도에 감소를 착용 할 수있는 프로토콜을 개발했다. 핀 온 디스크 마찰 계는 압전 스택 (22)에 핀을 진동하도록 사용되는 것을 상업적인 단위와 다른 지어진회전 디스크면에 수직 kHz로. 20.3, 40.6, 및 87mm / 초 : 유효 마찰력, 용적 감소, 및 표면 거칠기를 포함하여 마찰 및 마모 측정은하지 않고, 4 MPa의 세 가지 다른 슬라이딩 속도로 (1)의 일정한 압력에서 초음파 진동에 의해 측정된다. 광 프로파일로는 마모 표면을 특성화하는데 이용된다. 효과적인 마찰력 20.3 mm / sec로 62 %만큼 감소된다. 지속적으로 기존의 초음파 윤활 이론, 마찰력의 감소 퍼센트는 87mm / sec의 29 % 아래로 마찰력 감소, 속도 증가에 따라 감소한다. 착용 감소는 고려 세 가지 속도 (49 %) 본질적으로 일정하게 유지된다.
Introduction
그들이 서로에 대해, 롤 밀거나 할 때 마찰이 두 접촉면의 계면에 존재한다. 마찰은 일반적으로 연마 또는 접착제 마모와 함께 발생합니다. 1 초음파는 즉, 고주파 현상 뒤에 과학, 파도 음향 범위 (20 kHz에서) 이상의 주파수에서 여행. 초음파 분야는 두 개의 근본적으로 다른 제도를 포함한다. 하나 정권 의료용 초음파 또는 구조물의 비파괴 검사와 같은 화상 형성 공정에서 이용 된 것과 같은 저 강도의 전파를 포함한다. 다른 고 에너지 파가 실행 또는 플라스틱과 금속의 용접과 같은 엔지니어링 프로세스를 지원하기 위해 이용되는 고전력 체제이다. 슬라이딩 접촉하는 계면에 효과적인 마찰력을 감소 그것은 두 개의 표면의 계면에서의 초음파 진동의 후자 종류의 애플리케이션을 보여왔다. 이러한 현상은 초음파 윤활로 알려져있다.
달성하기 위해두 개의 슬라이딩 개체 사이의 초음파 윤활, 초음파 주파수에서 상대적으로 진동이 그들 사이에 설정해야합니다. 진동은 일반적으로 종 방향, 횡 방향 또는 슬라이딩 속도에 대하여 수직 한 방향 중, 두 객체 중 하나에 적용된다. 선단이 마찰 계의 회전 디스크에 수직 인 방향으로 진동되도록 본 연구에서는 마찰 계의 핀은 압전 액츄에이터가 장착되어있다. 압전 물질은 여기 필드와 동일한 주파수에서 진동하는, 전계에 노출 될 경우 변형 "스마트"재료의 클래스이다. 압전 재료는 메가 헤르츠 범위에 잘 주파수에서 진동 할 수있다. 거시적 속도에 중첩되는, 초음파 진동은 순시 마찰력의 방향과 조합하여 효과적으로 마찰력 및 표면 마모의 감소에 이르게 표면 사이의 접촉을 교번하는 효과를 갖는다. 초음파 마찰 감소는 실제 생산 시스템에서 입증되었다. 예를 들어,이 기술은 공구 및 금속 가공시 피 가공물과 드릴링, 가압, 시트를 압연하고, 신선 등의 성형 공정 사이에 힘을 감소시키기 위해 이용되고있다. 장점은 표면 처리 (2)과 최종 제품에서 윤활제를 제거하는 비용과 환경 적으로 유해한 세제 감소 필요성을 개선 등이 있습니다. 가능성이 다른 지역에 초음파 윤활의 응용 프로그램뿐만 아니라이 있습니다. 예를 들어, 초음파 윤활 실질적 윤활제 또는 코팅에 대한 필요성을 제거함으로써 개인 건강 관리 제품에 사용자 경험을 향상시킬 수있다. 차량 좌석과 레일 사이의 마찰 감소는 달리 전통적인 부품 · mechani 의해 점유 될 유저 이동, 공간 절약 및 질량을 용이하게하는 반면, 자동차 애플리케이션들에서, 마찰 변조는 볼 조인트의 성능을 향상시킬 수있다문자. 초음파 윤활 또한 파워 트레인 및 서스펜션 시스템에 마찰을 줄임으로써 연료 효율을 개선하는데 도움이 될 수있다. (3) 기존의 윤활제를 사용할 수없는 공간 애플리케이션에서, 초음파 윤활 마모를 줄이고 극적 중요한 구성 요소의 수명을 연장하는 데 사용될 수있다.
초음파 윤활을 통해 마찰 감소의 실험실 시위가 많다. 마찰 감소는 초음파인가 윤활 및 초음파 진동과 마찰력없이 측정 마찰력의 차이로 정량화된다. 어느 경우 마찰력 직접 힘 센서로 측정된다. Littmann 외. 4-5 힘 센서와 프레임이 마찰력을 측정하고 정상 부하를인가 설치된하는 슬라이더에 압전 구동 식 액츄에이터를 접속. 공압 액추에이터는 가이드 레일을 따라 상기 액추에이터와 함께 슬라이더를 밀어 사용 하였다. UltrasoniC는 종 방향 진동 속도로 슬라이딩 방향으로인가 하였다. Bharadwaj 및 Dapino 6-7 스택의 어느 단부에 원추형 도파로에 접속 스택 압전 액츄에이터를 사용하여 유사한 실험을 수행 하였다. 연락처 콘 구형 에지와 가이드 레일의 표면 사이에 일어났다. 이러한 접촉 강성, 정상로드 및 글로벌 강성 등의 시스템 파라미터의 효과를 연구 하였다. 쿠마과 허칭 (8)는 초음파 변환기에 의해 에너지를 한 sonotrode에 핀을 설치했다. 초음파 진동은 발생 공구강 표면과 접촉하여 배치 된 핀에 전달 하였다. 수직력은 공압 실린더에 의해 도포하고,로드 셀에 의해 측정 하였다. 핀과 디스크 사이의 상대 운동은 왕복 표에 의해 만들어졌습니다.
Pohlman 및 Lehfeldt 9는 핀 - 온 - 디스크 실험을 구현했습니다. 다른 연구와는 달리, 그들은 magnetostrict 고용초음파 진동을 발생하는 트랜스 듀서를 필자. 초음파 마찰 감소를위한 최적의 방향을 연구하기 위해, 트랜스 듀서는주의 깊게 정렬 그래서 진동 방향이 거시적 속도로, 세로 폭과 수직이었다. 그들은 건조 윤활면 모두에서 초음파 마찰 감소를 공부했다. 포포 외. (10)는 원추형 도파로 액츄에이터를 이용했다. 액추에이터는 회전베이스 플레이트와 접촉하여 배치 하였다. 다양한 경도를 가진 재료로 만들어진 구 콘 초음파 마찰 감소 재료의 경도에 영향을 연구하기 위해 채택되었다. 동과 Dapino 11-13 생성 둥근 모서리 프리즘 도파관에 초음파 진동을 전송하는 압전 트랜스 듀서를 사용했다. 종 진동으로 인해 포아송 효과로 수직 진동을 발생합니다. 만곡 된 상부와 슬라이더 도파로 하에서 접촉에 넣었다. 프레임은 접촉 계면에서 정상적인 힘을 적용하기 위해 지어졌다. 티그는 슬라이더 도파로의 중심 영역 주위에 수동으로 당겨졌다; 마찰력은 슬라이더에 연결된로드 셀에 의해 측정 하였다.
초음파 - 유도 된 마모 감소는 또한 조사 입증되었다. 용적 감소, 체중 감량, 및 표면 거칠기의 변화가 wear.Chowdhury 심각도를 정량화하기 위해 사용되며 Helali 14 핀 - 온 - 디스크 설정에서 회전 디스크를 진동. 진동은 회전 디스크 아래에있는 두 개의 평행 한 플레이트의지지 구조에 의해 발생되었다. 상부 플레이트는 하부 플레이트의 상부 표면에 각인 된 슬롯에 슬라이드 오프 중앙 저면에 설치된 구형 볼을 갖는다. 상부 플레이트가 회전시 상하 이동하도록 슬롯이 주기적으로 가변 깊이와 가공 하였다. 주파수는 회전 속도에 따라 100 Hz의 주위였다.
브라이언트와 뉴욕 15 ~ 16 승에 미세 진동의 효과를 연구귀 감소. 일단이 회전 강철 디스크와 코일 스프링에 연결된 타 단부에 휴식으로 그들은 홀더를 통해 탄소 실린더를 삽입 하였다. 진동에 대한 스페이스가 없기 때문에 하나의 경우에, 실린더 홀더 내에 꼭 맞았다. 다른 경우에, 콘텐츠는 실린더가 회전 디스크와 접촉하는 동안 마이크로 실린더의 진동을 허용하도록 남았다. 실린더의 중량 손실은 마모율을 계산하기 위해 측정되었다. 그것은 자체 생성 마이크로 진동 최대 50 %까지 마모를 줄이기 도움 것으로 나타났다.
고토와 아시다 17 ~ 18도 핀 - 온 - 디스크 실험을 채택했다. 이들은 테이퍼 콘 및 혼을 통해 트랜스 듀서와 핀 샘플들을 연결. 핀은 디스크 표면에 수직 방향으로 진동한다. 질량은 정상적인 부하를 적용하기위한 그 위에 트랜스 듀서에 연결되었다. 마찰력은 디스크를 회전 시키도록 적용된 토크 번역 하였다. 마모가 모두 있기 때문에 접착제로 확인되었다핀과 디스크는 탄소강으로 만들어졌다. 마모율 체적 손실 측정으로부터 계산 하였다.
이것은 선 속도가 초음파의 윤활에 중요한 역할을하는 것으로 밝혀졌다. 본 연구의 실험적인 구성 요소는 선형 속도에 마찰과 마모 감소의 의존성에 초점을 맞추고있다.
Subscription Required. Please recommend JoVE to your librarian.
Protocol
수정 마찰 계 1. 개발
- 척 모터 서브 시스템을 설치합니다.
- 레벨 진동 절연 테이블. 테이블에 DC 모터를 배치; 심과 모터를 수평 및 스트럿과 볼트로 고정합니다. 모터 주변의지지 프레임을 배치합니다.
- 키를 이용하여 모터 축에 스플라인 샤프트를 연결한다. 스플라인 축이 판의 구멍을 통해가는 프레임에지지 플레이트를 넣습니다. 집합 지지판과 스플라인 축 주위 바늘 롤러 스러스트 베어링. 유체를 절단와 베어링 윤활.
- 스플라인 일측에 축 결합하고, 다른 쪽의 척 볼트 패턴이 어댑터 플레이트를 통해 척에 스플라인 샤프트를 연결한다. 이 시점에서, 척은 스러스트 베어링을 통하여 상기 프레임에 의해지지되고, 어댑터 플레이트를 통해 모터에 연결.
- gymbal 어셈블리를 설치합니다.
- U-채널 스트럿, 괄호를 사용하여지지 프레임을 구축하고,볼트. 기둥과 같이 네 개의 긴 스트럿을 사용하고, 크로스 빔 3 개의 짧은 것을 사용.
- 브래킷과 볼트를 사용 제진 테이블 네 기둥을 고정. 볼트와 너트를 사용하여 중앙 크로스 빔에 gymbal 어셈블리를 연결합니다.
- gymbal 어셈블리의 수평 중심의로드 셀을 설치; 와이어 gymbal 팔에 반대편을 연결하는 동안 견고하게, gymbal 어셈블리의 프레임에로드 셀의 한 쪽을 연결합니다.
- 압전 액츄에이터를 조립합니다.
- 압전 스택의 구멍을 통해 긴, 완전히 스레드로드 3을 삽입; 하나의 세탁기와 스택의 각 끝에 하나의 너트를 넣어; 약 1/8 하나 너트의 끝에서 돌출 스레드에 둡니다.
- 모두 스택의 프리로드를 만들 끝에서 너트를 조이십시오. 너트와 와셔를 사용하여 gymbal 팔에 긴 노출 스레드를 연결합니다. 척에 압전 액추에이터 및 삽입 디스크의 다른 끝에 나사 도토리 너트 (이 도토리 너트및 디스크)가없는 테스트, 설정 목적을 위해 사용된다.
- 도토리 너트 디스크의 상부와 접촉하고 gymbal 아암 레벨이되도록 gymbal 조립체의 높이를 조정한다.
- 도토리 너트와 디스크 사이의 접촉 지점은 약 25mm 떨어진 디스크의 회전 중심으로부터되도록 gymbal 조립체의 위치를 조정한다. 안정성을 보장하기 위해 셋업에서 모든 볼트를 조입니다.
- 신호 생성, 신호 증폭, 및 데이터 수집 서브 시스템을 설정합니다.
- 실험실 컴퓨터에 데이터 수집 시스템을 연결합니다. 전기 증폭기의 입력 신호 발생기의 출력을 연결합니다. 압전 스택의 입력 와이어 앰프 출력을 연결합니다. 데이터 수집 시스템에 증폭기 모니터를 연결한다.
- 신호 조절기에로드 셀을 연결하고 데이터 수집 시스템에 신호 컨디셔너의 출력을 연결한다.
- 추가 설정입니다.
- 공기를 쇼핑 공기 호스를 연결합니다. 이러한 압전 액츄에이터에 그 출구 가리키는 프레임 호스의 단부를 고정한다. 압전 액추에이터에 열전대의 끝을 테이프입니다. 독자 열전대 리드를 연결합니다; 프레임에 독자를 끊습니다.
2. 사전 테스트 준비
- 모터의 회전 속도를 보정한다.
- 척의 가장자리에 자석을 부착합니다. 척에 가까운 장소 홀 효과 프로브. 그는 데이터 수집 시스템과 연결하는 가우스 미터 홀 효과 프로브의 출력을 연결한다.
- 데이터 수집 소프트웨어를 열고 데이터 수집을 시작합니다. 모터를 켜십시오; (10) (모터가 제공 낮은 회전 속도)로 모터 제어기의 속도 노브를 돌려. 모터가 10 회전을 위해 회전 한 후, 모터의 전원을 끄십시오. 데이터 수집을 종료합니다.
- 저장된 데이터를 분석; 가우스 미터로부터의 출력 신호의 두 개의 피크 사이의 시간은 모터가 썩위한 시간하나의 전체 혁명을 먹었다.
- 10 단위로 10 ~ 100 (가장 높은 회전 속도는 모터가 제공하는)에서 노브를 돌려; 반복은 2.1.3에 2.1.2 단계를 반복합니다.
- 계면 수직력을 측정하는 도토리 너트와 디스크 사이에 하중 센서 패드를 배치했다. 미세 기계 선반을 사용하여 테스트 디스크의 표면.
- 청소 도토리 너트와 디스크는 시험 직전에 시험한다.
- 플라스틱 장갑에 넣고 실험실 와이프의 mask.Prepare 조각에 직면; 1 인치 사각형으로 그들을 배. 티슈 사각형에 에탄올을 분무; 부드럽게 그들과 함께 도토리 너트와 디스크의 표면을 닦으십시오.
- 깨끗한 도토리 너트와 디스크를 설치합니다.
- , 압전 액추에이터에 도토리 너트 스레드 오픈 엔드 렌치로 조여. 척에 디스크를 삽입; 확실 도토리 너트의 선단이 디스크 표면과 접촉하도록 위치를 조정한다.
- 디스크와 gymbal 팔의 상부면을 맞 춥니 다. 그래서 척을 조디스크가 단단히 고정된다.
- 디스크의 회전 진동을 측정한다.
- 고정 레이저 변위 센서를 설치하고 마찰 계 옆에 고정 배치합니다. 디스크는 센서의 범위 내에 있고, 레이저 빔은 디스크에 수직이되도록 상기 센서의 높이와 각도를 조정한다.
- 데이터 수집 시스템에 센서의 출력을 연결한다. 데이터 수집을 시작합니다. 모터의 전원을 켜고 10 회전의 디스크를 회전; 모터의 전원을 끄십시오. 데이터 수집을 종료합니다.
3. 테스트를 수행
- 초음파 진동으로 테스트합니다.
- 와이어와 두 개의 풀리를 통해 gymbal 팔에 연결 한 후크에 잠깐 2 N의 무게. 중량 도토리 너트와 디스크 사이에 정상적인 하중을 적용하기 위해 사용된다.
- 로드셀에 수평 텐션을 제공하기 gymbal 아암에 연결 다른 후크 다른 2 N의 중량을 중단.
- 신호를 설정DC와 연속적인 사인파 신호를 제공하기 위해 발전기가 3 V 3 V의 진폭, 오프셋, 22 kHz의 (압전 액츄에이터의 공진 주파수)의 주파수. 오프셋 3 V가 압전 액츄에이터에 장력을 방지하기 위해 사용된다는 점에 유의.
- 데이터 수집 (감소 마찰력)을 시작합니다. 앰프의 전원을 켜고 4.67의 실제 이득 (게인 노브에 숫자가 임의적)에 해당하는 15 게인 노브를 돌립니다.
- 모터를 켜십시오; 20.3 mm / sec의 선형 속도를 제공하기 위해 6.67 rpm으로 회전 속도를 설정한다. 4 시간 동안 테스트를 실행합니다.
- 모터와 앰프의 전원을 끄고, 다음 데이터 수집을 중지합니다. 셋업에서 테스트 도토리 너트와 디스크를 제거; 반복 새로운 도토리 너트와 디스크를 설치 2.5 2.3 단계를 반복합니다.
- 반복 3.1.6에 3.1.1 단계를 반복합니다. 단계 3.1.5에서 13.3 rpm으로 각각 40.6 mm / 초 및 87mm / 초, 선형 속도를 제공하는 28.7 rpm으로 회전 속도를 설정; 2와 0.94 시간의 corresp에 대한 테스트를 실행ondingly.
- 초음파 진동없이 테스트합니다.
- 단계를 반복 3.1.6은 도토리 너트와 디스크를 변경합니다. 반복 신호 발생기와 신호 증폭기 오프 (측정 된 마찰 고유 마찰이다)와 3.1.6 3.1.1 단계를 반복합니다.
4. 광학 프로파일로 측정
- 측정 준비
- 단계 2.3을 사용하여 측정 직전에 디스크를 청소합니다. 디스크의 가장자리 주위에 여덟 고르게 분포 표시를 확인합니다. 프로파일로 소프트웨어를 엽니 다.
- 렌즈 샘플과 플랫폼 사이에 충분한 간격이 존재하도록 렌즈를 올린다. 샘플 플랫폼을 수준입니다. 플랫폼에 닦아 랩의 조각을 놓습니다.
- 부드럽게 프로파일로의 전면을 마주 여덟 마크들의 하나의 상부에 조직 샘플을 놓는다.
- 측정 설정.
- 처리 유형으로 VSI (수직 스캐닝 간섭계)을 선택합니다. 에 대한 5 배 렌즈를 선택보기 및 전체 모양의 큰 필드. 2.4 mm 1.8 mm의 스캔 영역에 대한 0.55X 배율을 선택합니다.
- 1X 스캔 속도를 선택합니다. -100 미터 ~ 100 미터로 검색 범위를 설정합니다. 화면 흐릿한 영상이있을 때까지 샘플을 향해 하방 렌즈를 가져온다. 이미지가 선명해질 때까지 렌즈의 높이를 조정합니다.
- 검사의 수는 각각의 측정 평균로서 2를 선택합니다. 측정 버튼을 클릭합니다.
- 사후 측정 절차.
- 전체 시료의 기울기에 대한 원시 이미지를 보정 할 수있는 소프트웨어에 정의 된 비전 조리법을 사용합니다. 소프트웨어 분석 도구 상자를 엽니 다.
- "기본 통계"항목에서 측정 된 조도 값을 얻습니다. "볼륨"항목에서 스캔 영역 내 마모 흉터의 측정 된 부피 손실을 가져옵니다.
- x 및 y 방향으로 1 차원 프로파일의 화상을 저장, 2D 프로파일 3D 프로파일뿐만 아니라, 조도 값들의 테이블. 일까지 샘플을 시계 방향으로 돌려전자 표시는 다음 프로파일로의 전면에 대향.
- 반복 4.2 나머지 7마르크 4.3 단계를.
- 반복 4.1 단계를 반복합니다. 여섯 디스크에 4.4.
Subscription Required. Please recommend JoVE to your librarian.
Representative Results
여기에 제시된 대표적인 측정은도 1에 도시 된 수정 된 마찰 계에서 얻었다. 압전 액추에이터는 22 kHz의 주파수에서 2.5 ㎛의 진폭으로 진동을 발생시킨다. 마찰 의존성을 연구하고, 선 속도에 감소를 착용, 세 가지 다른 속도 (20.3, 40.6, 및 87mm / 초)은 모터의 회전 속도를 변경함으로써, 디스크에 적용 하였다. 세 그룹 모두에 대해, 디스크의 회전 수 및 상기 핀의 이동 거리를 각각 1,600 292.5 m로 선택되었다. 공칭 회전 직경은 50mm이었다. 이러한 수직력, 진동 주파수 및 진폭과 같은 다른 파라미터는 모든 시험 (표 1)에 대해 동일한 남았다.
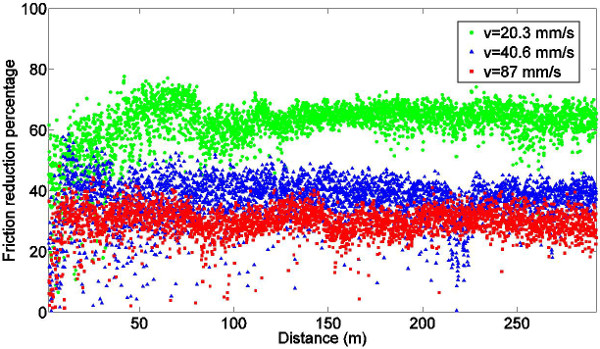
마찰력은 2 초 샘플링 윈도우를 이용하여 400 Hz의 주파수로 샘플링 하였다. (2)가 하나의 샘플링 윈도우에서 일반적인 데이터를 나타낸다. 관찰 fluctuatio마찰력에 N은 스틱 슬립에 기인한다. 마찰력의 평균값이 계산되고도 3에서 핀의 이동 거리에 대해 도시 하였다. 초음파 진동과 마찰력이 "X"표시로 도시되어 있지만 극한 마찰력은, 도면에서 점으로 표시된다. 녹색, 파란색과 빨간색은 20.3 mm / 초, 40.6 mm / 초, 및 87mm / sec의 시험 데이터를 각각 사용된다. 각 시험에서의 마찰력은 정상 상태 동작이 달성되면 거의 일정하게 유지된다.
디스크 런아웃은 수직력의 변화를 초래 핀과 gymbal 어셈블리의 수직 운동에서 관성 가속도가 발생합니다. 도 3에 도시 된 바와 같이, 그 결과, 측정 된 마찰력은 변동한다. 이것은도 2에서 관찰 변동 스틱 슬립 할 예정임을 강조한다. 시스템 후 마찰력의 평균값을 고려하여, 정상 상태 작동,도 도달도 3은 마찰력이 초음파 진동이 시스템에 적용되는지의 여부, 높은 선형 속도에서 높은 것으로 나타났다. 이 결과는 힘 - 속도 곡선이 낮은 선형 속도 19-21위한 양의 기울기를 갖는 것을 보여주는 이전 연구와 일치한다.
마찰 감소 백분율은 다음과 같이 정의된다
1. 
여기서 (초음파 진동 힘없이, 단계 3.2에서 측정) 극한 마찰력이고 (단계 3.1.4로 측정) 초음파 진동과 마찰력이다. 각 선 속도에서의 감소 백분율은도 4에 핀에 의해 이동 한 거리에 대해 도시되어있다. 초음파 진동이 테스트 한 모든 3 개의 선형 속도를 정상 상태 마찰력을 감소하지만, 백분율은 선 속도가 증가함에 따라 감소한다.
측정 된 정상 상태 마찰힘, 안정 거리 및 마찰 감소 백분율은 표 2에 나열되어있다. 초음파 진동이 산화물 층을 파괴하고 정상 도달 마찰력 대해 짧은 거리로 연결 핀과 디스크 사이의 안정적인 접촉을 형성하는 공정을 용이 초음파 진동 상태가 존재할 때.
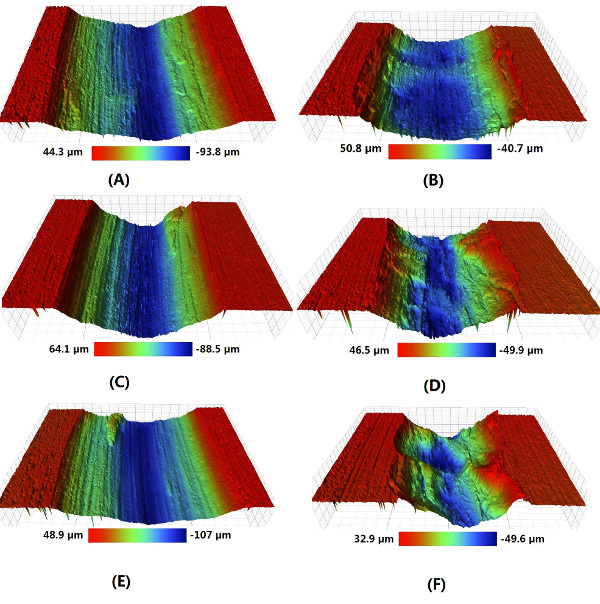
마모는 상이한 경도를 가진 재료의 표면 사이에서 발생한다. (22)으로 인해 스테인리스 강 경도 차이 (7백~9백50킬로그램은 / mm 2) 및 알루미늄 (45-50kg은 / mm 2) 마모 연마제로서 식별 이 연구에서. 디스크에 착용 홈은 이미지 B가, D, F는 진동없이 데이터 반면 5. 이미지 A, C, E는, 초음파 진동으로 시험에 해당하는 그림에 표시됩니다. 그것은 홈이 더 고르지 초음파 진동이인가 될 때 비 반사 나타나는 것을 알 수있다.
입체 Profiles, 표면 거칠기 값과 홈의 체적 손실은 프로파일로 스캔에서 얻어진다. 초음파 진동이 홈의 3 차원 프로파일 (도 6 B, D, F)는 초음파 진동 마모 감소가 발생할 것을 제안하는, 진동 (도 6 A, C, E)없이, 좁은 덜 평활 한 것보다도 얕은 나타나는 .
속도는 다음과 같이 정의되어 마모, 마모 감소의 정도를 정량화하기
2. 
여기서 MM 3 디스크 볼륨 손실 (단계 4.3.2에서 측정)입니다 및 미터 (표 1)에서 핀에 의해 이동 한 거리입니다. 마찰 감소 비율과 유사하게, 마모 감소 백분율은 다음과 같이 정의된다
3. 
여기서 (초음파 진동)없이 극한 마모율이고 함께 마모율이고초음파 진동을 적용. 요금 및 표면 거칠기 파라미터를 착용 테이블의 데이터도 3은 초음파 진동 마모 감소 지표 인 존재할 때 작다. 마모 감소율은 속도가 증가함에 따라 거의 일정하게 유지된다.





"항상"=> 페이지 내에서 
그림 1. 실험 장치 (A) 전체 마찰 계 (B) 모터 (C)의지지 프레임 (D) 자세한 gymbal 조립 (E) 압전 액츄에이터; 및 (F) 시스템 개략도. (이 수치는 13에서 수정되었습니다.)

하나의 샘플링 창에서 2. 일반적인 데이터를 그림. (이 수치가 13에서 수정되었습니다.) 이 그림의 더 큰 버전을 보려면 여기를 클릭하십시오.
931fig3.jpg "/>
와 다양한 속도에서 초음파 진동없이 그림 3. 마찰의 힘. (이 수치가 13에서 수정 된) 이 그림의 더 큰 버전을 보려면 여기를 클릭하십시오.

식 계산 그림 4. 측정 된 마찰 감소. (1). (이 수치가 13에서 수정 된)하시기 바랍니다 여기를 클릭하여 이 그림의 더 큰 버전을 볼 수 있습니다.

그림 5. 착용 홈은 초음파 vibr 얻을. 관리 포인트 (A, C 및 E) 및 초음파 진동없이 (B, D 및 F)는 각각의 칼럼에 대응하는 선 속도 : 20.3 mm / 초 (A, B); 40.6 mm / 초 (C, D); 및 87mm / 초 (E, F). (이 수치는 13에서 수정되었습니다)

. 초음파 진동 (A, C, 및 E)없이 얻어진 마모 홈의 초음파 진동 (B는 D 및 F)는 각각의 행 선 속도 나타내는 그림 6. 3D 프로파일 : 20.3 mm / 초 (A, B); 40.6 mm / 초 (C, D); 및 87mm / 초 (E, F). (이 수치가 13에서 수정 된)하시기 바랍니다 여기를 클릭하여 이 그림의 더 큰 버전을 볼 수 있습니다.
| 매개 변수 | 값 | ||
| 그룹 | 1 | (2) | 3 |
| 선형 속도 (㎜ / 초) | 20.3 | 40.6 | 87 |
| 상영 시간 (HR) | 4 | (2) | 0.93 |
| 핀에 의해 여행 거리 (M) | 292.5 | ||
| 혁명 | 1,600 | ||
| 핀 소재 | 스테인레스 스틸 (316) | ||
| 디스크 자료 | 알루미늄 2024 | ||
| 공칭 수직력 (N) | 3 | ||
| 디스크가 완전히 소모 (㎜) | 0.0286 | ||
| 미국 주파수 (kHz) | (22) | ||
| 미국의 진폭 (μm의) | 2.5 | ||
| 공칭 그루브 직경 (mm) (50) | |||
| 공칭 온도 (℃) | 21 ± 1 | ||
| 공칭 액추에이터 온도 (℃) | 31 ± 1 | ||
| 환경 | 실험실 공기 | ||
| 샘플링 주파수 (Hz) | (400) | ||
마찰 계 테스트에 사용 표 1. 매개 변수를 설정합니다. (이 표는 13에서 수정되었습니다)
| 선형 속도 (㎜ / 초) | 미국 | 정상 상태 마찰 (N) | 거리가 정상 상태 (m)을 달성 | 마찰 감소 (%) |
| 20.3 | 아니 | 1.024 ± 0.063 | 4.17 | 62.22 |
| 네 | 0.379 ±0.041 | 2.78 | ||
| 40.6 | 아니 | 1.201 ± 0.055 | 11.61 | 36.11 |
| 네 | 0.748 ± 0.035 | 7.21 | ||
| 87 | 아니 | 1.472 ± 0.064 | 8.94 | 29.32 |
| 네 | 1.041 ± 0.056 | 4.64 |
표 2 정상 상태 마찰력은, 정상 상태 및 마찰 감소를 달성하기 위해 거리를. (이 테이블 (13)로부터 수정 된)
| 선형 속도 (㎜ / 초) | 미국 | R (μm의) | R의 Q (μm의) | R의 T (μm의) | 속도를 착용 (MM 3 / 분) | 접점의 개수 | |
| 20.3 | 아니 | 18.829 | 21.421 | 124.35 | 2.237 × 10 -2 | 45.76 | |
| 네 | 17.238 | 18.975 | 87.011 | 1.214 × 10 -2 | 3.17 × 10 (8) | ||
| 40.6 | 아니 | 21.647 | 22.673 | 109.28 | 2.581 × 10 -2 | 48.18 | |
| 네 | 17.289 | 19.922 | 106.42 | 1.338 × 10 -2 | 1.58 × 10 (8) | ||
| 87 | 아니 | 19.825 | 21.921 | 130.52 | 2.43 × 10 -2 | 48.63 | |
| 네 | 17.606 | 111.25 | 1.248 × 10 -2 | 7.39 × 10 (8) |
마모율, 접점의 수 및 표면 거칠기 파라미터를 표 3에 비교 (산술 평균, 제곱 루트를 말한다 프로파일의 최대 높이) (표 13에서 수정 된).
Subscription Required. Please recommend JoVE to your librarian.
Discussion
실험은 초음파 마찰 및 마모 저감에 선 속도의 효과를 연구하기 위해,이 프로토콜을 이용하여 수행 하였다. 측정은 초음파 진동을 효과적으로 마찰을 줄이고, 3 개의 선형 속도로 마모 보여준다. 이전의 관찰과 일치 마찰 감소량는 87mm / sec의 29.3 % 20.3 mm / sec로 62.2 % 감소 함. 착용 감소는 선형 속도 (48.6 %에 45.8 %)의 변화와 무시할 수있다.
초음파는 물질을 통해 전송 될 때 이러한 탄성 계수 및 항복 강도 등의 물성이 변경 될 수 있습니다. 이것은 종종 초음파 연화 (23)이라고합니다. 이 연구에서, 압전 작동기 및 셋업의 다른 부분 사이에 강성의 차이에 기인는 액추에이터에 의해 생성 된 22 kHz의 진동은, 실험 장치의 다른 부분으로 전달되지 않았다의 진동 모드 비록 약 100 Hz에서 구조 흥분했을 때 초음파 VIB식량이 적용되었다. 핀과 디스크 사이의 계면에서, 초음파 진동은 계면에서의 온도 상승을 야기한다 발열을 일으킨다. 그러나, 동 및 Dapino 실시한 실험에 기초하여, 온도 상승은 재료 특성의 변화를 무시할 수있는 범위 내에서 발생한다.
이 실험의 한 가지 제한은 핀의 상하 이동, 암 gymbal 및 중량을 일으킬 수 디스크 워블을 제거하는 메커니즘이 없다는 것이다. 실제 수직력의 변형에서 질량 이동 결과 가속도 따라서 마찰력 측정, 계면에 적용 하였다. 따라서, 모터 축, 스플라인 샤프트, 척 및 디스크 레벨임을 보장하기 위해 중요하다. 워블의 양이 최소화 될 때 실험 변동을 저감 할 수있다.
도토리 너트가 시험 중에 느슨해지지 않도록 또한 단단히 압전 액츄에이터에 도토리 너트를 체결하는 것이 중요합니다. 극단적 인진동이 인터페이스로 송신되어 있지 않은 경우 음파 진동은 마찰력을 감소시키기에 효과적이다. 마찰력이 갑자기 시험 동안 높은 레벨로 이동하는 경우, 그 때문에 도토리 너트와 액츄에이터 사이의 접촉 불량의 가능성이 높다. 이를 용이하게 검출 할 수 있도록이 문제는 윙윙 거리는 소음이 수반된다.
전기적으로 구동되는 압전 액추에이터는 더 냉각이 사용되지 않은 경우의 온도를 급격히 증가시킬 수있는 열을 생성한다. 이 열을 제거하고 액츄에이터의 일정한 온도를 유지하기 위해 적절한 수준으로 공기 흐름을 조절하는 것이 필수적이다. 압전 액츄에이터, 초음파 진동없이 테스트를 위해 꺼도 그 시험 조건이 모든 테스트에 대해 동일하게 유지되도록, 동일한 공기 흐름이 계속인가되어야한다.
이전 작품에 비해,이 프로토콜 연구 마찰 및 체계적 이전에 완료되지 않은 동일한 테스트에서 동시에 착용하십시오. gymbal조립체는 측정 된 작동력 또는 그러한 변형 또는 토크와 같은 다른 물리적 파라미터에서 마찰을 유도 하나, 다른 방법에 비해 경계면에서 마찰력을 측정하는보다 직접적인 접근법을 가능하게한다. 이들 시험을 위해 설계 및 구축 디스크 홀더는 다양한 치수, 재료 및 표면 거칠기와 시험 샘플의 편리한 변경을 허용한다. 광학 프로파일로는 볼륨 감소 또는 체중 감량 측정보다 마모 흉터의보다 자세한 이해를 제공 마모 감소, 공부하는 3D 프로파일 및 표면 조도 등의 정보를 제공합니다. 이러한 장점으로,이 프로토콜은 초음파 마찰의 의존성을 조사 및 수직 응력, 소재 경도, 표면 거칠기, 진동 진폭과 같은 많은 다른 변수에 감소를 착용하는데 이용 될 수있다.
Subscription Required. Please recommend JoVE to your librarian.
Acknowledgments
저자는 기여 그들의 기술 지원 및 현물 혼다 R & D에서 NASA 글렌과 드웨인 Detwiler에서 팀 랜츠을 인정하고 싶습니다. 이 연구에 대한 재정 지원이 스마트 자동차 개념 센터 (www.SmartVehicleCenter.org)의 회원 단체에 의해 제공되었다, 국립 과학 재단 (National Science Foundation) 산업 / 대학 협동 연구 센터 (I / UCRC). SD는 스마트 자동차의 개념 친목 대학원과 오하이오 주립 대학 대학원에서 대학 원정대에 의해 지원됩니다.
Materials
| Name | Company | Catalog Number | Comments |
| DC Motor | Minarik | SL14 | |
| Electrical amplifier | AE Techron | LVC5050 | |
| Signal conditioner | Vishay Measurements Group | 2310 | |
| Signal generator | Agilent | 33120A | |
| Piezoelectric stack | EDO corporation | EP200-62 | |
| Load cell | Transducer Techniques | MLP-50 | |
| Load sensor pad | FlexiForce | A201 | |
| Laser meter | Keyence corporation | LK-G32 | |
| Hall-effect probe and gaussmeter | Walker Scientific, Inc. | MG-4D | |
| Data acquisition module | Data Physics | Quattro | |
| Data acquisition software | Data Physics | SignalCalc Ace | |
| Thermocouple reader | Omega | HH22 | |
| Optical profilometer | Bruker | Contour GT | |
| Profilometer operation software | Bruker | Vision 64 |
References
- Bhushan, B. Introduction to tribology. , John Wiley & Sons. New York. (2002).
- Severdenko, V., Klubovich, V., Stepanenko, A. Ultrasonic rolling and drawing of metals. , Consultants Bureau. New York and London. (1972).
- Taylor, R., Coy, R. Improved fuel efficiency by lubricant design: a review. Proc. Instit. Mech. Eng., Part J: J Eng. Tribol. 214 (1), 1-15 (2000).
- Littmann, W., Storck, H., Wallaschek, J. Sliding friction in the presence of ultrasonic oscillations: superposition of longitudinal oscillations. Arch. Appl. Mech. 71 (8), 549-554 (2001).
- Littmann, W., Storck, H., Wallaschek, J. Reduction in friction using piezoelectrically excited ultrasonic vibrations. Proc. SPIE. 4331, (2001).
- Bharadwaj, S., Dapino, M. J. Friction control in automotive seat belt systems by piezoelectrically generated ultrasonic vibrations. Proc. SPIE. 7645, 7645E (2010).
- Bharadwaj, S., Dapino, M. J. Effect of load on active friction control using ultrasonic vibrations. Proc. SPIE. 7290, 7290G (2010).
- Kumar, V., Hutchings, I. Reduction of the sliding friction of metals by the application of longitudinal or transverse ultrasonic vibration. Tribol. Int. 37 (10), 833-840 (2004).
- Pohlman, R., Lehfeldt, E. Influence of ultrasonic vibration on metallic friction. Ultrasonics. 4 (4), 178-185 (1966).
- Popov, V., Starcevic, J., Filippov, A. Influence of Ultrasonic In-Plane Oscillations on Static and Sliding Friction and Intrinsic Length Scale of Dry Friction Processes. Tribol. Lett. 39 (1), 25-30 (2010).
- Dong, S., Dapino, M. J. Piezoelectrically-induced ultrasonic lubrication by way of Poisson effect. Proc. SPIE. 8343, 83430L (2012).
- Dong, S., Dapino, M. J. Elastic-plastic cube model for ultrasonic friction reduction via Poisson effect. Ultrasonics. 54 (1), 343-350 (2014).
- Dong, S., Dapino, M. J. Wear Reduction Through Piezoelectrically-Assisted Ultrasonic Lubrication. Smart. Mater. Struct. 23 (10), 104005 (2014).
- Chowdhury, M., Helali, M. The effect of frequency of vibration and humidity on the wear rate. Wear. 262 (1-2), 198-203 (2014).
- Bryant, M., Tewari, A., York, D. Effect of Micro (rocking) vibrations and surface waviness on wear and wear debris. Wear. 216 (1), 60-69 (1998).
- Bryant, M., York, D. Measurements and correlations of slider vibrations and wear. J. Tribol. 122 (1), 374-380 (2000).
- Goto, H., Ashida, M., Terauchi, Y. Effect of ultrasonic vibration on the wear characteristics of a carbon steel: analysis of the wear mechanism. Wear. 94, 13-27 (1984).
- Goto, H., Ashida, M., Terauchi, Y. Wear behaviour of a carbon steel subjected to an ultrasonic vibration effect superimposed on a static contact load. Wear. 110 (2), 169-181 (1986).
- Robinowicz, E. The friction and wear of materials. , Wiley. New Jersey. (1965).
- Bowden, F., Freitag, E. The friction of solids at very high speeds. Proc. R. Soc. A. 248 (1254), 350-367 (1985).
- Burwell, J., Rabinowicz, E.
- Cocks, M.
- Rusinko, A. Ultrasound and Irrecoverable Deformation in Metals. , LAP Lambert Academic Publishing. Saarbrücken. (2012).

{kind=link}
{kind=link}