A pilot plant in Morris, MN has demonstrated the feasibility of using wind for local ammonia manufacture18, as shown in Figure 1. The wind generates electricity, which is used to make nitrogen and hydrogen through the pressure swing absorption of air and through the electrolysis of water, respectively. A reactor uses a conventional catalyst to combine the nitrogen and hydrogen gases, making ammonia. The ammonia is then separated using a condenser.
The method described here includes a process to recycle any unreacted hydrogen and nitrogen. The overall procedure is similar to that demonstrated in Figure 3, the conventional process, except the condenser is replaced with a packed bed absorber. The absorbents are primarily made with magnesium chloride and calcium chloride. The initial reaction rates demonstrated by this system at low conversion are consistent with many earlier studies, as demonstrated in Figure 4. The total pressure drop in the system is proportional to the ammonia production rate. This rate is much greater with absorption than without, as illustrated in Figure 5. Also, with absorption, the rate of reaction varies much less with temperature (Figure 6). With absorption, a temperature change of 60 °C has little effect on the reaction rate, while the initial reaction rates (Figure 4) demonstrate almost an order of magnitude change.
At the temperatures and pressures used here, pure ammines are not stable. At a given flow, the amount of ammonia absorbed by the bed is reduced after its repeated use (Figure 7). Stabilizing the absorbent can improve its capacity. As demonstrated in Figure 8, this stability over many cycles can be achieved by trapping small magnesium chloride crystals in fissures of the alumina. Additional improvements to the absorbent are currently being investigated.
With absorption, chemical and absorption kinetics are less able to limit ammonia production, as illustrated in Figure 9. The intercept at infinite pump flow includes the resistances of reaction and absorption. When this reciprocal is small, the chemical reaction values are large. Higher pump flows correspond to rate increases; at infinite pump flow, the rate can be extrapolated to a finite limit.

Figure 1. The Small-scale Plant. Please click here to view a larger version of this figure.
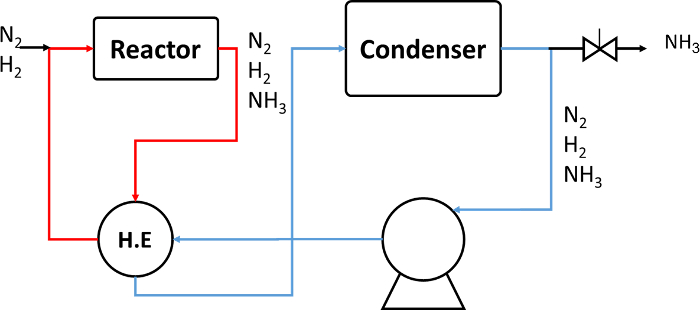
Figure 2. A Schematic Drawing of the Small-scale Plant. Please click here to view a larger version of this figure.

Figure 3. The Absorbent Process. Please click here to view a larger version of this figure.

Figure 4. Initial Reaction Rates. Please click here to view a larger version of this figure.

Figure 5. Conversion Without and With Separation by Absorption. Please click here to view a larger version of this figure.

Figure 6. Reaction with Absorption. Please click here to view a larger version of this figure.

Figure 7. Current Absorbents are Limited. Please click here to view a larger version of this figure.

Figure 8. Micrographs of Absorbents. Please click here to view a larger version of this figure.

Figure 9. Reaction versus Recycle Flow. Please click here to view a larger version of this figure.
| Peak Temperature Range (°C) | Max. Rate of Temperature Increase (°C/h) | Time in Heating Steps (h) | Time (h) |
| Ambient-340 | 40 | 8 | 8 |
| 340-370 | 15-20 | 2 | 10 |
| 370-400 | 10-May | 5 | 15 |
| 400-430 | 0-5 | 28 | 43 |
| 430-470 | 5 | 8 | 51 |
| Hold Inlet Temperature at 450 (°C) for 4 h |
Table 1. Temperature Ramps Used to Activate the Catalyst.
| 7/14/2014 | 9/2/2014 | 9/17/2014 | 10/29/2014 | 1/9/2015 | |
| Reactor T | 569 | 575 | 563 | 565 | 557 |
| Pressure p | 112 | 72 | 124 | 117 | 128 |
| Condenser T | 404 | 365 | 425 | 413 | 420 |
| Reaction | 9 | 3 | 17 | 14 | 30 |
| Condensation | 0.019 | 0.012 | 0.021 | 0.02 | 0.022 |
| Recycle | 0.004 | 0.005 | 0.004 | 0.003 | 0.003 |
Table 2. Typical Rate Data from Pilot Plant Operation.
The times for reaction, condensation, and recycle show that the chemical kinetics has the largest time, and hence the slowest rate. Units: T (°C), p (bar)
Critical Steps of the Reaction-absorption Experimental Apparatus:
Make sure that there is no impurity in the nitrogen and hydrogen system. The absorbent materials will change after each cycle. In most cases, at high temperature and in the presence of ammonia, the absorbent materials fuse and form a large solid concrete. According to the thermodynamic properties of each metal halide and ammine complex, the appropriate temperatures for absorption and desorption should be employed. Before each test, the pressure drop across the system (absorber, reactor, tubing, valves, fittings, etc.) should be checked, to make sure that the recirculation loop, absorber, or reactor are not imposing large pressure drops across the system.
Limitations: The Best Absorbents Known Now Are Unstable:
The ammine absorbents used to separate ammonia have a large potential capacity, as much as six moles of ammonia per mole of calcium. This absorption is controlled by the diffusion in the solid, and hence is much slower than diffusion in the surrounding gases. Absorption at the high temperatures and pressures like those in the synthesis reactor has a smaller capacity, but is still usually more than the amount collected by surface adsorption.
However, the absorbents themselves, especially magnesium chloride, are not stable28. As a result, breakthrough curves in packed bed experiments are not reproducible, as shown in Figure 7. This figure reports the breakthrough curves of ammonia-nitrogen mixtures flowing through a packed bed of particles of magnesium chloride. As expected, the bed does absorb the ammonia, but the amount absorbed at a given flow drops as the bed is repeatedly used. At the same time, the solids in the bed change from a free-flowing powder to a single concrete mass. This fusion makes the kinetics of absorption much slower. To overcome this, we made a packed bed of alumina supporting the small crystals of magnesium chloride. Such a bed does show stable breakthrough curves, apparently stabilized by the small chloride crystals trapped within fissures of the alumina and shown in Figure 828. Further improvement in the absorbent remains an active research focus.
Significance of the Method: Recycle of Unreacted Gas Now Controls:
The controlling step is now, largely, the rate of recycle of the unreacted gases, as shown in Figure 9. This figure plots the reciprocal of the pressure change versus the reciprocal of the pump flow. The pressure change is, of course, the same measure of reaction that we used in Figure 5 and Figure 6: the small values of this reciprocal correspond to the large values of the chemical reaction. The reciprocal of the pump flow, shown on the x-axis, is simply a convenient way to investigate what happens as the pump flows approach infinity. As can be seen, the rate increases at higher pump flows, and extrapolates to a finite limit at infinite pump flow. This limit is close to the fastest reaction rate possible, that is, the forward reaction rate without the constraints of either the reverse reaction or separation. The slope on this line measures the effect of recycling the unreacted gases.
The results shown above confirm the viability of the reaction absorption process for the enhanced production of ammonia at significantly lower pressures. For example, in one set of measurements, we obtained more than 80% conversion with relative fast ammonia synthesis rates. This suggests that high production rates at pressures as low as 25 bar are viable when ammonia is removed from the system efficiently. The absorption separates the synthesized ammonia from the reaction environment and induces the reverse reaction.
The data for the current pilot plant and for our absorption studies show that the reaction rate for moles ammonia synthesized per time equals the ammonia concentration in the system at equilibrium minus the true ammonia concentration, divided by three characteristic times. The first of these times is the time of reaction, the second is the time of separation, and the third is the time for recycle. Examples of these times are shown in Table 1, where the absorption step is by partial ammonia concentration. At present, the time of reaction is the largest, so that the existing pilot plant's productivity is controlled by the chemical reaction rate. We can increase the reaction rate by increasing the temperature. We are doing this, and the plant is running well.
Future Applications and Directions:
The data for both the pilot process and the absorption process can also be analyzed in terms of a concentration difference divided by three characteristic times. More specifically,

where C and C* are the nitrogen concentrations actually present and present at equilibrium, respectively, and τrxn, τsep, and τrecycle are times of reaction, separation, and recycle, respectively. In the small plant and in our initial rate measurements, the time of reaction is the largest, that is, the slowest. It controls the overall rate. Therefore, we are trying to run the pilot plant at higher temperatures.
However, in our absorption process, the concentration at equilibrium C* is near zero because of absorption. Also, the times of reaction and absorption in an unsaturated bed are somewhat smaller than the time of recycle. Thus, the plot of inverse reaction rate versus the reciprocal of recycle flow should give a straight line roughly like that in Figure 9. The slope on this line should correspond to the recycle flow, and the intercept will represent any contributions of the chemical rates and absorption rates. Our preliminary data support this prediction, and suggest ways in which our synthesis can be further improved.
While these results are preliminary, they still permit speculation about the design of a small, efficient process that manufactures ammonia at reduced pressure. This obviously depends on an efficient absorbent. In the experiments to date, we have not focused on the rate of uptake of the absorbent and hence on its physical geometry. We have found this geometry is not always stable under reactor conditions, and hence represents a major area for continued development. We also have not worried about the amount of absorbent required: to get more absorption, we simply have used more absorbent. In addition, we have not worried about the absorbent lifetime; we have noted absorbent properties frequently deteriorate with use, both by forming fines and by apparently showing reduced surface area. All of these issues, dealing both with the absorbent and with the absorber design, must be resolved to further clarify the potential of this process. At the moment, however, the prognosis is good.
