In Figure 4 the morphology of the NaCl grains can be seen (angular and spherical), for illustrative purposes. The foams obtained with Protocol A were made using angular shaped grains and the rest were made with the spherical grains. It was found that the use of different shape NaCl grains had no observed effect on the porosity obtained in the samples.
From the results we can determine that samples a, b, and c (made with Protocol A), are on average 63% porous (Figure 5), determined from their bulk weight and volume. By making changes to the technique, for example including the pocket of fine NaCl at the bottom, enables the process to produce foams 5% more porous and allows the infiltration pressure to be lowered (from 3.5 to 3 bar), these are samples d, e and f made with Protocol B (Figure 6). The only difference between Protocols A and B is the addition of the fine NaCl at the bottom of the preform.
By removing the bottom gasket of the infiltration mold, as is done in Protocol C (Figure 7), the required infiltration pressure may be reduced further (from 3 to 1 bar). Using this method, samples g, h and i were produced, also showing a 5% increase in porosity. In Protocol C the reason for using 3 different sizes of NaCl particles is to investigate any effect on porosity, and demonstrate that, even with this change, the porosity obtained in the foams remains very similar and the change in particle size has little to no effect on foam porosity when compared to the effect of the protocol used. The foams produced with Protocol C are three separate samples, each one made with a different particle size. The final set of samples, j, k and l were made using Protocol D (Figure 8), by vibrating the NaCl to be infiltrated, increasing the density of the preform, giving a large jump of 8% in the porosity of the foams.
Occasional observations of an unsuccessful infiltration are that a certain region or regions of the preform are not properly infiltrated; over infiltration might occur as well, such as encapsulation of several NaCl particles by the metal, caused mainly by a high infiltration pressure, preventing the water to leach the NaCl out; this is very evident when there is a large drop in the apparent porosity (greater than 5%) in a sample produced using a certain Protocol, though this is a very rare event. Figure 9 shows a non-infiltrated sample on the left, a properly infiltrated sample in the middle and an over infiltrated sample on the right. In Figure 10 the change in porosity by modifying the infiltration pressure can be seen. If a higher infiltration pressure is applied, more aluminum is forced between the NaCl spheres (the higher pressure allows the surface tension to be overcome to a greater degree, permitting narrower gaps to be filled with metal), thus the free space remaining decreases, decreasing the porosity. To control the outcome of a properly infiltrated sample by this method is more difficult when compared to using a different protocol, since at higher pressures the risk of blocked pores in the foam increases greatly.
To assess the outcome of a production run the first indicator of properly infiltrated foams is their density, another would be observing the outside of the sample; a completely infiltrated foam is uniform in all its structure, if there are errors, they are quite noticeable (mostly blocked pores or non-infiltrated zones); they can be seen in Figure 11. The final results of this procedure are indicated in Table 1.

Figure 1. Foam Replication General Protocol Steps.
Figure 2. Design Schematics of the Foam Infiltration Mold and Assembled Image (Metric Scale). Please click here to view a larger version of this figure.

Figure 3. Laboratory Schematics of the Foam Infiltration Rig.

Figure 4. Morphology of the NaCl Grains (Left: Angular 2–2.36 mm; Right: Spherical 1.4–1.7 mm).
Figure 5. Protocol A samples a, b and c are made of open porous 99.95% aluminum foam with a pore size range from 1.4 mm to 1.7 mm, an average porosity of 63%, measuring 51 mm in diameter and 25.4 mm in height (Metric Scale). Please click here to view a larger version of this figure.
Figure 6. Protocol B samples d, e and f are made of open porous 99.95% aluminum foam with a pore size range from 1.4 mm to 1.7 mm, an average porosity of 66%, measuring 51 mm in diameter and 25.4 mm in height (Metric Scale). Please click here to view a larger version of this figure.

Figure 7. Protocol C samples g, h and i are made of open porous 99.95% aluminum foam with a pore size range of 1 mm to 1.18 mm, 1.4 mm to 1.7 mm and 2 mm to 2.36 mm respectively, an average porosity of 70%, measuring 51 mm in diameter and 25.4 mm in height (Metric Scale). Please click here to view a larger version of this figure.
Figure 8. Protocol D samples j, k and l are made of open porous 99.95% aluminum foam with a pore size range of 1.4 mm to 1.7 mm, an average porosity of 76%, measuring 51 mm in diameter and 25.4 mm in height (Metric Scale). Please click here to view a larger version of this figure.

Figure 9. Effect of the Infiltration Pressure on the Foams (Left: Non-Infiltration; Middle: Correct Infiltration; Right: Over Infiltration) (Metric Scale). Please click here to view a larger version of this figure.

Figure 10. Replicated Foam Porosity Variation by Infiltration Pressure Change using only Protocol A.
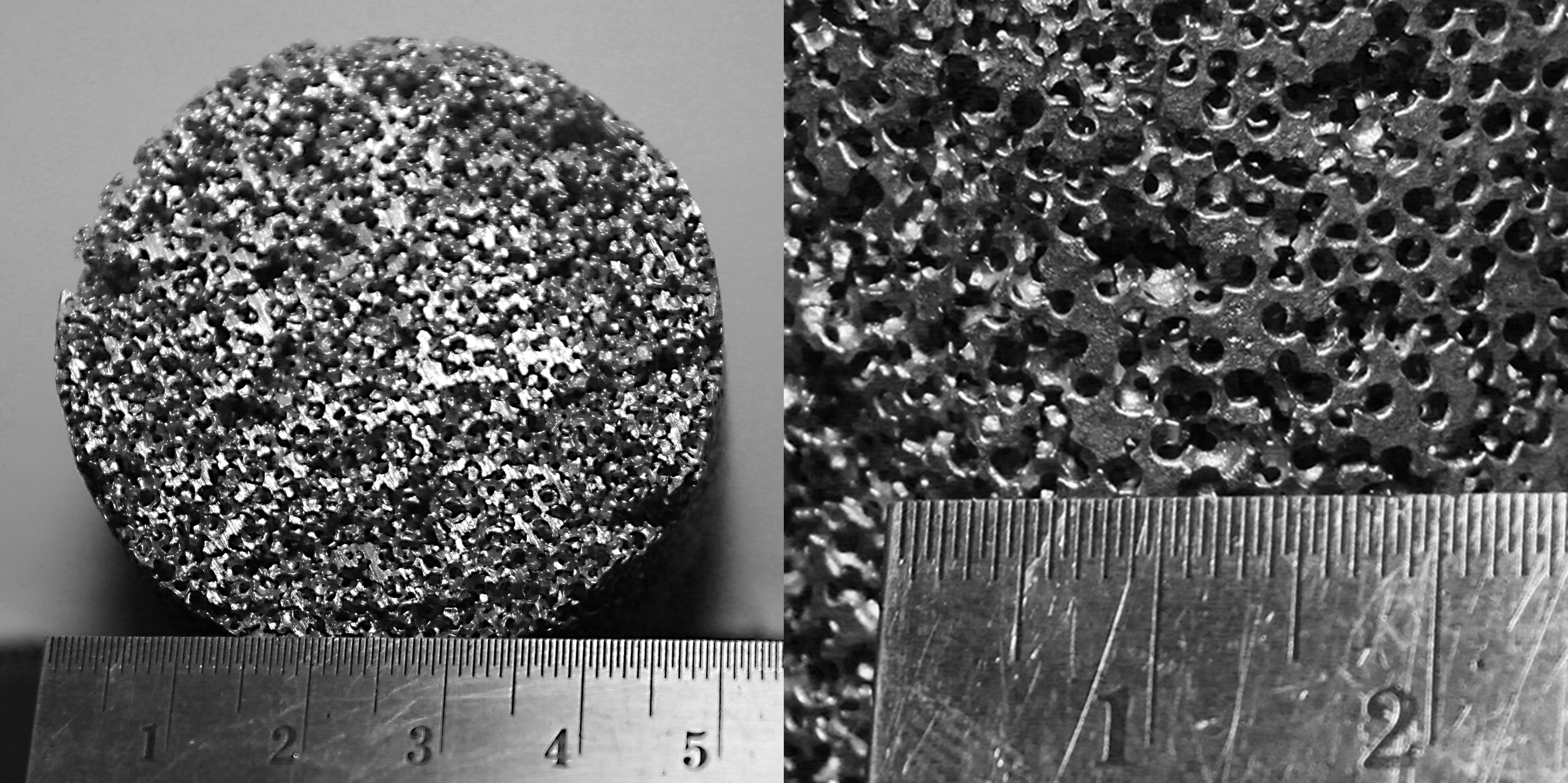
Figure 11. Noticeable Errors in Foams Produced by this Method (Left: Transversal Image; Right: Side Image) (Metric Scale). Please click here to view a larger version of this figure.
| Protocol | Sample | Particle Size (mm) | Porosity (%) |
| A | a | 1.4 – 1.7 | 63.45 |
| A | b | 1.4 – 1.7 | 62.98 |
| A | c | 1.4 – 1.7 | 63.09 |
| B | d | 1.4 – 1.7 | 66.33 |
| B | e | 1.4 – 1.7 | 66.21 |
| B | f | 1.4 – 1.7 | 66.08 |
| C | g | 1 – 1.18 | 69.96 |
| C | h | 1.4 – 1.7 | 70.03 |
| C | i | 2 – 2.36 | 70.75 |
| D | j | 1.4 – 1.7 | 76.20 |
| D | k | 1.4 – 1.7 | 75.69 |
| D | l | 1.4 – 1.7 | 76.56 |
Table 1. Replicated foam sample characteristics, porosities obtained and preform size used.
