Fonte: Kerry M. Dooley e Michael G. Benton, Dipartimento di Ingegneria Chimica, Louisiana State University, Baton Rouge, LA
L’elaborazione di sostanze biochimiche comporta operazioni unitarie come la cristallizzazione, l’ultracentrifugazione, la filtrazione a membrana e la cromatografia preparativa, che hanno tutte in comune la necessità di separare le molecole grandi da piccole o solide da liquide. Di questi, la cristallizzazione è la più importante dal punto di vista del tonnellaggio. Per questo motivo, è comunemente impiegato nelle industrie farmaceutiche, chimiche e di trasformazione alimentare. Importanti esempi biochimici includono separazioni chirali,1 purificazione di antibiotici,2 separazione di amminoacidi dai precursori,3 e molti altri prodotti farmaceutici,4-5 additivi alimentari,6-7 e purificazioni agrochimiche. 8 Il controllo della morfologia dei cristalli e della distribuzione dimensionale è fondamentale per l’economia di processo, in quanto questi fattori influenzano i costi delle operazioni di lavorazione a valle come l’essiccazione, la filtrazione e il trasporto dei solidi. Per ulteriori informazioni sulla cristallizzazione, consultare un libro di testo specializzato o un libro di testo Unit Operations. 9 anni
L’unità cristallizzante (Figura 1) consente di studiare: (a) gli effetti di parametri chiave, quali la sovrasaturazione e le velocità di raffreddamento/riscaldamento, sul contenuto di solidi, sulla morfologia e sulla distribuzione dimensionale dei cristalli; b) e il controllo in linea dei processi di cristallizzazione. La sovrasaturazione può essere controllata alterando condizioni come la velocità di agitazione e la temperatura. Le diverse classificazioni della cristallizzazione includono raffreddamento, evaporazione, oscillazione del pH e modifica chimica. In questo esperimento, un microscopio offline misurerà da cristalli di dimensioni variabili da 10-1000 μm, una gamma di dimensioni tipiche per i biologici.
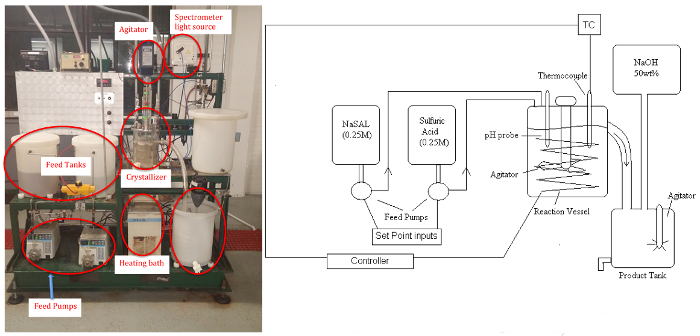
Figura 1: Schema P&ID (a sinistra) e immagine (a destra) di Crystallizer. Fare clic qui per visualizzare una versione più grande di questa figura.
Questo esperimento dimostrerà una “modificazione chimica”, o cristallizzazione “pH-swing”, per generare cristalli di acido salicilico (SAL) (precursore dell’aspirina) dalla reazione rapida di soluzioni acquose di salicilato di sodio basico (NaSAL), che sono basici, e acido solforico (H2SO4) ovunque da 40 – 80 ° C.11
Na+SAL + 0,5 H2SO4 SAL (ppt) + Na+ + 0,5 SO42-
Il sottoprodotto solfato di sodio rimane solubile. L’apparecchio è costituito da due serbatoi di alimentazione, tre pompe a velocità variabile (peristaltiche), il cristallizzatore (serbatoio agitato per approssimare temperatura e concentrazione uniformi, ~ 5 L), un bagno circolante per il controllo della temperatura, un regolatore di potenza, un serbatoio del prodotto e un serbatoio di trucco per la rigenerazione dell’alimentazione con soluzione NaOH (se lo si desidera). I campioni saranno analizzati da uno spettrometro UV-Vis per lo ione salicilato solubile residuo e il prodotto cristallino di acido salicilico sarà essiccato e pesato. Una sonda di pH può essere utilizzata per determinare lo stato stazionario quando le condizioni di reazione sono alterate.
Figure 2 presents representative data that suggests modest deviations from the crystal size distribution of the MSMPR ideal even at relatively high speeds and low feed concentrations.

Figure 2. Crystal size distribution for 0.16 M NaSAL feed, 540 rpm, 60 ° C
The crystals that form from this experiment are typically needle shaped, and the length distribution can be determined microscopically. Sample lengths with size dimensions (in microns) of typical crystals are shown in Figure 3. The normal and preferred range of crystals is 100-1000 microns.

Figure 3. Magnified salicylic acid crystals. The sizes are in microns. Please click here to view a larger version of this figure.
Assuming the equations of the MSMPR crystallizer (1-4), and using a mass balance on salicylate, runs the concentration of solid crystals in the magma (CSAL), the residence times (τ), growth rate functions G, amounts of supersaturation in the aqueous phase ΔC on a molar basis, nucleation function B0, and the crystal yields on both a product and a feed basis were determined. The G-function was computed from Equation (3) using the size distribution. And the supersaturation and mass balance equations are:
 (5)
(5)
 (6)
(6)
where Q1 is the volumetric flow rate of the NaSAL solution, Qt is total volumetric flow rate, (CNaSAL)0 is the feed concentration of NaSAL in Q1, and CNaSAL and CSAL are the product concentrations of soluble salicylate and crystals, respectively. Ceq is the equilibrium (interfacial) concentration of salicylate, which was ~2.2 g/L over the temperature range used in this demonstration.
The yield was defined on a feed basis as:
 (7)
(7)
And on a product-only basis as:
 (8)
(8)
If the % error in the mass balance on salicylate is large, then it is likely that either CSAL or CNaSAL are in error, as both are difficult to measure accurately. By looking at the values of Y1 and Y2 (at which gives a more reasonable trend), the primary source of the error can be determined.
From the values for G and B0, the powers "g" and "b" in Equation (4) were estimated using linear regression. Franck et al. reports a power "g" of ~3 and "b" of ~6 for this system11 using highly sterile conditions and high agitator speeds. Determining the differences between the experimental powers "g" and "b" and those of Franck et al. is useful in identifying factors that might be influencing the growth and nucleation functions. Representative data for a 50°C crystallization with feed concentrations of 0.35 M (NaSAL) and 0.25 M (H2SO4) are shown in Table 1.
Table 1. Crystallization Data
| Flow rate, mL/min | τ |  |
CNaSAL | CSAL | Y1 | Y2 | |
| NaSAL | H2SO4 | min | mm | mol/L | g/mL | % | % |
| 119 | 59.5 | 23.3 | 700 | 0.063 | 0.022 | 69 | 72 |
| 85 | 42.5 | 32.6 | 876 | 0.059 | 0.026 | 81 | 76 |
| 51 | 25.5 | 54.3 | 1190 | 0.055 | 0.026 | 81 | 77 |
These data were also used to solve for G and B0 and linear regression was performed to determine the powers "g" and "b" using the linearized Equation (4). Linear regression of the log functions (an example is shown in Figure 4) gave g = 1.1 and b = 2.4. While the trend in the powers (b about twice as large as g) was the same as observed in Franck et al., the powers themselves differed significantly, and the dependences on supersaturation ΔC were much smaller. This suggests that factors other than ΔC could be affecting the growth and nucleation rates, such as inadequate mixing, the relatively high pH's (for equimolar feeds the pH's are between 2.2-2.4), and ionic impurities introduced in the water (the municipal supply). These experimental powers would be used in any scale-up calculations, because other than ΔC, these factors would presumably be present in both the pilot-scale and industrial designs.

Figure 4. Linear regression of growth rate G as a function of supersaturation ΔC
This experiment demonstrated how to take raw concentration, flow and temperature measurements and use MSMPR theory to estimate the key parameters needed to design a large, complex crystallizer system. The critical role that residence time plays in obtaining high crystal yields and in controlling the average size of the crystals, was explored. Often there is an optimal residence time because very large crystals are seldom desirable. The same is true for mixing – mixing must be sufficient to keep the solid crystals from settling to the bottom, but at the same time the agitator speed is often a significant operating cost.
Some of the problems often experienced with this unit – partial blockages due to particle agglomeration, difficulties in obtaining uniform supersaturation due to imperfect mixing, and long times to reach steady state – are common to even well designed industrial crystallizers. This is why crystallizer designs seen in the manufacturers' literature are often amazingly complex.
This process is similar to crystallizations of other biologicals, such as L-ornithine-L-aspartate, which is used to treat chronic liver failure.5 The precursor L-ornithine hydrochloride costs >$300/kg and is difficult to recycle, so design for high crystal yields is critical. An example of an antisolvent, as opposed to pH-swing, biological crystallization is the refinement of danazol, a synthetic steroid used to treat endometriosis.13 Many drugs are hydrophobic with poor solubility in water. By dissolving the raw danazol product in ethanol and then re-crystallizing it by mixing with water, a purer and smaller particle size crystal product can be obtained. Crystallization of proteins is another important application, one example being lysozyme production.14
Industrial crystallizers can be designed to produce very narrow crystal size distributions through the application of fines removal (e.g., a pumparound heat exchanger that slightly raises temperature to dissolve the smallest crystals) and size classification (e.g., an "elutriation leg" that separates particles on the basis of their terminal velocities, collecting only the largest in the population). These design concepts were developed for inorganic salt crystallization but are now moving into the biological realm.
Materials List
| Name | Company | Catalog Number | Comments |
| Agitator, 150 W | Caframo | BDC 3030 | on reactor |
| Circulating heater | Neslab | RTE 110 | 0-100°C, for reactor |
| Peristaltic pumps (2) | Cole-Parmer | Masterflex L/S 7550-60, 1.6-100 rpm, 0.1 hp | For both NaSAL and H2SO4 feeds |
| Centrifugal pump | Cole-Parmer | 7553-00, 6-600 rpm | For product recycle |
| UV-Vis spectrophotometer | Ocean Optics | USB 2000 | For soluble NaSAL analysis |
| UV-Vis power supply | Ocean Optics | DT1000 CE | For use with USB 2000 |
APPENDIX A – USING THE SPECTROMETER
- Open the SpectraSuite software. Switch on both the UV and VIS lamps on the source. Be sure to turn the lamps off after using. Set the acquisition mode to Scope (blue S button on toolbar).
- On the toolbar change the Integration Time to 250 ms, the Scans to Average to 25, and the Boxcar Width to 2. Check the boxes for Strobe/Lamp Enable, Electric Dark Correction, and Stray Light Correction.
- Prepare Dark Spectrum and Reference Spectrum files. The spectrometer requires the generation of a Dark Spectrum file and a Reference Spectrum file.
- Immerse the probe into a test tube filled with DI water.
- To create a Dark Spectrum file, unplug the probe from the light source (white box). The graph should nearly trace the x-axis. To save your newly created Dark Spectrum, click on the grey light bulb, then File -> Store -> Store Dark Spectrum.
- To create a Reference Spectrum file, plug the probe connection back into the light source. Some peaks should appear on the graph in SpectraSuite. To save this Reference Spectrum, click on the yellow light bulb, then File -> Store -> Store Reference Spectrum.
- If ANY settings are changed (e.g., Integration Time, etc.), both the Dark Spectrum and Reference Spectrum must be generated again.
- Switch from Scope to Absorbance (A) mode. For NaSAL solutions, the absorbance should be observed at ~300 – 330 nm.
Quantification is only possible if NaSAL/salicylic acid solutions follow the Beer-Lambert law (A is in the “linear region”). For the salicylate ion, this region is A < ~0.9 – 1. Given past results, this criterion suggests that NaSAL solutions MUST be diluted (with DI water) to 0.05 g/L or less for quantification. Then, the unknown solutions can be quantified by comparing to the absorbance of an appropriately diluted standard solution:

where C is concentration, A absorbance, “u” an unknown, and “s” a standard solution of NaSAL. Note that BOTH “u” and “s” must show absorbance inside the linear range.
In spectroscopy, the absorbance depends on two factors, the type of chemical and its concentration, and the path length in the fluid. Change the concentration by dilution.