

Summary
在这里, 我们提出了一个协议, 以生产长丝的聚二甲基硅氧烷 (pdms) 有机硅通过一个熔炉的重力绘制。花丝的直径约为数百微米, 长度为几十厘米,可通过arduino 控制的电晕放电系统进行疏水模式。
Abstract
聚二甲基硅氧烷 (pdms) 有机硅是一种多功能聚合物, 不能轻易形成长丝。传统的纺丝方法失败了, 因为 pdms 在熔炼时不会表现出远长的流动性。我们介绍了一种改进的方法, 以生产 pdms 的细丝的聚合物的阶梯式温度分布, 因为它从流体到弹性体的交叉链接。通过监测其升温温度粘度, 我们估计了当它的材料特性可以修正为长细丝时的时间窗口。细丝通过高温管式烤箱, 固化足够的, 可以收获。这些细丝的直径为数百微米, 长度为几十厘米, 甚至更长、更薄的细丝是可能的。这些细丝保留了散装 pdms 的许多材料特性, 包括可切换的疏水性。我们用一种自动的冠状放电模式方法来演示这种能力。这些可模式的 pdms 硅胶丝丝可用于硅胶织件、透气传感器组件和模型微型折叠机。
Introduction
聚二甲基硅氧烷 (pdms) 有机硅是一种用途广泛的材料, 具有多种制造和研究应用。它具有耐热、防水、疏水、透气性、食品安全、生物相容性强、灵活性强、泊松比几乎理想的问题。此外, 它还可以很容易地作为各种功能分子的宿主, 在固化1,2之前或之后添加。其表面容易通过 uvo、氧等离子体或电晕放电来改变其疏水性并诱导短期自粘附 3,4,5。特别是, 它还被用于微流体6。
pdms 的细丝特别适用于生产高表面积有机硅织物、硅纤维传感器7和基于有机硅的添加剂制造材料 (3d 打印)。在我们的实验室中, 我们使用 pdms 的疏水图案细丝作为研究折叠的平台。研究小组通过先前报告的热声激励和成像系统研究灯丝在水环境中的构象统计.
通过传统的成形方法从 pdms 中形成高纵横比细丝具有挑战性。花丝具有较大的表面面积与体积比, 这使得从模具9中释放的情况复杂化。研究人员已经成功地护套 pdms 与载体聚合物连续电纺成纳米细丝10,11, 12, 虽然由此产生的细丝不是纯粹的 pdms。
从其他材料中生产宏观细丝的主要制造方法是通过毛孔从储层中提取粘稠液体。通常情况下, 粘性液体是一种热塑性塑料或玻璃, 在储层的高温下是液体, 在通过烟囱抽出时冷却成 (通常是无定形的) 固体长丝。这个过程有时被称为熔融纺丝, 它与 pdms 不兼容, 因为 pdms 在熔融时不会表现出远流性。有机硅和α-甲基苯乙烯的块状共聚物已被证明可以通过熔融纺丝产生丝状, 但同样, 产生的细丝并不是纯 pdms13。
除了储层和烟囱的相对温度被切换外, 我们在这里概述的方法类似于熔纺。pdms 是室温储液中的流体, 因为它尚未完成交联。pdms 的粘度随硅油与固化剂的交联而变化, 这一过程可以热加速。在将其放入储罐之前, 我们加热固化 pdms, 直到它达到适合长重力滴的粘度, 然后通过烟囱中的热管炉固化后滴入。该方法在一定程度上可与 "干纺" 相媲美, 即聚合物溶解在在拉伸过程中蒸发的挥发性溶剂中。
据我们所知, 唯一报道的生产纯 pdms 长丝的方法是我们以前的出版物8 。这里介绍的方法是对原始方法的重大改进, 目的是尽量减少过程的艺术。最值得注意的是, 通过测量预固化阶段和定时冷却期的粘度, 我们能够报告一个实验中可获得的灯丝可纺窗口。我们还介绍了一种通过arduino 控制的电晕图案系统对灯丝进行可重复的局部表面修改的方法, 从而实现了沿灯丝的纵向疏水图案。
Protocol
1. pdms 丝
- 加热炉和挤出总成
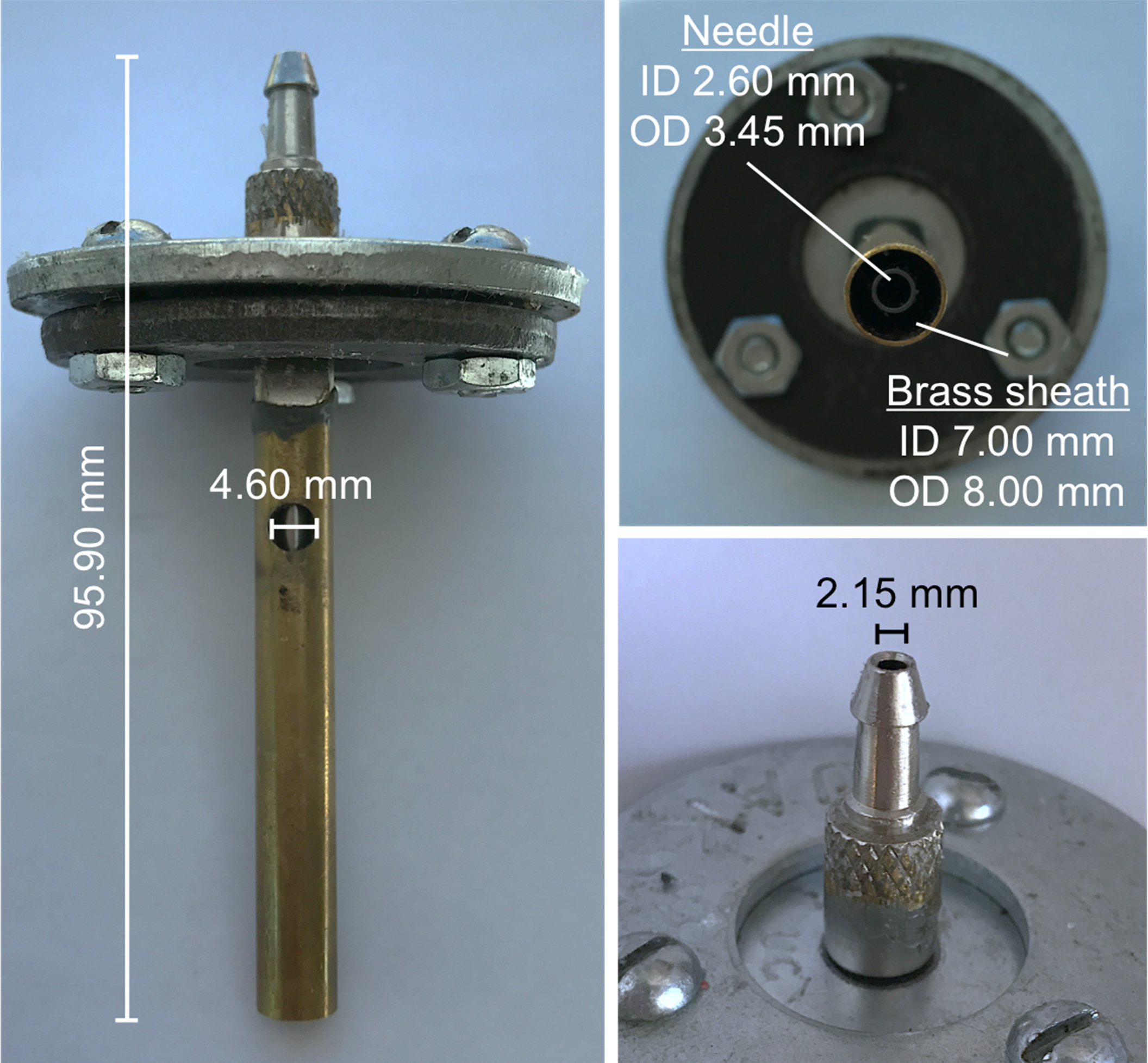
- 通过计量阀将 1.59 mm 内径的高温硅橡胶管连接到室内空气供应中 (见图 1)。将管材的另一端连接到由半径为 1.08 mm 开口周围的护套组成的挤出适配器上, 这将在灯丝周围产生稳定的向下气流 (例如,在大约 1.4 lp min 的气流中定制加工的黄铜护套);请参见规格的补充图 1 )。
注: 最好在减少的气流环境中产生细丝, 附近有灭火器。 - 用铝箔覆盖圆柱形陶瓷管炉下方的表面 (例如, 内径17毫米, 长度107.7 毫米), 以捕获任何多余的 pdms。
- 将挤出适配器安装在垂直管式炉的上方, 将开口对准炉, 并使炉体变平, 使灯丝通过。
- 通过高温硅橡胶半透明管材将挤出机连接到挤出适配器上。
- 通过红外测温仪测量, 加热熔炉, 直到内部温度约为 250°c, 使用可变变压器调节温度。
- 将炉移出挤出适配器下, 以便挤出适配器在生产长丝之前不会发热。
- 通过计量阀将 1.59 mm 内径的高温硅橡胶管连接到室内空气供应中 (见图 1)。将管材的另一端连接到由半径为 1.08 mm 开口周围的护套组成的挤出适配器上, 这将在灯丝周围产生稳定的向下气流 (例如,在大约 1.4 lp min 的气流中定制加工的黄铜护套);请参见规格的补充图 1 )。
- 部分预固化 pdms
- 将一次性样品管预热至65.0 °c, 安装在具有温度控制的粘度计中。使用合适的粘度计和主轴, 这样就可以测量 200-10000 mp·s 范围内的粘度。
- 将18.0 克 pdms 基座与其1.8 克的固化剂完全混合在称重船中, 并将混合物置于室温 (rt) 真空干燥器中15分钟或直到没有气泡残留。定期将干燥器打开, 使气泡在表面附近弹出。
注: 以下时间假定使用材料表中指定的 pdms 基座和固化剂。 - 将 17.7 g 混合物倒进台面上预热的样品管 (有些则因粘附在称重船上而丢失)。将样品管重新插入粘度计。
- 每分钟进行一次粘度测量, 保持粘度计缓慢旋转 (5 转/分)。
- 当粘度达到 4000 mpa·s 时, 用钳子取下样品管, 立即倒入室温挤出机。在从热量去除开始约4.5 分钟, 并持续4分钟的时间窗口中产生细丝。
- 挤压 pdms 以形成细丝
- 在延迟时间内, 使用红外测温仪确保炉温度在250°c。
- 从粘度计中取出样品管后大约 4分钟, 将炉移回挤出适配器下方, 并使用热安全手套将挤出适配器的内针与管式炉对齐。
- 定期拧紧挤出机上的螺杆, 使源源不断的 pdms 流经熔炉。
注: 如果液滴形成而不是细丝, 请等待30秒以进一步进行 rt 固化, 然后重试。不断的扭曲将 pdms 推过了熔炉。一般情况下, 小的突发可以通过关闭炉和使用不导电棒, 以驱逐任何建立的 pdms 从熔炉。
注意: 如果 pdms 滴落到炉壁或炉顶, 就有可能发生爆炸。 - 一旦 pdms 流开始变薄, 扭曲挤出机一个额外的半旋转。每次试验都有大约16转使用给定的挤出机。
- 每次扭动后, 将木棍上的细丝收集起来, 放在木架上, 以完成固化约12小时。
2. 计算机控制电晕放电 pdms 长丝的图案表面
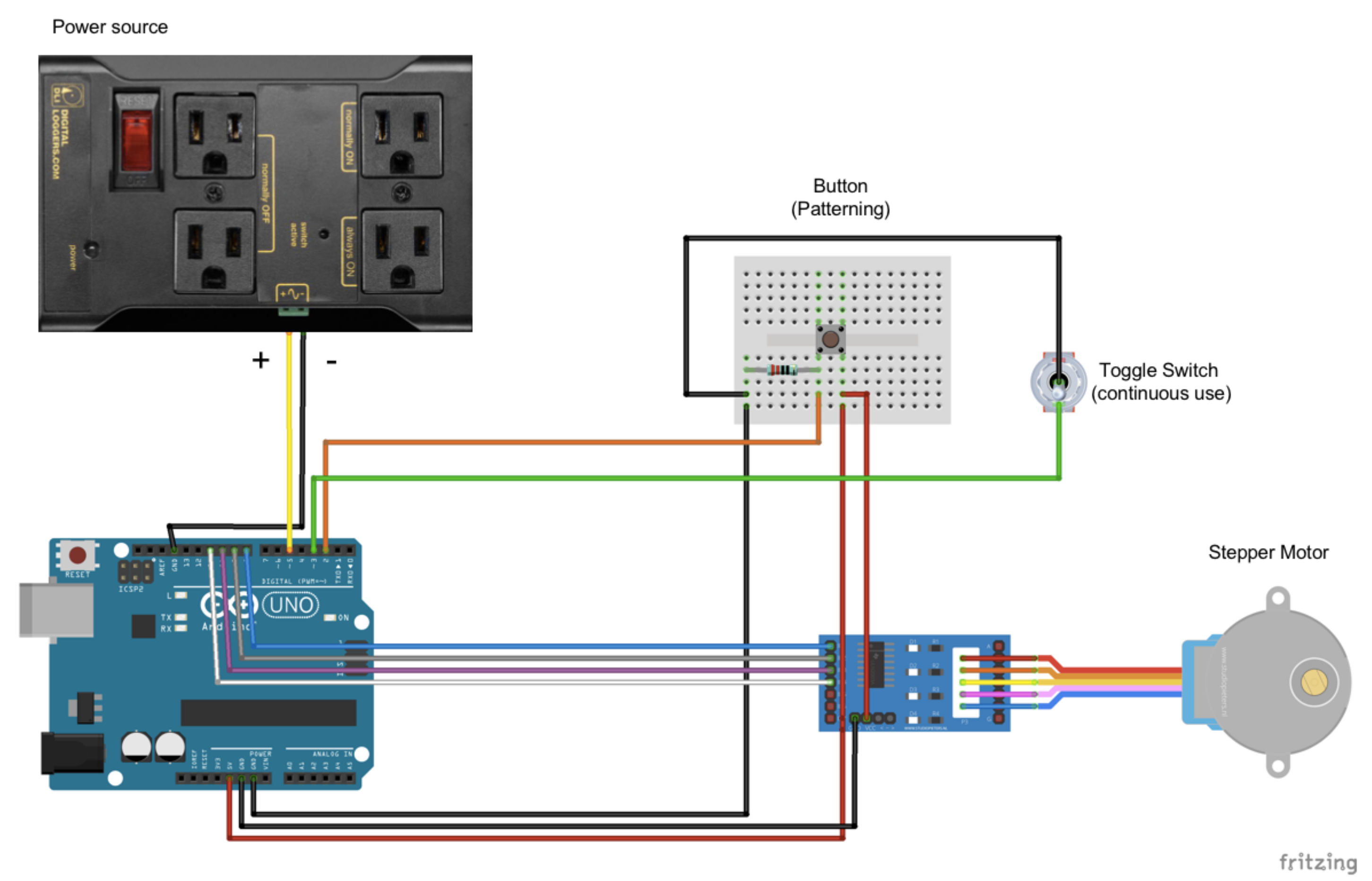
- arduino 控制的分质定位和电晕放电控制系统: 组装开源 arduino 微处理器控制的步进电机, 根据补充中的接线图将灯丝拉到电晕放电装置下材料。在系统的补充材料中上传自定义的 arduino 代码软件。
- 带设备的花丝表面
- 在代码中输入所需的模式 ("模式" 数组), 并通过usb 将其上传到 arduino。
- 用1% 十二烷基硫酸钠清洗固化的灯丝, 并用过多的纯净水冲洗。用空气擦干灯丝。
- 将灯丝放在带有切口 (例如, 激光切割丙烯酸, 参见补充图 3a) 的电状无导电板上, 使灯丝悬浮在空气中。使用双面胶带将灯丝的两端固定在板材上。
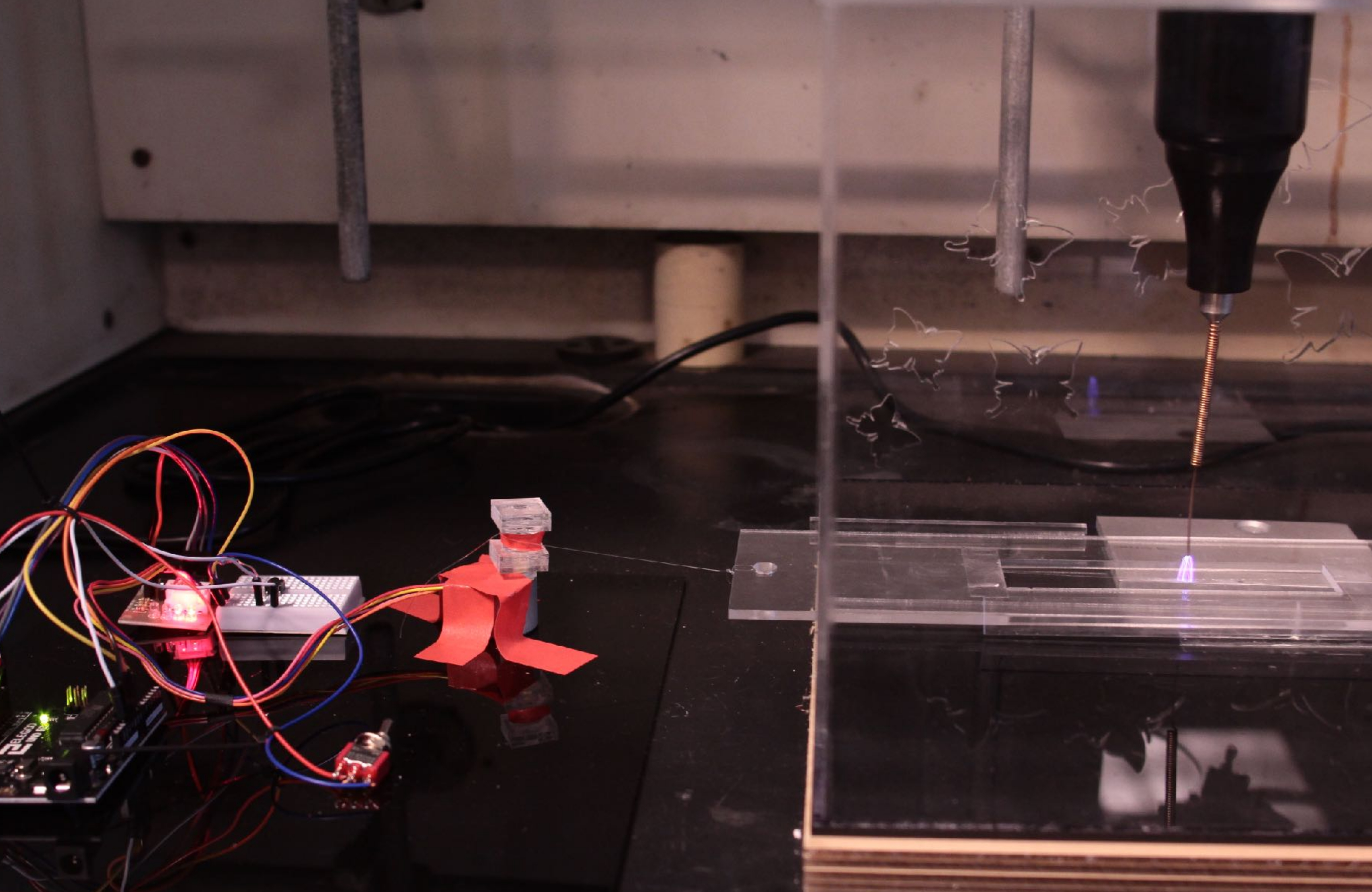
- 将板材放置在丙烯酸轨道之间的通风电晕放电箱中, 并确保其平整。将不动的金属板放置在丙烯酸下, 沿金属板边缘对齐长丝。
- 将电晕放电电极 (例如, 弹簧电极尖端) 放在灯丝上方约3毫米的位置, 然后将电晕除尘器插入 arduino 控制的插座。
- 将一条非导电线绑在丙烯酸板上的圆形切口上。将生产线的另一端固定在 arduino 控制的步进电机上 (参见补充图 3bc)。
- 按 arduino 电路中的按钮, 开始使用编程代码进行模式绘制。电晕放电是由低电流 4.5 mhz 电场产生的, 输出电压为 10-40 kv, 可修改 pdms 表面, 使其具有亲水性。
注意: 电流较低, 但该设备会在空气中产生臭氧和紫外线辐射。最好在通风罩中使用, 在通风丙烯酸护盾后面。
Representative Results
该方法 (图 1) 成功地产生了直径约为 200μm (图 2)、长度变化约为10厘米的细丝. 通过提高拉拔装置和平均细丝可以产生较长的细丝, 平均长的细丝每次运行的直径可以在50-300μm 之间变化。细丝具有柔韧性和鲁棒性, 其弹性模量可与散装 pdms8相媲美。在该协议中, 预固化 pdms 和提取细丝之间的工作时间足够长, 可以运输材料 (图 3)。
通过电晕放电的疏水性图案可以通过液滴接触角进行验证。长丝的圆柱形使接触角分析复杂;液滴可以形成对称的桶形或不对称的外壳形状14。对于我们的细丝, 使用1μl 水滴, 这两种形状分别对应于经冠状处理的亲水表面和未经处理的疏水 pdms (图 4)。

图 1: 长丝生产方法示意图.交联 pdms 在65°c 下加热, 直至粘度达到 4000 mpa·s。然后将其冷却并转移到挤出机, 将材料通过向下的气流护套开口, 然后通过管式炉, 然后作为细丝收获。请点击这里查看此图的较大版本.

图 2: 该方法演示的灯丝宽度直方图.宽度是每厘米长6条长丝, 其总长度约80厘米. 长丝扫描的平板扫描仪和分析由自定义的八度书脚本 15。插入物: 标尺旁边的长丝的代表性图像。请点击这里查看此图的较大版本.

图 3: pdms 粘度与时间的对比.粘度测量 (在 5 rpm 时) 的脱气 pdms 基和固化剂作为时间的函数, 具有不同的温度分布。连续加热 (灰色钻石) 处于 65°c, 表明粘度迅速增加。黑色数据点是在 65°c, 在去除室温之前, 当粘度达到 4000 mpa·s 时, 每个方法都是上述方法。红色数据点表示相同样品冷却至25°c 后的粘度。数据中显示的间隙发生在粘度计被冰水流冷却到25°c 时。青色窗口是指按照该方法进行长丝生产时的时间。请点击这里查看此图的较大版本.

图 4: 疏水图案长丝.(a) 长丝的图案采用了每2厘米交替的疏水性图案, 采用了上述 arduino-coorna 方法, 并以1μl 水滴进行了可视化。(b) 液滴根据灯丝的局部疏水性14采用壳 (左) 或桶 (右) 构象.壳接触角是直接估计的, 而颗粒液滴上的平面等效接触角则是通过拟合分析溶液8来确定的。请点击这里查看此图的较大版本.

补充图 1: 带气流护套的挤出适配器的尺寸.请点击这里查看此图的较大版本.

补充图 2: 电晕图案的接线图.电晕放电装置插入继电器电源。灯丝通过主轴加载在由非导电线连接到步进电机上的托盘上 (补充图 3)。该模式被上传到左下角的 arduino 微处理器上。请点击这里查看此图的较大版本.

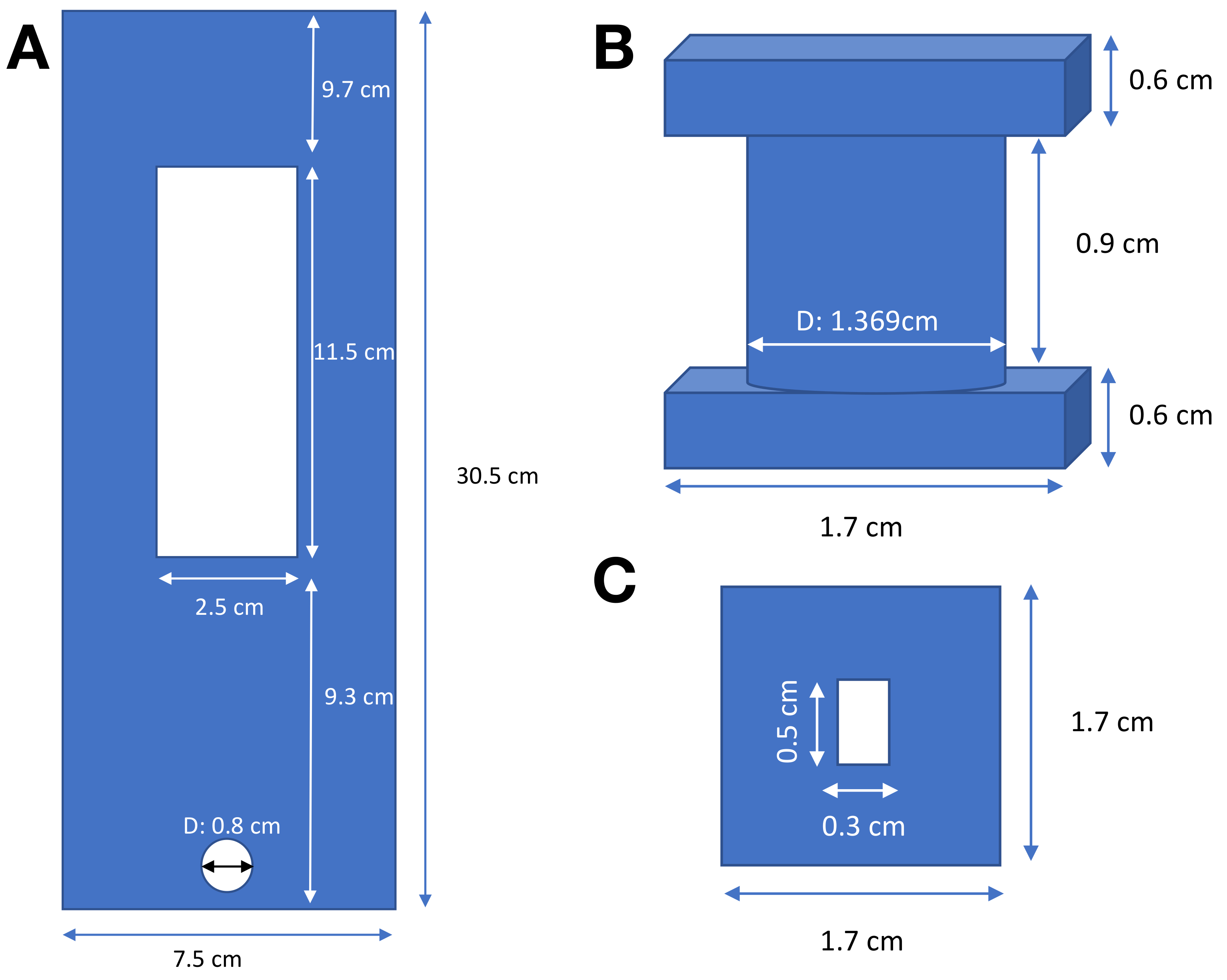
补充图 3: 灯丝图案零件原理图.(a) 有灯丝悬浮的开口的托盘。(b) 主轴, 用于通过0.8 厘米孔将步进电机连接到托盘上的非导电导线。(c) 主轴的底部视图, 显示步进电机轴的适配器。我们用激光切割 3.2 mm 丙烯酸制成所有部件, 必要时粘在一起。请点击这里查看此图的较大版本.

补充图 4: 灯丝图案的图像.请点击这里查看此图的较大版本.
Discussion
该方法的基础是对 pdms 固化的材料性能进行操作, 使其适用于重力绘制。重力将液滴拉入稳定的细丝受三个无量纲参数16的控制。它们将液滴相对于重力 (弗鲁德)、表面张力 (韦伯) 和粘度 (雷诺兹) 的惯性联系起来。在实验证明每个方法的 rdms 稳定扩展之前, 交叉连接 pdms 的关键步骤最显著地改变了它的雷诺数, 将其减少了一个数量级以上, 从0.83 到0.83。相比之下, 其他无量纲参数中的下一个最大变化是 weber 号, 它只是翻倍。这支持使用粘度作为跟踪 pdms 可纺性的敏感代理。
与我们早期的长丝生产方法相比, 一个关键的改进是, 协议期间的粘度分布被用来确定实验工作时间。为了确定该技术的局限性, 我们根据协议预固化了一批 pdms, 将其从高温中取出, 并在 pdms 继续交联时在室温下进行粘度测量。由此产生的粘度分布 (图 4) 表明, 通过从65°c 加热粘度计中去除 pdms, 可纺性窗口显著延长。我们的协议包括在进入可纺性窗口之前取出 pdms, 然后允许样品在冷却到室温时继续交联约4.5 分钟。随后, 实验者有大约4分钟的时间来绘制它之前, 正在进行的交联使 pdms 不再可以绘制。
所示方法很容易产生直径约为100秒微米的细丝, 长度约为0.5 米。长丝长度受到挤压炉和管炉下可进入空间的限制。对这项技术的合理修改是将其安装在较长的烟囱中, 以产生更长的细丝。我们还没有探索的一种修改是机械地拉扯细丝, 而不是依靠重力下降, 这可能会产生更薄的细丝。
在环境条件下暴露在电晕放电中, 是对灯丝进行水化图案绘制的一个关键步骤。这就造成了一些模糊性, 因为放电的形状强度受环境条件和局部电导率的影响。它可以通过将接地导体放置在灯丝下以及调整电晕器件 (10-40kv) 的电压来进行调整。电晕表面修饰的机理可能是电子能量传递, 它分析了 pdms 侧链和主干。要打破这些键, 电子所需的能量将少于产生电介质屏障放电所需的平均能量 17。因此, 包裹长丝的可观察到的分泌物很可能会产生表面的修饰, 并且可以通过水滴接触角测量进行很容易的测试。
这种方法可以相对简单地生产有机硅 pdms 细丝和随后复杂的疏水图案。最初的目的是产生一个模型的折叠式系统, 在这个系统中, 疏水模式可以被设计出来, 以产生可观察到的长丝折叠路径和折叠结构。该试验台可为工程折叠路径提供通用的设计规则。这些细丝也可能具有材料应用,可作为通过溶剂膨胀进行的疏水或化学反应编织的一部分, 或在使用悬浮在透气性 pdms 中的反应性化合物时。
Disclosures
作者没有什么可透露的。
Acknowledgments
作者感谢库克先生 (w. cook) 的真知灼见和帮助。s. rubin, j. zehner, c. barraugh, c. fukhima, m. mulligan, m. keckley 和 a. bosshardt, 并得到玫瑰山基金会和约翰逊夏季学生研究补助金的资助。 作者还承认了化学高级实验室 (2017年秋季) 作为跟踪有机硅聚合的一种方法的粘度方面的初步工作。
Materials
| Name | Company | Catalog Number | Comments |
| 2 part PDMS Silicone | Dow Corning Sylgard 184 | 4019862 | |
| Thermosel | Brookfield | HT-110 115, HT-115A DP | |
| viscometer | Brookfield | RVT115 | |
| Disposible sample chamber | Brookfield | HT-2DB-100 | |
| Disposible spindle | Brookfield | SC4-27D-100, SC4-DSY | |
| Extruder | Makin's | 35055 | |
| High-temperature silicone tubing | McMaster-Carr | 51135K16 | |
| Cylindrical Tube heater (Ceramic) | Ours is a custom: 17.0 mm inner diameter, 38.7 mm outer diameter, 107.7 mm length, 150 Ohm. Companies include Watlow and Omega. Critical design considerations: smaller inner diameters will require better furnace-filament alignment, longer tubes should also be sufficient. | ||
| Variable Transformer for heater | Variac | 3PN1010 | |
| Metering valve | Swagelok | SS-2MA1 | |
| Corona Discharge Device | Electro-Technic | BD20A | |
| Arduino Kit | Elegoo | EL-KIT-003 | |
| Nylon Fishing Line | EoongSng | B075DYVC3F | |
| Pasta Drying Rack | Norpro | B00004UE7U | |
| Infrared thermometer | Nubee | 81175535214 | |
| Flatbed scanner | Canon | CanoScan 9000F MKII |
References
- Bossi, M. L., Daraio, M. E., Aramendı́a, P. F. Luminescence quenching of Ru (II) complexes in polydimethylsiloxane sensors for oxygen. Journal of Photochemistry and Photobiology A: Chemistry. 120 (1), 15-21 (1999).
- Toepke, M. W., Beebe, D. J. PDMS absorption of small molecules and consequences in microfluidic applications. Lab on a Chip. 6 (12), 1484-1486 (2006).
- Haubert, K., Drier, T., Beebe, D. PDMS bonding by means of a portable, low-cost corona system. Lab on a Chip. 6 (12), 1548-1549 (2006).
- Bhattacharya, S., Datta, A., Berg, J. M., Gangopadhyay, S. Studies on surface wettability of poly (dimethyl) siloxane (PDMS) and glass under oxygen-plasma treatment and correlation with bond strength. Journal of Microelectromechanical Systems. 14 (3), 590-597 (2005).
- Efimenko, K., Wallace, W. E., Genzer, J. Surface modification of Sylgard-184 poly (dimethyl siloxane) networks by ultraviolet and ultraviolet/ozone treatment. Journal of Colloid and Interface Science. 254 (2), 306-315 (2002).
- Johnston, I. D., McCluskey, D. K., Tan, C., Tracey, M. C. Mechanical characterization of bulk Sylgard 184 for microfluidics and microengineering. Journal of Micromechanics and Microengineering. 24 (3), 035017 (2014).
- Xue, R., Behera, P., Xu, J., Viapiano, M. S., Lannutti, J. J. Polydimethylsiloxane core–polycaprolactone shell nanofibers as biocompatible, real-time oxygen sensors. Sensors and Actuators B: Chemical. 192, 697-707 (2014).
- Kiessling, R., et al. Gravity-Drawn Silicone Filaments: Production, Characterization, and Wormlike Chain Dynamics. ACS Applied Materials & Interfaces. 9 (46), 39916-39920 (2017).
- Roca-Cusachs, P., et al. Stability of microfabricated high aspect ratio structures in poly (dimethylsiloxane). Langmuir. 21 (12), 5542-5548 (2005).
- Yang, D., et al. Electrospinning of poly (dimethylsiloxane)/poly (methyl methacrylate) nanofibrous membrane: Fabrication and application in protein microarrays. Biomacromolecules. 10 (12), 3335-3340 (2009).
- Niu, H., Wang, H., Zhou, H., Lin, T. Ultrafine PDMS fibers: preparation from in situ curing-electrospinning and mechanical characterization. Rsc Advances. 4 (23), 11782-11787 (2014).
- Ramakrishna, S., et al. Electrospun nanofibers: solving global issues. Materials Today. 9 (3), 40-50 (2006).
- Blyler, L. L. Jr, Gieniewski, C. Melt spinning and draw resonance studies on a poly (α‐methyl styrene/silicone) block copolymer. Polymer Engineering & Science. 20 (2), 140-148 (1980).
- Carroll, B. J. The accurate measurement of contact angle, phase contact areas, drop volume, and Laplace excess pressure in drop-on-fiber systems. Journal of Colloid and Interface Science. 57 (3), 488-495 (1976).
- Eaton, J. W., Bateman, D., Hauber, S., Wehbring, R. GNU Octave version 4.2.2 manual: a high-level interactive language for numerical computations. , Volume 4.2.2 (2018).
- Ziabicki, A. Fundamentals of fibre formation: the science of fibre spinning and drawing. , John Wiley & Sons, Ltd. (1976).
- Haji, K., Zhu, Y., Otsubo, M., Honda, C. Surface modification of silicone rubber after corona exposure. Plasma Processes and Polymers. 4 (S1), S1080 (2007).

{kind=link}
{kind=link}
{kind=link}
{kind=link}