

Summary
Hier presenteren we een protocol voor de productie van lange filamenten van Polydimethylsiloxaan (PDMS) siliconen door zwaartekracht-tekening via een oven. Door samensmelting van filamenten zijn over de volgorde van honderden micrometer in diameter en tientallen centimeter in lengte en zijn hydrophobically patternable via een Arduino-gecontroleerde corona kwijting systeem.
Abstract
Polydimethylsiloxaan (PDMS) siliconen is een veelzijdige polymeer die niet kan gemakkelijk worden gevormd in lange draden. Traditionele draaiende methoden mislukken omdat PDMS doet geen lange-afstands vloeibaarheid bij smelten vertonen. Wij introduceren een verbeterde methode om te produceren door samensmelting van filamenten van PDMS door een getrapte temperatuursprofiel van het polymeer als het cross-links van een vloeistof aan een elastomeer. Door haar warme-temperatuur viscositeit, schatten we een venster van de tijd wanneer de eigenschappen van het materiaal geamendeerd aan tekening in lange draden zijn. De gloeidraden passeren een buis van hoge-temperatuur-oven, genezen hen voldoende om te worden geoogst. Deze draden zijn over de volgorde van honderden micrometer in diameter en tientallen centimeter in lengte, en zelfs langer en dunner door samensmelting van filamenten zijn mogelijk. Deze door samensmelting van filamenten behouden veel van de materiaaleigenschappen van bulk PDMS, met inbegrip van schakelbare hydrophobicity. Wij tonen deze mogelijkheid met een geautomatiseerde corona-kwijting patronen methode. Deze patternable PDMS siliconen filamenten hebben toepassingen in silicone weving en gas-permeabele sensor componenten model microscale foldameren.
Introduction
Polydimethylsiloxaan (PDMS) siliconen is een algemeen gebruikte materiaal met vele productie- en onderzoek toepassingen. Het is warmte- en waterbestendig, elektrisch isolerend, hydrofobe, gas permeabele, voedsel-veilig, biocompatibel en flexibel met een bijna ideale Poisson-verhouding. Bovendien kan het gemakkelijk dienen als gastheer voor de verschillende functionele moleculen, hetzij vóór of na het uitharden van1,2toegevoegd. Het oppervlak is gemakkelijk aanpasbaar door UVO, zuurstof plasma of Corona kwijting om te schakelen van de hydrophobicity en veroorzaken op korte termijn zelf wrijvingscoëfficiënt3,4,5. In het bijzonder, heeft het ook gebruikt in microfluidics6.
Door samensmelting van filamenten van PDMS zijn vooral handig bij het opstellen van hoge oppervlakte-gebied siliconen weeft, siliconen vezel sensoren7en materialen van de siliconen gebaseerde additive manufacturing (3D printen). In onze laboratoria gebruiken we hydrophobically patroon door samensmelting van filamenten van PDMS als een platform om te studeren vouwen. Het team onderzoekt de conformationele statistieken van de gloeidraad in een waterige omgeving via een akoestische excitatie van de athermal en imaging systeem eerder gemeld8.
Vorming van hoge aspect-ratio door samensmelting van filamenten van PDMS via traditionele vorm-casting is uitdagend. Door samensmelting van filamenten hebben grote oppervlakte gebied-te-volume verhoudingen, die vrijkomen uit de mallen9compliceert. Onderzoekers hebben succes PDMS bescherming met vervoerder polymeren voor continue electrospinning in nanoschaal filamenten10,11,12, hoewel de resulterende filamenten niet puur PDMS.
De overheersende fabricagemethode te produceren uit andere materialen door samensmelting van filamenten situering omvat tekening uit een viskeuze vloeistof uit een reservoir door een porie. De viskeuze vloeistof is gewoonlijk een thermoplast of glas dat vloeistof bij hoge temperaturen in het reservoir en koelt in een (vaak amorf) solide gloeidraad is zoals het is getrokken uit via een schoorsteen. Dit proces wordt soms genoemd smelt spinnen, en het is onverenigbaar met de PDMS omdat PDMS doet geen lange-afstands vloeibaarheid bij smelten vertonen. Blok co polymeren van siliconen en alpha-methyl styreen is gebleken om te produceren door samensmelting van filamenten via smelten spinnen, maar nogmaals, de resulterende filamenten zijn niet puur PDMS13.
De methode die we hier schetsen is verwant aan het smelten-spinnen, behalve de relatieve temperatuur van het reservoir en de schoorsteen zijn overgestapt. De PDMS is vloeistof in een reservoir kamer temperatuur, als het nog niet voltooid dwarsbinding. De viscositeit van het PDMS varieert als de silicone olie crosslinks met een uithardende agent, een proces dat kan thermisch versneld kunnen worden. Vóór het plaatsen van het in het reservoir, verwarmen we de uithardende PDMS totdat een geschikt voor lange zwaartekracht-DRIP's, dan genezen het druppelen post via een buis van de hete oven in de schoorsteen viscositeit wordt bereikt. De benadering is enigszins vergelijkbaar met "droog-spinnen", in welke polymeren worden opgelost in vluchtige oplosmiddelen die tijdens loting verdampen.
De enige gerapporteerde methode van de productie van lange filamenten van pure PDMS is om onze kennis, onze vorige publicatie8 . De methode leidt hier is een aanzienlijke verbetering van de oorspronkelijke aanpak, met de bedoeling van het minimaliseren van de kunst van het proces. Vooral, door het meten van de viscositeit gedurende de vooraf uithardende fase en timing Cooling-down periodes, kunnen we verslag van een experimenteel toegankelijk venster van spinnability van de gloeidraad. Ook introduceren we een middel herhaalbaar, gelokaliseerde oppervlakte wijzigingen op de gloeidraad via een Arduino-gecontroleerde corona systeem, patronen te produceren waardoor longitudinale hydrofobe patronen langs de gloeidraad.
Protocol
1. PDMS filamenten
- Oven en extrusie montage
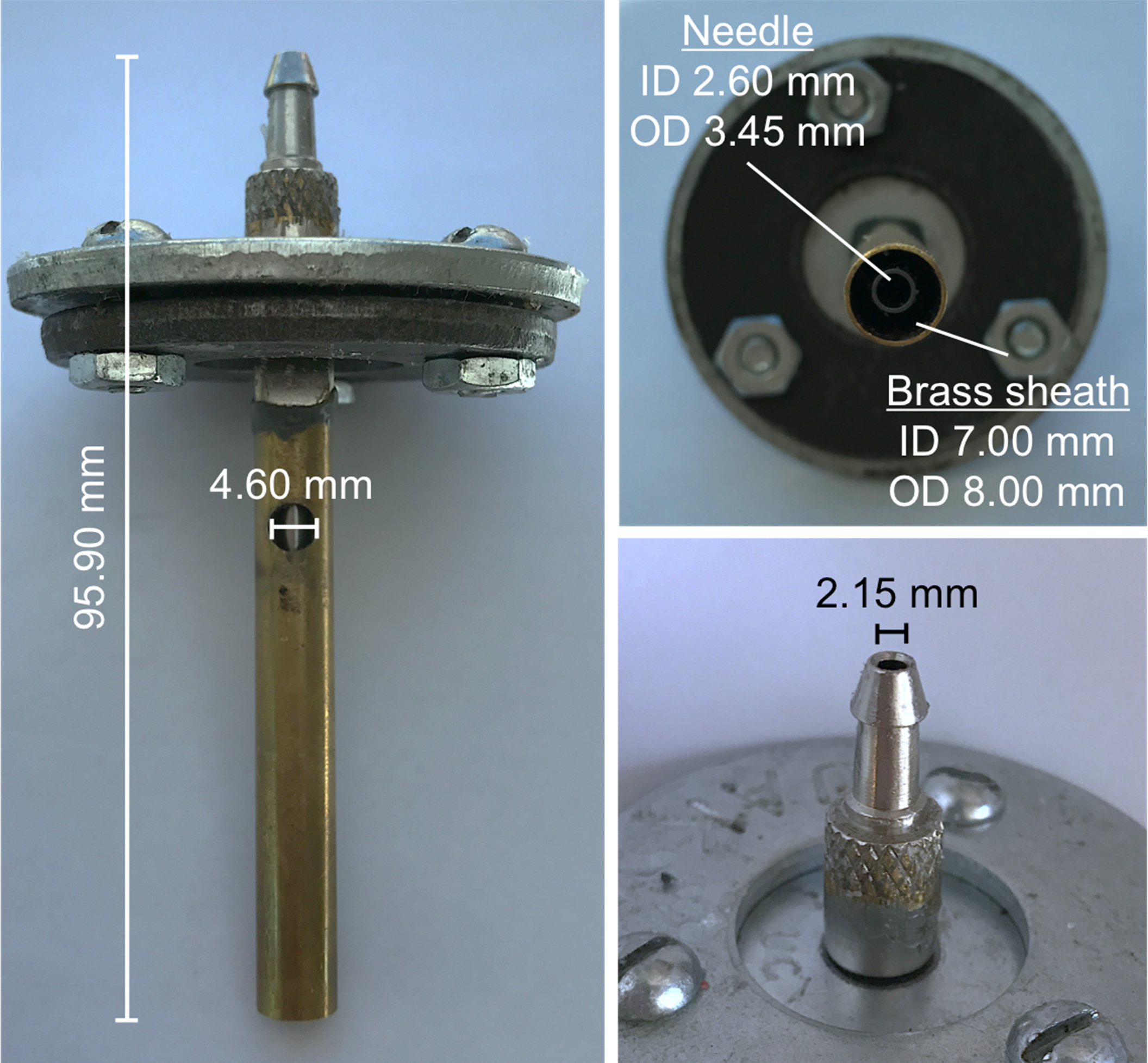
- 1,59 mm binnendiameter hoge temperatuur silicone rubber buizen hechten aan huis luchttoevoer via een meting klep (Zie Figuur 1). Sluit het andere uiteinde van de buis een extrusie adapter bestaat uit een omhulsel rond een straal van 1,08 mm opening, die een gestage neerwaartse luchtstroom rond de gloeidraad (bijvoorbeeld een aangepaste machinaal bewerkte messing schede bij een luchtstroom van ongeveer 1.4 L/min produceren zal ; Zie aanvullende figuur 1 voor specificaties).
Opmerking: Bij voorkeur produceren door samensmelting van filamenten in een verminderde luchtstroom-omgeving met een brandblusser in de buurt. - Dekking van de oppervlakte onder een cilindrische keramische buis oven (bv., 17 mm binnendiameter, 107.7 mm lengte) met folie te vangen eventuele overtollige PDMS.
- Monteer de extrusie adapter boven de verticale buis oven, centreren de opening naar de oven en herverdeling van de oven zodat de gloeidraad zal passeren.
- De extruder verbinden met de extrusie adapter via hoge temperatuur silicone rubber semi-duidelijk slang.
- Verwarm de oven tot de innerlijke temperatuur ongeveer 250 ° C is als gemeten door een infrarood thermometer, met behulp van een variabele transformator voor het regelen van de temperatuur.
- Verplaats de oven uit onder de extrusie-adapter zodat de extrusie-adapter niet voorafgaand aan productie van de gloeidraad opwarmen doet.
- 1,59 mm binnendiameter hoge temperatuur silicone rubber buizen hechten aan huis luchttoevoer via een meting klep (Zie Figuur 1). Sluit het andere uiteinde van de buis een extrusie adapter bestaat uit een omhulsel rond een straal van 1,08 mm opening, die een gestage neerwaartse luchtstroom rond de gloeidraad (bijvoorbeeld een aangepaste machinaal bewerkte messing schede bij een luchtstroom van ongeveer 1.4 L/min produceren zal ; Zie aanvullende figuur 1 voor specificaties).
- Gedeeltelijk vooraf genezen PDMS
- Verwarm een wegwerp monsterbuisje tot 65,0 ° C in een viscosimeter met temperatuurregeling. Gebruik een passende viscosimeter en spindel, zodanig dat een viscositeiten in de range van 200-10000 mPa·s kan meten.
- Grondig Meng 18,0 g PDMS basis met 1,8 g voor haar genezen agent in een boot wegen en plaats het mengsel in een vacuüm exsiccator van kamertemperatuur (RT) gedurende 15 minuten of totdat er geen luchtbellen blijven. Vent de exsiccator regelmatig om te pop de bubbels in de buurt van het oppervlak.
Nota: De volgende timing veronderstelt gebruik van het PDMS basis en genezen agent opgegeven in de Tabel van materialen. - Giet 17,7 g van het mengsel in de voorverwarmde monsterbuisje op het aanrecht (sommige is verloor van hechting op de wegen-boot). Opnieuw invoegen het monsterbuisje de viscosimeter.
- Neem metingen van de viscositeit eenmaal per minuut, houden de viscosimeter spinnen langzaam (5 rpm).
- Wanneer de viscositeit 4000 mPa·s bereikt, verwijder het monsterbuisje met een tang en onmiddellijk giet in de kamertemperatuur extruder. Produceren door samensmelting van filamenten in een tijd-venster dat ongeveer 4.5 min van verwijdering van de hitte en duurt een latere 4 min begint.
- Diepte PDMS naar vorm door samensmelting van filamenten
- Tijdens de vertragingstijd, zorg ervoor de oven op 250 ° C, met behulp van een infrarood thermometer.
- Ongeveer 4 min na verwijdering van het monsterbuisje uit de viscosimeter, verplaatsen de oven terug onder de extrusie-adapter en uitlijnen van de innerlijke naald van de extrusie-adapter met de oven van de buis met behulp van een warmte-kluis-handschoen.
- Periodiek draai de schroef van de extruder, waardoor een gestage stroom van PDMS te druppelen door middel van de oven.
Opmerking: Als druppels vormen in plaats van door samensmelting van filamenten, wachten 30 s voor verdere RT genezen en probeer het opnieuw. Constant draaien duwt het PDMS door de oven te snel. Over het algemeen kunnen kleine opflakkeringen worden verwerkt door het uitschakelen van de oven en het gebruik van een niet-geleidende stok te verjagen alle opgebouwde PDMS uit de oven.
Let op: Als PDMS op de muren of de bovenkant van de oven drupt, bestaat de mogelijkheid van een flare-up. - Zodra de stroom PDMS te dun begint, draai de extruder een extra half-revolutie. Elk proces heeft ongeveer 16 revoluties met behulp van de gegeven extruder.
- Verzamelen van de gloeidraden op houten stokken onder de oven na elke draai en leg ze in de houten rekken tot finish genezen gedurende ongeveer 12 uur.
2. patronen oppervlakken van PDMS filamenten met computergestuurde Corona kwijting
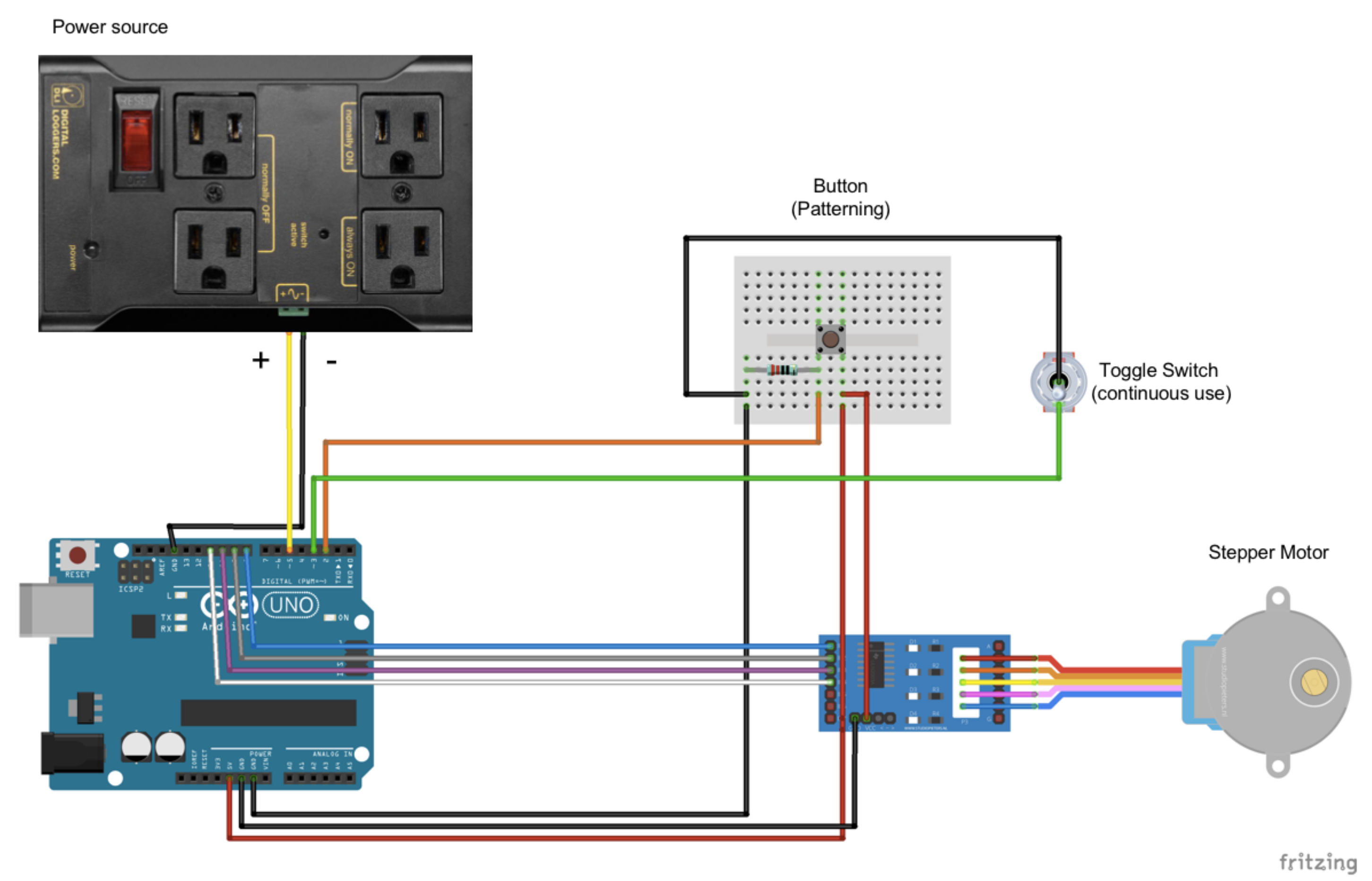
- Arduino-gecontroleerde filament-positionering en corona kwijting controleregeling: monteren van de open-source Arduino microprocessor gestuurde stappenmotor die de gloeidraad onder een corona kwijting apparaat per het bedradingsschema in de Supplemental trekt Materialen. Upload de douanesoftware voor Arduino-code in de aanvullende materialen naar het systeem.
- Patronen gloeidraad oppervlak met het apparaat
- Voer gewenste patroon in code ("Patroon" array) en deze uploaden naar de Arduino via USB.
- Wassen van een uitgeharde gloeidraad met 1% natrium dodecyl sulfaat en spoel met buitensporige zuiver water. Droog de gloeidraad met lucht.
- Plaats gloeidraad op een elektrisch niet-geleidende plaat met een gestanste (bv., laser-gesneden acryl, aanvullende figuur 3AZie) waarmee de gloeidraad in lucht worden opgeschort. Dubbelzijdige tape gebruiken teneinde de uiteinden van de gloeidraad aan de plaat.
- Schakel de plaat in een geventileerde corona kwijting tussen acryl tracks en ervoor zorgen dat het niveau. Plaats een immobiele metalen plaat onder de acryl, uitlijnen van de gloeidraad langs de rand van de metalen plaat.
- Plaats de corona kwijting elektrode (bijvoorbeeld een voorjaar elektrode tip) ongeveer 3 mm boven de gloeidraad en de corona-lozer stekker in het stopcontact Arduino bestuurde.
- Het binden van een niet-geleidende lijn bij de circulaire en cut-out op de acryl plaat. Houden van het andere uiteinde van de lijn naar de Arduino-gecontroleerde stepper motor (Zie aanvullende figuur 3BC).
- Druk op de knop in het circuit van de Arduino te beginnen patronen met de geprogrammeerde code. Corona kwijting is een geproduceerd door een lage huidige 4.5 MHz elektrisch veld met een uitgangsspanning van 10-40 kV die het oppervlak van het PDMS te maken hydrofiele wijzigt.
Let op: De huidige is laag, maar het apparaat produceert ozon en UV-straling in de lucht. Gebruik het bij voorkeur in een zuurkast, achter een geventileerde acryl schild.
Representative Results
De methode (Figuur 1) produceert met succes door samensmelting van filamenten van ongeveer 200 µm in diameter (Figuur 2) en van verschillende lengtes volgorde van 10 cm. meer door samensmelting van filamenten kunnen worden geproduceerd door het verhogen van de tekening apparatuur, en de gemiddelde gloeidraad diameters kunnen variëren tussen 50-300 µm per run. Door samensmelting van filamenten zijn flexibel en robuust, en hun elasticiteitsmodulus is vergelijkbaar met bulk PDMS8. In dit protocol is de werktijd tussen de PDMS vooraf te genezen en tekening van de gloeidraden gunstig lang genoeg voor het vervoer van het materiaal (Figuur 3).
Hydrophobicity patronen via die de kwijting van de corona kan worden geverifieerd via droplet contacthoeken. De contacthoek analyse wordt bemoeilijkt door de cilindrische vorm van de gloeidraad; druppels kunnen vormen een symmetrische vat vorm of asymmetrische shell vorm14. Voor onze filamenten, met behulp van 1 µL druppels water, deze twee vormen komen overeen met hydrofiele oppervlakken corona-behandelde en onbehandelde hydrofobe PDMS, respectievelijk (Figuur 4).

Figuur 1: schematische van de productiemethode van de gloeidraad. Ontgast, wordt dwarsbinding PDMS bij 65 ° C verhit, totdat de viscositeit 4000 mPa·s bereikt. Het is dan afgekoeld en overgebracht naar een extruder die het materiaal door een opening naar beneden lucht-flow-ommanteld, dan via een buis oven duwt voordat het wordt geoogst, als samensmelting van filamenten. Klik hier voor een grotere versie van dit cijfer.

Figuur 2: Histogram van de breedte van de gloeidraad van een demonstratie van de methode. Breedtes zijn per cm van gloeidraad meer dan 6 filamenten, waarvan de totale lengte ongeveer 80 cm. door samensmelting van filamenten werden gescand door een flatbed-scanner en geanalyseerd door aangepaste Octave scripts15was. Inzet: een representatief beeld van een uitgebreide gloeidraad naast een liniaal. Klik hier voor een grotere versie van dit cijfer.

Figuur 3: PDMS viscositeit vs. tijd. De metingen van de viscositeit (bij 5 omwentelingen per minuut) van ontgaste PDMS basis en genezen agent als een functie van de tijd, met verschillende temperatuurprofielen. Continue verwarming (grijze diamanten) is bij 65 ° C, een snelle stijging in viscositeit demonstreren. Zwarte gegevenspunten zijn bij 65 ° C, vóór de verhuizing naar kamertemperatuur wanneer viscositeit 4000 mPa·s per de werkwijze vorenstaand bereikt. Rode gegevenspunten vertegenwoordigen hetzelfde monster de viscositeit na afkoelen tot 25 ° C. Kloof weergegeven in de gegevens vindt plaats terwijl de viscosimeter is wordt gekoeld tot 25 ° C met ijswater stroom. Cyaan venster is het tijd wanneer gloeidraad productie volgens de methode plaatsvindt. Klik hier voor een grotere versie van dit cijfer.

Figuur 4: Hydrophobically patroon gloeidraad. (A) de gloeidraad was patroon met een afwisselend patroon van de hydrophobicity, elke 2 cm, met behulp van de Arduino-gecontroleerd-Corona methode zoals hierboven beschreven en gevisualiseerd met 1 µL druppels van water. (B) druppels vast shell (links) of een vat (rechts) conformatie afhankelijk van de gloeidraad van lokale hydrophobicity14. Shell contacthoeken worden geschat rechtstreeks, overwegende dat de planar-equivalent contacthoeken op vat-druppels worden bepaald door de montage op een analytische oplossing8. Klik hier voor een grotere versie van dit cijfer.

Aanvullende figuur 1: afmetingen van extrusie adapter met luchtstroom schede. Klik hier voor een grotere versie van dit cijfer.

Aanvullende figuur 2: bedradingsschema voor Corona patterner. Corona kwijting apparaat is aangesloten op de indirecte voedingsbron. De gloeidraad wordt geladen op een dienblad aangesloten door een niet-geleidende draad op de stappenmotor via een spindel (aanvullende figuur 3). Het patroon is geüpload naar de Arduino microprocessor op de bodem verlaten. Klik hier voor een grotere versie van dit cijfer.

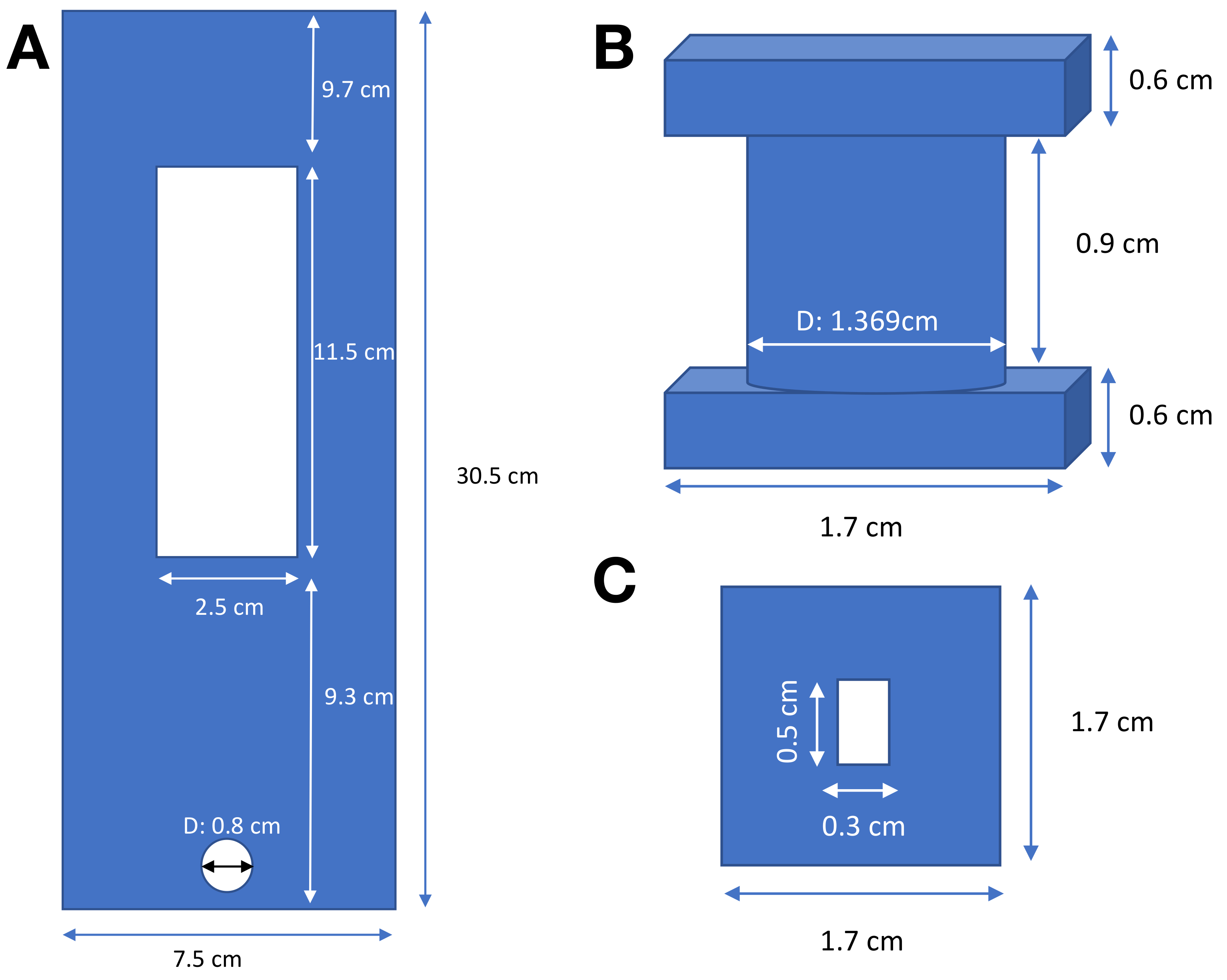
Aanvullende figuur 3: schematische van onderdelen voor gloeidraad patterner. (A) dienblad met een opening waar de gloeidraad is geschorst. (B) spindel voor de nonconducting draad verbinden met de stappenmotor de lade via het gat 0.8 cm. (C) Onderaanzicht van de spindel, tonen de adapter op de motoras stepper. We verzonnen alle delen van de laser-gesneden 3.2 mm Acrylaat, die was aan elkaar gelijmd wanneer dat nodig is. Klik hier voor een grotere versie van dit cijfer.

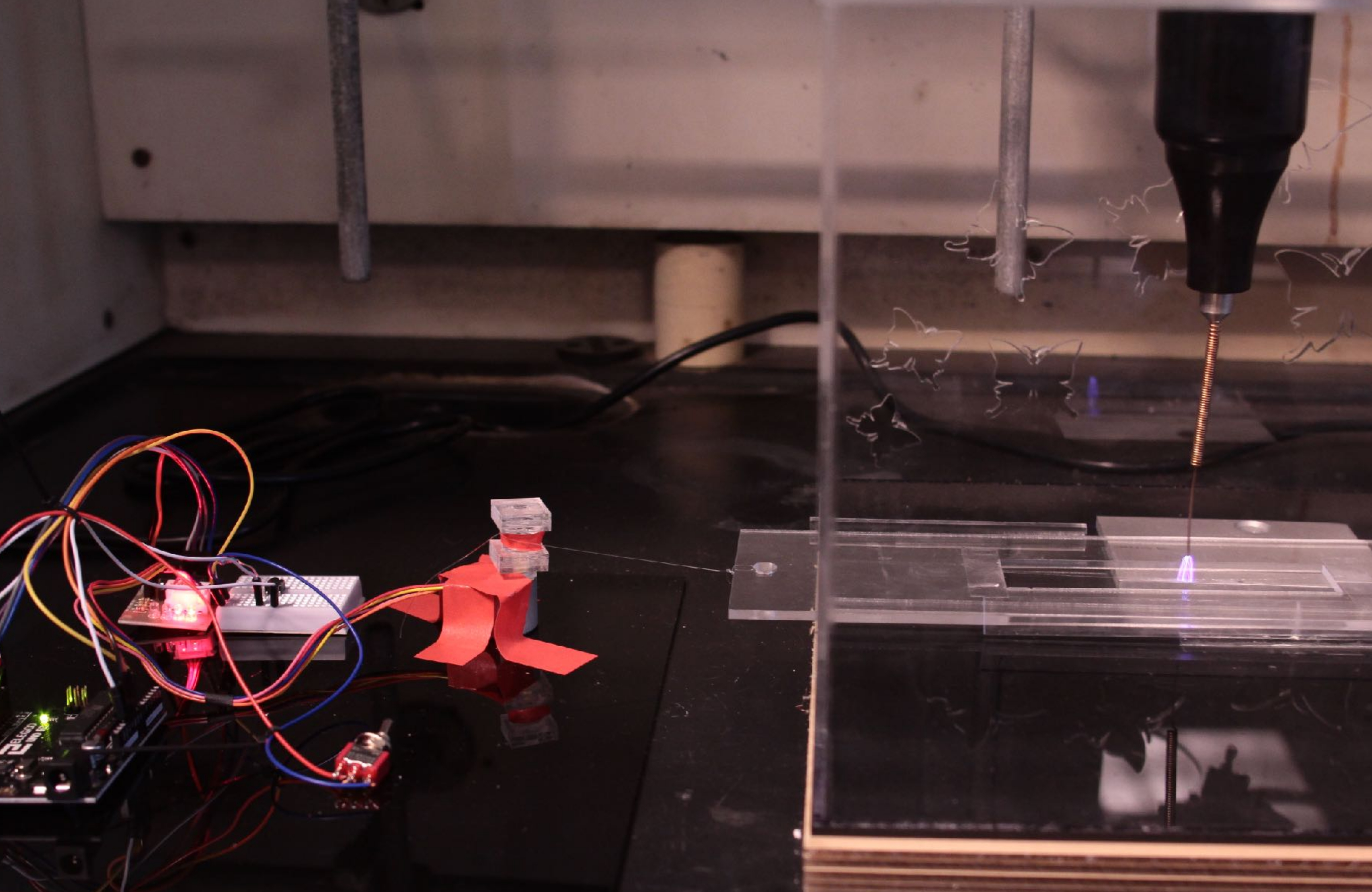
Aanvullende figuur 4: beeld van de gloeidraad patterner. Klik hier voor een grotere versie van dit cijfer.
Discussion
De basis van deze methode is het manipuleren van de materiaaleigenschappen PDMS om te genezen, dus ze zijn geschikt voor tekenen van de zwaartekracht. Zwaartekracht tekening druppels in stabiele filamenten wordt beheerst door drie dimensieloze parameters16. Zij hebben betrekking op de druppel de traagheid ten opzichte van de zwaartekracht (Froude), oppervlaktespanning (Weber) en viscositeit (Reynolds). De kritieke stap crosslinking het PDMS totdat het experimenteel stabiele verlenging per onze methode meest dramatisch bewijzen verandert haar Reynolds getal, te reduceren door meer dan een orde van grootte, vanaf 0,83 naar 0.07. In tegenstelling, is de volgende grootste wijziging in een van de andere dimensieloze parameters het getal van Weber, die slechts verdubbelt. Dit ondersteunt het gebruik van viscositeit als een gevoelige proxy voor het bijhouden van PDMS spinnability.
Een kritieke verbetering ten opzichte van onze eerdere gloeidraad productiemethode is dat het profiel van de viscositeit tijdens het protocol wordt gebruikt om te bepalen van experimentele werktijden. Om te bepalen beperkingen van de techniek, we vooraf een batch voor PDMS per het protocol te genezen, verwijderd uit de hitte en nam viscositeit metingen op kamertemperatuur als de PDMS bleef dwarsbinding. De resulterende viscositeit Profiel (Figuur 4) laat zien dat het venster voor spinnability drastisch wordt uitgebreid door het verwijderen van het PDMS van de 65 ° C verwarmd viscosimeter. Ons protocol omvat verwijdering van het PDMS voorafgaand aan het invoeren van het spinnability-venster, dan het toestaan van het monster te blijven crosslinking voor ongeveer 4,5 minuten als het afkoelt tot kamertemperatuur. Vervolgens moet de experimentator ongeveer 4 minuten trekken voordat de lopende crosslinking het PDMS niet langer betekenbare maakt.
De methode zoals gemakkelijk produceert door samensmelting van filamenten met een bosdiameter volgorde 100 s van µm en lengtes op de orde van 0,5 m. De lengte van de gloeidraad wordt beperkt door toegankelijke ruimte onder de extrusie en de buis oven. Een redelijke aanpassing van de techniek zou zijn om het te installeren in een langere schoorsteen tot langere filamenten. Een wijziging die we nog niet onderzocht is mechanisch trekken van de draden in plaats van te vertrouwen op een daling van de zwaartekracht, die dunner door samensmelting van filamenten kan opleveren.
Een belangrijke stap naar hydrophobically patronen van de gloeidraad is blootstelling aan corona kwijting in omgevingsomstandigheden. Dit leidt tot enige dubbelzinnigheid, zoals de vorm/intensiteit van de kwijting wordt beïnvloed door omgevingsomstandigheden en lokale geleidbaarheid. Het kan worden afgestemd door handel geaard dirigenten onder de gloeidraad, evenals het aanpassen van de spanning van het apparaat van de corona (10-40 kV). Het mechanisme van de corona oppervlak-wijziging is waarschijnlijk elektron energieoverdracht lysing de PDMS zijketens en ruggengraat. Te breken deze obligaties, zou elektronen moeten minder energie dan de gemiddelde energie nodig voor de productie van een diëlektrische-barrière kwijting17. Dus, een waarneembare kwijting dat de gloeidraad omhult is waarschijnlijk produceren de oppervlakte modificatie en kan gemakkelijk getest via water druppel contacthoek metingen.
Deze methode kan relatief facile productie van siliconen PDMS filamenten en latere complexe hydrofobe patronen. Het oorspronkelijke doel is voor de productie van een model foldamer systeem waarin hydrofobe patronen kunnen worden ontworpen om waarneembare gloeidraad opvouwbare trajecten en gevouwen structuren te produceren. Deze testbed voorschrijven generaliseerbaar ontwerpregels voor engineering trajecten vouwen. Deze door samensmelting van filamenten wellicht ook materiaal toepassingen zoals onderdeel van hydrofobe of chemisch reactief weeft via oplosmiddel zwelling, of bij het gebruik van reactieve verbindingen in de gas-permeabele PDMS opgeschort.
Disclosures
De auteurs hebben niets te onthullen.
Acknowledgments
De auteurs erkennen dankbaar inzicht en hulp van W. kok, S. J. S. Rubin, J.-Kampenwand, C. Barraugh, C. Fukushima, M. Mulligan, M. Keckley, en A. Bosshardt en financiële steun van The Rose Hills Foundation en The Johnson zomer Student onderzoeksbeurs. De auteurs erkennen ook voorbereidende werkzaamheden op viscositeit als een middel van het bijhouden van de polymerisatie van de siliconen door studenten van geavanceerde laboratorium in de chemie (najaar 2017).
Materials
| Name | Company | Catalog Number | Comments |
| 2 part PDMS Silicone | Dow Corning Sylgard 184 | 4019862 | |
| Thermosel | Brookfield | HT-110 115, HT-115A DP | |
| viscometer | Brookfield | RVT115 | |
| Disposible sample chamber | Brookfield | HT-2DB-100 | |
| Disposible spindle | Brookfield | SC4-27D-100, SC4-DSY | |
| Extruder | Makin's | 35055 | |
| High-temperature silicone tubing | McMaster-Carr | 51135K16 | |
| Cylindrical Tube heater (Ceramic) | Ours is a custom: 17.0 mm inner diameter, 38.7 mm outer diameter, 107.7 mm length, 150 Ohm. Companies include Watlow and Omega. Critical design considerations: smaller inner diameters will require better furnace-filament alignment, longer tubes should also be sufficient. | ||
| Variable Transformer for heater | Variac | 3PN1010 | |
| Metering valve | Swagelok | SS-2MA1 | |
| Corona Discharge Device | Electro-Technic | BD20A | |
| Arduino Kit | Elegoo | EL-KIT-003 | |
| Nylon Fishing Line | EoongSng | B075DYVC3F | |
| Pasta Drying Rack | Norpro | B00004UE7U | |
| Infrared thermometer | Nubee | 81175535214 | |
| Flatbed scanner | Canon | CanoScan 9000F MKII |
References
- Bossi, M. L., Daraio, M. E., Aramendı́a, P. F. Luminescence quenching of Ru (II) complexes in polydimethylsiloxane sensors for oxygen. Journal of Photochemistry and Photobiology A: Chemistry. 120 (1), 15-21 (1999).
- Toepke, M. W., Beebe, D. J. PDMS absorption of small molecules and consequences in microfluidic applications. Lab on a Chip. 6 (12), 1484-1486 (2006).
- Haubert, K., Drier, T., Beebe, D. PDMS bonding by means of a portable, low-cost corona system. Lab on a Chip. 6 (12), 1548-1549 (2006).
- Bhattacharya, S., Datta, A., Berg, J. M., Gangopadhyay, S. Studies on surface wettability of poly (dimethyl) siloxane (PDMS) and glass under oxygen-plasma treatment and correlation with bond strength. Journal of Microelectromechanical Systems. 14 (3), 590-597 (2005).
- Efimenko, K., Wallace, W. E., Genzer, J. Surface modification of Sylgard-184 poly (dimethyl siloxane) networks by ultraviolet and ultraviolet/ozone treatment. Journal of Colloid and Interface Science. 254 (2), 306-315 (2002).
- Johnston, I. D., McCluskey, D. K., Tan, C., Tracey, M. C. Mechanical characterization of bulk Sylgard 184 for microfluidics and microengineering. Journal of Micromechanics and Microengineering. 24 (3), 035017 (2014).
- Xue, R., Behera, P., Xu, J., Viapiano, M. S., Lannutti, J. J. Polydimethylsiloxane core–polycaprolactone shell nanofibers as biocompatible, real-time oxygen sensors. Sensors and Actuators B: Chemical. 192, 697-707 (2014).
- Kiessling, R., et al. Gravity-Drawn Silicone Filaments: Production, Characterization, and Wormlike Chain Dynamics. ACS Applied Materials & Interfaces. 9 (46), 39916-39920 (2017).
- Roca-Cusachs, P., et al. Stability of microfabricated high aspect ratio structures in poly (dimethylsiloxane). Langmuir. 21 (12), 5542-5548 (2005).
- Yang, D., et al. Electrospinning of poly (dimethylsiloxane)/poly (methyl methacrylate) nanofibrous membrane: Fabrication and application in protein microarrays. Biomacromolecules. 10 (12), 3335-3340 (2009).
- Niu, H., Wang, H., Zhou, H., Lin, T. Ultrafine PDMS fibers: preparation from in situ curing-electrospinning and mechanical characterization. Rsc Advances. 4 (23), 11782-11787 (2014).
- Ramakrishna, S., et al. Electrospun nanofibers: solving global issues. Materials Today. 9 (3), 40-50 (2006).
- Blyler, L. L. Jr, Gieniewski, C. Melt spinning and draw resonance studies on a poly (α‐methyl styrene/silicone) block copolymer. Polymer Engineering & Science. 20 (2), 140-148 (1980).
- Carroll, B. J. The accurate measurement of contact angle, phase contact areas, drop volume, and Laplace excess pressure in drop-on-fiber systems. Journal of Colloid and Interface Science. 57 (3), 488-495 (1976).
- Eaton, J. W., Bateman, D., Hauber, S., Wehbring, R. GNU Octave version 4.2.2 manual: a high-level interactive language for numerical computations. , Volume 4.2.2 (2018).
- Ziabicki, A. Fundamentals of fibre formation: the science of fibre spinning and drawing. , John Wiley & Sons, Ltd. (1976).
- Haji, K., Zhu, Y., Otsubo, M., Honda, C. Surface modification of silicone rubber after corona exposure. Plasma Processes and Polymers. 4 (S1), S1080 (2007).

{kind=link}
{kind=link}
{kind=link}
{kind=link}