

Summary
여기, 우리가 현재로 통해 여 중력입니다 (PDMS) 실리콘의 긴 필 라 멘 트를 생산 하는 프로토콜. 필 라 멘 트 직경에 마이크로미터의 수백 및 길이 센티미터의 10의 순서 이며 코로나 방전 Arduino 제어 시스템 hydrophobically patternable 통해 있습니다.
Abstract
입니다 (PDMS) 실리콘은 긴 필 라 멘 트에 쉽게 형성 될 수 없는 다재 다능 한 중합체 이다. 전통적인 회전 방법 실패 PDMS 녹는에서 장거리 유동성을 전시 하지 않습니다. 그것는 탄성 중합체에는 액체에서 상호 링크는 폴리머의 단계별된 온도 프로 파일에 의해 PDMS의 필 라 멘 트를 생산 하는 향상 된 방법을 소개 합니다. 그 따뜻한 온도 점도 모니터링 함으로써 시간 때의 소재 속성은 긴 필 라 멘 트로 도면에 amendable의 창 예상. 필 라 멘 트 고온 튜브 오븐, 수확 하는 충분히 그들을 치료 하는 것은 통과 한다. 이 필 라 멘이 트 직경에 마이크로미터의 수백 및 수십 센티미터 길이, 순서는 고도 길고 얇은 필 라 멘 트 가능 하다. 이 필 라 멘이 트 대량 전환 hydrophobicity를 포함 하 여, PDMS의 재료 특성의 많은 유지 합니다. 자동화 된 코로나 방전 패터 닝 방법으로이 기능을 보여 줍니다. 이러한 patternable PDMS 실리콘 필 라 멘 트 실리콘 weavings, 가스 투과 센서 구성 요소, 그리고 모델 미 foldamers 응용 프로그램 있다.
Introduction
입니다 (PDMS) 실리콘은 많은 제조 및 연구 응용 프로그램을 광범위 하 게 사용 되는 소재. 그것은 열과 물 저항, 전기 절연 성, 소수 성, 가스 투과성, 식품 안전, 생체, 그리고 유연한 거의 이상적인 포아송 비율. 또한, 그것은 쉽게 하기 전에 또는1,2치료 후 추가 다양 한 기능성 분자에 대 한 호스트 될 수 있습니다. 그것의 표면은 UVO, 산소 플라즈마, 또는 코로나 방전의 hydrophobicity를 전환 단기 자체 접착3,,45를 유도 하 여 쉽게 수정할 수 이다. 특히, 그것은 또한 마이크로6에서 사용 되었습니다 했다.
PDMS의 필 라 멘 트 생산 높은 표면 지역 실리콘 weaves, 실리콘 섬유 센서7및 실리콘 기반으로 첨가제 제조 재료 (3D 인쇄)에 특히 유용 하다. 우리의 실험실에서 우리를 접는 플랫폼으로 PDMS의 hydrophobically 패턴된 필 라 멘 트 사용. 팀 연구는 수성 환경 통해 athermal 음향 여기에 필 라 멘 트의 구조적 통계와 이미징 시스템 이전 보고8.
PDMS 통해 전통적인 양식-주조에서 높은 종횡비 필 라 멘 트를 형성 하는 것은 도전적 이다. 필 라 멘 트 큰 표면 영역 볼륨 비율, 금형9릴리스를 복잡 하 게 있다. 하지만 결과 필 라 멘 트 순수 PDMS 연구팀은 나노 필 라 멘 트10,,1112에 연속 전기에 대 한 캐리어 폴리머와 PDMS를 넣는 성공을 했다.
주된 제조 방법 다른 자료 없음 macroscale 필 라 멘 트를 생산 하는 기 공 통해 저수지에서 점성 액체를 밖으로 그리기 포함 됩니다. 일반적으로, 점성 액체는 열가 소성 또는 유리 하 저수지와 냉각 (종종 아 몰 퍼스) 솔리드 필 라 멘 트로 높은 온도에서 액체는 굴뚝을 통해 밖으로 그려집니다. 이 과정은 때때로 회전, 용융 불리고 PDMS 녹는에서 장거리 유동성을 전시 하지 않습니다 때문에 PDMS와 호환 되지 않습니다. 필 라 멘 트 생산을 통해 용 해 회전, 하지만 다시, 결과 필 라 멘 트 순수 PDMS13블록 공동 고분자 실리콘과 알파-메 틸 스 티 렌의 표시 되었습니다.
방법은 우리가 여기 개요 저수지와 굴뚝의 상대 온도 전환 제외 하 고 용융-회전에 가깝다. 그것은 아직 완료 되지 cross-linking는 PDMS 실내 온도 저수지에서 액체 이다. 점도 PDMS의 경화제, 열 가속 될 수 있다 프로세스와 실리콘 오일 crosslinks로 다릅니다. 저수지에 그것을 배치 하기 전에 우리가 열 치료 PDMS 긴 중력 드립, 다음 치료 후 통해 굴뚝에서 뜨거운 튜브로 물방울에 적합 한 점도 도달할 때까지. 방식은 다소 "드라이-회전", 어떤 고분자 그리기 동안 증발 휘발성 용 매에 녹아는 비교 합니다.
우리의 지식, 순수 PDMS의 긴 필 라 멘 트 생산의 유일한 보고 방법은 우리의 이전 게시8 이다. 여기 소개 하는 메서드는 프로세스의 아트를 최소화의 목적으로 원래의 접근 방식 따라 상당한 개선 이다. 특히, 미리 치료 단계와 타이밍 휴지 기간 중 점도 측정 하 여 우리 보고서 필 라 멘 트 spinnability의 실험적으로 액세스할 수 있는 창 수 있습니다. 또한 경도 소수 모방 하는 필 라 멘 트에 따라 활성화 반복, 지역화 된 표면 수정 코로나 필 라 멘 트 통해 Arduino 제어 시스템, 패턴화에 생산 하는 수단을 소개 합니다.
Protocol
1. PDMS 필 라 멘 트
- 로 및 압출 조립
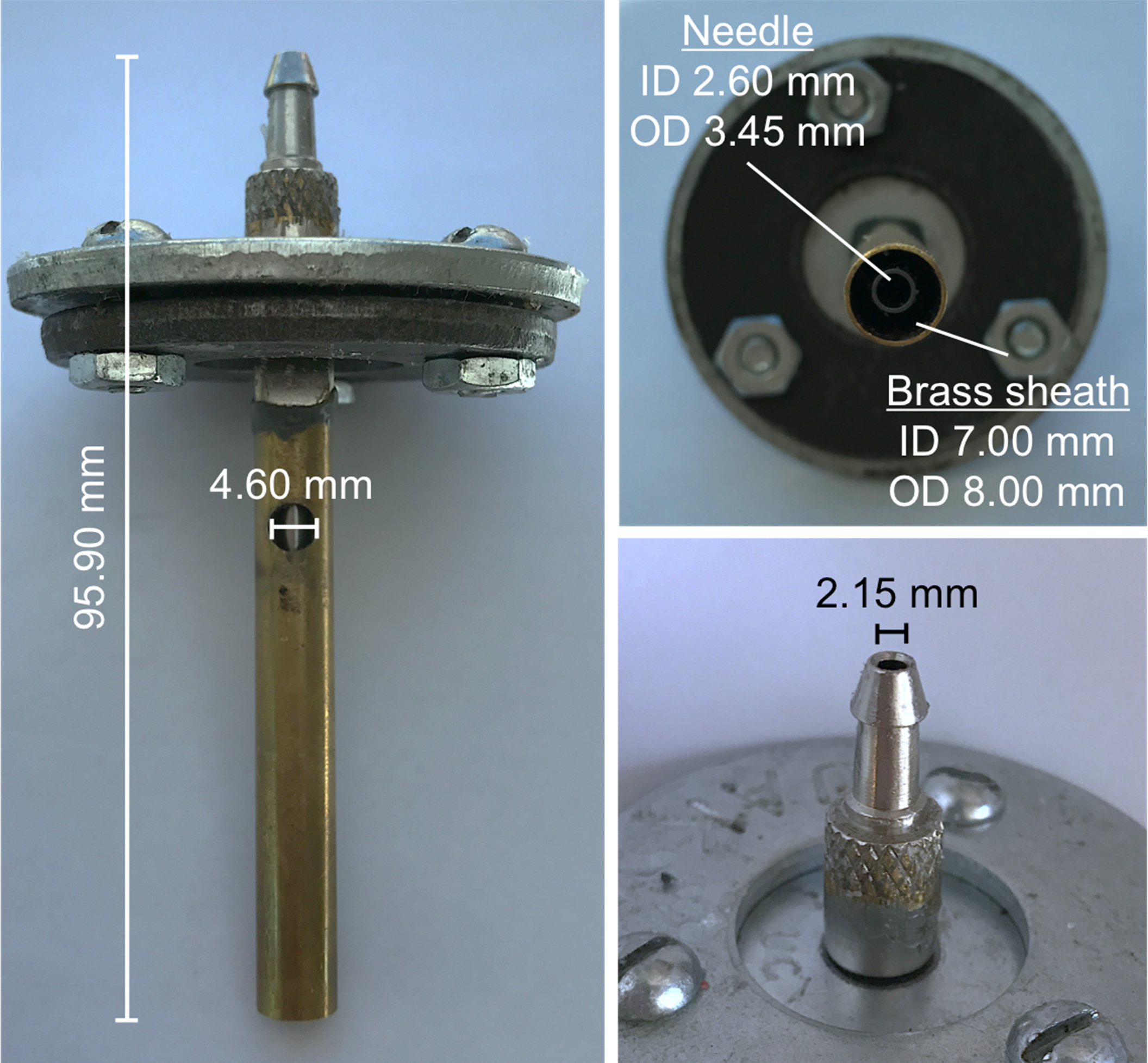
- 미터링 밸브를 통해 집 공기 공급에 1.59 m m 내부 직경 높은 온도 실리콘 고무 튜브를 연결 ( 그림 1참조). 압출 어댑터, 1.08 m m 반지름 주위 칼 집의 구성 (예: 사용자 정의 가공된 황동 칼 집 약 1.4 L/분의 공기 흐름에서 필 라 멘 트 주위 꾸준한 하향 공기 흐름을 생산할 예정 이다에 튜브의 다른 쪽 끝을 연결 ; 참조 추가 그림 1 사양).
참고: 선호 근처 소화기와 공기 흐름 감소 환경에서 필 라 멘 트를 생성 합니다. - 원통형 세라믹 튜브로 아래 표면을 커버 (예., 17 m m 내경, 107.7 m m 길이) 모든 초과 PDMS를 잡으려고 호.
- 로 하 여 중심 고로 필 라 멘 트를 통과할 것 이다 그래서 수평 수직 튜브로 위에 입체 어댑터를 탑재 합니다.
- 압출 기는 압출 어댑터를 통해 고온 실리콘 고무 반 취소 튜브에 연결 합니다.
- 내부 온도 약 250 ° C로 온도 조절 하는 가변 변압기를 사용 하 여 적외선 온도계로 측정 될 때까지 열.
- 압출 어댑터 필 라 멘 트 생산 이전 열 하지 않는 압출 어댑터 아래에서 밖으로 이동 합니다.
- 미터링 밸브를 통해 집 공기 공급에 1.59 m m 내부 직경 높은 온도 실리콘 고무 튜브를 연결 ( 그림 1참조). 압출 어댑터, 1.08 m m 반지름 주위 칼 집의 구성 (예: 사용자 정의 가공된 황동 칼 집 약 1.4 L/분의 공기 흐름에서 필 라 멘 트 주위 꾸준한 하향 공기 흐름을 생산할 예정 이다에 튜브의 다른 쪽 끝을 연결 ; 참조 추가 그림 1 사양).
- 부분적으로 미리 치료 PDMS
- 65.0 ° c 온도 제어와 점도 계에서 일회용 샘플 튜브를 예 열. 적절 한 점도 계 및 스핀 들을 사용 하 여 하나 200-10000 Mpa의 범위에서 점도 측정할 수 있는 그런.
- 철저 하 게 무게 보트에는 경화제의 1.8 g 기본 PDMS의 18.0 g을 혼합 하 고 15 분 또는 아무 거품이 남아 때까지 실내 온도 (RT) 진공 desiccator에 혼합물을 놓습니다. 정기적으로 표면 근처에 있는 거품을 팝업 하 desiccator 환기.
참고: 다음 타이밍 재료의 테이블에에서 지정 된 PDMS 기본 및 경화 에이전트의 사용을 가정 합니다. - (일부 무게 보트 접착 손실 됩니다) 수조에 데워 샘플 튜브에 17.7 g의 혼합물을 붓는 다. 다시는 점도 계에 샘플 튜브를 삽입 합니다.
- 천천히 (5 rpm) 회전 점도 계를 유지 한 번 분당 점도 측정을 가져가 라.
- 점도 4000 Mpa에 도달 하면 펜 치와 샘플 튜브를 제거 하 고 즉시 실내 온도 압출 기에 부 어. 열 제거 및 후속 4 분 동안 지속에서 약 4.5 분 시작 하는 시간 창에서 필 라 멘 트를 생성 합니다.
- PDMS 폼 필 라 멘 트를 압출
- 지연 시간 동안 보일 러는 적외선 온도계를 사용 하 여 250 ° C에 확인 합니다.
- 점도 계에서 샘플 튜브의 제거 후 약 4 분 압출 어댑터 아래 다시로 이동한 압출 어댑터의 내부 바늘 튜브로 열 안전 장갑을 사용 하 여 정렬 합니다.
- 주기적으로 수로 통해 똑 PDMS의 꾸준한 스트림 압출 기에는 나사를 트위스트.
참고: 방울 대신 필 라 멘 트 형성, 대기 30의 RT 치료 추가 및 다시 시도 하십시오. 상수 왜곡 못 살게 굴지는 PDMS로 통해 너무 빨리. 일반적으로, 작은 플레어로 및 용광로에서 어떤 건설된 PDMS를 꺼내 려 비 전도성 막대기를 사용 하 여 처리할 수 있습니다.
주의: PDMS drips 벽 또는 보일 러의 정상에, 있다는 조명탄의 가능성. - PDMS 스트림 시작 되 면 얇은, 압출 기는 추가 반-혁명을 트위스트. 각 시험 주어진된 압출 기를 사용 하 여 약 16 혁명 있다.
- 각 트위스트 후로 아래 나무 막대기에는 필 라 멘 트를 수집 하 고 약 12 h에 대 한 치료 완료 나무 선반에 걸쳐 그들을 하다.
2. 컴퓨터 제어 코로나 방전 PDMS 필 라 멘 트의 표면 패턴화
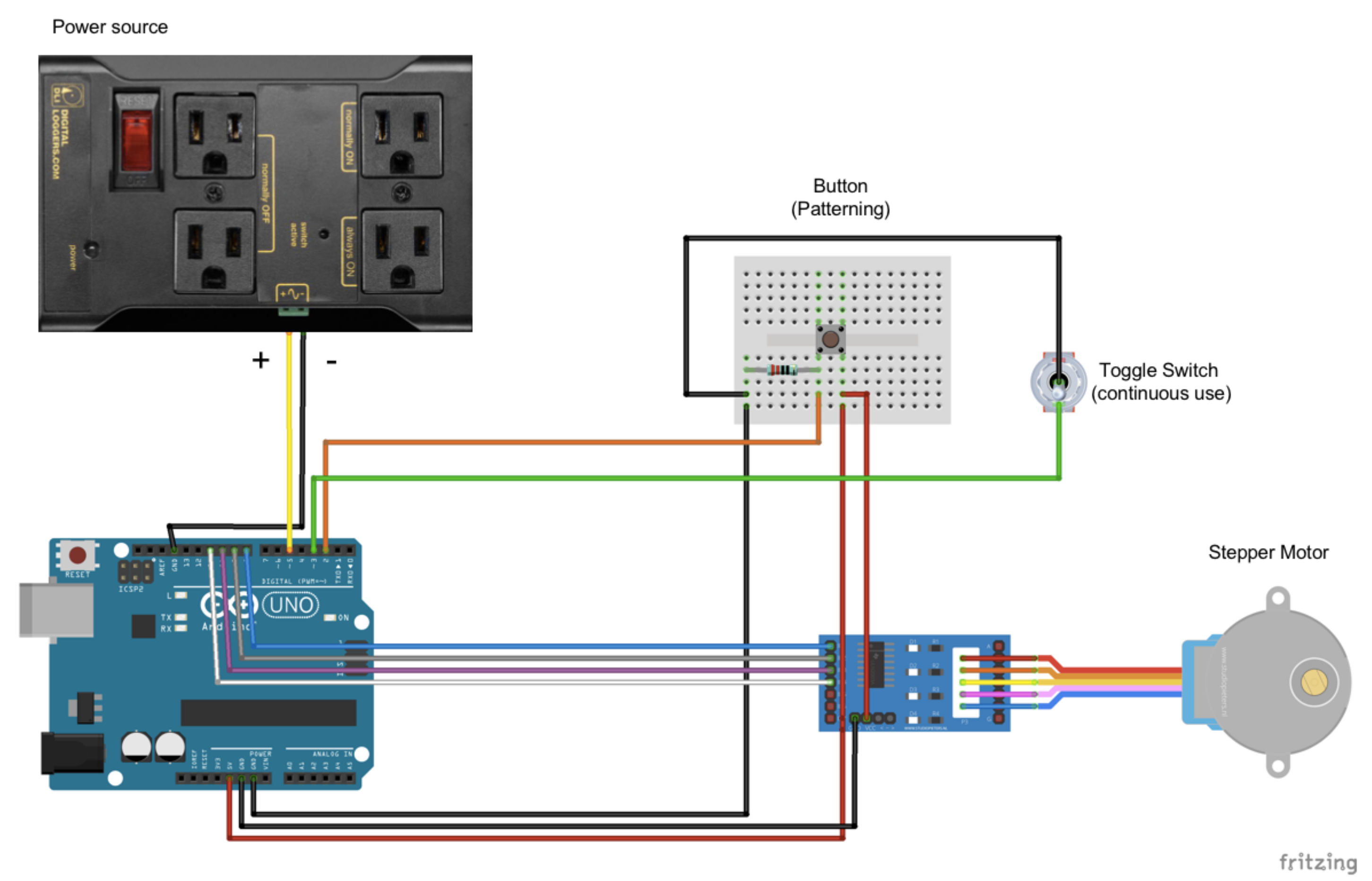
- 필 라 멘 트 위치 Arduino 제어 및 코로나 방전 제어 시스템: Supplemental 에서 코로나 방전 장치 배선 다이어그램 당 필 라 멘 트를 당긴 다 오픈 소스 Arduino 마이크로프로세서 제어 스테퍼 모터 조립 자료. 보충 자료에 사용자 지정 Arduino 코드 소프트웨어 시스템에 업로드 합니다.
- 장치와 필 라 멘 트 표면 패턴화
- 코드 ("패턴" 배열)에 원하는 패턴을 입력 하 고 업로드는 Arduino USB를 통해 .
- 1% 나트륨 라우릴 황산 염으로 치료 필 라 멘 트를 세척 하 고 과도 한 순수한 물으로 린스. 건조 공기 필 라 멘 트.
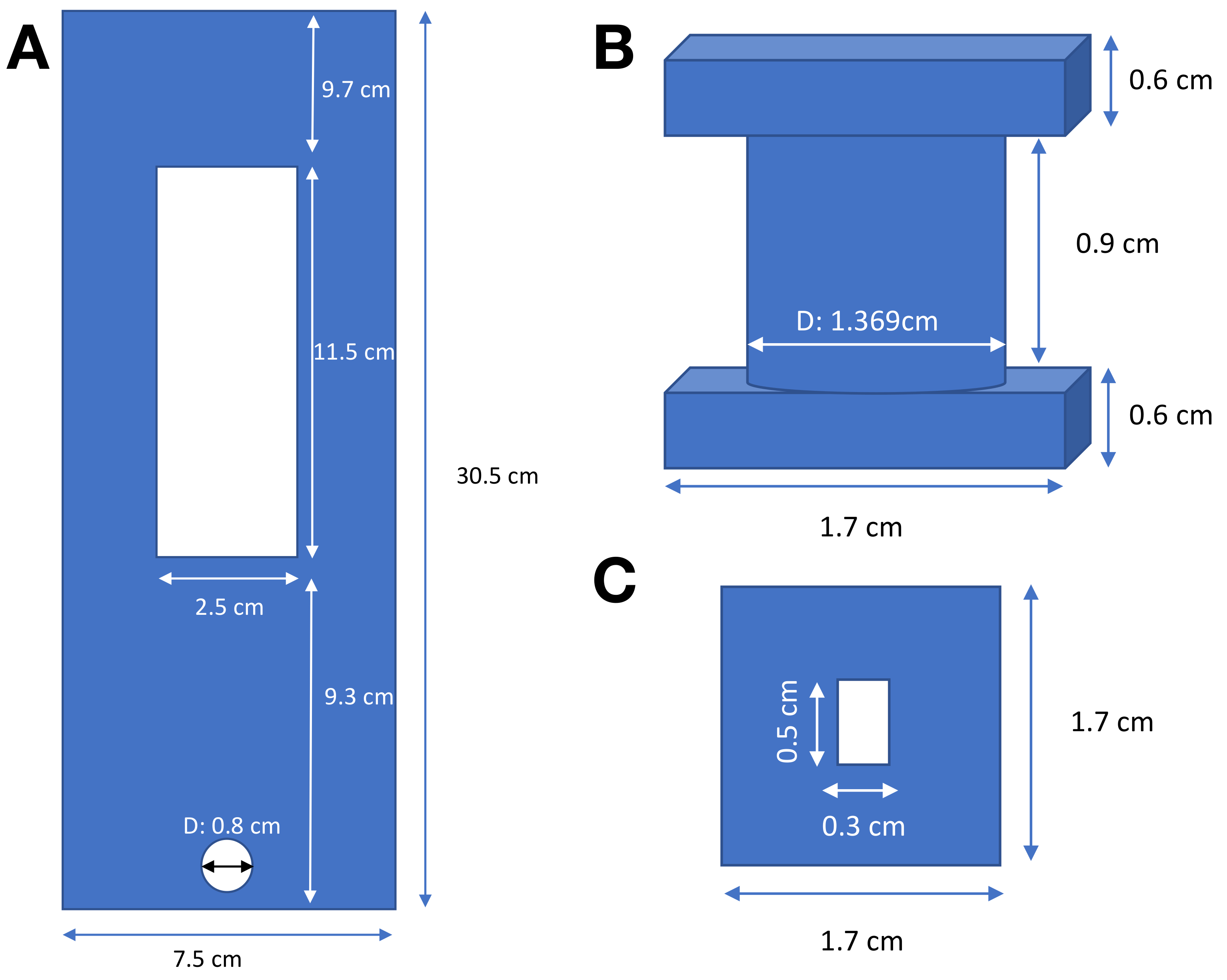
- 컷 아웃와 전기 비 전도성 석판에 장소 필 라 멘 트 (예., 레이저 컷 아크릴 보충 그림 3A참조) 허용 하는 공중에 정지 하 필 라 멘 트. 양면 테이프를 사용 하 여 슬 래 브에 필 라 멘 트의 끝을 확보.
- 아크릴 트랙 사이 통풍이 코로나 방전 상자에서 슬 래 브를 놓고 수준 인지 확인 합니다. 아크릴, 금속 석판의 가장자리를 따라 필 라 멘 트 정렬 아래 움직이지 금속 석판을 놓습니다.
- 코로나 방전 전극 (예를 들어, 봄 전극 팁) 약 3 m m는 필 라 멘 트 위에 놓고 코로나 방 전자 Arduino 제어 콘센트에 연결 합니다.
- 원형 아크릴 슬 래 브에 컷 아웃에 비 전도성 라인 넥타이. Arduino 제어 스테퍼에 라인의 다른 쪽 끝을 준수 모터 ( 보충 그림 3BC참조).
- Arduino 회로 모방 하는 프로그램된 코드와 함께 시작 단추를 누릅니다. 코로나 방전은 친수성 렌더링 PDMS의 표면 수정 10-40 k v의 출력 전압으로 낮은 현재 4.5 MHz 전기 분야에 의해 생산.
주의: 현재 낮습니다, 하지만 오존과 자외선 공기에서를 생산 하는 장치. 가급적 이면 연기 후드, 배기 아크릴 방패 뒤에 그것을 사용 합니다.
Representative Results
방법 (그림 1)는 성공적으로 약 200 µ m 직경 (그림 2)에서 필 라 멘 트를 생산 하 고 다양 한 길이의 순서 10 cm. 이상 필 라 멘 트 드로잉 기구, 및 평균 필 라 멘 트를 올려서 생산 될 수 있습니다. 실행 당 50-300 µ m 사이 직경 달라질 수 있습니다. 필 라 멘 트 유연 하 고 강력한, 있으며 그들의 탄성 계수는 대량 PDMS8비교. 이 프로토콜에서 미리 경화 된 PDMS는 필 라 멘 트를 그리기와 작업 시간 자료 (그림 3) 수송을 위해 편리 하 게 오래입니다.
통해 코로나 방전 수 패턴화 hydrophobicity 물방울을 통해 접촉 각도 확인 합니다. 접촉 각 분석 필 라 멘 트; 원통형 모양으로 복잡 하 게 대칭형 배럴 모양 또는 비대칭 쉘 모양14방울 형성할 수 있다. 저희 필 라 멘 트에 대 한 방울을 물 1 µ L를 사용 하 여,이 두 셰이프 친수성 표면 코로나 처리와 치료 소수 PDMS, 각각 해당 (그림 4).

그림 1: 필 라 멘 트 제조 방법의 도식. Degassed, PDMS cross-linking는 열 65 ° C에서의 점도 4000 Mpa에 도달할 때까지. 그것은 다음 냉각 하 고 필 라 멘 트로 수확 되 고 전에 자료 관으로 통해 다음 하향 공기 흐름 끼우고 개방을 통해 못 살게 굴지는 압출 기를 전송. 이 그림의 더 큰 버전을 보려면 여기를 클릭 하십시오.

그림 2: 히스토그램 방법의 데모에서 필 라 멘 트 폭의. 너비는 필 라 멘 트의 cm 당 이상의 6 필 라 멘 트, 총 길이가 했다 약 80 cm. 필 라 멘 트 평판 스캐너로 스캔 하 고 사용자 지정 옥타브 스크립트15분석 했다. 삽입: 통치자 옆 확장된 필 라 멘 트의 대표 이미지. 이 그림의 더 큰 버전을 보려면 여기를 클릭 하십시오.

그림 3: PDMS 점도 vs. 시간. 제의 degassed PDMS 기본 및 경화 시간, 다른 온도 프로 파일의 기능으로 (5 RPM)에서 점도 측정 연속 난방 (회색 다이아몬드) 점도에 급속 한 증가 보여주는 65 ° C 이다. 검은 데이터 요소 실내 온도 점도 위의 방법 당 4000 Mpa에 도달 하면 제거 전에 65 ° C에서 있습니다. 붉은 데이터 포인트는 25 ° c에 냉각 후 동일한 샘플의 점도를 나타냅니다. 데이터에 표시 된 차이 점도 계는 얼음 물 흐름으로 25 ° C에 냉각 되는 동안 발생 합니다. 시안색 창 때 필 라 멘 트 생산 방법에 의하여 발생 하는 시간 이다. 이 그림의 더 큰 버전을 보려면 여기를 클릭 하십시오.

그림 4: Hydrophobically 패턴된 필 라 멘 트. (필 라 멘 트 A) 위에서 설명한 고 물 1 µ L 방울과 시각 Arduino 코로나 제어 방법을 사용 하 여 대체 hydrophobicity 패턴, 모든 2 cm, 모방 했다. (B) 방울 셸 (왼쪽) 또는 필 라 멘 트의 로컬 hydrophobicity14에 따라 배럴 (오른쪽) 구조를 채택 한다. 배럴-방울에 평면에 해당 연락처 각도 분석 솔루션8을 기준으로 결정 됩니다 반면 쉘 연락처 각도 직접, 견적 된다. 이 그림의 더 큰 버전을 보려면 여기를 클릭 하십시오.

보충 그림 1: 공기 칼 집과 압출 어댑터의 크기. 이 그림의 더 큰 버전을 보려면 여기를 클릭 하십시오.

보충 그림 2: 코로나 patterner에 대 한 배선 다이어그램. 코로나 방전 장치는 릴레이 전원 소스에 연결 됩니다. 필 라 멘 스테퍼 모터는 스핀 들 (보충 그림 3)를 통해에 비 전도성 철사에 의해 연결 된 용지함에 로드 됩니다. 패턴은 왼쪽 하단에 Arduino 마이크로프로세서에 업로드 됩니다. 이 그림의 더 큰 버전을 보려면 여기를 클릭 하십시오.

보충 그림 3: 필 라 멘 트 patterner에 대 한 부품의 도식. (A)는 필 라 멘 트 일시 중단 하는 오프닝 트레이. (B) 전도성 와이어는 트레이 통해 0.8 c m 구멍에 연결 하는 스테퍼 모터에 대 한 스핀 들. 스테퍼 모터 샤프트에 어댑터를 표시 하는 스핀 들의 (C) 아래 보기. 우리는 필요할 때 함께 붙어있다 레이저 컷 3.2 m m 아크릴에서 모든 부품을 조작. 이 그림의 더 큰 버전을 보려면 여기를 클릭 하십시오.

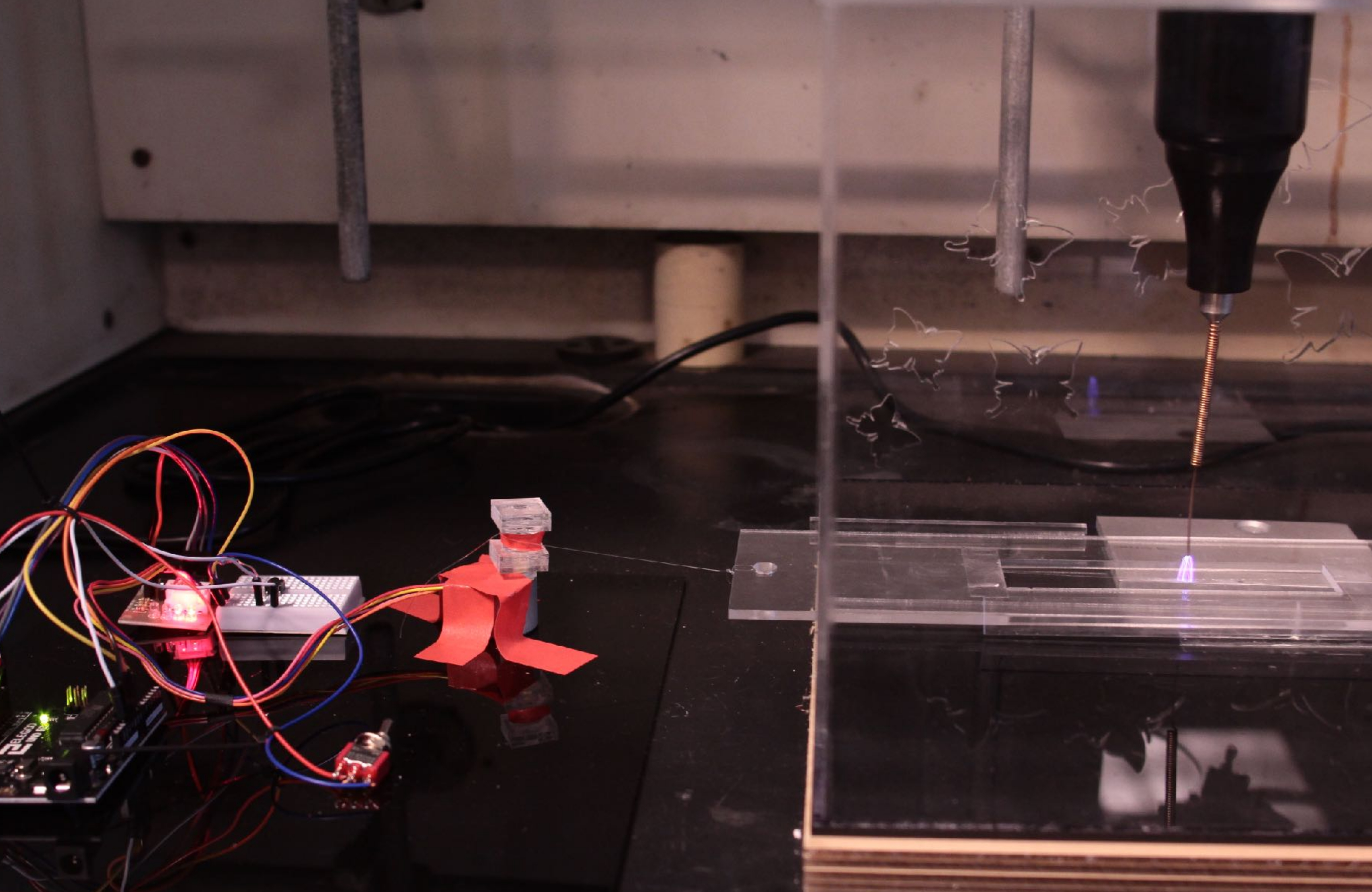
보충 그림 4: 필 라 멘 트 patterner의 이미지. 이 그림의 더 큰 버전을 보려면 여기를 클릭 하십시오.
Discussion
이 방법의 기초 그래서 그들은 중력 그리기에 적합 PDMS를 치료의 재료 특성 조작 이다. 안정 된 필 라 멘 트에 중력 드로잉 방울 3 크기가 없는 매개 변수16적용 됩니다. 중력 (Froude), 상대적으로 작은 물방울의 관성과 관련 된 표면 장력 (웨버), 고 점도 (레이놀즈). 가교까지 실험적으로 가장 극적으로 우리의 방법 당 안정적인 확장 증거 PDMS의 중요 한 단계에 0.07 0.83에서 크기 순서, 보다 더 감소는 레이놀즈 수를 변경 합니다. 반면, 다른 크기가 없는 매개 변수 중 하나에 다음 가장 큰 변화는 단지 배로 베버 번호입니다. PDMS spinnability 추적에 대 한 민감한 프록시 점도의 사용을 지원 합니다.
우리의 이전 필 라 멘 트 제조 방법에 중요 한 향상은 실험적인 작업 시간을 결정 하는 프로토콜 중 점도 프로필이 사용 됩니다. 기술의 한계를 확인 하려면 우리는 프로토콜 당 PDMS의 일괄 처리를 미리 치료, 열에서 제거 하 고는 PDMS cross-linking 지속적으로 실내 온도에서 점도 측정을 했다. 결과 점도 프로필 (그림 4) spinnability에 대 한 창에서 65 ° C 온수 점도 계는 PDMS를 제거 하 여 극적으로 확장은 나왔다. 우리의 프로토콜 샘플의 실내 온도에 냉각으로 약 4.5 분 가교를 계속 수 있도록 한 다음 spinnability 창 입력 전에 PDMS의 제거를 포함. 그 후,는 실험은 약 4 분 지속적인 가교 이상 drawable는 PDMS를 렌더링 하기 전에 그것을 그릴.
방법은 쉽게 같이 필 라 멘 트 직경 100의 순서를 생성의 µ m 및 길이 0.5 m의 순서. 필 라 멘 트 길이 압출 및 튜브로 아래 액세스할 수 공간에 의해 제한 됩니다. 기술의 합리적인 수정 긴 필 라 멘 트를 생산 하는 더 긴 굴뚝에 설치 하는 것입니다. 우리가 아직 탐험 하지 않은 수정 기계적으로 얇은 필 라 멘 트를 얻을 수 있습니다 중력 방울에 의존 하는 대신 필 라 멘 트를 당기고 있다.
Hydrophobically는 필 라 멘 트를 패턴화 하는 중요 한 단계는 주변 조건에 코로나 방전에 노출 됩니다. 이 방전의 모양/강도 주변 조건 및 로컬 전도도 의해 영향을 일부 모호함을 소개 합니다. 그것은 필 라 멘 뿐 아니라 코로나 장치 (10-40 킬로 볼트)의 전압을 조정 배치 접지 도선에 의해 조정 될 수 있습니다. 코로나 표면 수정 메커니즘 PDMS 사이드 체인 및 백본 lysing 가능성이 전자 에너지 전송입니다. 이러한 채권을 휴식, 전자 유 전체 장벽 방전17를 생산 하는 데 필요한 평균 에너지 보다 적은 에너지가 필요 합니다. 따라서, 그는 필 라 멘 트 봉투 관찰 방전 표면 처리 생산 있으며 쉽게 테스트 를 통해 물 작은 물방울 접촉 각 측정 될 수 있습니다.
이 메서드는 실리콘 PDMS 필 라 멘 트 및 이후의 복잡 한 소수 성 패턴의 상대적으로 손쉬운 생산 수 있습니다. 초기 목표는 소수 패턴 관찰할 필 라 멘 트 접히는 통로 접힌된 구조를 생산 하기 위해 디자인 될 수 있다 모델 foldamer 시스템을 생산 하는. 이 테스트 베드 엔지니어링 경로 접는 받아들이기는 디자인 규칙을 제공할 수 있습니다. 소수 성 또는 화학적 반응의 일부를 통해 용 매 팽 윤, 치 게 되죠 또는 가스 투과성 PDMS에 반응성 화합물의 사용에이 필 라 멘이 트 소재 응용 프로그램을 있을 수 있습니다.
Disclosures
저자는 공개 없다.
Acknowledgments
저자는 기꺼이 통찰력과 W. 쿡, S. J 도움을 인정합니다. S. 루빈, J. Zehner, C. Barraugh, C. 후쿠시마, M. 멀리 건, M. Keckley, A. Bosshardt, 그리고 로즈 언덕 재단과 존슨 여름 학생 연구 보조금에서 재정 지원. 저자는 또한 실리콘 중 합 화학 (가 2017) 고급 실험실의 학생에 의해 추적 하는 수단으로 점도에 예비 작업을 인정 합니다.
Materials
| Name | Company | Catalog Number | Comments |
| 2 part PDMS Silicone | Dow Corning Sylgard 184 | 4019862 | |
| Thermosel | Brookfield | HT-110 115, HT-115A DP | |
| viscometer | Brookfield | RVT115 | |
| Disposible sample chamber | Brookfield | HT-2DB-100 | |
| Disposible spindle | Brookfield | SC4-27D-100, SC4-DSY | |
| Extruder | Makin's | 35055 | |
| High-temperature silicone tubing | McMaster-Carr | 51135K16 | |
| Cylindrical Tube heater (Ceramic) | Ours is a custom: 17.0 mm inner diameter, 38.7 mm outer diameter, 107.7 mm length, 150 Ohm. Companies include Watlow and Omega. Critical design considerations: smaller inner diameters will require better furnace-filament alignment, longer tubes should also be sufficient. | ||
| Variable Transformer for heater | Variac | 3PN1010 | |
| Metering valve | Swagelok | SS-2MA1 | |
| Corona Discharge Device | Electro-Technic | BD20A | |
| Arduino Kit | Elegoo | EL-KIT-003 | |
| Nylon Fishing Line | EoongSng | B075DYVC3F | |
| Pasta Drying Rack | Norpro | B00004UE7U | |
| Infrared thermometer | Nubee | 81175535214 | |
| Flatbed scanner | Canon | CanoScan 9000F MKII |
References
- Bossi, M. L., Daraio, M. E., Aramendı́a, P. F. Luminescence quenching of Ru (II) complexes in polydimethylsiloxane sensors for oxygen. Journal of Photochemistry and Photobiology A: Chemistry. 120 (1), 15-21 (1999).
- Toepke, M. W., Beebe, D. J. PDMS absorption of small molecules and consequences in microfluidic applications. Lab on a Chip. 6 (12), 1484-1486 (2006).
- Haubert, K., Drier, T., Beebe, D. PDMS bonding by means of a portable, low-cost corona system. Lab on a Chip. 6 (12), 1548-1549 (2006).
- Bhattacharya, S., Datta, A., Berg, J. M., Gangopadhyay, S. Studies on surface wettability of poly (dimethyl) siloxane (PDMS) and glass under oxygen-plasma treatment and correlation with bond strength. Journal of Microelectromechanical Systems. 14 (3), 590-597 (2005).
- Efimenko, K., Wallace, W. E., Genzer, J. Surface modification of Sylgard-184 poly (dimethyl siloxane) networks by ultraviolet and ultraviolet/ozone treatment. Journal of Colloid and Interface Science. 254 (2), 306-315 (2002).
- Johnston, I. D., McCluskey, D. K., Tan, C., Tracey, M. C. Mechanical characterization of bulk Sylgard 184 for microfluidics and microengineering. Journal of Micromechanics and Microengineering. 24 (3), 035017 (2014).
- Xue, R., Behera, P., Xu, J., Viapiano, M. S., Lannutti, J. J. Polydimethylsiloxane core–polycaprolactone shell nanofibers as biocompatible, real-time oxygen sensors. Sensors and Actuators B: Chemical. 192, 697-707 (2014).
- Kiessling, R., et al. Gravity-Drawn Silicone Filaments: Production, Characterization, and Wormlike Chain Dynamics. ACS Applied Materials & Interfaces. 9 (46), 39916-39920 (2017).
- Roca-Cusachs, P., et al. Stability of microfabricated high aspect ratio structures in poly (dimethylsiloxane). Langmuir. 21 (12), 5542-5548 (2005).
- Yang, D., et al. Electrospinning of poly (dimethylsiloxane)/poly (methyl methacrylate) nanofibrous membrane: Fabrication and application in protein microarrays. Biomacromolecules. 10 (12), 3335-3340 (2009).
- Niu, H., Wang, H., Zhou, H., Lin, T. Ultrafine PDMS fibers: preparation from in situ curing-electrospinning and mechanical characterization. Rsc Advances. 4 (23), 11782-11787 (2014).
- Ramakrishna, S., et al. Electrospun nanofibers: solving global issues. Materials Today. 9 (3), 40-50 (2006).
- Blyler, L. L. Jr, Gieniewski, C. Melt spinning and draw resonance studies on a poly (α‐methyl styrene/silicone) block copolymer. Polymer Engineering & Science. 20 (2), 140-148 (1980).
- Carroll, B. J. The accurate measurement of contact angle, phase contact areas, drop volume, and Laplace excess pressure in drop-on-fiber systems. Journal of Colloid and Interface Science. 57 (3), 488-495 (1976).
- Eaton, J. W., Bateman, D., Hauber, S., Wehbring, R. GNU Octave version 4.2.2 manual: a high-level interactive language for numerical computations. , Volume 4.2.2 (2018).
- Ziabicki, A. Fundamentals of fibre formation: the science of fibre spinning and drawing. , John Wiley & Sons, Ltd. (1976).
- Haji, K., Zhu, Y., Otsubo, M., Honda, C. Surface modification of silicone rubber after corona exposure. Plasma Processes and Polymers. 4 (S1), S1080 (2007).

{kind=link}
{kind=link}
{kind=link}
{kind=link}