Source : Kerry M. Dooley et Michael g. Benton, département de génie chimique, Louisiana State University, Baton Rouge, Louisiane
L’objectif de cette expérience est de déterminer l’ampleur de la mauvaise répartition des médecins dans les réacteurs de type garnissage en monophasé et en deux phases (gaz-liquide) flux et d’évaluer les effets de cette mauvaise répartition des médecins sur la chute de pression. Les concepts de distribution de temps de résidence et la dispersion sont introduites par l’utilisation de traceurs, et ces concepts sont liés à la mauvaise répartition des médecins physiques.
Canalisation dans un courant monophasé peut se produire le long des murs ou par écoulement préférentiel à travers une grande partie de la section transversale du lit. Canalisation en écoulement diphasique imputables à des causes plus complexes et théories simple écoulement biphasé rarement prévoient pression chute dans le lit emballé. Un objectif de conception est toujours afin de minimiser l’ampleur de la canalisation en trouvant le diamètre optimal de lit et particules pour les débits de conception et de l’emballage un lit de façon à minimiser une sédimentation. Il est toujours important de quantifier combien mauvaise répartition peut se produire et à la conception trop l’unité afin de tenir compte de sa présence.
La chute de pression de mesures appareil perméamètre, ΔP et la concentration de traceur (colorant), sortie horizontales lits emballés du blindé verre pour l’eau, air ou écoulement biphasé (Figures 1 et 2). L’eau pénètre par une vanne de régulation et peut être acheminé par l’intermédiaire de vannes manuelles à l’un des cinq lits (48″ de long, 3″ I.D.) avec différentes dimensions verre perle sous-évaluées emballages (aléatoire). La chute de pression est mesurée par un transmetteur de pression. Le débit d’eau est mesuré par un transmetteur de pression différentielle (DP, orifice) et le débit d’air par un compteur de test sèche (similaire à un compteur de gaz domestique). L’échantillon de colorant est injecté en amont par une vanne de prélèvement automatique. La concentration de la sortie de la teinture d’un lit est mesurée en utilisant un spectromètre UV-visible. Distributions de temps de résidence sont calculées à partir des essais et contre les prédictions des théories sur la dispersion en lits emballés. Écoulement biphasé sera étudiée dans son lit 5, qui contient des particules plus grandes.
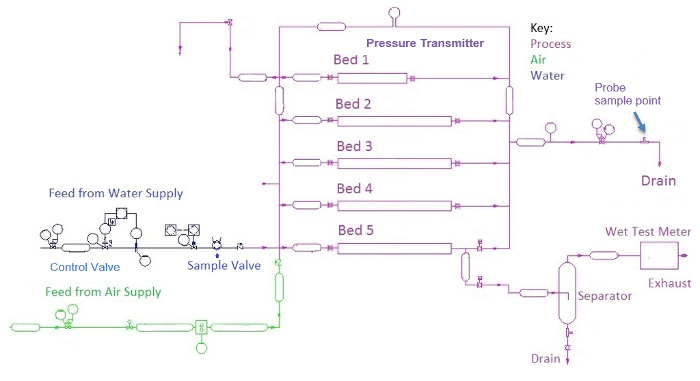
Figure 1 : diagramme de processus et d’instrumentation de l’appareil.
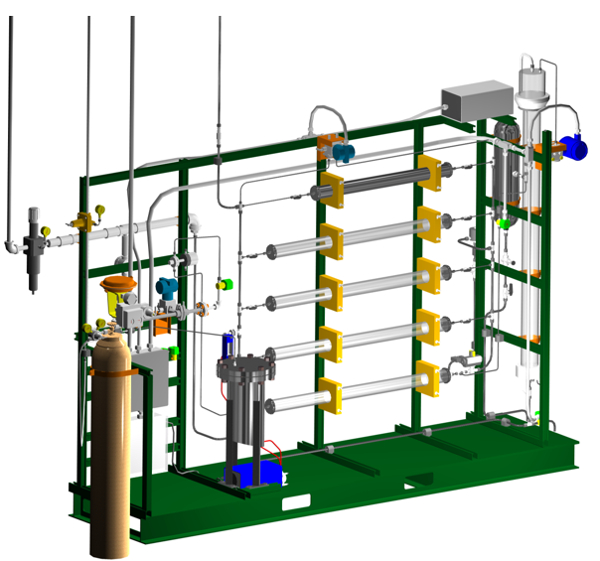
La figure 2. Rendu 3D de l’appareil. Chambre #1 est en haut, lit #5 en bas. La vanne de régulation de l’eau est sur la gauche (bonnet rouge). L’émetteur de DP est en haut au Centre (bleu).
Obtain the RTDs (E-curves, using Equations 1-2) after subtracting an appropriate baseline (if necessary) from the spectrometer signals. An example of baseline correction for Bed #3 (not used here) is in Figure 3. Using Equations 1-3, calculate the average porosity, tracer mass, mean residence time, variance and variance divided by mean squared from the RTDs. Compare calculated tracer mass with injected mass – if they aren't within expected precision, examine how the baseline was determined in the spectrometer measurements (and perhaps determine differently). Examine how the variance compares to the prediction from dispersion theory (Equations 4-5); deviations denote excessive channeling.

Figure 3. Bed #3 dimensionless RTD E-curve (390 mL/min, 50 ppm tracer injection) with and without baseline correction. The calculated  from Equations 2 and 3 was 3.6 min. The baseline correction was made by subtracting two average baseline values, one before and one after the maximum. The one before was subtracted from all values prior to the maximum, the other after was subtraced from all values after the maximum.
from Equations 2 and 3 was 3.6 min. The baseline correction was made by subtracting two average baseline values, one before and one after the maximum. The one before was subtracted from all values prior to the maximum, the other after was subtraced from all values after the maximum.
Once the porosities of the beds (Equation 3) have been found, the Ergun equation can be used to predict the ΔP's for the water flow experiments. The average particle diameter must first be calculated. Because particle drag is related to area for flow, the surface-area (d2) weighting is usually the best way to obtain the average diameter for a range of particles. The average diameter can be computed as follows, obtaining the particle diameters from the information in the Materials List (ωi is the wt fraction of particles of diameter di):
 (9)
(9)
The calculated porosities can be used to pinpoint the cause of any discrepancies between predicted (by the Ergun equation) and measured ΔP's. For example, the minimum porosity for close-packed spheres is 0.36. It is unlikely that any real ε of an entire bed is less than 0.3. Predicted ΔP's >> actual ΔP's suggest channeling (short-circuiting) along the walls or in the upper portion of the bed when settling occurs. Such phenomena would result in a low ε calculated from the E-curve, leading to high predicted ΔP's. This is the case in Figure 4 for both beds #3 and 4. Note that the more expected ε = 0.36 reproduced the Ergun equation results except at a very high flow rate where a high percentage of the flow was through low voidage regions. This channeling can actually be observed in the experiment.

Figure 4. Experimental ΔP's compared to the predictions of the Ergun equation, both at ε = 0.36 and the ε values determined from the E-curves.
Predicted ΔP's << actual ΔP's suggest channeling only through the lower half of the bed, or partial bed blockage. For these beds, this is unlikely.
For the two-phase flows, compute predicted ΔP's by both homogeneous flow and stratified flow theories using Equations 6-9. For stratified flow, one must solve the Ergun equation and Equation 9 simultaneously to obtain α, setting Ergun ΔP/L (liquid) = Ergun ΔP/L (gas). Then compare computed vs. actual ΔP's and see which theory applies best, or if in fact either theory applies. Other flow regimes (e.g., slug, mist or inhomogeneous bubbly flows) are possible, as are major flow distortions due to channeling, which is often more prevalent in two-phase flows.
For two-phase flows through bed #5, the ΔP's calculated using homogeneous flow theory prove to be better than those using stratified flow theory (Table 1), although as seen neither theory applies exactly. The high actual ΔP's suggest severe channeling in a horizontal bed during two-phase flow – the liquid is confined to a small portion of the cross-sectional area. Indeed, the gas volume fractions estimated by visual inspection looked to be at least 0.90. The liquid was also confined to the non-wall region of lower voidage, which increases ΔP. The results reflect the limitations of the simpler rheological models for two-phase flow, and why far more sophisticated microrheological models are finding more use today.
Table 1: Gas volume fractions α and pressure drops in two-phase flow, bed #5.
| Q water | Q air | Q air | α (stratified) |
ΔDP (stratified) psi |
ΔDP (homogeneous) psi |
ΔDP (actual) psi |
| mL/min | ft3/min | mL/min | ||||
| 1100 | 1.62 | 45900 | 0.58 | 2.2 | 12 | 17 |
| 1100 | 1.26 | 35700 | 0.47 | 1.7 | 10 | 14 |
| 1100 | 1.11 | 31400 | 0.38 | 1.5 | 9.5 | 11 |
| 1100 | 0.930 | 26300 | 0.19 | 1.3 | 8.6 | 8 |
| 500 | 0.73 | 20700 | 0.58 | 0.66 | 3.4 | 12 |
| 500 | 0.50 | 14200 | 0.47 | 0.50 | 2.7 | 9 |
| 500 | 0.39 | 11000 | 0.38 | 0.40 | 2.7 | 6 |
| 500 | 0.16 | 4250 | 0.19 | 0.29 | 1.4 | 3 |