Nature has created strategies to generate tunable and multifunctional biological matrixes using a limited number of structural proteins. For example, elastins and collagens are always used together in vivo to provide the adjustable strengths and functions required for specific tissues1,2. The key to this strategy is the blending. Blending involves mixing proteins with specific ratios and is a technological approach to generate simple material systems with tunable and varied properties3-5. Compared with synthetic engineering strategies6,7, blending can also improve material uniformity and the ability to process the material due to the ease of operation8-16. Therefore, designing multifunctional, biocompatible protein alloy materials is an emerging area of medical research. This technology will also provide systematic knowledge of the impact of natural protein matrices on cell and tissue functions both in vitro and in vivo10,17. By optimizing molecular interfaces between different proteins, protein-based alloy materials can encompass a range of physical functions, such as thermal stability at different temperatures, elasticity to support diverse tissues, electrical sensitivity in variable organs, and optical properties for corneal tissue regeneration3,18-27. The outcome of these studies will provide a new protein-materials platform in the field of biomedical science with direct relevance to tunable tissue repairs and disease treatments and further lead to biodegradable implant devices where their novel therapeutic and diagnostic features can be envisioned3.
Many natural structural proteins have critical physical and bioactive properties that can be exploited as candidates for the biomaterial matrixes. Silks from different worm species, keratins from hairs and wools, elastins and collagens from different tissues, and various plant proteins are some of the most common structural proteins used for designing variable protein-based materials (Figure 1)18-27. In general, these proteins can form different molecular secondary structures (e.g., beta sheets for silks, or coiled coils for keratins) due to their unique repetitive primary amino acid sequences3,28-35. These features promote the formation of self-assembled macroscopic structures with unique functions at biological interfaces prompting their utility as a treasured resource of biopolymer materials. Here, two types of structural proteins were used (protein A from wild tussah silk and protein B from domesticated mulberry silk as an example) to demonstrate the general protocols of producing various protein alloy biomaterials. The protocols demonstrated include part 1: protein interaction predictions and simulations, part 2: production of protein alloy solutions, and part 3: fabrication of protein alloy systems and for optical, electrical, and pharmaceutical applications.

Figure 1. Raw materials of various structural proteins that are commonly used in our laboratory for designing protein-based materials, including silks from different worm species, keratins from hairs and wools, elastins from different tissues, and various plant proteins.
Typical protein-protein interactions (e.g., between protein A and protein B) could contain charge-charge (electrostatic) attractions, hydrogen bonding formation, hydrophobic-hydrophilic interactions, as well as dipole, solvent, counter ion, and entropic effects between the specific domains of the two proteins (Figure 2)3. Therefore, fundamentally, we can predict the effects of these interactions by computational simulations.

Figure 2. Interactions between protein A and protein B. Typically, these interactions could be based on charge-charge (electrostatic) attractions, hydrogen bonding formation, or hydrophobic-hydrophilic interactions between the specific domains of these two proteins.
The protein-alloy system can be modeled as a material composed of crosslinked protein sub-alloy domains, where each of these sub-alloys is assumed to be stable. The interactions between the proteins (A and B) can be considered as bonds with different stiffnesses (for this study, we consider only two types of weak or strong bonds in Figure 3). The weak bonds could represent hydrogen bonds and other bonds described in Figure 2. The protein-alloy as a whole is formed through dual cross-linkages between many sub-alloys that bounded together through both strong and weak bonds. The sub-alloys are formed using strong bonds and within the sub-alloys we allow the formation of weaker bonds. The protein-alloy as a whole is formed through dual cross-linkages between many sub-alloys that bound together through various strong and weak bonds. When the system is sufficiently stressed, both the weak and the strong bonds are ruptured. Under right conditions the weak bonds are allowed to reform the linkages again. However, the stronger bonds will be ruptured irreversibly. The existence of the weak bonds allows the alloy-protein to keep its structural integrity under external stress36-41. This numerical simulation uses a mathematical model developed through a bottom-up approach that is based on finite element methods through lattice-spring model36-41.

Figure 3. Computational simulation to demonstrate the mechanical advantage of a protein alloy system during stretching. During the stretching simulation, one type of protein (blue color) can form an elastic network like springs providing super-elasticity for the materials, while another type of protein (green color) can provide strong physical crosslinkers for stabilizing the material network. Dynamic structural transitions (e.g., hydrogen bond formations and deformations) could be induced in different domains for storing and releasing energy or providing additional mechanical support during the stretching.
Figure 3 demonstrates a typical computational simulation of the mechanical properties of a protein alloy system (with wild tussah silk as protein A and domesticated mulberry silk as protein B) during stretching. During the stretching simulation, one type of protein (blue color) can form an elastic network with springs providing super-elasticity for the materials, while another type of protein (green color) can serve as particles with strong physical crosslinkers for the material network. Dynamic structural transitions (e.g., hydrogen bond formation and deformation) can be induced in different domains for storing and releasing energy or providing additional mechanical support during the stretch. The simulation studies gives a general theoretical picture to understand the interactions between different structural protein molecules, such that useful pairs of proteins could be picked to generate protein alloy materials with strong interactions and specific properties, such as extraordinary mechanical elasticity.
Generally, once the protein A and B are selected (here they are wild silk and domesticated silk), a protein alloy solution can be produced in several steps (Figure 4). First, the protein sources like natural fibers or powders should be cleaned or purified. For example, a degumming process could be used to remove the soluble silk sericin proteins coated on most silk fibroin fibers20. Second, a suitable solvent needs to be found to dissolve the insoluble protein sources into solutions. For instance, high concentration LiBr solution is a good solvent to cut beta-sheet secondary structures in different silks and dissolve the fibers into solutions. Third, a dialysis method can be used to remove the dissolving solvent and recover the protein molecules in an aqueous solution. Additional centrifuging is often necessary to remove the impurities and undissolved aggregates in the solution. Finally, different protein aqueous solutions can be mixed together gently with various ratios. Therefore, if the two protein solutions do not have macrophase separation, they will be blended together with strong interactions and form new protein alloy system for different biomedical applications. To make the protein alloy materials insoluble in the body, different physical or chemical crosslinking treatments can be adapted. For example, it is found that high-temperature and high-pressure water vapor annealing could incredibly crosslink different silk or elastin materials6,52. While different keratin materials can be crosslinked by their natural disulfide bonds in the protein side chains53.
Once the protein alloy solutions are produced and verified, they can be formed into a wide range of biomaterials with tunable properties, including material matrixes for thermal, mechanical, optical, electrical, chemical, or biomedical applications (Figure 4). In this article, three emerging applications for these materials to demonstrate the unique advantage of protein alloy biomaterials have been selected (Figure 4). Through modern micro-fabrication techniques, different surface patterns can be generated at micro or nano-scales on protein alloy materials (Figure 4 optical application). For example, if an optical diffraction pattern is produced on the film surface, this film can used as a media to transfer laser beams into different optical pattern22,23. If the protein alloy material was emerged in an enzyme solution, the degradation profile of the films can be understood by comparing the real-time diffraction patterns from the film with the original pattern (instead of back and forth washing and examining the degraded films in the air). Another emerging technique is to coat different micro-scale circuits and wireless resonators on the protein alloy materials (Figure 4 electrical application). Through this technique, micro-currents of damaged tissues or organs in vivo can be monitored, with wireless signals directly transferred to doctors24,51. And the material mechanical toughness and biodurability in the body can be easily controlled by blending ratios and specific protein components of the materials. Finally, different soluble or insoluble cancer drugs can be directly incorporated into the protein alloy materials (Figure 4 chemical application). Cancer drugs are often very toxic, and will damage not only the cancer cells but also the normal human immune system. Therefore, controlling the region and dose of cancer drug delivery per day in the body is one of the most important topics in pharmaceutical science. Through incorporating cancer drugs into protein alloy materials, we can implant the material only into cancer tissues or organs, and control the release rate of the cancer drug per day from protein alloy network by controlling the protein components and mixing ratios. Since the protein matrix is completely biodegradable, the protein alloy materials will be automatically removed by body enzymes after the drug releasing period. The residues of protein alloy materials are purely amino acids, which can be absorbed by the body naturally to further produce other essential proteins in vivo. Patients who get cured by controlled release of cancer drugs from implanted protein alloy materials will finally recovered without additives in the body, and both natural protein alloy matrixes and cancer drugs will be efficiently absorbed in the body during this curing process.

Figure 4. General steps to produce a protein alloy material, including cleaning or purifying the protein material sources, dissolving the insoluble protein materials into solutions, dianalysizing to remove the dissolving solvent from a protein aqueous solution, centrifuging and mixing together with different ratios, and physical or chemical crosslinking treatments. The protein alloy solution can subsequently be formed into a wide range of biomaterials with tunable properties, including material matrixes for thermal, mechanical, optical, electrical, chemical, or biomedical applications. Please click here to view a larger version of this figure.
Here, we demonstrated the critical procedures of how to fabricate electrical materials on protein alloys with details in Figure 5. Thin metallic films such as electric circuits can be created using several different deposition techniques including evaporation, pulsed laser deposition, or sputtering. Sputtering was selected for the current study since it offers significant flexibility for the energy of the sputtered species through the adjustment of sputtering gas pressure and power applied to the cathode as well as deposition uniformity through adjustment of the gas pressure and cathode size. Sputter deposition can be used to project a metallic film onto a glass substrate (Figure 5A). In this case, Ag circuit films were deposited in a high vacuum chamber with a base pressure of about 1 x 10-7 Torr. The Ar sputtering gas was introduced to the chamber at a pressure of 20 mTorr and the Ag was deposited using an RF generator at 100 W for 20 min from a 2-inch planar magnetron cathode that is 8 cm from the substrate surface. Devices are defined using common photolithographic techniques in the films on glass followed by wet chemical etching (see detailed procedure in Figure 5A). Devices can also be defined by deposition through a physical mask directly onto the protein films. The room temperature electrical resistivity of the electric circuits on the protein films was measured using both two-terminal and four-terminal techniques. The advantage of the four-terminal approach is to eliminate contact resistance from the measurement but we find that the contact resistance is not significant so a two-terminal measurement is sufficient. The two terminal measurements uses a good-quality multimeter set on the ohm scale making contact with the film at both ends of the metal wire (schematically shown in Figure 5B). In this measurement, the multimeter serves as both a current source and a voltmeter and the measured resistance is the voltage divided by the current. The resistivity is calculated using ρ = RA/l, where R is the resistance, A is the cross-sectional area of the wire and l is the distance between probes. For the created here, the R was measured to be 23.5 Ω using the slope of voltage-current curve in Figure 5B (R=ΔVoltage/ΔCurrent), l is 4.45 x 10-2 m, and A was found to be 6.685 x 10-10 m2. Using these numbers, a resistivity of 3.6 x 10-7 Ω·m was found for the films, approximately 20x larger than that for bulk silver metal (1.6 x 10-8 Ω·m). A higher resistivity measured in films in comparison to bulk is typical due to the already constrained current path and the inability of charge carriers to avoid defects. Heating the metal with a heat gun increased its resistance indicating an increase in the rate of electron scattering by phonons characteristic of metallic conduction.
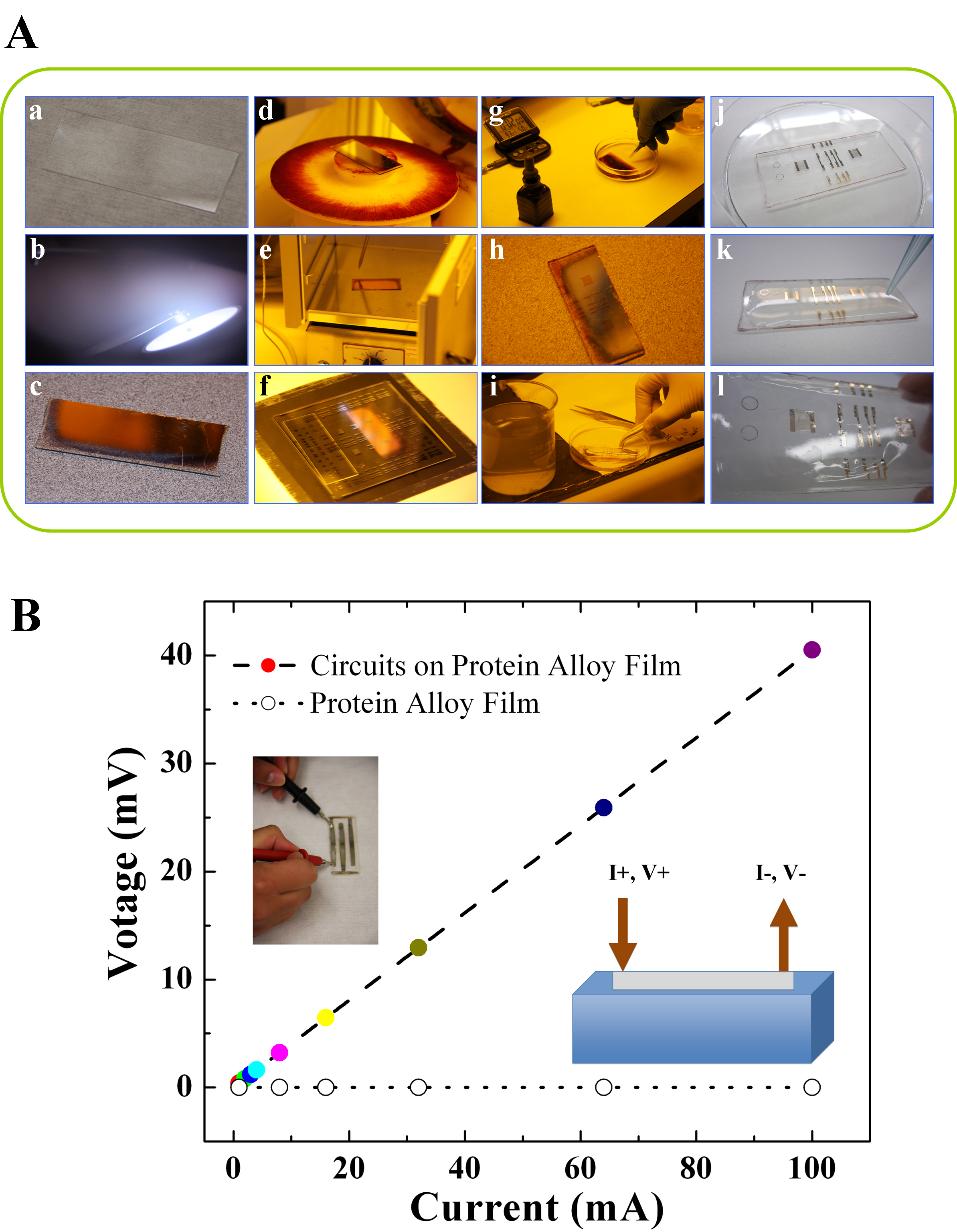
Figure 5. (A) Procedure to make electric circuits on protein alloy films (here silver circuits on wild tussah silk and mulberry silk blend films as an example): (a) Uncoated microscope slide; (b) Silver plasma during sputter deposition from a 2 foot diameter target; (c) Silver coated glass slide; (d) Silver coated sample held to the spinner using the vacuum chuck before adding the photoresist; (e) Silver slide coated with photoresist was put into oven for soft-bake at 120 °C; (f) Expose to UV radiation to break the polymer bonds in the photoresist; (g) Develop the photoresist; (h) Hard-bake the resist to prepare for etching in acid; (i) Etch in the acid, then stop the etch by rinsing in a water bath; (j) Dry the slide; (k) Cast protein alloy solution onto the slide; (l) Transfer silver patterns to the dried protein film. (B) A typical voltage-current curve of the produced electric circuits on a protein alloy film. The final electrical resistivity on film is measured around 3.6 × 10-7 Ω·m, approximately 20x larger than that for bulk silver metal. Please click here to view a larger version of this figure.

Figure 6. Thermal analysis model used for verifying miscibility of blended protein system. If protein A and B have individual single glass transition temperatures, Tg(A) and Tg(B), respectively (green and blue curves), a fully miscible protein alloy system will show only one glass transition different from the Tgs of A and B (red curve). Otherwise, the proteins are immiscible mixtures with both Tg(A) and Tg(B) (black curve), or semi-miscible composites with two shifted glass transitions (orange curve).
