

Summary
Bu yöntem dikey yüzey altı kusurların bulunmasını amaçlamaktadır. Burada, bir lazeri bir alansal ışık modülatörüyle birleştirip, iki aşamalı modüle edilmiş çizgi ile deterministik olarak bir örnek yüzeyini ısıtmak için video girdisini tetikleyip çok çözünen termal görüntüler elde ediyoruz. Arıza konumu, termal dalga girişim minimum değerinin değerlendirilmesinden alınır.
Abstract
Sunulan yöntem yüzeye dik olarak yönlendirilmiş yeraltı kusurlarını bulmak için kullanılır. Bunu başarmak için, kusur tarafından bozulan yıkıcı müdahale eden termal dalga alanları oluşturuyoruz. Bu etki ölçülür ve kusurun yerini belirlemek için kullanılır. Değiştirilmiş bir projektör kullanarak zararlı etkileşimli dalga alanlarını oluşturuyoruz. Projektörün orijinal ışık motoru fiberle bağlanmış yüksek güçlü diyot lazerle değiştirilir. Kirişi, projektörün mekansal ışık modülatörüne şekillendirilmiş ve hizalanmıştır ve en başta ışın profilini karakterize ederek ve daha sonra bunu mekanik ve sayısal olarak düzelterek optimum optik verimlilik ve homojen projeksiyon için optimize edilmiştir. Sıkı geometrik duruma (geometrik görüntü bozulmalarının düzeltilmesi dahil) ve numune yüzeyindeki zayıf sıcaklık osilasyonlarını tespit etme gereksinimine göre yüksek performanslı kızılötesi (IR) kamera ayarlanır. Veri toplama işlemi, bir kez eşzamanlı olarak gerçekleştirilebilirBireysel termal dalga alanı kaynakları, tarama aşaması ve IR kamera arasındaki ronizasyon, incelenen spesifik materyale göre ayarlanması gereken özel bir deneysel kurulum kullanılarak oluşturulmuştur. Veri sonrası işleme sırasında, numunenin altındaki bir kusur varlığı ile ilgili bilgi çıkarılır. Numune yüzeyinin sözde tükenme hattından gelen kazanılmış termal radyasyonun titreşen kısmından alınır. Kusurun kesin yeri, son adımda bu salınımların uzaysal-zamansal şeklinin analizinden çıkarılır. Yöntem referans içermez ve termal dalga alanı içerisindeki değişikliklere çok duyarlıdır. Şimdilik, yöntem çelik numuneler ile test edilmiştir, ancak özellikle sıcaklık duyarlı malzemeler için farklı malzemeler için de geçerlidir.
Introduction
Lazerle projelendirilen fototermal termografi (LPPT) yöntemi, test numunesinin hacmine gömülü olan ve ağırlıklı olarak yüzeyine dik olan yüzey altı kusurların yerini belirlemek için kullanılır.
Yöntem Şekil 1b'de gösterildiği gibi aynı gerilme ve frekanstaki iki anti-fazlı termal dalga alanının yıkıcı etkileşimini kullanır. İzotropik kusursuz malzemelerde, termal dalgalar, simetri düzleminde tutarlı süperpozisyonla yıkıcı olarak nötralize edilir ( yani, sıfır sıcaklık osilasyonu). Yüzey altı bir kusurlu bir materyal durumunda, yöntem, geçici ısı akışı ile bu kusur arasındaki yanal ( yani düzlem içi) bileşenlerin etkileşiminden yararlanmaktadır. Bu etkileşim, numune yüzeyindeki simetri hattında yeniden oluşturulmuş salınımlı bir sıcaklık uzamasında ölçülebilir. Şimdi, örnek içeren kusur, üst üste binmiş termal dalga alanı taranıyor veSıcaklık uzama seviyesi numune pozisyonuyla ilişkili olarak ölçülür. Simetri sebebiyle, defektif simetri düzlemi geçtiğinde yıkıcı girişim koşulları bir kez daha karşılanır; Bu, kusuru çok hassas bir şekilde tespit etmemizi sağlar. Dahası, yıkıcı girişimin maksimum bozulma seviyesi kusurun derinliği ile korele olduğundan, sıcaklık taraması 1'i analiz ederek derinliğini belirlemek mümkündür.
LPPT, geçici ısınmanın aktif olarak üretildiği ve bunun sonucunda da geçici ısı dağılımının termal bir IR kamera ile ölçülmekte olduğu iyi kurulmuş tahribatsız bir yöntem olan aktif termografi metodolojisine atanabilir. Genel olarak, bu metodolojinin hassasiyeti, geçici ısı akışına esas olarak dik olan kusurlar ile sınırlıdır. Dahası, geçici geçici ısı iletim denklemi parabolik kısmi diferensiyeldirDenklemde, hacimdeki ısı akışı şiddetle azaltılır. Sonuç olarak, aktif termografi metodolojisinin sondalama derinliği, genellikle milimetre aralığında, yakın bir yüzey bölgesi ile sınırlıdır. En yaygın aktif termografi tekniklerinden ikisi darbeli ve kilitlenmiş termografidir. Düzlemsel optik yüzey aydınlatması 2'den dolayı hızlıdır, ancak yüzeye dik olan geçici ısı akışına neden olurlar. Bu nedenle, bu tekniklerin hassasiyeti, ağırlıklı olarak ısıtılmış numune yüzeyine paralel ( örn. Delaminasyonlar veya boşluklar) yönlendirilmiş kusurlar ile sınırlıdır. Darbeli termografi için ampirik bir kural "en küçük saptanabilir kusurun yarıçapı, yüzeyin altındaki derinliğinden en az bir ila iki kat daha büyük olmalıdır" şeklindedir. Dikey olarak yönlendirilmiş bir kusur ( örneğin bir çatlak) ile ısı akışı arasındaki etkin etkileşim alanını arttırmak için, ısı akışının yönüdeğişti. Örneğin, doğrusal veya dairesel bir noktaya sahip odaklanmış bir lazer kullanarak lokal uyarma, dikey kusur 4 , 5 , 6 , 7 ile etkili bir şekilde etkileşime girebilen bir düzlem içi bileşen ile bir ısı akışı üretir.
Sunulan yöntemde, alt yüzeydeki kusurları tespit etmek için yanal ısı akışı bileşenlerini de kullanıyoruz, ancak termal dalgaların üst üste binebileceği gerçeğini kullanıyoruz, oysa kusurlar, özellikle dikey olarak yönlendirilmiş olanlar, bu üst üste binmeyi bozuyor. Bu yolla sunum yöntemi, referans dışı, simetrik ve çok hassas bir yöntemi andırır; zira suni yüzey altı kusurlarını bir 8 , 9'un çok altındaki bir genişlik / derinlik oranında algılamak mümkündür. Şimdiye kadar, yeterli miktarda enerji sağlayan iki anti fazlı termal dalga alanı oluşturmak zordu. Bu b'ye ulaştıkY Lazer sisteminin yüksek optik gücünü, SLM'nin mekansal ve zamansal çözünürlüğüyle ( Şekil 2'ye bakınız) bir yüksek güçlü projektöre birleştirmeye imkân veren bir yüksek ışıklı diyot lazere uzamsal ışık modülatörü (SLM) bağlamak . Termal dalga alanları, iki anti-fazlı sinüzoidal modüle çizgi deseninin fototermal dönüşümüyle yansıtılan görüntünün piksel parlaklığı üzerinden yaratılmıştır (bkz. Şekil 2 , Şekil 1a ). Bu, numunenin yüzeyinin yapılandırılmış ısıtılmasına yol açar ve iyi tanımlanmış yıkıcı olarak müdahale eden termal dalga alanlarına neden olur. Yer altı bir kusur bulmak için, tahrip edici çıkarsamanın bozulması, bir IR kamera kullanarak yüzeyde bir sıcaklık osilasyonu olarak ölçülür.
Termal dalga terimi tartışmalıdır çünkü termal dalgalar ısı yayılımının yayıcı karakteri nedeniyle enerjiyi nakletmiyor. Hala, dalga benzeri bir davranış vardır hea Periyodik olarak, gerçek dalgalar ile difüzyon süreçleri arasındaki benzerlikleri kullanmamıza izin vererek 10 , 11 , 12 . Böylece, bir termal dalga, yayılma yönünde oldukça sönümlenmiş ancak zamanla periyodik olarak anlaşılabilir ( Şekil 1b ). Karakteristik termal yayılma uzunluğu  Malzeme özellikleri (termal iletkenlik k , ısı kapasitesi c p ve yoğunluk ρ ) ve uyarma frekansı ƒ ile açıklanmaktadır. Termal dalga şiddetle çürüme olmasına rağmen, dalga yapısı, numunenin özelliklerini anlamak için uygulanabilir. Katmanların kalınlığını belirlemek için ilk termal dalga girişim uygulaması uygulandı. Metodumuzun aksine, parazit etkisi derinlik boyutunda kullanılmıştır ( yani , yüzeye dik olarak) Ref "> 13. Bir lazer ışını ayırarak etkileşim boyutunu ikinci bir boyuta kadar genişletmek için yüzey altı kusurlarını boyutlandırmak için termal dalga girişim kullanıldı 14 Bununla birlikte, bu yöntem iletim konfigürasyonunda uygulanmıştır, bu da penetrasyon ile sınırlandırılmıştır Termal dalgaların derinliği Tek bir lazer kaynağı kullanılmadığı için bu yöntem yapısal paraziti uygular, yani kusursuz bir referansa ihtiyaç duyulur. Termal dalga girişimini kullanma fikrinin yanı sıra, Geçici olarak kontrol edilen ısıtma, Holtmann ve diğerleri tarafından, optik çıkış gücünde ciddi derecede sınırlı yerleşik ışık kaynağına sahip değiştirilmemiş bir sıvı kristal ekran (LCD) projektör kullanılarak gerçekleştirildi. [ 15 ] Pribe ve Ravichandran'ın diğer yaklaşımları, Bir lazerin bir SLM'ye ( 16) bağlanmasıyla , S = "xref"> 17.
Malzeme özellikleri (termal iletkenlik k , ısı kapasitesi c p ve yoğunluk ρ ) ve uyarma frekansı ƒ ile açıklanmaktadır. Termal dalga şiddetle çürüme olmasına rağmen, dalga yapısı, numunenin özelliklerini anlamak için uygulanabilir. Katmanların kalınlığını belirlemek için ilk termal dalga girişim uygulaması uygulandı. Metodumuzun aksine, parazit etkisi derinlik boyutunda kullanılmıştır ( yani , yüzeye dik olarak) Ref "> 13. Bir lazer ışını ayırarak etkileşim boyutunu ikinci bir boyuta kadar genişletmek için yüzey altı kusurlarını boyutlandırmak için termal dalga girişim kullanıldı 14 Bununla birlikte, bu yöntem iletim konfigürasyonunda uygulanmıştır, bu da penetrasyon ile sınırlandırılmıştır Termal dalgaların derinliği Tek bir lazer kaynağı kullanılmadığı için bu yöntem yapısal paraziti uygular, yani kusursuz bir referansa ihtiyaç duyulur. Termal dalga girişimini kullanma fikrinin yanı sıra, Geçici olarak kontrol edilen ısıtma, Holtmann ve diğerleri tarafından, optik çıkış gücünde ciddi derecede sınırlı yerleşik ışık kaynağına sahip değiştirilmemiş bir sıvı kristal ekran (LCD) projektör kullanılarak gerçekleştirildi. [ 15 ] Pribe ve Ravichandran'ın diğer yaklaşımları, Bir lazerin bir SLM'ye ( 16) bağlanmasıyla , S = "xref"> 17.
Burada sunulan protokol, çelik numunelerin yüzeyine dikey olarak yönlendirilmiş yeraltı kusurlarının yerini belirlemek için LPPT yönteminin nasıl uygulanacağını açıklamaktadır. Yöntem erken bir aşamadadır, ancak önerilen yaklaşımı onaylayacak kadar güçlüdür; Bununla birlikte, deney düzeneğinin erişilebilir optik çıkış gücü açısından hala sınırlıdır. Optik çıkış gücünün artması bir zorluk olmaya devam ettiği için sunulan yöntem suni elektrik boşaltma ile işlenmiş çentikler içeren kaplamalı çelik üzerine uygulanmaktadır. Yine de, protokolün homojen bir yapılandırılmış aydınlatma üreten, yıkıcı termal dalga girişiminin ön koşullarını yerine getiren ve kusurun yerini tespit eden en önemli ve kritik adımları halen daha zorlu kusurlar için de geçerlidir. Yönetim miktarı termik yayılma uzunluğu μ olduğu için, LPPT yöntemi çok sayıda farklı malzemeye de uygulanabilir.
nt ">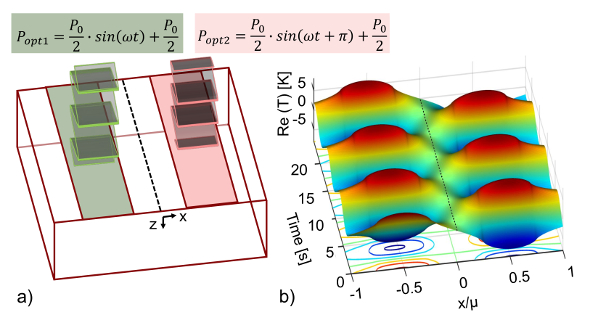
Şekil 1: Zararlı parazit etkisi ilkesi. ( A ) Deneyler sırasında kullanılan aydınlatma düzeninin şeması. Numune, π'nin bir faz kaydırması ile periyodik olarak aydınlatılan iki desenle uzaysal ve geçici olarak ısıtılır. Kesikli çizgi, her iki desen arasındaki simetri çizgisini temsil eder. Bu çizgi değerlendirme için "tükenme çizgisi" olarak kullanılacaktır. ( B ) Termal ısı iletim denkleminin analitik çözümünden hesaplanan uzamsal ve zamansal olarak çözülen alternatif termal sonuç diyagramı. (A) 'nın aydınlatılmasına tepki veren termal dalgaları, P opt 1 = 1.5 W sin (2π 0.125 Hz t ) + 1.5 W ve P opt 2 = 1.5 W sin (2π, 0.125 Hz t + Π) + inşaat çelikleri için 1,5 W ρ k = 54 W / (m.K). Kesikli çizgideki sıcaklık profili, homojen, izotropik malzeme için termal salınım göstermez. Bu rakamın daha büyük bir versiyonunu görmek için lütfen tıklayınız.

Şekil 2: Aktif termografide kullanılan yapılandırılmış ısıtma ölçüm prensibinin şeması. Bir üst şapka profiline homojenize edilmiş bir Gauss kirişi, Bir Uzaysal Işık Modülatörüne (SLM) uygulanır. SLM kirişi, değiştirilebilir elemanları ve zamana göre anahtarlama hızı ile uzamsal olarak giderir. Her öğe, bir SLM pikseli temsil eder. Bu deneyde SLM, bir dijital mikro ayna cihazı (DMD) 'dir. Piksel parlaklığı A'nın zaman deterministik kontrol yazılımı ile modüle edilerek, numune yüzeyiYapılandırılmış bir şekilde ısıtılır. Sunulan deneyde, açısal frekansta ω'da tutarlı şekilde müdahale eden termal dalga alanlarının kaynağı olan iki anti-fazlı hattı (fazlar: φ = 0, π) modüle ederiz. Dalga alanları, yüzeydeki sıcaklık alanını da etkileyen numunenin iç yapısıyla etkileşir. Bu, termal radyasyon ile orta dalga kızıl ötesi kamera ile ölçülür. Bu rakamın daha büyük bir versiyonunu görmek için lütfen tıklayınız.
Subscription Required. Please recommend JoVE to your librarian.
Protocol
NOT: Dikkat: Kurulum sınıf 4 lazer kullandığından lütfen lazer güvenliğine dikkat edin. Lütfen doğru koruyucu gözlük ve kıyafetleri giyiniz. Ayrıca, pilot lazeri özenle kullanın.
1. Diyot Lazerini Projektör Geliştirme Setine (PDK) bağlayın
- Breadboard hazırlayın.
- Şekil 3'de görüldüğü gibi tüm cihazları tahta haline getirin. Önceden monte edilmiş olan tüm cihazlarla birlikte tahta yerleştirin, bir lazer laboratuvarında.
- Lazer fiber yatağını tahta üzerine yerleştirin.
- Elyafı lazer fiber bağlantı parçasına takın ( bkz. Şekil 3 ).
- Diyot lazerin deklanşör ve lazer eşiğini açın. Yüksek güçlü IR sensör kartını kullanarak, kirişin çıkış çapını (40 mm) kontrol edin. Lazer eşiğini kapatın ve pilot lazeri açın. Lazer elyaf tutamağındaki optik eksenin yüksekliğini PDK girişine kadar ayarlayın.Laboratuvar girişi ( Şekil 4a, 4d ).
- Lazer fiber desteğini ray üzerinde hareket ettirin. Pilot lazerin uzaklığa dikkat edin. Merkez noktası hareket etmemelidir. Böyle bir durumda, laboratuvar krikosu ile lazer fiber yatağı arasındaki bağlantıyı kontrol edin. Daha sonra lazer fiber yatağı sabitleyin.
NOT: Ray, optik eksen için referans ve ekmek tahtasına paralel olmalıdır. Teleskop mercekleri önceden çıkarılmalıdır.
- Teleskopu ayarlayın.
- Işın çapını 40 mm'den 15 mm'ye PDK girişine uyacak şekilde azaltmak için teleskop kullanın ( Şekil 4a, 4d ). Sırasıyla birinci ve ikinci lens olarak 200 mm ve 75 mm plano konveks lens kullanın. İlk merceği konumlandırmak için pilot lazeri ve işaret çizgilerini kullanın ( bkz. Şekil 4b ).
- Her iki mercek arasındaki mesafeyi çelik cetvel kullanarak kabaca ayarlayın. Kesişenleri tekrar kullanınLensi pilot lazere konumlandırmak için. İkinci lensi bir xy çeviri aşamasına takın. Kirişi kolizasyonu için sahne kullanın.
- Kiriş örnekleyicisini hizalayın.
- Kiriş örnekleyicisine 45 derecelik bir açıyla vurun (lazer ışınıyla). Kiriş örnekleyiciyi konumlandırmak için ilkine dik olan ikinci bir ray kullanın.
NOT: Optik güçlerin çoğu 500 W güç ölçer ile soğutulur. Diyot lazerin optik çıkışı tam güçte daha kararlıdır, bu nedenle optik güç bölünmüştür. - Fareyi, pilot lazerle ray boyunca optik yol yolunu kontrol etmek için ( Şekil 4a'ya bakınız ) yüksekliği sabitlenmiş bir direkte kullanın.
- Kiriş örnekleyicisine 45 derecelik bir açıyla vurun (lazer ışınıyla). Kiriş örnekleyiciyi konumlandırmak için ilkine dik olan ikinci bir ray kullanın.
- Aynayı hizalayın.
- Aynayı Şekil 4c'de gösterildiği gibi hizalamadan önce PDK'yı ve taban plakasını çıkarın. Üçüncü bir rayı ikinciye dik olarak sabitleyin. Bir kez daha iris optik yolunu kontrol edin.
NOT: Optik yol sRay yönüne hizalanmalıdır. Işın paralel olmalıdır.
- Aynayı Şekil 4c'de gösterildiği gibi hizalamadan önce PDK'yı ve taban plakasını çıkarın. Üçüncü bir rayı ikinciye dik olarak sabitleyin. Bir kez daha iris optik yolunu kontrol edin.
- PDK'yı sökün ve yerlerine yerleştirin.
- PDK 18'i yerleştirmeden önce orijinal ışık motorunu çıkarın.
NOT: PDK 19'un LED'lerini başlangıçta paralelleştiren iki eski mercek vardı ( Şekil 4d , giriş bölümüne bakınız ). Yapıştınlır ve aseton kullanılarak uzaklaştırılması gerekir. - PDK platformunu üçüncü rayla paralel olacak şekilde hizalayın ve bu nedenle ışının optik eksenine hizalayın. PDK'nın kirişe göre konumlandırılması için PDK girişine ayarlanmış çapraz çizgileri kullanın. Paralel olarak hizalandın. Pilot lazeri kapatın çünkü PDK'yı geçemeyecek kadar zayıf.
- PDK 18'i yerleştirmeden önce orijinal ışık motorunu çıkarın.
- Optik gücü kontrol etmek için beyaz bir resim yapın.
- PDK'nın HDMI kablosunun ve USB kablosunun yanı sıra veri toplama (DAQ) kartının da cihaza bağlı olduğundan emin olun.PC'yi kontrol et. DAQ kartına lazer kontrol kutusundaki bağlantı noktalarını "lazer kapağı", "lazer eşiği" ve "lazer açık" olarak bağlayın. Kontrol kutusu tarayıcısının "lazer kontrol voltajı" portunu DAQ kartına bağlayın.
- PDK kontrol yazılımını 20 başlatın ve Şekil 5b'deki i.1 ila i.3 adımlarını izleyerek sıradan bir projektör olarak yapılandırın. İkinci ekranı etkinleştirin ve ikinci ekranda herhangi bir pencere olmadığından emin olun. Beyaz bir masaüstü arka planı kullanın ve projektörün işlevini giriş ışık kaynağı olarak LED flaş ışığıyla kontrol edin.
NOT: PDK'nın görüntü düzlemine beyaz bir görüntü yansıtılırsa, aygıt düzgün çalışıyor demektir.
- Optik giriş gücünü kontrol edin.
- PDK'nın önündeki optik yolda güç ölçer kontrol ünitesine bağlı 30 W güç metre başlığını yerleştirin ( bkz. Şekil 4e - konum 1). Diyot lazerini değiştirŞekil 5a ) 'nın i.1 ila i.3 adımlarını takip eden LPPT lazer kontrol yazılımı ile, adım i.1'in düşük güç seviyesinde = 0.5 V'de.
NOT: LPPT lazer kontrol yazılımı, lazer kontrol çıkışlarını değiştiren DAQ kartını değiştirir ( bkz. 1.7.1). Lazer güvenliği düşünün, gözlük ve koruyucu kıyafetler giyin! - Güç ölçer sensörü konumunu, yüksek güçlü IR sensör kartı ile kontrol edin. IR kartını ışına tutun ve ışıyanmasını izleyin. Kiriş çapını güç ölçer algılayıcı alanıyla eşleştirin ( Şekil 3 ).
- PDK'nın girişindeki maksimum optik giriş gücünü kontrol edin (tekrar Şekil 5a izleyin), adım i.1) 10 V'luk bir değerle.
NOT: PDK girişindeki optik giriş gücü 22 W 21 civarında maksimum olmalıdır. Bu konfigürasyonda, dijital mikromirror cihazı (DMD) olarak gerçekleştirilen PDK durumunda SLM'yi yok etmeden 5 dakikaya kadar ölçüm süreleri tolere edildi. - Optik çıkış gücünü kontrol edin.
- 30 W güç metre başlığını, PDK objektifine bağlı af = 60 mm lensi kullanarak PDK'ya yaklaşık 60 mm mesafeye yerleştirin ( Şekil 4e'ye bakınız ).
- LED flaş ışığını projektörün girişinde konumlandırın ( Şekil 4d ) ve açık konuma getirin. Güç metre başlığının konumunu, Şekil 4e'de gösterildiği gibi yansıtılan görüntünün ışığını toplayacak şekilde ince ayarlayın. Daha sonra LED flaş ışığını sökün.
- LPPT lazer kontrol yazılımını başlatın. "Voltaj" alanına "0.5 V" girin ve "Lazer Açık!" düğmesine basın. Güç ölçer kontrol ünitesinden optik gücü okuyun. "Durdur" düğmesini tıklayarak lazeri durdurun. Bu adımları 2 V, 6 V, 10 V için tekrarlayın ( Şekil 5a , i.1 ila i.3'e bakın).
NOT: 10 V'luk bir voltaj,# 62; 4 W, ilk test başarılıdır. Başka bir deyişle, optik hizalama kontrol edilmelidir. Aynayı ince ayarlayarak optik çıkış gücünü maksimuma çıkarmaya çalışın.
- Kiriş profilini ölçün.
- Sonuçlanan yansıyan görüntünün ışın profilini ölçmek için amplifikatör ve iğne deliği bulunan bir foto diyot kullanın ( Şekil 4f'ye bakınız ). Kiriş profilerine erişilebiliyorsa, bu cihazı kullanın ancak kirişi zayıflatın.
- Fotoğraf diyotunu kendisine bir dirseğe monte edilmiş bir çeviri aşamasına takın. Ayrıca nötr yoğunluklu (ND) 1 yansıtıcı filtreyi ve 1 mm'lik iğne deliğini diyota takın. Fotoğraf diyotunu motorlu bir çeviri evresinin ve laboratuvar girişi üzerine yerleştirin. Yükseklik kazanmak için iki tahta (100 mm x 100 mm) kullanın.
- PDK objektifinden sonra af = 100 mm lens kullanınız ( Şekil 4e ) ve LED flaş ışığı kullanarak beyaz bir görüntü yansıtınız (basamağa 1.7 basınız). Foto diyodu görüntü düzlemine hareket ettirin veÇevirme aşamasında hareket eden foto diyodu aralığının yansıtılan görüntünün içinde olduğundan emin olun ( bkz. Şekil 4f ).
- Foto diyodu güç kaynağı ve DAQ kartına bağlayın. Optik lazer gücü için 6 V kontrol voltajı için 40 dB amplifikasyon kullanın. Motorlu çeviri aşaması için hareket kontrol cihazını kontrol PC'ye bağlayın.
NOT: LPPT yoğunluk yazılımı, sabitlenmiş v = 0,1 mm / s hızında ışıklandırılmış alan boyunca pinlenmiş fotoğraf diyodunun hareketini kontrol eder ve foto diyot sinyalini 100 kHz'de kaydeder. Lazer ayrıca yazılım aracılığıyla kontrol edilir. - Görüntüyü taramak için sahnenin mikrometre vidasını Şekil 4f'de gösterildiği gibi 1 mm adımlarla kullanın. Şekil 6a-6b'de gösterilen sonuçlara bakın .
- Düzeltme görüntüsünü hesapla.
- Kiriş profilinin homojenliğini düzeltmek için kirişle ilgili ters piksel matrisi hesaplayınprofil. Kenar algılama algoritması kullanarak yansıtılan görüntünün aralığını belirleyin.
- Sahne hızı kullanarak zaman bilgisini mekansal bilgilere dönüştür. Uzamsal bilgiyi, x = 1,024 piksel ve y = 768 piksel olan PDK'nın piksel alanına dönüştürün. Diyot sinyalini maksimum değere normalleştirin.
NOT: Düzeltme için referans seviyesi, tüm normalleştirilmiş görüntü değerlerinin ortalamasıyla seçilmiştir. Zayıflama seviyesi şu şekilde hesaplanır:
P Pixel , piksel başına normalleştirilmiş diyot yoğunluğudur. Pixel LC'nin 1'in üstündeki değerleri 1 olarak ayarlanır. - Düzeltme matrisini ( Şekil 6c'ye bakın), beyaz bir resim ile çarpın ve düzeltmenin yeterli olup olmadığını kontrol etmek için profili tekrar ölçün ( bkz. Şekil 6e-6h ).
2. Numuneyi hazırlayın
- PDK'nın önündeki optik yolda güç ölçer kontrol ünitesine bağlı 30 W güç metre başlığını yerleştirin ( bkz. Şekil 4e - konum 1). Diyot lazerini değiştirŞekil 5a ) 'nın i.1 ila i.3 adımlarını takip eden LPPT lazer kontrol yazılımı ile, adım i.1'in düşük güç seviyesinde = 0.5 V'de.
- Ρ = 7,850 kg m -3 , ısı iletkenliği k = 54 W · m -1 · K -1 yoğunluğa sahip, örnek malzeme olarak 100 mm x 100 mm x 40 mm inşaat çelikleri St37'den iki blok kullanın ve ısı kapasitesi C p = 461 J · kg -1 · K -1 .
- Yapay kusurları, Şekil 7'de gösterildiği gibi yüzeyin altına elektrik boşaltma işleyerek 0.25 mm, 0.5 mm, 0.7 mm, 1.25 mm ve 1 mm, 1.5 mm, 1.75 mm, 2 mm'lik iki bloğa yerleştirin.
- Kusurları koruyucu bantla sarın. Homojen absorpsiyon elde etmek için üst yüzeyin kumlamaya maruz bırakılması. Kaplamadan önce kusurları koruyucu bantla sarın. Aseton kullanarak yüzeyi yağdan arındırın.
- Aydınlatılmış alanı grafit sprey ile 30 mm mesafeden iki kat (0 ° ve 90 °) kaplayın. Homojen yüzey varsa kaplama başarılıdır. Kaplama bozulmamışsa, yağdan arındırmaya ve tekrar temizlemeye başlayın ve tekrarlayınKaplama adımı. Yüzeyi kurutun ~ 2 saat. Yüzeye dokunmayın, emissiviteyi değiştirecektir.
- Bandı çıkarın ve grafitin yeraltı kusuruna girmediğinden emin olun.

3. Deneyi hazırla
- PDK ve diyot lazerini hazırlayın.
- Adım 1.7'de açıklandığı gibi beyaz bir resim yapın. Adım 1.8'de açıklandığı gibi PDK'nın optik giriş gücünü kontrol edin. 1.9. Adımda gösterildiği gibi PDK'nın optik çıkış gücünü kontrol edin.
- 500 W güç metre başlığını güç ölçer kontrol ünitesine bağlayın ve güç ölçeri bir USB kablosu vasıtasıyla kontrol bilgisayarına (PC) takın.
- Hareket denetleyicisini hazırlayın ve numuneyi konumlandırın.
- Hareket denetleyicisini çeviri aşamasına ve bir USB kablosuyla kontrol bilgisayara bağlayın. Çeviri aşamasını optik eksene dik olarak PDK'ya göre yaklaşık 80 mm'lik bir mesafede konumlandırın.
NOT: LPPT softwarE, kontrol bilgisayarı üzerinde hareket eden hareket kontrol cihazını kontrol eder. - F = 100 mm lensi PDK objektifine takın. Projektörün görüntü düzlemini bulmak için LED flaş ışığını giriş ışık kaynağı olarak kullanın ( bkz. Şekil 4d , çapraz işaretler girişe işaret eder).
- Objektifin önünde 100 mm'lik bir mesafeye beyaz kağıt koyun ve görüntü düzlemi olan keskin aydınlatılmış dikdörtgenin düzlemini bulmak için ileri geri hareket ettirin.
- Kaplanmış numune yüzeyini bu düzlemde konumlandırın. Doğrusal çeviri aşamasına monte edilen laboratuvar jakını kullanarak numunenin yüksekliğini ayarlayın. Aydınlatılmış dikdörtgenin üstünün numunenin üst kısmına çarpacağı şekilde yüksekliği seçin ( Şekil 4g'ye bakınız ). Arızayı aydınlatılmış alanın menziline yerleştirin.
- Cihazı tekrar kapatıp açarak hareket kontrol cihazını sıfırlayın.
- Hareket denetleyicisini çeviri aşamasına ve bir USB kablosuyla kontrol bilgisayara bağlayın. Çeviri aşamasını optik eksene dik olarak PDK'ya göre yaklaşık 80 mm'lik bir mesafede konumlandırın.
- Kamerayı hazırlayın ve altın ayna yerleştirin.
- LED flaş ışığını, projektöre beyaz bir görüntüyü numuneye yansıtmak için giriş ışık kaynağı olarak kullanın.
- Altın ayna, numunenin üst kenarını görmeyecek bir yüksekliğe yerleştirin ( Şekil 4g ). Aynayı, Şekil 3'te gösterildiği gibi yaklaşık 35 ° lik bir açıda ayarlayın. Altın aynayı PDK objektifine mümkün olduğunca yakın yerleştirin, ancak projeksiyonu gölgelemeyin.
NOT: Ayna takılı bir direk tutacağındaki bir postaya tutturulmuştur. Yükseklik ve konum kelepçelerle sabitlenir. - IR kamerayı üçayağa yerleştirin. Kızılötesi kamera ile bullseye düzeyini değiştir. IR kamerayı PDK hedefinin yüksekliğine ayarlayın. Altın ayna üzerinde yansıyan beyaz görüntüyü görür gibi yerleştirin.
NOT: Optik yol boyunca yaklaşık mesafe 1 m civarındadır. - IR kamera objektifiyle IR kamera arasındaki ara halkasını kullanın. YapmakKameranın tetik girişinin, çerçeve kapma işlemini tetiklemek için ölçüm veri toplama kartına bağlı olduğundan emin olun. Ayrıca, IR kamera kontrol PC'yi LAN kablosuyla IR kameraya bağlayın.
- Kamerayı çalıştırın ve en azından ısınma süresi ( yaklaşık 30 dakika) için bekleyin.
- IR kamera kontrol yazılımını başlatın. Menü çubuğu öğesini "Kamera" olarak değiştirin. IR kamerayı bağlamak için "Bağlan" düğmesini tıklayın ( bkz. Resim 8a , adım i.1).
NOT: Kamera sahnenin canlı bir görüntüsünü gösterir. - "Uzaktan Kumanda" panelini açmak için "Uzak" düğmesini tıklayın ( bkz. Şekil 8d , adım i.2). "HF 100mm (-10 ° C - 60 ° C) 1140 μs" kalibrasyonunu seçin. Bakınız Şekil 8d , adım i.2.1.
NOT: Gürültüyü azaltmak için kalibrasyon aralığı mümkün olduğunca küçük olmalıdır. - IR kamerayı bu kameraya odaklamak için mercek odak halkasını manuel olarak ayarlayın.E numune düzlemi.
NOT: Maksimum uzamsal çözünürlüğe sahip olmak için kameranın görüş alanının maksimum projeksiyon alanı kadar büyük olması önemlidir ( Şekil 4g'ye bakınız ). Bir IR kamera konumunu, yüksekliğini ve yönünü değiştirmeniz gerekebilir. Bir görüntünün keskin olup olmadığına karar vermek için görüntü düzleminde sıcaklık kontrastına ihtiyaç duyulur. Bir kontrast oluşturmak için çelik bir cetvel kullanılabilir. Kİ görüntüsü halen düşük kontrasta sahipse, bunu seçme aracını kullanarak ayarlayabilirsiniz ( bkz. Şekil 8c , i.3) - "NUC" düğmesine tıklayarak bir tekdüzelik düzeltme gerçekleştirin ( bkz. Şekil 8d , adım i.2.2). IR kamera objektifini örtün ve "tamam" düğmesine tıklayın.
- IR kamera piksel alanı ile projektör koordinatları arasındaki ilişkiyi belirleyin.
- PDK piksel alanı, IR kamera piksel alanı ve le arasındaki ilişki belirleyinNumunenin yüzeyine beyaz bir görüntü ya da desen yansıtılarak numunenin n.gth ölçeğine getirilmesi ( Şekil 4 g, h ). Yansıtılan alanı, PDK alanı ile numunenin uzunluk ölçeği arasındaki ilişkiyi veren bir çelik cetvel kullanarak ölçün.
- 21.3 mm x 16 mm (4: 3) ışıklı bir alan elde etmek için PDK objektifine bağlı f = 100 mm lens kullanın.
NOT: PDK koordinatlarındaki uzunluk ölçeği: 1 projekte piksel = 21.3 mm / 1,024 piksel - PDK ve IR kamera arasındaki ilişkiyi bulun. Adım 1.9.3'ü tekrarlayın, 10 V için.
- Menü çubuğu öğesini "Ölçme" olarak değiştirmek için IR kamera yazılımını kullanın. "Ölçüm alanları" araç çubuğundan "Çapraz takım" ı seçin ( cf. Şekil 8c ), adım i.4). Ortaya çıkan termal görüntünün köşelerini, gösterilen çerçeveye sol tıklayarak işaretleyin.
- Mülkiyet penceresine gitmek için haç üzerine sağ tıklayın. "Koordinatları" olarak değiştirin ve bunlarıDaha sonra termal görüntünün PDK koordinat sistemine dönüşümü.
4. Deneyi Uygulama
- Deneyi hazırlayın.
- Aydınlatma alanını, numunenin uzunluk ölçeğine göre tahmin edin.
- Desen başına 5.5 mm x 16 mm ışıklandırılmış bir alan elde etmek için f = 100 mm lens kullanın. Aralarında aydınlatılmayan 5.5 mm x 16.5 mm'lik bir alan seçin.
NOT: Elde edilen ışık şiddeti yaklaşık 1.2 W / cm²'dir.
- Desen başına 5.5 mm x 16 mm ışıklandırılmış bir alan elde etmek için f = 100 mm lens kullanın. Aralarında aydınlatılmayan 5.5 mm x 16.5 mm'lik bir alan seçin.
- Işık alanını PDK piksel alanı ile ilişkili birimler cinsinden tahmin edin.
- Işıklandırılmış desen konumunu adım 3.4.2'deki denklemi kullanarak PDK'nın piksel alanına (1,024 piksel x 768 piksel) çevirin. [(512, 1); (512, 768)] pikselleri, her iki desen arasında simetrik olan tükenme çizgisi olarak PDK alanındadır.
- Toplam çerçeve sayısını, ölçüm zamanını ve çerçevelerini hesaplaR dönemi. V = 0,05 mm / s hız, x = 10 mm bir kademe ilerleme mesafesi ve bir PDK çerçeve hızı ƒ r = 40 Hz varsayarsak, t = x / v = 200 s ile ölçüm zamanını hesaplar. Ayrıca, no f = ƒ r • t = 8,000 olan karelerin sayısını hesaplayın. Ƒ = 0.125 Hz'lik uyarma frekansı ile, p = hayır ƒ / t ƒ = 320 çerçeve / perdeyle p periyodu için p hesaplayın.
Not: Yansıtılan görüntüleri oluşturmak için bu değerler kullanılacaktır. - Kurulumu kontrol edin ve lazer sisteminin, IR kameranın ve (isteğe bağlı olarak) sıcaklık kontrolünün DAQ kartına bağlı olduğundan emin olun. 500 W güç ölçer, PDK ve lineer kademe kontrol PC'ye bağlı olup olmadığını kontrol edin.
- Aydınlatma alanını, numunenin uzunluk ölçeğine göre tahmin edin.
- Kamera kontrol PC'sini kurun.
- Kızılötesi kameranın bir tetik girişi aldığında bir çerçeve kaplayacak şekilde IR kamera kontrol yazılımını yapılandırın. Bunun için sUzaktan kumanda panelini açmak için "Kamera" paneline gidin ve "Uzak" düğmesini tıklayın ( bkz. Şekil 8a , adım i.2). Açılır menüden ( Şekil 8d , adım i.2.3) "İşlem IO" nu seçin ve "Senkronize Et" ve "Kapı" seçeneğini etkinleştirin ve menüyü kapatın.
- "Edinim parametreleri" sekmesinin sağ alt köşesine tıklayarak satın alma menüsünü açın ( bkz. Şekil 8a , i.5). Açılır menüden "Ext / Sync" i seçin ( Şekil 8b , i.5.1). "Klasör" alanına dosya ve klasör adları girerek ölçüme bir isim verin (bkz. Şekil 8b , i.5.2).
- Adım 4.1.3'ten hesaplanan toplam çerçeve sayısını "count" alanına girin ( cf. i.5.3). Edinme menüsünü kapatın ve IR kamera veri toplama işlemini başlatmak için "Kayıt" düğmesine tıklayın ( bkz. Şekil 8 , i.6).
NOT:Kayıt DAQ kartından bir tetik girişi olduğunda gerçekleşir.
- Deneyi yapın.
- LPPT kontrol yazılımını başlatın. Hareket kumandasını etkinleştirmek için "Activate?" ( Şekil 9a , i.1). Şekil 9a, i.1'de gösterilen ilgili adlandırılmış alanları düzenleyerek "StartPosition" = "-5 mm", "EndPosition" = "5 mm" ve "Velocity" = "0.05 mm / s" hareket parametrelerini ayarlayın. "Ölçümü Başlat" düğmesini tıklayın (bakınız Şekil 9a , i.2).
NOT: Kusurun nerede bulunduğu belirsizse, daha yüksek bir hızda daha büyük bir hareket mesafesi seçin. PDK sıcaklık artışı ve oluşturulan veri miktarına dikkat edin. Kare resimlerinin oluşturulması için bir kullanıcı arabirimi görüntüleneceğini unutmayın ( Şekil 9b ). - Yansıtılan çerçeve görüntülerini oluşturun. <ol>
- "Alan Rengini Seç" alanını sol tıklayın. Renk iletişim kutusundan desen alanı için bir renk seçin ( Şekil 9 , i.3). Sol üst köşedeki çizim araç çubuğundan 'dikdörtgen aracı' seçin.
- Görüntü alanının üzerine uzanırken sol tıklayıp tutarak görüntü alanına bir dikdörtgen çizin. Sol alt köşede (i.4) gösterilen dikdörtgen koordinatlarını boyutlandırmak için adım 4.1.2'deki dönüştürülen desen koordinatlarını kullanın. "Alanı tanımla" düğmesini tıklayın ( Şekil 9b , i.5).
NOT: 5.5 mm desen boyutu için PDK alanındaki hesaplanan piksel koordinatları: Dikdörtgen 1 (x1 = 116, y1 = 1; x2 = 380, y2 = 768), Dikdörtgen 2 (x1 = 644, y1 = 1; x2 = 908, y2 = 768). "Alanı tanımla" düğmesine tıkladıktan sonra, desen özelliklerini ayarlamak için bir diyalog belirir.
- LPPT kontrol yazılımını başlatın. Hareket kumandasını etkinleştirmek için "Activate?" ( Şekil 9a , i.1). Şekil 9a, i.1'de gösterilen ilgili adlandırılmış alanları düzenleyerek "StartPosition" = "-5 mm", "EndPosition" = "5 mm" ve "Velocity" = "0.05 mm / s" hareket parametrelerini ayarlayın. "Ölçümü Başlat" düğmesini tıklayın (bakınız Şekil 9a , i.2).
- Desen özelliklerini ayarlayın ( Şekil 9c , i.6).
- Şunlardan "sinüs dalgası" nı seçin:Açılır menüye "Signal Type" alanını sol tıklayın. "Faz Kaydırma" alanlarını "0 °", "Frekans" dan "0.125 Hz" ve "Genlik" den "127" ye ayarlayarak (birinci model için 0 faz kayması ve π için bir φ kaymasını ayarlayarak salınım parametrelerini tanımlayın ikinci).
- "Voltaj" alanına "10" ekleyerek lazer voltajını 10 V olarak ayarlayın. Adım 4.1.3'teki değeri kullanarak "Pics / period" alanına 320 yapıştırın. "Sonraki" düğmesine basın; Bu paneli kapatır.
NOT: LPPT kontrol yazılımı periyodik görüntü akışını PDK çözünürlüğünde hesaplar. Beyaz bir piksel maksimum optik güç ve siyah bir piksel sıfır güç anlamına geldiğinden, iki salınımlı model hesaplanır. İlk modelin gri değeri P 1 = 127 sin (2π 0.125 Hz t ) + 127 ve ikinci P 2 = 127 sin (2π 0.125 Hz t) ile hesaplanır+ Π) + 127 (bakınız Şekil 2 , grafik), süre t seçilen çerçeve hızına ayrılır ( bkz. Adım 4.3.4).
- İkinci yansıtılan deseni oluşturun.
- Şekil 9'un iş akışını takiben, ancak farklı bir renk ve farklı "Faz Kayması" "180 °" olan adımlar 4.3.2) ve 4.3.3) tekrarlayın. Yansıtılan desenleri hesaplamak için "karelik Çerçeveler" düğmesine tıklayın. Açılan iletişim kutusundaki PDK ve IR kamera kare hızını "40 Hz" olarak ayarlayın.
- Düzeltme görüntüsünü yükleyin.
- Şekil 9b ), adım i.12'nin iş akışını izleyin. "Yük düzeltme" panelini seçin ve adım 1.11'deki hesaplanan görüntünün dosyasını sağlayın. Düğmeye tıklayarak düzeltme görüntüsünü yükleyin.
- Ölçüm işlemini "Başlat" düğmesine tıklayarak başlatın ( Şekil 9b , adım i.13'e bakınız).
NOT: Hesaplanan kareler sahne hareket ederken numuneye yansıtılacaktır. Çerçeveler, IR kamera kontrol yazılımı tarafından elde edilecek ve sayılacaktır. - "Ölçümü Durdur" düğmesini tıklayarak tüm kareler elde edildiğinde (ilerleme çubuğu =% 100) ölçümü durdurun ( bkz. Şekil 9a , i.14).
NOT: Tıklandığında düğmenin etiketi değişir.
5. Veri Dosyasını Post-Proses Edin
- LPPT sonrası işleme yazılımını başlatın. "Yükle" düğmesini tıklayın ve dosya iletişim kutusundaki ölçüm dosyasını seçin. Kamera veri formatını, işlem sonrası veri formatına dönüştürmek için "Tamam" a tıklayın ( bkz. Şekil 10a ).
NOT: IR kamera verileri, IR kamera kontrol PC'sinde yerel bir biçimde saklanır. IR kamera kontrol yazılımı geliştirme kiti IR kamera dizisini 3 boyutlu bir matriste (piksel X, piksel Y, çerçeve numarası) dönüştürmek ve birBaşlık, bir zamanlama vektörü t içerir. - Aşama 3.4.3'teki dört projeksiyon puanı P1x ila P4y'nin koordinatlarını ekleyerek ve "Dönüştür" düğmesini tıklayarak IR kamera verilerini PDK alanına ( bkz. Şekil 10b ) dönüştürün.
NOT: IR kameraya altın ayna vasıtasıyla görüntü yansıtması nedeniyle ( Şekil 4g'ye bakınız ) sonuçtaki IR görüntü bozulmuştur. IR kamera alanından PDK alanına bir afin geometrik dönüşüm gerçekleştirilir. Sonuç, 1.024 x 768 x çerçeve numarası boyutunda bir matristir. - Boşaltma hattında sıcaklık bilgisini çıkarın ( bkz. Şekil 10c ).
- Aşama 4.1.2'de seçilmiş olduğu gibi L1x = Lx2 = "512" piksel alanlarını doldurarak L1 ve L2'nin iki noktalı tükenme çizgisini tanımlayın. Y'yi L1y = "343" ile L2y = "393" arasında seçin. Bakınız Şekil 10c .
NOT: adım 5.2'deki dönüşümden ötürü, verilerHemen alınır, ancak yan etkiler oluşur, çünkü örnek kısmen aydınlatılır. Bu nedenle, desenlerin kenar alanlarını değerlendirmeyin. Gürültü hala çok yüksekse, y'nin boyutu artabilir. - FrameRate "40" Hz, frekans "0.125" Hz, hız v "0.05" mm / s ve başlangıç konumu xStart "-5" mm olarak doldurulması ile IR kamera için deney parametrelerini ayarlayın ( bkz. Şekil 10c ). Veri işleme sonrası işleme parametrelerini ayarlayın: Şekil 10c'deki gibi "Fit Degree" = "7", "Smoothing" = "20" ve "Hilbert" = "500".
NOT: Boşaltma çizgisinden çıkarılan veriler geometrik olarak ortalamalıdır. Ardından alternatif sıcaklık terimi Δ T (bkz. Şekil 11a, b ), bir polinom uygun (Uygun Dereceli) gerçekleştirilerek alınır. Elde edilen sinyal, hareketli bir ortalama filtreyle düzeltilir (Düzeltme).Sonunda, bir Hilbert dönüşümü anlık amplitüd elde etmek için uygulanır. Artık dalgalanmaları azaltmak için bir başka hareketli ortalama filtre (Hilbert) uygulanır. Genlik minimumu hakkında bilgi kullanarak, gizli kusurun pozisyonu elde edilir. - Veri analizini yapmak için "Değerlendir" butonuna tıklayınız. "CrackPosition [mm]" alanından kusurun hesaplanan konumunu okuyun. Kusur konumu Şekil 10d'deki pencerede gösterilir.
- Aşama 4.1.2'de seçilmiş olduğu gibi L1x = Lx2 = "512" piksel alanlarını doldurarak L1 ve L2'nin iki noktalı tükenme çizgisini tanımlayın. Y'yi L1y = "343" ile L2y = "393" arasında seçin. Bakınız Şekil 10c .

Şekil 3: Vurgulanan optik yol ile deneysel kurulumun fotoğrafı (kırmızı çizgi). Lazer fiber takoz, diyot lazerin fiberine bağlanır. Işın teleskop ile PDK'nın giriş çapına ayarlanır. PDK'ya girmeden önce, kiriş kiriş örnekleyicisi tarafından bölünür ve güç ölçer tarafından izlenir. PDK'nın içinde kiriş homojenize edilir veVe bir DMD'ye yansıtıldı. LPPT kontrol yazılımı tarafından kontrol edilen PDM, aydınlatma modellerini numuneye projelendirir. Yansıtılan ışık fototermal olarak dönüştürülür ve numuneyi ısıtır. Sıcaklık, bir IR kamera ile numune yüzeyinden yayılan termal radyasyon (turuncu çizgi) yoluyla ölçülür. Numunenin kendisi doğrusal çeviri aşamasında konumlandırılmıştır. Bu rakamın daha büyük bir versiyonunu görmek için lütfen tıklayınız.

Şekil 4: Deney düzeneğinin ayarını gösteren fotoğraf sırası. ( A ) Deneysel kurulumun üst görünüşü bir genel görünüme işaret etmektedir. ( B ) Teleskobun hizalanması: Çapraz çerçeveler, mercekleri lazer ışınının optik ekseni merkezine ortalamak için kullanılır. ( C ) Optik elemanların hizalanması: Bir çubuk sistem montajıD optik tezgahın üzerine tezgah göre optik kiriş hizalamak için kullanılır. Kirişin tezgaha paralel tutulması için bir yükseklik sabit iris kullanılır. ( D ) Projektör ve ışın arasındaki bağlantı noktasının yandan görünüşü fotoğrafı. Çapraz çizgiler, projektörü ışına hizalamak için kullanılır. ( E ) Projektör sisteminin iletiminin belirlenmesi: Güç ölçer, projektör öncesi ve sonrası optik gücü ölçmek için kullanılır. ( F ) Kiriş profilinin belirlenmesi: İğnelere ve ND1 filtre, projektöre iki doğrusal adımla taşınan diyota monte edilir. Projektör, beyaz bir görüntü yansıtacak şekilde yapılandırılmalıdır. ( G ) Kızılötesi kameranın numuneye altın ayna vasıtasıyla konumlandırılması: Numune, projektörün görüntü düzleminde konumlandırılmalıdır. Güç yoğunluğunu kontrol etmek için objektifin ek objektifleri ve objektifler kullanılabilir. ( H ) BelirlemeYansıtılan görüntü, IR kamera görüntüsü ve numunenin gerçek uzunluğu arasındaki ölçeğin% 50'sini oluşturur. Bu rakamın daha büyük bir versiyonunu görmek için lütfen tıklayınız.

Şekil 5: Yazılım ekran görüntüleri. ( A ) LPPT lazer kontrol yazılımının ekran görüntüsü. ( B ) PDK kontrol yazılımı: Adımlar i.1 ila i.3, PDK'nın sıradan bir projektör olarak nasıl yapılandırılacağını gösterir. Bu rakamın daha büyük bir versiyonunu görmek için lütfen tıklayınız.

Şekil 6: Homojen olmayan kiriş profilinin düzeltilmesi. ( A ) Yansıtılan beyaz görüntünün (tam aydınlatma) kiriş profili Profil boyunca hareket ettirilen foto diyot. Veriler, ortada belirgin bir tepe noktası olan homojen olmayan bir kiriş profilini göstermektedir. ( B ) a ) 'daki kırmızı çizgiye karşılık gelen kesit çizgisi profili. ( C ) Homojen olmayan seviyeyi azaltmak için SLM üzerine yansıyan beyaz görüntü ile üzerine yerleştirilen düzeltme görüntüsü. ( D ) c) 'deki kırmızı çizginin karşılık gelen kesit çizgisi profili. ( E ) Düzeltildikten sonra ortaya çıkan ışın profili, bir şapka profiline yakın bir profili gösteren. ( F ) e'deki kırmızı çizginin karşılık gelen kesit çizgisi profili. ( G ) İki düzeltilmiş desenin aydınlatma profili. Desenler aynı frekans ve genlikte modüle edilecek ancak zıt fazlar desenler arasında tahrip edici bir etkileşim bölgesi yaratacak. ( H ) g) 'deki kırmızı çizginin karşılık gelen kesit çizgisi profili. Ve.com/files/ftp_upload/55733/55733fig6large.jpg "target =" _ blank "> Bu figürde daha büyük bir sürümünü görmek için lütfen tıklayınız.

Şekil 7: Numune hazırlama. ( A ) Siyah kaplamalı yapısal çelikten St37 (20 mm x 0.5 mm x 15 mm) bir blok gösteren numune yüzeyinin fotoğrafı. ( B ) Yer altı kusurlarının şeffaf CAD çizimi. Kusurlar sağ taraftan 40 mm uzaklıktadır. ( C ) Yüzeyin altındaki farklı derinliklerde (yan 1 = 0,25 mm, kenar 2 = 0,5 mm, kenar 3 = 0,7 mm, kenar 4 = 1,25 mm) idealize edilmiş kusurları gösteren numunelerin yan görünüş fotoğrafları. Isı kayıplarını azaltmak için numune tarafları kaplanmamıştır. İkinci örnek (gösterilmemektedir), yüzey 1'deki yanılgıları 1 mm, kenar 2 = 1.5 mm, kenar 3 = 1.75 mm, kenar 4 = 2 mm'de yer almaktadır.= "_ Blank"> Bu rakamın daha büyük bir versiyonunu görmek için lütfen tıklayınız.

Şekil 8: IR kamera kontrol yazılımının ekran görüntüleri. I.1 ila i.5 adımları, veri toplama için IR kameranın nasıl yapılandırılacağını göstermektedir. ( A ) "Kamera" panosunun ekran görüntüsü: IR kamera "Bağlan" düğmesi aracılığıyla IR kamera kontrol PC'ye bağlanabilir. Buradan "Uzak" kontrol paneli (b) ve edinme panosu (d & e) ulaşılabilir. Ayrıca, ölçüm "Kayıt" düğmesi ile başlatılabilir. ( B ) "Edinim" panelinin ekran görüntüsü: IR kamera, 5 V TTL tetikleyici alması durumunda bir çerçeve yakalamak için "Dahili / Senkronizasyon" yoluyla yapılandırılmalıdır. ( C ) "Ölçü" panosunun ekran görüntüsü: Veri gösterim aralığı "Seçim" düğmesi ile ayarlanabilir. Nokta ve Çizgi araçlarıIR kamera görüntüsünü gerçek dünya koordinatlarına kalibre etmek için kullanılır. ( D ) IR kamera uzaktan kumandası "Kalibrasyonlar" ekranının ekran görüntüsü. Yüksek hassasiyet elde etmek için küçük bir ölçüm aralığı (-10 ila 60 ° C) seçilmelidir. ( E ) IR kamera uzaktan kumanda paneli: IR kamerayı tetiklemek için "Process-IO", "IN1" ve "IN2" etkinleştirilmelidir. Bu rakamın daha büyük bir versiyonunu görmek için lütfen tıklayınız.

Şekil 9: LPPT kontrol yazılımının ekran görüntüleri. Yazılımla olan kullanıcı etkileşimlerinin iş akışı, i.1 ila i.14 adımları ile işaretlenmiştir. ( A ) LPPT ana panelinin ekran görüntüsü; "Aktive?" Bir Boolean türüdür ve doğruysa sahne etkinleştirilir. "Start-" ve "EndPosi"Velocity" alanı mm / s cinsinden tanımlanır "Measurement Başla" düğmesi ölçümleri başlatır, panelde (b) gösterilen diyalog kutusunu açar ve eğer yanlışsa ölçüm durdurulur. ( B ) Numuneye yansıtılan desenleri oluşturmak için kullanılan kullanıcı arabiriminin ekran görüntüsü Piksellerin bir alanını temsil etmek için bir renk seçilir Alan, resme dikdörtgen çizerek seçilir "define Area" düğmesine basılırsa, (C) panelinde gösterilen panel, alanın özelliklerini tanımlamak için açılır Tüm alanları tanımladıktan sonra "calc Frames" düğmesi bir dizi görüntü hesaplar: "Load Correction" düzeltmeyi yüklemek için bir diyalog kutusu sağlar ( C ) Bir modelin özelliklerini ayarlamak için kullanılan kullanıcı arayüzünün ekran görüntüsü Üst çerçeve, sinyal türünü (sinüs dalgası), faz kaymasınıHz cinsinden derece ve frekans. Alt çerçeve, periyot başına kareler, 1 ila 127 genlik ve lazer voltajı (0 V ila 10 V = 0 W ila 500 W) gösterir. Dönem başına kareler, bir döngünün ne kadar ince ayrılıp çıkarılmadığını gösteren değerdir. "Sonraki" (ileri) düğmesine basıldıktan sonra, bir diyalog kutusu açılır ve kamera kare hızını Hz cinsinden ve çerçeve anahtarlama hızını Hz cinsinden sorar. Bu rakamın daha büyük bir versiyonunu görmek için lütfen tıklayınız.

Şekil 10: LPPT sonrası işleme yazılımının ekran görüntüleri. ( A ) Yerli IR kamera veri formatını yükleyin ve dönüştürün. ( B ) P1x - P4y dönüşüm noktalarını kullanarak çerçeve matrisini projektörlerin koordinat sistemine dönüştürün. ( C ) L1x ila L2y, değerlendirilen çizginin piksel koordinatlarını temsil eder. &"V", hızın mm / sn cinsinden, "xStart" tablonun başlangıç pozisyonunun mm olarak, "FrameRate" ve "Frekans" olarak ifade edildiği "# 34; v", "xStart", "FrameRate" ve "Frequency" "Hz cinsinden verilir" Fit Degree "," Smoothing "ve" Hilbert "değerlendirme parametreleridir Fit Degree, polinom uygunluğunun derecesini," Smoothing ", gürültüyü azaltmak için kullanılan hareketli bir ortalama filtrenin eleman sayısını ve "Hilbert" parametresi, eğrinin minimum seviyesini bulmak için yumuşatma seviyesini ayarlamak için kullanılır. ( D ) Çatlak konumunu dikey kesikli bir çizgi olarak gösteren sonucu ekran görüntüsü .. Bu şekli daha büyük görmek için lütfen buraya tıklayın.
Subscription Required. Please recommend JoVE to your librarian.
Representative Results
Protokolü takiben, 0.25 mm'lik bir derinlikte yüzey altı bir kusurlu çelik numunenin 1. tarafı, temsili sonuçlar üretmek üzere seçildi. Arıza başlangıçta yaklaşık aydınlık alanın ortasına yerleştirildi. Daha sonra örnek 0.05 mm / s'lik bir hızda doğrusal adım üzerinden -5 mm'den 5 mm'ye taşınmıştır. Bu parametreleri kullanarak Şekil 11a tarama verilerini tükenme çizgisinden çıkardıktan sonra gösterir. Bu aşamada, deneyin başarısı tahmin edilebilir, ham veri IR kamera kontrol yazılımından bir önizleme olarak elde edilebilir (isteğe bağlı: verileri önizlemek için çizgi aracını kullanın, bkz. Şekil 8 , adım i.4) . Daha sonraki sinyal post-proseslemesini takiben, Şekil 11b , 0,3 mm'de Hilbert eğrisinin (mavi) asgari düzeyde kusur pozisyonunu göstermektedir.
Deneyi doğrulamak için, eğri hAşağıdaki özellikleri kullanın: simetrik olmalı, simetri düzleminde minimum ve sağa ve sola eşit iki büyüklüğe sahip olmalıdır. Maksimum değer, hat kaynaklarından birinden gelen ısı akışı, kusurda ısının birikmesi nedeniyle diğeri üzerinde hakim olduğu için ortaya çıkar. Bu özellikle, kusur simetri düzlemine yakın konumlandırıldığında geçerlidir. Kusur, ısı akışı için bir bariyer oluşturur, böylece hakim kaynağın ısı akışını ve kusurdan yansımasını gözlemleyebiliriz. Arıza ortada simetrik olarak konumlandıysa, ısı akışı eşit olarak bölünür ve sonuç en az 1 olur .
Tarama hızının etkisi Şekil 11c'de gösterilmektedir . Burada, aynı defekti değerlendirmek için tarama hızı iki katına 0.1 mm / s'ye çıktı. Önceden, örnek, farklı bir göreli konum elde etmek için sahnede biraz kaymıştır. Defekt pozisyonu belirlendi-2 mm olmak. Uzama seviyesi, Şekil 11a'da gösterilen, deneyin iyi yeniden üretilebilirliğini gösteren ancak daha az titreşim ile gösterilen verilere benzerdi. Maksimum uzama kusurun derinliği ile korele olduğundan, konum ve derinlik hakkındaki bilgiler de korunabilir 1 .
Şekil 11d , en uygun olmayan bir veri kümesini göstermektedir. Kusur, yüzeyin 1 mm altındaydı ve bu da, bu difüzyon uzunluğunun ve mevcut optik gücün algılama limitinin hemen hemen üzerindedir. Kusurun yeri hala belirlenebilmesine rağmen, ölçüm belirsizliği daha fazladır çünkü sıfır salınım yeri gürültüden zaten etkilenmiştir. Bu davranıştan, kusur tespit deneyinin başarısızlığının en belirgin işaretlerinin, tükenme çizgisinin tamamen kaybolması ya da güçlü asimetrik bir davranış olması halinde çıkarılabileceğini çıkarabiliriz. Bunun nedeni follo olabilir(I) IR kameranın mekansal çözünürlüğü yeterli değildir ve tükenme çizgisi düzgün bir şekilde çözülemez, (ii) kameranın sesi sıcaklık artışı ile karşılaştırıldığında çok yüksek, (iii) aydınlatma paterni (Iv) seçilen sahne hızı, aydınlatma modelinin modülasyon frekansı ile karşılaştırıldığında çok yüksek ve (v) termal yayılma uzunluğu (modülasyon frekansı yoluyla), kusura göre ayarlanmamıştır. derinliği.

Şekil 11: Yer altı kusurlarını belirlemek için deneylerden elde edilen temsilci veri seti. ( A ) St37 numunesinden, 0.25 mm derinlikteki bir kusurlu 1. taraftan temsili deney verileri. Siyah çizgi, zaman içindeki sıcaklık bilgisini (üst eksen) gösterir. Sahne alanını v = 0.05 mm / s'lik bir hızda çevirerek,Alındı (alt eksen). Kırmızı eğri, değişimli sıcaklık bileşenini elde etmek için kullanılan bir polinom uygunluğunu (7. derece) göstermektedir. Kesikli kırmızı çizgi, yeraltı kusurunun konumunu temsil eder. ( B ) Siyah eğri, polinom uydusunu panelin (a) sıcaklık verilerinden çıkarılarak elde edilen dönüşümlü sıcaklık grafiğini gösterir. Mavi eğri, siyah eğriye Hilbert dönüşümü uygulanarak ve ortalamayla elde edildi. ( C ) Aynı tarafın -7 mm ila 3 mm aralığında 0.1 mm / sn aşama hızında temsili deney verileri. Frekans yarıya düşer ancak uzama panele (a) benzer. ( D ) Yeraltı arızası 1 mm derinlikte iken elde edilen optimum optimal deneysel veriler. Bu rakamın daha büyük bir versiyonunu görmek için lütfen tıklayınız.
Subscription Required. Please recommend JoVE to your librarian.
Discussion
Sunulan protokol, yüzeye dik doğrultuda yapay alt yüzey kusurlarının nasıl bulunacağını açıklamaktadır. Yöntemin ana fikri yeraltı kusuruyla etkileşime giren müdahale eden termal dalga alanları oluşturmaktır. En önemli adımlar şunlardır: (i) numune yüzeyinde iki adet değişen yüksek güçlü aydınlatma örneği oluşturmak için bir SLM'yi bir diyod lazeri ile birleştirmek; Bu modeller fototermal olarak tutarlı termal dalga alanlarına dönüştürülür, (ii) yüzey altı bir kusurla etkileşim halindeyken onları tahrip edici şekilde müdahale etmek için ve (iii) termal görüntüleme yöntemini kullanarak numunenin yüzeyinin dinamik sıcaklığının yüzey taramasından bu kusurları bulmak için IR kamera. Sıcaklığın yavaşça değişen bir ortalama değer etrafında nispi titremesi ve mutlak sıcaklık değeri gerekmediğinden, bu yaklaşım gizli kusurlara karşı son derece duyarlıdır 1 .
En kritik adımlardan biriYapılandırılmış ısıtma için bir SLM-bağlı lazer kaynağı kullanıldığında, aydınlatma kiriş profilinin yeterli homojenliğini sağlamaktır (basamak 1.10'a bakın). Diyot lazer yüksek ışınım gücü sağlar, ancak SLM'yi içeren projektöre doğru ışın çapı ve yönü ile beslenmesi gerekir. Projektördeki tescilli optik yolla kaçınılmaz olan geometrik ve spektral uyuşmazlıklar nedeniyle, numunedeki oluşturulan görüntü bozulmuştur. Bu nedenle, yansıtılan görüntüyü kontrol eden görüntü yoğunluk değerlerinin sayısal olarak düzeltilmesi referans bir ışın profili ölçümü ile gerçekleştirilir. Başarılı bir deney için ikinci bir kritik adım, IR görüntüsünün yüksek bir uzaysal çözünürlüğünü elde etmektir (adım 3.3.7-3.3.8'e bakın). Boşaltma bölgesi, yeterince uzamsal olarak çözülmelidir, aksi takdirde boşalma olmaz ve dolayısıyla herhangi bir kusur pozisyonu ölçülemez.
Uygulanan termal dalgaların doğası difüzyon benzeriYalnızca birkaç milimetre boyunca amplitüdlerinde güçlü bir zayıflamaya neden olan bir süreçtir. Işık kaynağında yüksek güçlü diyot lazer kullanarak bu gerçek sınırlamayı yerine getiriyoruz. Mevcut deney düzeneğinin darboğazı SLM 21'in termal stres sınırıdır, bu da mevcut lazer gücünün yalnızca bir kısmının uygulanabileceği anlamına gelir. Mevcut çözümümüz numune yüzeyini siyah bir grafit kaplama ile kaplamaktır. Gelecekte, optimize edilmiş ışık motorlarını veya yüksek güçlü dikey boşluklu yüzey-yayan lazer (VCSEL) diziler 22 gibi değiştirilebilir doğrudan lazer dizilerini kullanarak daha yüksek hassasiyette kurulumlar bekliyoruz.
Bu yöntem ile tahribatsız testte mevcut termal görüntüleme arasındaki temel fark, tamamen tutarlı termal dalga alanlarının yıkıcı etkileşimini kullanmamızdır; Bu, yalnızca bir bireysel li setinin genlik ve faz üzerinde kontrol yaptıktan sonra mümkündürGht kaynakları belirleyici bir şekilde. Mevcut termografik yöntemlerde, zaman alanında kontrol edilen düzlemsel bir ışık kaynağı veya uzamsal alanda kontrol edilen tek odaklı bir lazer spot kullanılır. Yaklaşımımızın en büyük avantajı, numune yüzeyine dik olan kusurlara karşı yüksek hassasiyettir.
Şu ana kadar sadece iki ayrı ışık kaynağı yaratıldı. Lazerle birleşmiş SLM ile, ilke olarak, numune yüzeyinde - bir milyon ısı kaynağı - bir milyona kadar bireysel ışık kaynağı üretebilir ve kontrol edebiliriz. Açıkçası, bu yaklaşım uzun vadede rastgele termal dalga şekillendirme imkânlarını ve fiziksel limitler dahilinde ultrason veya radardan aktif termografi alanına teknikleri aktarmayı olanaklı kılmaktadır. Yukarıda belirtildiği gibi ışınım denemesi ( ör. Projeksiyon piksel başına optik güç) tatmin edici bir şekilde çözüldükten sonra, yüzeyin altında daha derinlerde bulunan daha küçük kusurlar bile saptanabilir hale gelmelidir. Şimdiye kadar,Çelik test edilmiştir, ancak uygulanan düşük termal stres yüzünden özellikle plastik, bileşik malzeme ve diğer hassas malzemeler için bu yöntem çok umut vericidir.
Subscription Required. Please recommend JoVE to your librarian.
Disclosures
Yazarların açıklayacak bir şeyi yok.
Acknowledgments
Taarna Studemund ve Hagen Wendler'a, deneysel düzenin fotoğraflarını çekerken ve resim yayınlamaya hazır oldukları için teşekkür ederiz. Ayrıca, örnek hazırlama için Anne Hildebrandt'a ve kanıta dayalı okumalar için Sreedhar Unnikrishnakurup, Alexander Battig ve Felix Fritzsche'ye teşekkür etmek istiyoruz.
Materials
| Name | Company | Catalog Number | Comments |
| 500 W diode laser system, 940 nm | Laserline | LDM 500 - 20 | Pilot laser class 2 @ 650 nm, diode laser is a class 4 laser system --> special laboratory needed |
| Laser control box | Laserline | Laser control box LDM | Add on to the laser system, used to switch electronically, laser threshold, shutter, laser on 0 V..5 V TTL |
| Control box scanner | Laserline | Add on to the laser system, used to adjust the optical output power via analog signal from 0 V..10 V | |
| Fiber Laser Mount 2", f = 80 mm | Laserline | Add on to the laser system | |
| Multifunction Data Aquisition (DAQ) Device + BNC Terminal | National Instruments | NI-USB 6251 | The DAQ card is used to trigger the IR camera, the DLP Light Commander 5500, control Laser and diode PDA 36A |
| Standard - PC | Control PC - graphic card for two screens, at least 4 x USB, Windows based | ||
| BNC cabel | Standard cable | ||
| HDMI cable | Standard cable | ||
| Micro USB to USB cable | Standard cable | ||
| LabVIEW 2013 SP1 Development System | National Instruments | Development environment for device control | |
| LPPT control software | BAM | part of the LPPT software package by LabVIEW 2013 SP1 | |
| LPPT intensity software | BAM | part of the LPPT software package by LabVIEW 2013 SP1 | |
| LPPT laser control software | BAM | part of the LPPT software package by LabVIEW 2013 SP1 | |
| Matlab 2016b | MathWorks | Postprocessing of the measurement data | |
| LPPT postprocessing software | BAM | Postprocessing of the measurement data | |
| IR camera control PC | InfraTec | Control PC is supplied by camera distributor | |
| IR camera control software | InfraTec | Irbis 3 Professional | |
| InfraTec SDK | InfraTec | Dynamic Link Library as interface between the native data aquisition format of Infratec and Matlab | |
| IR camera | InfraTec | Image IR 8300 | 640 x 512, cooled InSb detector, wavelength 2 µm..5.7 µm, noise = 20 mK + accessories (LAN cable, Digital in/out cable, space ring, power supply, case) |
| Tripod | Manfrotto | 161MK2B | |
| IR camera mount | Manfrotto | 405 | |
| Projector development kit (PDK) for digital light processing (DLP) technology (DLP Light Commander 5500) | Logic PD | DLP-LC-DLP5500-10R | DLP5500 Digital Micromirror Device from Texas Instruments included , light engine and case need to be disassembed |
| PDK control software | Logic PD | Included when delivered, DLP Light Commander control software | |
| Mechanical platform for the PDK | BAM | Self made (140 x 230 x 420) mm3 | |
| Power meter control unit | Ophir | Vega | USB Interface |
| 30 W power meter head | Ophir | 30(150)A-LP1-18 | Power meter head to determine Transmission of the projector system |
| 500 W power meter head | Ophir | FL500A | Power meter for process supervision |
| Motion controller | Newport | ESP301 | with USB Interface |
| Translation stage | Newport | M-ILS200CC | Connected to ESP301 |
| Photodiode with amplifier | Thorlabs | PDA 36A-EC | 1" mount |
| Reflective filter ND1 | Thorlabs | ND10A | to be mounted to the PDA 36A |
| Pinhole 1" | Thorlabs | P1000S | to be mounted to the PDA 36A |
| Optical aluminium breadboard | Thorlabs | MB60120/M | (1,200 mm x 900 mm) base |
| Plano Convex Lens f = 200 mm | Thorlabs | LA1979-B | Coated for IR, first telescope lens |
| Plano Convex Lens f = 75 mm | Thorlabs | LA1145-B | Coated for IR, second telescope lens |
| xy-translation stage | Newport | M401 | Used for adjusting the telecope |
| Beamsampler | Thorlabs | BSF20-B | Splits the optical output, used to reduce the optical input for the projector system |
| Mirror | Thorlabs | BB2-E03 | Mirror for coupling the beam to the DLP Light Commander |
| Heavy duty lab jack | Thorlabs | L490 | Used for the fiber mount and on top of the linear stage to position the sample (2x) |
| PDK-objective | Nikon | Nikon AF Nikkor 50 mm 1:1:8:D | Objective for DLP Light Commander, 50 mm |
| Plano Convex Lens f = 100 mm | Thorlabs | LA1050 -B | Lens is attached to the Nikon Objective |
| Bi-Convex Lens f = 60 mm | Thorlabs | LB1723 -B | Lens to be attached to the Nikon objective in order to determine the optical transmission with the 30 W measurement head |
| Square protected gold mirror | Thorlabs | PFSQ20-03-M01 | |
| High power IR sensor card | Newport | F-IRC-HP-M | Sensor card to check the optical pathway |
| 2" crosshairs | BAM | Self-made | |
| 1" crosshairs | BAM | Self-made | |
| Bullseye level | Thorlabs | LCL01 | |
| Translation Stage | Newport | M-UMR8.25 | Used for measuring the beam profile |
| Micrometer screw | Newport | DM17-25 | Used with translation stage M-UMR8.25 |
| Mounted Zero Aperture Iris | Thorlabs | ID75Z/M | used to check the optical pathway |
| Bases and Post Holders Essentials Kit, Metric and Universal Components | Thorlabs | ESK01/M | Basis |
| Posts & Accessories Essentials Kit, Metric and Universal Components | Thorlabs | ESK03/M | |
| M6 Cap Screw and Hardware Kit | Thorlabs | HW-KIT2/M | |
| Construction Rails | Thorlabs | XE25L700/M | |
| 1" Construction Cube | Thorlabs | RM1G | Used to mount construction rails |
| Electrical discharge machining | Sodick | AG60L | www.sodick.de |
| St37 block of steel (100 x 100 x 40) mm3 |
BAM | self-made, hidden defect with remaining wall thicknesses of 0.25 mm, 0.5 mm, 0.70 mm, 1.25 mm (shown in Figure 5) | |
| St37 block of steel (100 x 100 x 40) mm |
BAM | self-made, hidden defect with remaining wall thicknesses of 1 mm, 1.5 mm, 1.75 mm, 2 mm (shown in Figure 5) | |
| Graphite spray | CRC Industries Europe NV | GRAPHIT 33 | Ref. 20760, 200 mL aerosol (Kontakt-Chemie) |
| Protective tape | Tesa | tesakrepp 4348 | used to protect the hidden defects while coating |
References
- Thiel, E., Kreutzbruck, M., Ziegler, M. Laser-projected photothermal thermography using thermal wave field interference for subsurface defect characterization. Appl. Phys. Lett. 109 (12), 123504 (2016).
- Ibarra-Castanedo, C., Tarpani, J. R., Maldague, X. P. V. Nondestructive testing with thermography. Eur. J. Phys. 34 (6), 91-109 (2013).
- Maldague, X. P. Introduction to NDT by active infrared thermography. Mater. Eval. 60 (9), 1060-1073 (2002).
- Li, T., Almond, D. P., Rees, D. A. S. Crack imaging by scanning pulsed laser spot thermography. Ndt&E Int. 44 (2), 216-225 (2011).
- Lugin, S. Detection of hidden defects by lateral thermal flows. Ndt&E Int. 56, 48-55 (2013).
- Li, T., Almond, D. P., Rees, D. A. S. Crack imaging by scanning laser-line thermography and laser-spot thermography. Meas. Sci. Technol. 22 (3), (2011).
- Pech-May, N. W., Oleaga, A., Mendioroz, A., Salazar, A. Fast Characterization of the Width of Vertical Cracks Using Pulsed Laser Spot Infrared Thermography. Journal of Nondestructive Evaluation. 35 (2), 22 (2016).
- Thiel, E., Kreutzbruck, M., Ziegler, M. Proc. SPIE 9761. Douglass, M. R., King, P. S., Lee, B. L. , Spie-Int Soc Optical Engineering. (2016).
- Thiel, E., Kreutzbruck, M., Ziegler, M. Proc. WCNDT 2016. , 6 (2016).
- Mandelis, A. Diffusion-Wave Fields: mathematical methods and Green functions. , Springer-Verlag. (2001).
- Almond, D., Patel, P. Photothermal Science and Techniques. 10, Chapman & Hall. (1996).
- Salazar, A. Energy propagation of thermal waves. Eur. J. Phys. 27 (6), 1349-1355 (2006).
- Bennett, C. A., Patty, R. R. Thermal wave interferometry: a potential application of the photoacoustic effect. Appl. Opt. 21 (1), 49-54 (1982).
- Busse, G. Stereoscopic depth analysis by thermal wave transmission for nondestructive evaluation. Appl. Phys. Lett. 42 (4), 366 (1983).
- Holtmann, N., Artzt, K., Gleiter, A., Strunk, H. P., Busse, G. Iterative improvement of Lockin-thermography results by temporal and spatial adaption of optical excitation. Qirt J. 9 (2), 167-176 (2012).
- Pribe, J. D., Thandu, S. C., Yin, Z., Kinzel, E. C. Toward DMD illuminated spatial-temporal modulated thermography. Proc. SPIE 9861. , (2016).
- Ravichandran, A. Spatial and temporal modulation of heat source using light modulator for advanced thermography. , Missouri University of Science and Technology. (2015).
- DLP 0.55 XGA Series 450 DMD. , TexasInstruments. (2015).
- Application Note - DLP System Optics. , TexasInstruments. Available from: http://www.ti.com/general/docs/lit/getliterature.tsp?baseLiteratureNumber=dlpa022&keyMatch=dlpa022&tisearch=Search-EN-Everything (2010).
- DLP LightCommander Control Software - User Manual. , LogicPD. Available from: https://support.logicpd.com/ProductDownloads/LegacyProducts/DLPLightCommander.aspx?_sw_csrfToken=318b0448 (2011).
- White Paper - Laser Power Handling for DMDs. , TexasInstruments. Available from: http://www.ti.com/general/docs/lit/getliterature.tsp?literatureNumber=dlpa027&fileType=pdf (2012).
- Moench, H., et al. High-power VCSEL systems and applications. Proc. SPIE 9348. , (2015).
