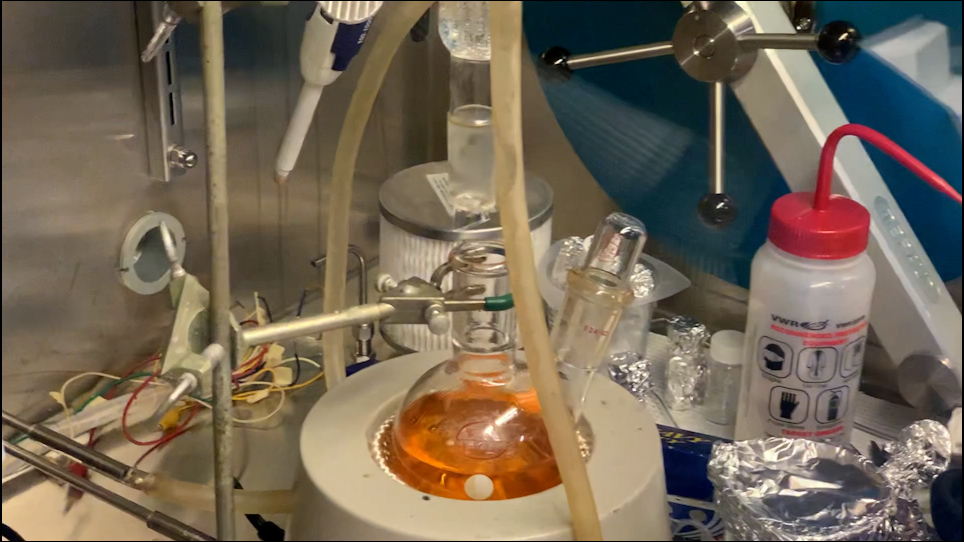
A protocol for the synthesis of high purity nonsymmetric dialkylphosphinic acid extractants is presented, taking (2,3-dimethylbutyl)(2,4,4'-trimethylpentyl)phosphinic acid as an example.