


Summary
一种称为负添加剂制造的方法, 用于生产接近完全致密的不同长度鳞片的复合型碳化硼零件。这种技术是可能的, 通过制定一个新的悬浮液, 涉及间苯二酚甲醛作为一个独特的凝胶剂, 留下一个均匀的碳烧结后, 热解后的援助。
Abstract
碳化硼 (B4C) 是目前存在的最难的材料之一。然而, 这种诱人的物产也限制了它的 machineability 成复杂形状为高磨损, 高硬度和轻量级材料应用例如盔甲。为克服这一挑战, 采用负添加剂制造 (AM), 在不同长度的尺度上产生硼碳化物的复杂几何形状。负首先涉及注凝成型一个 3 d 印刷塑料模具的悬浮。模子然后溶化, 留下一个绿色身体作为消极拷贝。间苯二酚-甲醛 (RF) 作为一种新型的凝胶剂, 因为不像传统的水凝胶, 几乎没有收缩, 这使得非常复杂的模具使用。此外, 这种凝胶剂可以热解留下 50 wt% 碳, 这是一个高效的烧结援助 b4c 由于这种高度均匀分布的原位碳在 b4C 矩阵, 小于2% 孔隙度可在烧结后实现。本协议详细介绍了在具有高度复杂几何的近完全致密碳化硼零件上创建的方法。
Introduction
碳化硼 (B4C), 其硬度约为 38 GPa, 被称为第三个最难商用的材料, 仅次于钻石 (115 gpa) 和立方氮化硼 (~ 48 gpa)。这个特殊的属性, 连同低密度 (2.52 克/厘米3), 使它具有吸引力的防御应用, 如装甲1。B4C 还具有高熔点、优异的耐磨性和高中子吸收截面2、3、4。然而, 这些有利的机械性能的利用通常要求 B4C 被烧结到高密度。热压是将 B4C 完全致密化的常规方法。这种技术通常仅限于具有有限曲率和相当均匀厚度的简单几何。昂贵和劳动密集型加工与多晶金刚石工具或激光切割需要引入更精细或更复杂的特点。
另外, 采用无压烧结的胶体成形技术可以产生接近全密度的零件, 需要最小化加工。由于在固结过程中缺乏外部压力, 烧结助剂通常添加到陶瓷介质中, 以提高常压烧结的效果。碳通常用作烧结助剂, 用于 B4C5、6、7。可以使用各种碳源, 如纳米颗粒粉末或热解的碳化有机物。碳烧结助剂沿晶界均匀分布是获得 B4C 均匀烧结的重要因素。因此, 碳浓度和 B4C 颗粒尺寸也是烧结件到高密度8的重要和相关因素。
注凝成型是获得复杂形状陶瓷零件最有前景的胶体成形技术之一。这项技术包括把一个有机单体的陶瓷悬浮液铸造成一个模子, 聚合原位作为凝胶9,10,11。该凝胶作为粘合剂, 形成一个绿色的身体形状的模具, 是足够强大, 可以处理, 而不破损的后续处理步骤。以前不可能的3D 模具几何现在可以通过低成本的聚合物基添加剂制造 (AM) 技术 (光固化成形) 和熔融沉积建模 (有限差分)12来生产。最近3D 打印机的可用性为设计具有高度复杂几何的陶瓷开辟了新的可能性。
负添加剂制造是一种将注凝成型与牺牲 3 d 印刷模具相结合的技术。陶瓷零件的复杂性直接关系到模具设计的复杂性。模具设计现在可以令人难以置信的复杂与高分辨率塑料3D 打印机的问世。例如, 3D 扫描工具可用于捕获个人的轮廓并被合并到模具中。通过使用负 AM, 可以创建适合个人体型和形状的轻型陶瓷装甲。这样的设计自定义可以提供更轻的重量装甲, 增强了用户的机动性。
其他常见的陶瓷技术, 如直接墨写 (DIW), 选择性激光烧结 (SLS) 和粘结剂喷射 (BJ) 也有效地生产复杂形状的陶瓷零件。然而, 这些技术中的大多数仅用于生产细孔结构, 并且在扩展到大零件时效率不高, 如装甲应用13、14、15、16、17. 此外, 由于费用高昂, 这些技术大多无法用于高产量的生产。因此, 负 AM 是工业级大型零件生产的首选和相对低廉的途径。
用于注凝成型的 B4C 悬浮液必须低粘度, 并含有凝胶剂和烧结助剂。间苯二酚和甲醛的选择是因为他们有能力进行缩聚反应, 形成一个中和甲醛 (RF) 网络, 这有助于将 B4C 粒子结合在一起。传统的水凝胶用于注凝成型是有限的模具与空心芯由于高内收缩经验在干燥过程中18。由于射频通常用作气凝胶, 几乎没有收缩, 这允许使用更复杂的形状模具。使用 RF 的另一个优点是, 通过改变悬浮液的 pH 值可以控制胶凝速率 (图 3)。此外, 含有间苯二酚或甲醛的悬浮液可以提前制备并单独储存, 直到它们准备好浇铸。最重要的是, 射频凝胶可以热解留下 50 wt% 碳19。这种高度均匀的碳分布可以帮助在烧结过程中将 B4C 致密化为接近全密度。15 wt% 的射频相对于碳化硼被用于配方的悬浮, 提供 7.5 wt% 的碳后的铸造件热解。
这项工作的总目标是结合传统的注凝成型技术与廉价的3D 印刷能力和独特的凝胶剂, 以获得接近全密度的碳化硼零件与高度复杂的几何。除陶瓷外, 负极也可应用于其它材料领域, 创造出全新的多材质系统几何形状。这里介绍的方法扩展了在 Lu等方面的工作。8 , 目的是为重现这些结果提供更详细的协议。
Subscription Required. Please recommend JoVE to your librarian.
Protocol
注意事项: 请与所有材料的安全数据表 (SDS) 进行协商, 在浇注和固化前, 应佩戴适当的防护设备 (PPE)。间苯二酚和聚乙烯胺被称为有毒。甲醛是有毒和致癌的20。陶瓷悬浮剂的制备应在化学油烟罩或其它通风良好的工作环境中进行。
1. 负添加剂制造
-
120毫升两部分悬浮液的制备
注: 两部分悬架将准备在铸造前帮助延长悬浮液的保质期。一悬浮 (R 组合) 将包含间苯二酚组分, 并且另一个 (F 混合) 将包含甲醛组分。两个悬浮液将混合在一起形成一个最终的悬浮, 将启动凝胶过程。- 要创建 R 组合, 首先要在25.00 克的水中溶解0.88 克聚乙烯胺 (PEI) 使用行星搅拌机。
- 要创建一个单独的 F 混合, 用行星搅拌机在16.83 克水中溶解0.88 克聚乙烯胺 (裴)。
注: 使用行星搅拌机在 2000 rpm 至少几分钟将提供足够的剪切力, 以帮助溶解粘性的裴, 间苯二酚, 和甲醛, 并暂停碳化硼颗粒。裴作为 B4C 粒子的分散剂 - 将12.60 克间苯二酚粉末溶解到 R 型混合物中。解决方案应该从混浊白色转变为一个透明的解决方案后, 完全溶解粉末的混合。
- 添加17.03 克甲醛溶液的 F 混合, 确保完全混合。
- 增量地增加 5.25 g (12 增量直到到达 63.00 g) 碳化物粉末 (1500F) 入 R 混合物和 F 混合分别。
- 将6.50 克醋酸添加到 R 混合和 F 混合中, 确保在每个混合物中完全混合。
注: 在这一点上, 两部分的悬浮液将有42体积% B4C, 并准备好将组合为铸造或储存, 以供将来使用 (如果充分密封)。请注意, 如果悬浮液坐在1小时以上, 粒子沉降就会发生。在使用悬浮液之前, 要确保颗粒悬浮。此外, 三种不同的商业批次的硼碳化物, 1250F, 1500F 和 3000F (命名根据他们的近似筛网大小), 最初测试。每个批次有不同的粒度分布, 并发现 1500F B4C 批次达到最高的烧结密度, 如报告在 Lu等。8. 在 B4C 固体加载步骤之前也可以添加乙酸, 但在末端添加可通过限制醋酸气味更好地处理。
-
铸造用3D 印花模具的研制
- 在计算机辅助设计 (CAD) 软件程序中准备模具设计。
- 打印模具使用熔融沉积建模 (有限差分) 3D 打印机与丙烯腈丁二烯苯乙烯 (ABS) 花丝。
注: 丙酮蒸气可用于平滑的模具纹理, 如果需要21。建议的喷嘴和床温分别为240摄氏度和110摄氏度。选择了层厚度 (0.2 毫米)、挤出速度和冷却速率等参数, 以优化最小变形零件的质量。这需要对每个唯一的打印机系统进行一些尝试和错误。建议至少1毫米的壁厚。最小特征尺寸为0.5 毫米;然而, 建议不要低于1毫米的模具从 Lu等。8可在线下载支持材料。
-
两部分悬架组合在铸件上的准备
- 在组合之前, 彻底搅动 (通过使用旋涡或行星搅拌机) R-混合与 F 混合悬浮物单独地, 以保证 B4C 微粒是好悬浮的。
- 结合 R 混合和 F 混合, 以获得最后的悬浮。
注: 联合悬浮液的 pH 值应为 2.8, 这将提供约30分钟的工作时间去空气, 并在胶凝开始发生之前, 最后中止。凝胶的开始可以从悬浮液粘度的急剧增加中观察到。 - 铸造之前, 混合和应用真空 (20-200 乇或 2.7-27 帕) 到最后的悬浮混合物约10分钟, 以消除气泡, 而不煮沸的水。这可以通过使用一个真空罐在 200-300 rpm 的搅拌板来完成。
-
注凝成型
- 立即将取消播出的悬浮液倒入 3 d 印刷模具中。
- 将模具放在密封的玻璃容器内, 防止固化过程中的水分流失。
- 将密封容器与模具放入60-80 °c 烤箱, 以启动固化过程。
- 允许铸件至少固化8小时, 用于长度为几厘米或更大模具的零件。
-
霉菌的溶解获得绿色身体
- 从烤箱中取出密封的容器, 使其冷却到室温。
- 在容器中加入足够的丙酮, 直到模具完全淹没。根据所用模具的大小和体积 (一般为50厘米3的尺寸的模具), 该量将有所不同 (通常为100毫升丙酮)。
注: 这一过程可能需要2-4 天, 取决于需要溶解的塑料体积。丙酮浴的极小的鼓动或加热它稍微到40°c 可能帮助加速过程。加热丙酮浴时要小心, 因为它是一种易燃的化学物质, 并且在某些成分范围内与空气结合时可能会爆炸。 - 在 ABS 塑料溶解后, 从丙酮浴中提取自由绿体。
注: 在射频固化后, 模具可以溶解, 以获得固体绿色体形状为负拷贝的内模几何。这个绿色的身体应该足够强大, 能够在后续的后期处理步骤中以温和而细致的方式生存, 而不会破坏。 - 将绿色的身体放在烤箱的80摄氏度, 以确保完全干燥和清除所有的水分。
注意: 干燥时间根据绿色体的体积而变化。离开部分干燥过夜 (> 8 小时) 是足够的绿色身体大小小于1000厘米3。过度干燥没有害处。
2. 碳化
- 干燥后, 将每一个绿色的身体放置在一个2英寸的石英管衬里与石墨箔, 并把它们放入一个炉膛与流动气体 [250 标准立方厘米的空气 (SCCM) 由 4 wt% H2(g) 和 96 wt% Ar (g), 以创造一个减少的气氛在热解处理]。
- 加热炉内的绿色身体在5°c/分钟, 直到1050°c, 并保持3小时。
注: 凝胶铸造的绿色身体将有 15 wt% 的 RF 相对于 B4C 和将提供约 7.5 wt% 在碳裂解过程后。该工艺去除了大部分间苯二酚甲醛残留物, 如果不使用陷阱, 将严重污染炉子。 - 确保绿体的颜色均匀地变暗, 表明热解处理中存在碳。
3. 烧结
注: 烧结后, 试样表面粗糙度与模具表面粗糙度略有改善。这是从烧结样品的57-58 体积% 收缩的结果。
- 将碳化部分放置在石墨炉内, 真空回填流动氦气体 (420 SCCM) 进行烧结。应用 280 sccm 的前端和高温计窗口和 140 SCCM 直接进入样品室与进气压力170帕。
- 加热熔炉到2290°c (20 k/分钟到2000°c 然后 3 K/分钟到2290°c) 和举行1小时达到最佳的致密化零件。
注: 阿基米德密度是一种常用的快速测量烧结碳化硼零件密度的方法。阿基米德密度套件可以添加到分析天平上, 以测量样品的密度或手动确定的22。碳化硼的碳含量为 7.5 wt%, 其理论最大密度 (TMD) 为2.49 克/厘米3。从这个方法烧结2290°c 的零件将导致 2.43 0.01 克/cm3这是 97.6 # 0.4% TMD。
Subscription Required. Please recommend JoVE to your librarian.
Representative Results
在概述的过程 (图 1), 复杂形状的碳化硼零件与碳 (B4c/c) 可以被烧结多达 97.6, 0.4% 的理论最大密度与 Vicker 的硬度 23.0 @ 1.8 GPa8。演示了几种可能的烧结 B4c/c 零件的例子 (图 2)。这些例子显示了注凝成型技术可以复制的精细纹理特征。这有利于创建需要精确中尺度特性的部件。针对不同的小灵通, 确定了最终 B4C 悬浮液的流变性。pH 值为2.8 的悬浮液被测量为具有20分钟的最低粘度, 这足以用于混合、除风口和铸件 (图 3)。
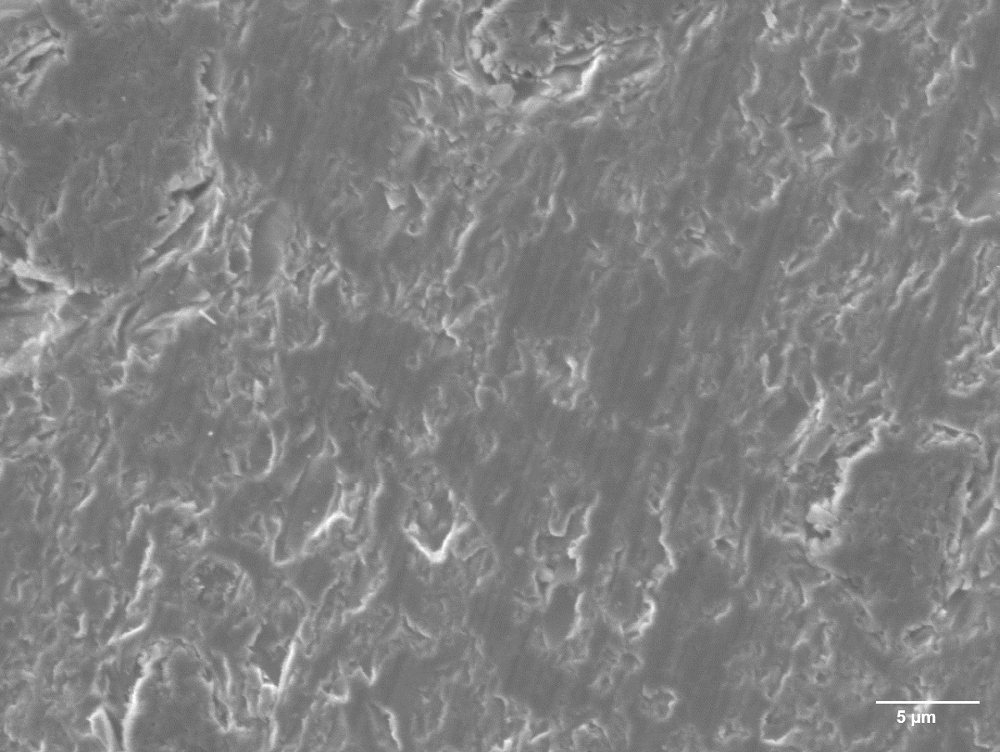
进一步的扫描电子显微镜表明, 均匀的碳网络被涂在 B4C 粒子上后, 射频的热解 (图 4A和4B)。在铸造和热处理后的步骤, 使用 X 射线衍射 (XRD) 的表征证实了碳作为石墨的演变 (图 4C)。全烧结碳化硼样品的显微结构图像在最后部分发现了低孔隙度, 这是非常可取的 (图 5)。

图 1:描述了整个负 AM 工艺生产高密度复合型硼碳化物。该示意图提供了整个制造过程的分步概述, 从3D 印刷模具到最终陶瓷零件的烧结。这一数字经吕等的许可修改。8.请点击这里查看这个数字的更大版本.

图 2:烧结复合异型 B4c/c 零件与 > 97% 密度从负 AM 准备。Gyroid;(b) 凯尔特结;三立方晶格。每个形状的细微纹理差异是由于使用的3维印刷模具的质量差异 (暗黑色区域是在模具热解后遗留在表面的碳残留物, 可以擦掉)。这一数字经吕等的许可修改。8.请点击这里查看这个数字的更大版本.

图 3: 最后 B4C 悬浮液的流变性.(a) 复杂粘度作为不同 pH 值悬浮物的时间函数, 分别为 B4C 和间苯二酚甲醛。增稠被定义为粘度在 1 Pa∙s。(b) 在不同 pH 值悬浮液中达到增稠的时间。这一数字经吕等的许可修改。8. 在恒定的30% 振荡应变和1赫兹频率下, 采用附有平行圆板的流变仪测量复杂粘度。所有样品都是在室温下测量的, 除了一个 pH 值为2.8 的样品, 仪器中的环境温度室用来提供热量 (16.2 摄氏度/分钟) 直到达到80摄氏度。请单击此处查看此图的较大版本.

图 4:采用扫描电镜和 XRD 等方法, 确定了射频凝胶热解后碳化硼基体中碳网络的存在。介绍了碳化硼1500F 颗粒 (a) 无碳涂层和 (b) 与 7.5 wt% 碳涂层。(c) B4c 铸件不同热处理阶段的 XRD。这一数字经吕等的许可修改。8. x 射线衍射仪上收集了 XRD 谱。样品被安装在一个聚合物粘土和平地平。LynxEye 1 维线性 Si 带检测器, 采用6毫米变发散狭缝和0.5°反散射狭缝。来源是镍过滤铜辐射 (λ = 1.5406 Å) 从一个密封的 X 射线管操作在 40 kV 和 40 mA。将源和检测器按固定角度从样品中扫描到一起, 并以 0.02°/秒的速率组合 2θ 20-80°. 利用 XRD 分析软件进行后处理算法去除背景噪声的贡献, 并K α2辐射利用二次电子模式的10.0 伏加速电压扫描电子显微镜对 B4C 粒子进行了成像。请单击此处查看此图的较大版本.

图 5: 2290 °c 烧结1500F 碳化硼试样的锯切横断面表面, 密度为 97%.这一数字经吕等的许可修改。8.请点击这里查看这个数字的更大版本.
Subscription Required. Please recommend JoVE to your librarian.
Discussion
该协议中描述的负添加剂制造方法允许在2290摄氏度的最佳温度烧结后, 在接近全密度下生产复杂形状的碳化硼零件。与制备和铸造有关的前几个步骤是产生高质量铸件的最关键的环节, 其缺陷极小。如果悬浮液的粘度过高, 混合就会发生不良。烧结件的孔隙度也受到影响, 因为粘度的增加阻碍了气泡的去除。如果最后悬架在混合和脱气后闲置太久, 粘度的增加将会给在不规则形状的3维印刷模具中填充小腔带来问题。
另一个要注意的问题是斯托克城在水悬浮液中的沉降效应。如果在浇注后悬浮液的粘度足够低, 而不立即固化, 碳化硼颗粒在悬浮液中会沉淀, 导致绿色体中的浓度梯度。铸件不正确会变形, 顶部的收缩率比烧结时的底部高。为解决这一问题, 采用多模态粒度分布的碳化硼, 可最大限度地减少烧结过程中的非均匀收缩问题。射频的凝胶率, 这是高度依赖于 pH 值和温度的混合物, 是另一个值得考虑的因素。较高的 pH 值和温度对应于更快的聚合动力学, 这将被观察作为悬浮液粘度的增加。降低悬浮液的 pH 值可以延长铸件的工作时间, 同时也能使固化瞬间作为热集启动。
虽然负 AM 是一种易于伸缩的大型复杂形状零件大批量生产技术, 但这种方法在生产微型零件方面是有限的。所有陶瓷铸件的绿色体都具有固有的绿色强度。如果尺寸足够小, 铸件的绿色强度就会很弱。例如, 一个小于1毫米的绿色车身, 在浇铸后的固化过程中容易折断内部收缩应力, 而与大于10毫米厚的绿色车身相比。因此, 模具材料的弹性和刚度是重要的参数, 因为如果使用较硬的模具, 由于模具的热膨胀从80摄氏度热处理, 会产生较高的收缩应力。我们已经证明, 相对软的模具, 如 hexanediol 二丙烯酸酯 (HDDA) 可用于生产高有序晶格与100µm 特征尺寸没有破损, 并创建中尺度复合材料8,23。
总之, 负 AM 是一个简单的技术, 结合注凝成型与廉价的塑料3D 印刷生产复杂形状的陶瓷零件。这里描述的方法的优点是它能够在成本效益较高的情况下扩展到高容量生产。未来的工作将包括较高的 B4C 固体加载悬浮, 以限制在烧结过程中的收缩。还在进行机械测试, 以评估这些材料的强度特性。然而, 消极的是不仅限于本议定书所提出的材料和系统。各种胶凝剂和 3 d-印刷模具的其他技术或材料也可以使用。例如, Franchin等。24用 geopolymers 作为无机成分, 建立了乳酸酸 (PLA) 的多孔牺牲模板模具。这些 PLA 牺牲模板可以热删除时, 需要24。因此, 本协议中描述的一般技术可以应用于大量的材料领域, 这将为复杂形状的陶瓷、金属和其他复合系统的大规模开发开辟新的可能性。
Subscription Required. Please recommend JoVE to your librarian.
Disclosures
作者没有什么可透露的。
Acknowledgments
这项工作是在美国能源部的赞助下, 劳伦斯国家实验室根据合同 DE-AC52-07NA27344 进行的。我释放 LLNL-JRNL-750634。
Materials
| Name | Company | Catalog Number | Comments |
| Boron carbide powder 1250F | Tetrabor Ceramics | Lot 211M419 | >96% purity |
| Boron carbide powder 1500F | Tetrabor Ceramics | Lot 209M102/9 | >96% purity |
| Boron carbide powder 3000F | Tetrabor Ceramics | Lot 111m53/9 | >96% purity |
| Polyethylene Imine (PEI) | Sigma Aldrich | MKBP3417V | Averaged MW ~25,000 by L.S. |
| Resorcinol | Sigma Aldrich | MKBG6751V | BioXtra, ≥99% |
| Formaldehyde | Fisher Scientific | F79-1 | 37% by weight; Stabilized with 10-15% Methanol |
| Acetic Acid | Sigma Aldrich | SKU 695092 | Glacial ≥99.7% |
| Acetone | Sigma Aldrich | SKU 179124 | ACS Reagent Grade ≥99.5% |
| Water | LLNL In-house (Milli-Q) | ||
| Planetary Mixer | Thinky | AR-250 | Fits 150mL and 300mL Thinky containers |
| Acrylonitrile butadiene styrene (ABS) plastic filament | eSUN | Natural color | |
| Taz 6 (3D printer) | Lulzbot | FDM 3D printer | |
| 4%H2/96%Ar gas | Air Gas | UHP | 4% Hydrogen, balanced Argon |
| Helium gas | Air Gas | UHP | Helium |
| Heating oven | Neytech | Vulcan 9493308 | Oven for 80 °C curing |
| Quartz tube furnace | Applied Test Systems, Inc. | LEA 05-000075 | Furnace for 1050 °C carbonization |
| Graphite furnace | Thermal Technology LLC | Sintering furnace | |
| Scanning Electron Microscope (SEM) | Jeol | JSM-7401F | |
| pH meter | Thermo Scientific | Orion 4 Star | calibrated with buffer standards |
| Rheometer | TA Instrument | AR2000ex | For measurement of viscosity |
| X-ray Diffractometer (XRD) | Bruker | AX D8 Advanced | |
| Analytical balance | Mettler Toledo | XS104 | |
| Bruker EVA | XRD Analysis Software |
References
- An, Q. Prediction of superstrong τ -boron carbide phase from quantum mechanics. Physical Review B. 95 (10), 100101 (2017).
- Thévenot, F. Boron carbide - A comprehensive review. Journal of the European Ceramic Society. 6, 205-225 (1990).
- Lee, H., Speyer, R. F. Pressureless sintering of boron carbide. Journal of the American Ceramic Society. 86, 1468-1473 (2003).
- Deng, J. X. Erosion wear of boron carbide ceramic nozzles by abrasive air-jets. Materials Science and Engineering: A. 408, 227-233 (2005).
- Schwetz, K. A., Grellner, W. The influence of carbon on the microstructure and mechanical properties of sintered boron-carbide. Journal of Less-Common Metals. 82, 37-47 (1981).
- Elektroschmelzwerk Kempten Gmbh. Process for the production of dense sintered shaped articles of polycrystalline boron carbide by pressureless sintering. US. Schwetz, K. A., Vogt, G. , 4195066 (1980).
- Suzuki, H., Hase, T., Maruyama, T. Effect of carbon on sintering of boron carbide. Journal of the Ceramic Association, Japan. 87, 430-433 (1979).
- Lu, R., et al. Complex shaped boron carbides from negative additive manufacturing. Materials & Design. 148, 8-16 (2018).
- Omatete, O. O., Janney, M. A., Nunn, S. D. Gelcasting: From laboratory development toward industrial production. Journal of the European Ceramic Society. 17, 407-413 (1997).
- Yang, J., Yu, J., Huang, Y. Recent developments in gelcasting of ceramics. Journal of the European Ceramic Society. 31, 2569-2591 (2011).
- Gilissen, R., Erauw, J. P., Smolders, A., Vanswijgenhoven, E., Luyten, J. Gelcasting a near net shape technique. Materials & Design. 21, 251-257 (2000).
- Travitzky, N., et al. Additive manufacturing of ceramic-based materials. Advanced Engineering Materials. 16, 729-754 (2014).
- Zocca, A., Colombo, P., Gomes, C. M., Gunster, J. Additive Manufacturing of Ceramics: Issues, Potentialities, and Opportunities. Journal of the American Ceramic Society. 98, 1983-2001 (2015).
- Deckers, J., Vleugels, J., Kruthl, J. P. Additive Manufacturing of Ceramics: A Review. Journal of Ceramic Science and Technology. 5, 245-260 (2014).
- Costakis, W. J., Rueschhoff, L. M., Diaz-Cano, A. I., Youngblood, J. P., Trice, R. W. Additive manufacturing of boron carbide via continuous filament direct ink writing of aqueous ceramic suspensions. Journal of the European Ceramic Society. 36, 3249-3256 (2016).
- Colombo, P., Schmidt, J., Franchin, G., Zocca, A., Gunster, J. Additive manufacturing techniques for fabricating complex ceramic components from preceramic polymers. American Ceramic Society Bulletin. 96, 16-23 (2017).
- Olsson, A., Hellsing, M. S., Rennie, A. R. New possibilities using additive manufacturing with materials that are difficult to process and with complex structures. Physica Scripta. 92, 053002 (2017).
- Dhara, S., Kamboj, R. K., Pradhan, M., Bhargava, P. Shape forming of ceramics via gelcasting of aqueous particulate slurries. Bulletin of Materials Science. 25, 565-568 (2002).
- Lewicki, J. P., Fox, C. A., Worsley, M. A. On the synthesis and structure of resorcinol-formaldehyde polymeric networks - Precursors to 3D-carbon macroassemblies. Polymer. 69, 45-51 (2015).
- Swenberg, J. A., et al. Formaldehyde Carcinogenicity Research: 30 Years and Counting for Mode of Action, Epidemiology, and Cancer Risk Assessment. Toxicologic Pathology. 41, 181-189 (2013).
- Kuo, C. C., Chen, C. M., Chang, S. X. Polishing mechanism for ABS parts fabricated by additive manufacturing. The International Journal of Advanced Manufacturing Technology. 91, 1473-1479 (2017).
- Kires, M. Archimedes' principle in action. Physics Education. 42, 484-487 (2007).
- Zheng, X., et al. Design and optimization of a light-emitting diode projection micro-stereolithography three-dimensional manufacturing system. Review of Scientific Instruments. 83, 125001 (2012).
- Franchin, G., Colombo, P. Porous Geopolymer Components through Inverse Replica of 3D Printed Sacrificial Templates. Journal of Ceramic Science and Technology. 6, 105-111 (2015).

{kind=link}