


Summary
Um método chamado fabricação aditiva negativa é usado para produzir perto de peças totalmente denso complexo em forma de carboneto de boro de várias escalas de comprimento. Esta técnica é possível através da formulação de uma suspensão de romance envolvendo resorcinol-formaldeído como um único agente de coagulação que deixa para trás um carbono homogêneo sinterização auxílio após a pirólise.
Abstract
Carboneto de boro (B4. C) é um dos materiais mais difíceis em existência. No entanto, essa propriedade atraente também limita sua machineability em formas complexas de alto desgaste, alta dureza e aplicativos leves de material tais como armaduras. Para superar este desafio, fabricação aditiva negativa (AM) é empregada para produzir geometrias complexas de carbonetos de boro em diversas escalas de comprimento. Negativo AM primeiro envolve gelcasting uma suspensão em um molde de plástico 3D-impresso. O molde é então dissolvido, deixando para trás um corpo verde como uma cópia do negativo. Resorcinol-formaldeído (RF) é usado como um agente de coagulação novo porque ao contrário de hidrogel tradicional, há pouco a nenhum encolhimento, que permite a moldes extremamente complexos ser usado. Além disso, este agente de coagulação pode ser desperdiçado para deixar para trás 50 ~ wt % de carbono, que é uma ajuda de sinterização altamente efetiva para B4C. devido a esta distribuição altamente homogénea de carbono em situ dentro da matriz de4C B, a menos de 2% de porosidade pode ser alcançado após a sinterização. Este protocolo destaca detalhadamente a metodologia para a criação de perto de carboneto de boro totalmente denso peças com geometrias complexas.
Introduction
Carboneto de boro (B4. C), com um Vickers dureza de aproximadamente 38 GPa, é conhecido como o terceiro mais difícil material comercialmente disponível, atrás de diamantes (~ 115 GPa) e nitreto de boro cúbico (~ 48 GPa). Esta propriedade particular, juntamente com uma baixa densidade (2,52 g/cm3), o torna atraente para aplicações de defesa como de armaduras1. B4C também tem um alto ponto de fusão, resistência ao desgaste superior e absorção de nêutrons de alta cruz seção2,3,4. No entanto, a utilização destas propriedades mecânicas favoráveis geralmente exige B4C para ser sinterizado de alta densidade. Prensagem a quente é um método convencional para sinterização B4C a densificação completa. Esta técnica é frequentemente limitada para geometrias simples com curvatura limitada e razoavelmente uniforme de espessura. Caro e trabalhoso usinagem com corte de ferramental ou laser de diamante policristalino é necessário apresentar características mais complexas ou mais finas.
Alternativamente, técnicas forma coloidais com pressão-menos sinterização podem produzir peças de densidade quase cheia que exigem mínima a não fazer à máquina. Devido à falta de pressão externa durante a consolidação, sinterização de SIDA é normalmente adicionadas ao meio de cerâmica para aumentar a eficácia de sinterização sem pressão. Carbono é comumente usado como um auxílio de sinterização para B4C5,6,7. Várias fontes de carbono, tais como nanopartículas pós ou produtos orgânicos carbonizados de pirólise, podem ser usadas. Distribuição homogênea do carbono sinterização ajuda ao longo dos limites de grão é um fator importante para a obtenção de sinterização uniforme de B4C. Portanto, concentração de carbono e tamanho de partícula de4C B são igualmente importantes e inter-relacionados fatores para sinterização de peças de alta densidade8.
Dentre as técnicas de forma coloidais mais promissoras para a obtenção de peças de cerâmicas em forma de complexas é gelcasting. Esta técnica envolve a carcaça de uma suspensão cerâmica com um monômero orgânico em um molde que se polimeriza em situ para atuar como um gel de9,10,11. O gel serve como um ligante para formar um corpo verde com a forma do molde que é forte o suficiente para serem manipulados sem ruptura nas etapas de processamento subsequente. Anteriormente, geometrias de molde 3D impossível agora podem ser produzidas através de baixo custo baseado em polímero aditivo (AM) de fabricação técnicas como estereolitografia (SLA) e deposição fundida modelagem (FDM)12. A recente disponibilidade de impressoras 3D abriu novas possibilidades para a concepção de cerâmica com geometrias complexas.
Fabricação aditiva negativa é uma técnica que combina gelcasting com moldes 3D-impresso sacrificiais. A complexidade da peça cerâmica está diretamente relacionada com a complexidade do design do molde. Projetos de molde podem agora ser incrivelmente sofisticados com o advento do plástico impressoras 3D de alta resolução. Por exemplo, ferramentas de digitalização em 3D pode ser usado para capturar os contornos do indivíduo e ser incorporado em moldes. Usando AM negativo, leves armaduras cerâmicas sob medidas para o tamanho do corpo do indivíduo e a forma podem ser criadas. Essas personalizações de projeto podem fornecer armaduras de peso mais leves com mobilidade aprimorada para os usuários.
Outras técnicas de AM cerâmicas comuns como tinta direta escrever (DIW), sinterização seletiva a laser (SLS) e o fichário jorrando (BJ) também são eficazes em produzir as peças de cerâmicas em forma de complexos. No entanto, a maioria destas técnicas só é úteis para a produção de estruturas porosas bem e não é eficientes quando escala até peças grandes, como armadura aplicações13,14,15,16, 17. Além disso, a maioria destas técnicas não é viável para a produção de alto volume, devido às elevadas despesas. Portanto, AM negativo é uma rota preferencial e relativamente barata para produção em escala industrial de peças em grande escala.
As suspensões de4C B usadas para gelcasting devem ser baixa em viscosidade e conter um gelificante e sinterização de auxílio. Resorcinol e formaldeído são escolhidos pela sua capacidade de sofrer reações de policondensação para formar uma rede de resorcinol-formaldeído (RF), que ajuda a unir as partículas de4C B. Hidrogel tradicional usado para gelcasting limitam-se a moldes com núcleos ocos, devido o alto encolhimento interior experimentado durante a secagem do processo18. Desde que a RF é comumente usado como um aerogel, há pouco ou nenhum encolhimento, que permite o uso de moldes mais intricada em forma. Outra vantagem do uso de RF é que a taxa de gelificação pode ser controlada alterando o pH da suspensão (Figura 3). Além disso, suspensões contendo resorcina ou formaldeído podem ser preparadas em avançado e armazenados separadamente, até que estejam prontos para fundição. O mais importante, o gel de RF pode ser desperdiçado para deixar para trás 50 wt % carbono19. Esta distribuição altamente homogénea de carbono pode auxiliar a densificação da B4C para densidades quase cheia durante a sinterização. 15% em peso de RF em relação ao carboneto de boro é usado na formulação da suspensão para fornecer 7,5% em peso de carbono após pirólise da parte do elenco.
O objetivo geral deste trabalho é combinar técnicas tradicionais gelcasting com capacidade de impressão 3D barata e um único agente de coagulação para obter densidade quase cheia de carboneto de boro peças com geometrias complexas. Além de cerâmica, AM negativo pode ser aplicado a outros campos materiais para criar inteiramente novas geometrias de sistemas multi materiais. A metodologia descrita aqui expande sobre os trabalhos apresentados no Lu et al 8 e tem como objetivo fornecer um protocolo mais detalhado para a reprodução desses resultados.
Subscription Required. Please recommend JoVE to your librarian.
Protocol
Atenção: Por favor consultar com fichas de dados de segurança (SDS) de todos os materiais e usar equipamentos de proteção adequado (EPI) ao manusear materiais antes de fundição e de cura. Imina resorcinol e polietileno são conhecidos por serem tóxicos. O formaldeído é tóxico e cancerígeno20. Preparação de suspensões cerâmicas deve ser feita em exaustores de fumos químicos ou outros ambientes de trabalho adequadamente ventilados.
1. fabricação de aditiva negativa
-
Preparação de uma suspensão de duas partes de 120 mL
Nota: Uma suspensão de duas partes estará preparada para ajudar a prolongar a vida útil das suspensões antes de fundição. Uma suspensão (R-mix) irá conter o componente de resorcinol e outro (F-mistura) irá conter o componente de formaldeído. Ambas as suspensões serão misturadas juntos para formar uma suspensão final que vai iniciar o processo de gelificação.- Para criar o R-mix, começa pela dissolução de 0,88 g de imina polietileno (PEI) em 25,00 g de água usando um misturador planetário.
- Para criar um separado F-mix, dissolva 0,88 g de imina polietileno (PEI) em 16,83 g de água usando um misturador planetário.
Nota: Usar um misturador planetário a 2000 rpm pelo menos alguns minutos irá fornecer forças de corte suficientes para ajudar a dissolver o viscoso PEI, resorcinol e formaldeído e a suspender as partículas de carboneto de boro. PEI serve como agente de dispersão para as partículas de4C B - Dissolva 12,60 g de pó de resorcinol na R-mistura. A solução deve recorrer de um nublado-branco uma solução transparente clara após dissolução completa do pó da mistura.
- Adicionar 17,03 g de solução de formaldeído a mistura de F e assegurar uma mistura completa.
- Incrementalmente Adicione 5,25 g (12 incrementos até atingir 63,00 g) de pó de carboneto de boro (1500F) em ambos os R-mistura e F-mistura separadamente.
- Adicionar 6,50 g de ácido acético para o R-mix e F-mistura e assegurar uma mistura completa em cada um.
Nota: neste ponto, as suspensões de duas partes terão 42% vol. de B4C e estão prontas para ser combinada para fundição ou armazenados para uso futuro (se adequadamente seladas). Cuidado com o que se as suspensões se sentar para ~ 1 h ou mais, fixando-se partícula irá ocorrer. Certifique-se de que as partículas são resuspended aplicando profunda agitação antes de usar as suspensões. Além disso, três diferentes lotes comerciais de carbonetos de boro, 1250F, 1500F e as 3000F (nomeado de acordo com seus tamanhos aproximados malha peneirada), originalmente foram testados. Cada lote tem uma distribuição de tamanho de partícula diferente, e o lote de4C B 1500F foi encontrado para alcançar a mais alta densidade de sinterização, conforme relatado em Lu et al 8. ácido acético também podem ser adicionados antes os B4C carga de sólidos passo também, mas adicionando no final oferece melhor facilidade de manuseio, limitando os odores de ácido acético.
-
Preparação do 3D impresso moldes para fundição
- Prepare o projeto de molde em um programa de software de desenho assistido por computador (CAD).
- Imprima os moldes usando uma impressora 3D modelagem de deposição fundida (FDM) com filamentos de estireno (ABS) acrilonitrila butadieno.
Nota: Os vapores de acetona podem ser usados para suavizar a textura do molde se desejado21. O bocal sugerido e temperaturas de cama são 240 ° C e 110 ° C, respectivamente. Parâmetros como espessura de camada (0,2 mm), velocidade de extrusão e taxa de resfriamento são escolhidos para otimizar a qualidade da parte com deformações mínimas. Isto requer alguma tentativa e erro, com cada sistema de impressão exclusivo. Aconselha-se uma espessura de parede de pelo menos 1 mm. O tamanho mínimo de recurso é de 0,5 mm; no entanto, é aconselhável não para ir abaixo de 1 mm. moldes de Lu et al 8 está disponível para download online em material de apoio.
-
Combinação de suspensão de duas partes para se preparar para fundição
- Antes de combinar, agitar cuidadosamente (usando um vórtice ou misturador planetário), o R-mix com as suspensões de F-mistura individualmente para garantir a B4C partículas são bem suspensos.
- Combine o R-mix e F-mistura para obter a suspensão final.
Nota: O pH da suspensão combinada deve ser 2.8, que fornecerá cerca de 30 minutos do tempo de trabalho para eliminação de ar e convertido a suspensão final antes de gelificação começa a ocorrer. O aparecimento de gelificação pode ser observado desde o acentuado aumento na viscosidade da suspensão. - Antes de fundição, misture e aplique vácuo (20-200 torr ou 2.7-27 kPa) para a mistura final de suspensão para cerca de 10 minutos remover as bolhas de ar sem ferver a água. Isso pode ser feito usando uma placa de agita a 200-300 rpm com um frasco de vácuo.
-
Gelcasting
- Imediatamente despeje os moldes 3D-impresso a suspensão de ar.
- Coloque os moldes dentro de um recipiente de vidro fechado para evitar a perda de umidade durante o processo de cura.
- Coloque o recipiente selado com os moldes em um forno de 60-80 ° C para iniciar o processo de cura.
- Permitir que os moldes curar pelo menos 8 horas para as peças que estão na escala de comprimento ou possivelmente mais para moldes maiores com vários centímetros.
-
Dissolução dos moldes para obter corpos verdes
- Retire o recipiente selado com os moldes do forno e deixe-a esfriar a temperatura ambiente.
- Adicione suficiente acetona dentro do recipiente até que o molde é totalmente submersa. A quantidade irá variar dependendo do tamanho e volume do molde usado (geralmente ~ 100 mL de acetona para um molde que é 50 cm3 em dimensão).
Nota: Este processo pode demorar até 2-4 dias dependendo do volume de plástico que precisa ser dissolvida fora. Mínima agitação do banho de acetona ou aquecendo ligeiramente a 40 ° C pode ajudar a acelerar o processo. Execute o cuidado quando aquecimento banho de acetona, pois é uma química de inflamável e pode tornar-se explosiva quando combinado com o ar em determinadas escalas de composição. - Extraia o corpo verde livre do banho de acetona depois o plástico ABS é dissolvido afastado.
Nota: Após o RF é curado, o molde pode ser dissolvido fora para obter um corpo sólido verde em forma de uma cópia negativa da geometria do molde interno. Este corpo verde deve ser suficientemente forte para sobreviver gentil e cuidadosa manipulação nas etapas subsequentes de pós-processamento sem quebrar. - Coloque os corpos verdes em estufa a 80 ° C para garantir a completa secagem e remoção de toda a umidade.
Nota: O tempo de secagem varia de acordo com o volume do corpo verde. Deixando a parte seca durante a noite (> 8 horas) é suficiente para tamanhos de corpo verde, menos de 1000 cm3. Não há mal nenhum em ressecamento.
2. carbonização
- Após a secagem, coloque cada corpo verde em um tubo de quartzo de 2 polegadas, forrado com folha de grafite e colocá-los em uma fornalha com fluindo gás [250 padrão centímetros cúbicos de ar (SCCM) consistindo de 4 wt % H2(g) e 96 wt % Ar(g) para criar uma atmosfera redutora durante a tratamento de pirólise].
- Aqueça os corpos verdes dentro do forno em 5 ° C/min até 1050 ° C e segure por 3 horas.
Nota: Os corpos de gel-elenco verdes terão 15% em peso de RF em relação a B4C e irão fornecer cerca de 7,5% em peso de carbono após o processo de pirólise. Este processo remove grande parte do resíduo de resorcinol-formaldeído e severamente contaminará a fornalha se nenhuma armadilha é usada. - Certifique-se de que os corpos verdes saiam uniformemente mais escuros na cor, indicando a presença de carbono provenientes do tratamento de pirólise.
3. sinterização
Nota: Após a sinterização, a aspereza de superfície das amostras de irá melhorar um pouco em comparação com a rugosidade da superfície dos moldes utilizados. Esta é uma consequência do vol. 57-58% do encolhimento das amostras de sinterização.
- Coloque as partes carbonizadas em um forno de grafite com vácuo backfilled flui o gás hélio (420 SCCM) para sinterização. Aplica o SCCM 280 nas janelas da frente e pirômetro e SCCM 140 diretamente na câmara de amostra com uma pressão de entrada de ~ 170 kPa.
- Aquecer o forno a 2290 ° C (20 K/min até 2000 ° C depois de 3 K/min 2290 ° c) e segure por 1 hora atingir o ideal densificação das partes.
Nota: A densidade de Arquimedes é uma técnica comum e rápida para medir a densidade das peças sinterizadas de carboneto de boro. Kits de densidade de Arquimedes podem ser adicionados para balança analítica balança medir a densidade das amostras ou manualmente determinado22. Carboneto de boro com 7,5% em peso de carbono terá uma densidade máxima teórica (DTM) de 2,49 g/cm3. Peças sinterizadas 2290 ° c desta metodologia resultará em 2,43 ± 0,01 g/cm3 que é 97.6 ± 0,4% DTM.
Subscription Required. Please recommend JoVE to your librarian.
Representative Results
Seguindo o procedimento descrito (Figura 1), partes do complexo em forma de carboneto de boro com carbono (B4C/C) podem ser sinterizadas até 97.6 ± 0,4% da densidade máxima teórica com dureza de um Vicker de 23.0 ± 1,8 GPa8. Vários exemplos de peças sinterizadas de C/C de4B são demonstrados (Figura 2). Estes exemplos mostram as características texturais bem que podem ser copiadas através da técnica de gelcasting. Isto é vantajoso para a criação de peças que exigem recursos precisos de meso-escala. Reologia da final suspensão B4C foi determinada por diferentes pHs. Uma suspensão de pH 2.8 foi medida como tendo a menor viscosidade para mais de 20 minutos, que é adequada para a mistura de aeração e carcaça (Figura 3).
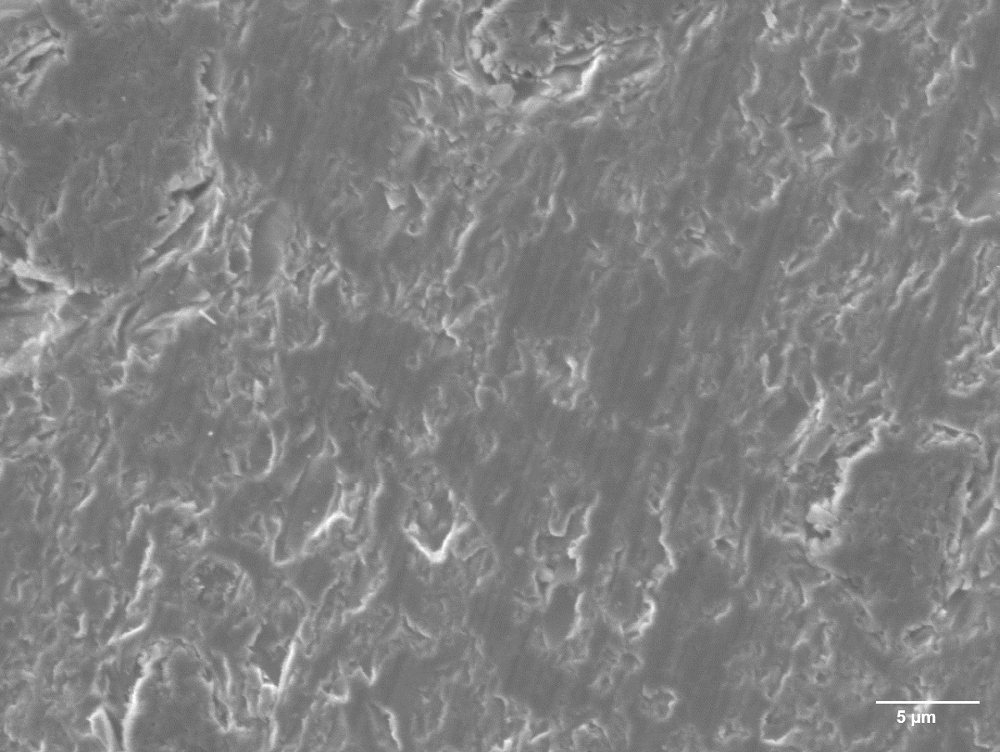
Microscópio eletrônico de varredura mais indicado que o uniformes redes de carbono são revestidas em partículas de4C a B após a pirólise de RF (Figura 4A e 4B). Depois de fundição e pós-calor etapas de tratamento, caracterização usando difração de raios x (XRD) confirmaram a evolução de carbono como grafite (Figura 4). Imagem microestrutural de uma amostra de carboneto de boro totalmente sinterizada revelou baixa porosidade na parte final, que é altamente desejável (Figura 5).

Figura 1 : Representação de todo o processo AM negativo para a produção high-density complexo em forma de carbonetos de boro. Este esquema fornece uma visão geral passo a passo do processo de fabricação inteira, de impressão 3D do molde a sinterização da peça cerâmica final. Esta figura foi modificada com a permissão de Lu et al 8. clique aqui para ver uma versão maior desta figura.

Figura 2 : Complexo B em forma sintetizado 4 C/C peças com > 97% de densidade preparado a partir de negativo AM. (a) Gyroid; (b) celta do nó; (c) cúbico Lattice. A ligeira diferença textural para cada forma é devido a diferenças na qualidade dos moldes 3D-impresso usado (regiões escuras pretas são resíduos de carbono deixados na superfície após a pirólise dos moldes e pode ser raspadas). Esta figura foi modificada com a permissão de Lu et al 8. clique aqui para ver uma versão maior desta figura.

Figura 3 : Reologia da suspensão final B4C. (a) viscosidade complexa em função do tempo para suspensões de pH diferente com B4C e resorcinol-formaldeído. Espessamento é definido como a viscosidade, a 1 Pa∙s. (b) tempo para alcançar o espessamento para as suspensões de pH diferentes. Esta figura foi modificada com a permissão de Lu et al 8. um rheometer com anexado placas circulares paralelas em uma frequência constante de tensão e 1 Hz de oscilação de 30% foi usado para medir a viscosidade complexa. Todas as amostras foram medidas à temperatura, à excepção de uma amostra de pH 2.8, onde a câmara de temperatura ambiental no instrumento foi utilizada para fornecer calor (16,2 ° C/min) até 80 ° C foi atingido. Clique aqui para ver uma versão maior desta figura.

Figura 4 : Microscopia eletrônica de varredura e XRD foram usados para identificar a presença de rede de carbono dentro da matriz de carboneto de boro após RF gel pirólise. Partículas de carboneto de boro 1500F (a) sem o revestimento de carbono e (b) com revestimento de carbono 7,5 wt % são mostradas. (c) XRD das fases de tratamento térmico diferente do B4C conversão. Esta figura foi modificada com a permissão de Lu et al 8. espectros XRD foram coletados em um Difratômetro de raios-x. Amostras foram montadas em uma argila do polímero e niveladas horizontalmente. Um LynxEye 1-dimensional linear Si tira detector foi usado com uma fenda de divergência variável de 6 mm e uma fenda de antidispersão de 0,5 °. A fonte foi a radiação Cu Ni-filtro (λ = 1.5406 Å) a partir de um tubo de raio x selada operava em 40 kV e 40 mA. A fonte e o detector foram pisou digitalizado juntos em ângulos fixos da amostra com um combinado 2 θ de 20-80° a uma taxa de 0,02 ° / s. algoritmos pós-processamento do software de análise XRD foram usados para descascar afastadas contribuições de ruído de fundo e o Radiação de K-alfa 2. Um microscópio eletrônico de varredura em 10,0 kV acelerando a tensão sobre o modo de elétron secundário foi usada para partículas de imagem o B4C. Clique aqui para ver uma versão maior desta figura.

Figura 5 : Uma superfície de serra de corte transversal de uma amostra de carboneto de boro aglomerado 1500F 2290 ° C ~ 97% densidade. Esta figura foi modificada com a permissão de Lu et al 8. clique aqui para ver uma versão maior desta figura.
Subscription Required. Please recommend JoVE to your librarian.
Discussion
A metodologia de fabricação de aditiva negativa descrita no protocolo permite complexa de carboneto de boro em forma de peças a ser produzido em densidade quase completa após a sinterização a uma temperatura ideal de 2290 ° C. Os primeiros passos de diversos relacionados com a preparação e fundição são os mais críticos para a geração de um elenco com defeitos mínimos de alta qualidade. Se a viscosidade da suspensão é muito alta, mistura pobre irá ocorrer. A porosidade da peça sinterizada também é afetada, uma vez que o aumento da viscosidade dificulta a remoção de bolha de ar. Se a suspensão final está inativo por muito tempo após a mistura e de aeração, o aumento da viscosidade será problemático para o preenchimento de pequenas cavidades em moldes 3D-impresso de forma irregular.
Outra questão a ter em conta é que Stoke está se adaptando efeito as suspensões aquosas. Se a viscosidade da suspensão é suficientemente baixa após a fundição e queremos não imediatamente curada, partículas de carboneto de boro nas suspensões, causando um gradiente de concentração nos órgãos verdes. Impropriamente peças fundidas deformará, com encolhimento maior na parte superior em comparação ao fundo durante a sinterização. Para resolver esse problema, carboneto de boro com distribuições de tamanho de partícula multimodais podem ser utilizado para minimizar problemas de encolhimento não uniforme durante a sinterização. A taxa de gelificação de RF, que é altamente dependente do pH e temperatura da mistura, é outro fator importante a considerar. Maior pH e temperaturas correspondem a cinética de polimerização mais rápida, que será observada como um aumento na viscosidade da suspensão. Reduzir o pH da suspensão permite que para o tempo de trabalho durante a fundição e também para curar para ser iniciada instantaneamente como um conjunto termal.
Embora AM negativa é uma técnica facilmente dimensionável para produção de elevado volume de grandes partes de forma complexas, este método é limitado em produzir as peças em miniatura. Corpos verdes de todos os moldes de cerâmicas tem uma inerente força verde. A força verde de uma parte do elenco será fraca se as dimensões são suficientemente pequenas. Por exemplo, um corpo verde, menos de 1 mm de espessura quebrará facilmente partir o encolhimento interno salienta durante o processo de cura após a fundição, em comparação com um corpo verde que é maior que 10 mm de espessura. Portanto, rigidez e a elasticidade do material molde são parâmetros importantes desde que tensões de retração superiores irão ocorrer se for usado um molde mais rígido, devido à expansão térmica do molde do tratamento térmico a 80 ° C. Nós demonstramos que moldes relativamente macios como hexanodiol diacrylate (HDDA) podem ser usados para produzir grades altamente ordenadas com ~ 100 µm tamanhos de recurso sem ruptura e para a criação de meso-escala compósitos8,23.
Em conclusão, AM negativa é uma técnica simples que combina gelcasting com impressão em 3D plástico barato para produzir peças de cerâmicas em forma de complexos. A vantagem da metodologia descrita aqui é sua capacidade de escala para produção de alto volume sendo rentável. Trabalho futuro incluirá superior B4C carga de sólidos em suspensão para limitar o encolhimento durante a sinterização. Teste mecânico está também em curso avaliar as propriedades de resistência destes materiais. Não obstante, AM negativo não está limitado a apenas os materiais e sistemas apresentados no presente protocolo. Vários agentes de coagulação e moldes 3D-impresso de outras técnicas de AM ou de materiais também podem ser usados. Por exemplo, et al . Franchin 24 criados moldes porosos modelo sacrificial com ácido polyactic (PLA) usando geopolímeros como o componente inorgânico. Esses modelos de sacrifício PLA termicamente podem ser removidos quando desejar24. Portanto, a técnica geral descrita neste protocolo pode ser aplicada a um vasto domínio dos materiais, que abrirá novas possibilidades para o desenvolvimento em massa de cerâmica em forma de complexos, metais e outros sistemas compostos.
Subscription Required. Please recommend JoVE to your librarian.
Disclosures
Os autores não têm nada para divulgar.
Acknowledgments
Este trabalho foi realizado sob os auspícios do departamento de energia dos EUA por Lawrence Livermore National Laboratory sob contrato DE-AC52-07NA27344. Lançamento IM LLNL-JRNL-750634.
Materials
| Name | Company | Catalog Number | Comments |
| Boron carbide powder 1250F | Tetrabor Ceramics | Lot 211M419 | >96% purity |
| Boron carbide powder 1500F | Tetrabor Ceramics | Lot 209M102/9 | >96% purity |
| Boron carbide powder 3000F | Tetrabor Ceramics | Lot 111m53/9 | >96% purity |
| Polyethylene Imine (PEI) | Sigma Aldrich | MKBP3417V | Averaged MW ~25,000 by L.S. |
| Resorcinol | Sigma Aldrich | MKBG6751V | BioXtra, ≥99% |
| Formaldehyde | Fisher Scientific | F79-1 | 37% by weight; Stabilized with 10-15% Methanol |
| Acetic Acid | Sigma Aldrich | SKU 695092 | Glacial ≥99.7% |
| Acetone | Sigma Aldrich | SKU 179124 | ACS Reagent Grade ≥99.5% |
| Water | LLNL In-house (Milli-Q) | ||
| Planetary Mixer | Thinky | AR-250 | Fits 150mL and 300mL Thinky containers |
| Acrylonitrile butadiene styrene (ABS) plastic filament | eSUN | Natural color | |
| Taz 6 (3D printer) | Lulzbot | FDM 3D printer | |
| 4%H2/96%Ar gas | Air Gas | UHP | 4% Hydrogen, balanced Argon |
| Helium gas | Air Gas | UHP | Helium |
| Heating oven | Neytech | Vulcan 9493308 | Oven for 80 °C curing |
| Quartz tube furnace | Applied Test Systems, Inc. | LEA 05-000075 | Furnace for 1050 °C carbonization |
| Graphite furnace | Thermal Technology LLC | Sintering furnace | |
| Scanning Electron Microscope (SEM) | Jeol | JSM-7401F | |
| pH meter | Thermo Scientific | Orion 4 Star | calibrated with buffer standards |
| Rheometer | TA Instrument | AR2000ex | For measurement of viscosity |
| X-ray Diffractometer (XRD) | Bruker | AX D8 Advanced | |
| Analytical balance | Mettler Toledo | XS104 | |
| Bruker EVA | XRD Analysis Software |
References
- An, Q. Prediction of superstrong τ -boron carbide phase from quantum mechanics. Physical Review B. 95 (10), 100101 (2017).
- Thévenot, F. Boron carbide - A comprehensive review. Journal of the European Ceramic Society. 6, 205-225 (1990).
- Lee, H., Speyer, R. F. Pressureless sintering of boron carbide. Journal of the American Ceramic Society. 86, 1468-1473 (2003).
- Deng, J. X. Erosion wear of boron carbide ceramic nozzles by abrasive air-jets. Materials Science and Engineering: A. 408, 227-233 (2005).
- Schwetz, K. A., Grellner, W. The influence of carbon on the microstructure and mechanical properties of sintered boron-carbide. Journal of Less-Common Metals. 82, 37-47 (1981).
- Elektroschmelzwerk Kempten Gmbh. Process for the production of dense sintered shaped articles of polycrystalline boron carbide by pressureless sintering. US. Schwetz, K. A., Vogt, G. , 4195066 (1980).
- Suzuki, H., Hase, T., Maruyama, T. Effect of carbon on sintering of boron carbide. Journal of the Ceramic Association, Japan. 87, 430-433 (1979).
- Lu, R., et al. Complex shaped boron carbides from negative additive manufacturing. Materials & Design. 148, 8-16 (2018).
- Omatete, O. O., Janney, M. A., Nunn, S. D. Gelcasting: From laboratory development toward industrial production. Journal of the European Ceramic Society. 17, 407-413 (1997).
- Yang, J., Yu, J., Huang, Y. Recent developments in gelcasting of ceramics. Journal of the European Ceramic Society. 31, 2569-2591 (2011).
- Gilissen, R., Erauw, J. P., Smolders, A., Vanswijgenhoven, E., Luyten, J. Gelcasting a near net shape technique. Materials & Design. 21, 251-257 (2000).
- Travitzky, N., et al. Additive manufacturing of ceramic-based materials. Advanced Engineering Materials. 16, 729-754 (2014).
- Zocca, A., Colombo, P., Gomes, C. M., Gunster, J. Additive Manufacturing of Ceramics: Issues, Potentialities, and Opportunities. Journal of the American Ceramic Society. 98, 1983-2001 (2015).
- Deckers, J., Vleugels, J., Kruthl, J. P. Additive Manufacturing of Ceramics: A Review. Journal of Ceramic Science and Technology. 5, 245-260 (2014).
- Costakis, W. J., Rueschhoff, L. M., Diaz-Cano, A. I., Youngblood, J. P., Trice, R. W. Additive manufacturing of boron carbide via continuous filament direct ink writing of aqueous ceramic suspensions. Journal of the European Ceramic Society. 36, 3249-3256 (2016).
- Colombo, P., Schmidt, J., Franchin, G., Zocca, A., Gunster, J. Additive manufacturing techniques for fabricating complex ceramic components from preceramic polymers. American Ceramic Society Bulletin. 96, 16-23 (2017).
- Olsson, A., Hellsing, M. S., Rennie, A. R. New possibilities using additive manufacturing with materials that are difficult to process and with complex structures. Physica Scripta. 92, 053002 (2017).
- Dhara, S., Kamboj, R. K., Pradhan, M., Bhargava, P. Shape forming of ceramics via gelcasting of aqueous particulate slurries. Bulletin of Materials Science. 25, 565-568 (2002).
- Lewicki, J. P., Fox, C. A., Worsley, M. A. On the synthesis and structure of resorcinol-formaldehyde polymeric networks - Precursors to 3D-carbon macroassemblies. Polymer. 69, 45-51 (2015).
- Swenberg, J. A., et al. Formaldehyde Carcinogenicity Research: 30 Years and Counting for Mode of Action, Epidemiology, and Cancer Risk Assessment. Toxicologic Pathology. 41, 181-189 (2013).
- Kuo, C. C., Chen, C. M., Chang, S. X. Polishing mechanism for ABS parts fabricated by additive manufacturing. The International Journal of Advanced Manufacturing Technology. 91, 1473-1479 (2017).
- Kires, M. Archimedes' principle in action. Physics Education. 42, 484-487 (2007).
- Zheng, X., et al. Design and optimization of a light-emitting diode projection micro-stereolithography three-dimensional manufacturing system. Review of Scientific Instruments. 83, 125001 (2012).
- Franchin, G., Colombo, P. Porous Geopolymer Components through Inverse Replica of 3D Printed Sacrificial Templates. Journal of Ceramic Science and Technology. 6, 105-111 (2015).

{kind=link}