

Summary
En metode kaldet negative additive manufacturing bruges til at producere nær fuldt tætte komplekse formet borcarbid dele af forskellige længdeskalaer. Denne teknik er muligt via udarbejdelsen af en roman suspension involverer resorcinol-formaldehyd som et unikt geldannende agent, der efterlader en homogen carbon sintring støtte efter pyrolyse.
Abstract
Borcarbid (B4C) er en af de hårdeste materialer i eksistens. Denne attraktive ejendom begrænser imidlertid også sin machineability til komplekse figurer højt slid, høj hårdhed og letvægts materiale applikationer såsom armors. For at overvinde denne udfordring, er negative additive manufacturing (AM) ansat til at producere komplekse geometrier for boron metalcarbider på forskellige længdeskalaer. Negative AM indebærer først gelcasting en suspension i en 3D-trykt plast støber. Formen er derefter opløst væk, efterlader en grøn krop som en negativ kopi. Resorcinol-formaldehyd (RF) bruges som en roman geldannende agent, fordi i modsætning til traditionelle hydrogels, der er lidt at ingen svind, hvilket giver mulighed for ekstremt komplekse forme skal anvendes. Desuden, denne geldannende agent kan være pyrolyzed for at efterlade ~ 50 wt % kulstof, som er en yderst effektiv sintering støtte til B4C. på grund af denne meget homogen fordeling i situ kulstof i B4C matrix, mindre end 2% porøsitet kan opnås efter sintring. Denne protokol fremhæver detaljeret metode til at skabe nær fuldt tætte borcarbid dele med meget komplekse geometrier.
Introduction
Borcarbid (B4C), med en Vickers hårdhed på ca 38 GPa, er kendt som den tredje sværeste kommercielt tilgængelige materiale bag diamant (~ 115 GPa) og kubisk bornitrid (~ 48 GPa). Denne særlige egenskab, sammen med en lav befolkningstæthed (2,52 g/cm3), gør det attraktivt for forsvar applikationer såsom armors1. B4C har også et højt smeltepunkt, overlegen slidstyrke og høje neutronindfangning tværs afsnit2,3,4. Udnyttelse af disse gunstige mekaniske egenskaber kræver dog typisk B4C at være sintret til en høj tæthed. Varme presserende er en konventionel metode til sintring B4C til fuld fortætning. Denne teknik er ofte begrænset til simpel geometrier med begrænset krumning og ensartet forholdsvis tykkelse. Dyrt og arbejdskrævende bearbejdning med polykrystallinske diamant værktøjer eller laser opskæring er forpligtet til at indføre finere eller mere komplekse funktioner.
Alternativt, kolloid danner teknikker med pres-mindre sintring kan producere nær fuld tæthed dele, som kræver minimal til nogen bearbejdning. På grund af manglende eksterne pres under konsolidering tilføjes sintring aids normalt til det keramiske medie til at øge effektiviteten af pressureless sintring. Carbon er almindeligt anvendt som en sintering støtte til B4C5,6,7. Forskellige CO2-kilder, såsom nanopartikel pulvere eller forkullede organics fra pyrolyse, kan anvendes. Homogen fordeling af kulstof sintring støtte langs korn grænser er en vigtig faktor for at opnå ensartet sintring af B4C. Derfor er CO2 koncentration og B4C partikelstørrelse er også vigtige og indbyrdes forbundne faktorer til sintring dele til høj massefylde8.
En af de mest lovende kolloid danner teknikker for at opnå komplekse formede keramiske dele er gelcasting. Denne teknik indebærer støbning en keramisk suspension med en økologisk monomer i en støbeform, der polymeriserer i stedet for at fungere som en gel9,10,11. Gelen fungerer som et bindemiddel til at danne en grøn krop i form af skimmel, der er stærk nok til at blive behandlet uden brud i efterfølgende behandlingstrin. Tidligere kan umuligt 3D skimmel geometrier nu produceres gennem lavpris-polymer-baserede additive manufacturing (AM) teknikker som stereolithography (SLA) og sammenvokset deposition modellering (FDM)12. De seneste tilgængelighed af 3D-printere har åbnet nye muligheder for at designe keramik med yderst komplekse geometrier.
Negative additive manufacturing er en teknik, der kombinerer gelcasting med hellige 3D-trykt forme. Den keramiske del kompleksitet er direkte relateret til kompleksiteten af skimmel design. Skimmel design kan nu være utroligt sofistikeret med fremkomsten af høj opløsning plast 3D printere. 3D scanning værktøjer kan eksempelvis bruges til at fange en persons konturer og indarbejdes i forme. Ved hjælp af negative AM, kan letvægts keramiske armors skræddersyet til enkeltperson kropsstørrelse og form oprettes. Sådan design tilpasninger kan give lettere vægt armors med øget mobilitet for brugere.
Andre fælles keramiske AM teknikker som direkte blæk skrive (DIW), selektiv laser sintring (SLS), og binder jetting (BJ) er også effektive til at producere komplekse formede keramiske dele. Men de fleste af disse teknikker er kun nyttig for at producere fine porøse strukturer og er ikke effektive, når skalering op til store dele, såsom rustning programmer13,14,15,16, 17. desuden de fleste af disse teknikker er ikke muligt for høj volumen produktion på grund af høje udgifter. Derfor er negative AM en foretrukne og relativt billig rute til industriel produktion af store dele.
B4C suspensioner anvendes til gelcasting skal være lavt i viskositet og indeholde en geldannende agent og sintring støtte. Resorcinol og formaldehyd er udvalgt for deres evne til at gennemgå polykondensation reaktioner til at danne en resorcinol-formaldehyd (RF) netværk, som hjælper med at binde B4C partikler sammen. Traditionelle hydrogels anvendes til gelcasting er begrænset til forme med hule kerner på grund af den høje indad svind erfarne under tørring proces18. Da RF er almindeligt anvendt som en aerogel, er der lidt at ingen svind, der tillader brug af mere kringlet formet forme. En anden fordel ved hjælp af RF er, at gellation satsen kan kontrolleres ved at ændre pH i suspension (figur 3). Derudover kan opslæmninger indeholdende enten resorcinol eller formaldehyd tilberedes i avanceret og opbevares særskilt, indtil de er klar til støbning. Vigtigst, kan RF gel være pyrolyzed for at efterlade 50 wt % kulstof19. Denne meget homogen fordeling af kulstof kan støtte fortætning af B4C til nær-fuld tætheder under sintring. 15 wt % af RF i forhold til borcarbid bruges i formuleringen af suspension til at give 7,5 wt % kulstof efter pyrolyse af støbt dele.
Det overordnede mål for dette arbejde er at kombinere traditionel gelcasting teknikker med billig 3D trykning kapaciteter og en unik geldannende agent at opnå nær fuld tæthed borcarbid dele med meget komplekse geometrier. Ud over keramik, kan negative AM anvendes til andre materielle felter for at oprette helt nye geometrier multi materielle systemer. Den metode beskrevet her udvider på arbejde præsenteret i Lu et al. 8 og sigter på at give en mere detaljeret protokol gengivelse disse resultater.
Subscription Required. Please recommend JoVE to your librarian.
Protocol
Forsigtig: Venligst rådføre sig med sikkerhedsdatablade (SDS) af alle materialer, og bære passende beskyttelsesudstyr (PPE), når du håndterer materialer før støbning og hærdning. Resorcinol og polyethylen imine er kendt for at være giftige. Formaldehyd er giftige og kræftfremkaldende20. Forberedelse af keramiske suspensioner bør ske i kemiske fume emhætter eller andre ordentligt ventileret arbejdsmiljøer.
1. negative tilsætningsstof fremstillingsindustrien
-
Forberedelse af en 120 mL todelt suspension
Bemærk: En to-delt suspension vil være parat til at hjælpe forlænge holdbarheden af suspensioner før støbning. En suspension (R-mix) vil indeholde komponenten resorcinol, og andre (F-mix) vil indeholde formaldehyd komponent. Begge suspensioner vil blive blandet sammen for at danne en endelige suspension, der vil indlede en proces, gellation.- Hvis du vil oprette R-mix, begynde ved at opløse 0,88 g af polyethylen imine (PEI) i 25.00 g vand ved hjælp af en planetary mixer.
- Hvis du vil oprette en separat F-mix, 0,88 g polyethylen imine (PEI) opløses i 16.83 g af vand ved hjælp af en planetary mixer.
Bemærk: Brug en planetary mixer ved 2000 rpm i mindst flere minutter vil give tilstrækkelig klipning styrker at hjælpe opløse den tyktflydende PEI, resorcinol og formaldehyd, og at suspendere borcarbid partikler. PEI fungerer som de sprede agent for B4C partikler - 12.60 g resorcinol pulver opløses i R-mix. Løsningen skal slå fra en overskyet-hvid til en klart gennemskuelig løsning efter fuldstændig opløsning af pulver fra blanding.
- Tilføje 17,03 g formaldehyd løsning til F-mix og sikre fuldstændig opblanding.
- Gradvist tilføje 5,25 g (12 intervaller indtil nå 63.00 g) af borcarbid pulver (1500F) i både R-mix og F-Bland separat.
- Tilføje 6,50 g eddikesyre til R-mix og F-mix og sikre fuldstændig blanding i hver.
Bemærk: på dette tidspunkt, to-delt suspensioner vil have 42 vol % B4C og er klar til at kombineres til støbning eller gemt til fremtidig brug (hvis tilstrækkeligt forseglet). Pas på, at hvis suspensioner sidde for ~ 1 h eller mere, partikel afregning vil ske. Sikre, at partiklerne er genopslemmes ved at anvende grundig agitation før du bruger suspensioner. Også, tre forskellige kommercielle partier af boron carbider, 1250F, 1500F og 3000F (opkaldt efter deres omtrentlige sigtede maskestørrelser), blev oprindeligt testet. Hvert parti har en anden partikelstørrelsesfordeling, og 1500F B4C parti blev anset for at opnå den højeste sintering tæthed, som rapporteret i Lu et al. 8. eddikesyre kan også tilføjes før B4C stoffer lastning skridt så godt, men tilføje i slutningen tilbyder bedre nem håndtering ved at begrænse eddikesyre lugte.
-
Forberedelse af 3D trykt forme til støbning
- Forberede skimmel design i en computer-aided design (CAD) programmel plan.
- Udskrive formene benytter en smeltet Deposition modellering (FDM) 3D printer med acrylonitril butadien styren (ABS) filamenter.
Bemærk: Acetone dampe kan bruges til at udjævne skimmel tekstur, hvis det ønskes21. Den foreslåede dyse og bed temperaturer er 240 ° og 110 ° C, henholdsvis. Parametre såsom lagtykkelse (0.2 mm), ekstrudering hastighed og afkøling hastighed er valgt til at optimere kvaliteten af del med minimum deformationer. Det kræver nogle trial and error med hver unik printer system. En vægtykkelse på mindst 1 mm anbefales. Den mindste funktion størrelse er 0,5 mm; dog foreslås det ikke for at gå under 1 mm. forme fra Lu et al. 8 er tilgængelig for download online i støttemateriale.
-
Kombination af to-del suspension at forberede støbning
- Før kombinere, grundigt agitere (ved hjælp af en vortex eller planetary mixer) R-mix med F-mix suspensioner individuelt at sikre B4C partikler er godt suspenderet.
- Kombinere R-mix og F-mix for at opnå den endelige suspension.
Bemærk: pH af kombinerede suspensionen bør være 2,8, som vil give omkring 30 minutter af arbejdstiden til at fjerne luft og kastede den endelige suspension inden gellation starter forekommende. Udbrud af gellation kan observeres fra den kraftige stigning i viskositet af suspensionen. - Før støbning, blande og anvende vakuum (20-200 torr eller 2.7-27 kPa) til den endelige suspension blanding i ca 10 minutter for at fjerne luftbobler uden kogende vand. Dette kan opnås ved hjælp af en omrøring plade ved 200-300 rpm med et tomrum krukke.
-
Gelcasting
- Straks hældes de-luftet suspension i 3D-trykt formene.
- Placer forme inde i et forseglet glasbeholder til at forhindre fugttab under hærdning processen.
- Plads i lukket beholder med skimmelsvampe i en 60-80 ° C ovn at indlede en hærdning proces.
- Tillad kaster til at helbrede i mindst 8 timer for dele, der er adskillige centimeter i længden skala eller eventuelt længere for større forme.
-
Opløsning af forme til få grønne organer
- Fjerne den lukket beholder med formene ud af ovnen og lad det køle til stuetemperatur.
- Tilføje nok acetone i containeren, før formen er fuldt nedsænket. Beløbet varierer afhængigt af størrelsen og omfanget af formen anvendes (generelt ~ 100 mL af acetone for en skimmelsvamp, der er 50 cm3 i dimension).
Bemærk: Denne proces kan tage op til 2-4 dage afhængigt af mængden af plast, der skal være opløst væk. Minimal agitation af acetone bad eller varme det lidt til 40 ° C kan hjælpe med at fremskynde processen. Udføre forsigtighed, når varme acetone bad, da det er en kemisk brandfarlige og kan blive eksplosive, når kombineret med luft i visse intervaller, sammensætning. - Uddrag den gratis grøn krop fra acetone bad efter ABS-plast er opløst væk.
Bemærk: Efter RF er helbredt, formen kan opløses væk for at opnå en solid grøn krop formet som en negativ kopi af indvendige skimmel geometri. Denne grønne organ bør være stærk nok til at overleve blid og forsigtig håndtering i de efterfølgende efterbehandling skridt uden at knække. - Placer de grønne organer i en ovn ved 80 ° C for at sikre komplet tørring og fjernelse af alle fugt.
Bemærk: Tørretiden varierer afhængigt af omfanget af den grønne kroppen. Forlader del at tørre natten over (> 8 timer) er tilstrækkelig for grønne kroppen størrelser mindre end 1000 cm3. Der er ingen skade i over tørring.
2. forkoksning
- Efter tørring, placere hver grøn krop i en 2-tommer kvarts rør foret med grafit folie og læg dem i en ovn med strømmende gas [250 standard kubikcentimeter luft (SCCM) bestående af 4 wt % H2(g) og 96 wt % Ar(g) til at oprette en reducerende atmosfære under de pyrolyse behandling].
- Varme grønne organer inde i ovnen ved 5 ° C/min. indtil 1050 ° C og holde i 3 timer.
Bemærk: Gel-cast grønne organer vil have 15 wt % af RF i forhold til B4C og vil give omkring 7,5 wt % CO2 efter pyrolyse proces. Denne proces fjerner meget af resten, resorcinol-formaldehyd og bliver alvorligt forurene ovnen, hvis ikke anvendes. - Sikre, at de grønne organer kommer jævnt mørkere i farven, hvilket indikerer tilstedeværelsen af CO2 fra pyrolyse behandling.
3. sintring
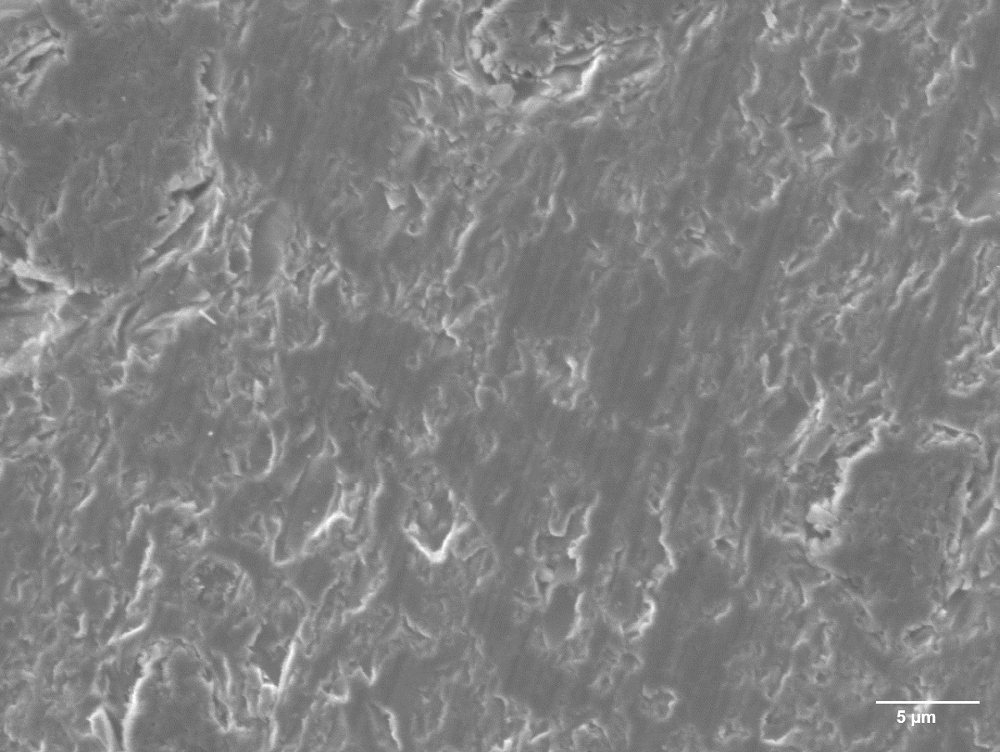
Bemærk: Efter sintring, overfladeruhed af prøverne vil forbedre lidt i forhold til overfladeruhed af formene anvendes. Dette er en konsekvens af 57-58 vol % svind af prøver fra sintring.
- Placer de forkullede dele i en grafitovn med vakuum tilbagefyldt flydende helium gas (420 SCCM) til sintring. Anvende 280 SCCM til front og pyrometer vinduer og 140 SCCM direkte ind i prøve salen med en indgangstryk på ~ 170 kPa.
- Opvarme ovnen til 2290 ° C (20 K/min. til 2000 ° C derefter 3 K/min. til 2290 ° C) og hold i 1 time for at opnå optimal fortætning af delene.
Bemærk: Arkimedes tæthed er en fælles og hurtig teknik til at måle tætheden af sintret borcarbid dele. Archimedes tæthed kits kan tilføjes på Analysevægt skalaer for at måle tætheden af prøver eller manuelt bestemmes22. Borcarbid med 7,5 wt % CO2 vil have en teoretisk maksimal tæthed (TMD) af 2,49 g/cm3. Dele sintret ved 2290 ° C fra denne metode vil resultere i 2.43 ± 0,01 g/cm3 , som er 97.6 ± 0,4% TMD.
Subscription Required. Please recommend JoVE to your librarian.
Representative Results
Efter den skitserede procedure (figur 1), komplekse formet borcarbid dele med kulstof (B4C/C) kan være sintret 97.6 ± 0,4% af teoretiske max tæthed med en Vicker hårdhed på 23,0 ± 1.8 GPa8. Flere mulige eksempler på sintret B4C/C dele er vist (figur 2). Disse eksempler viser, den fine stoflige egenskaber, der kan kopieres af gelcasting teknikken. Dette er en fordel for oprettelse af dele, der kræver præcis meso-skala funktioner. Reologi af endelige B4C suspensionen blev der fastsat forskellige pHs. En pH 2.8 suspension blev målt som har den laveste viskositet i over 20 minutter, som er tilstrækkelig til at blande, at lufte og støbning (figur 3).
Yderligere scanning Elektron Mikroskopi er angivet at ensartede net af kulstof er belagt på B4C partikler efter pyrolyse af RF (figur 4A og 4B). Efter støbning og efter varme behandling trin, karakterisering ved hjælp af røntgen diffraktion (XRD) bekræftede evolution af kulstof som grafit (figur 4 c). Mikrostrukturanalyse billede af en fuldt sintret borcarbid prøve afslørede lav porøsitet i den sidste del, som er meget ønskeligt (figur 5).

Figur 1 : Skildring af hele negative AM processen for at producere høj densitet kompleks formet boron metalcarbider. Denne skematiske giver en trinvis oversigt over hele opdigte oparbejde, fra 3D-print af mold til sintring af den endelige keramiske del. Dette tal er blevet ændret med tilladelse fra Lu et al. 8. venligst klik her for at se en større version af dette tal.

Figur 2 : Sintered komplekse formet B 4 C/C dele med > 97% tæthed forberedt fra negative AM. (a) Gyroid; b keltiske knude; c cubic gitter. Den lille stoflige forskel for hver figur er på grund af forskelle i kvaliteten af de 3D-trykt forme bruges (mørk sort regioner er kulstof rester tilbage på overfladen efter pyrolyse af formene og afgnides). Dette tal er blevet ændret med tilladelse fra Lu et al. 8. venligst klik her for at se en større version af dette tal.

Figur 3 : Reologi af den endelige B4C suspension. a komplekse viskositet som funktion af tiden for forskellige pH suspensioner med B4C og resorcinol-formaldehyd. Fortykkelse er defineret som viskositet på 1 Pa∙s. (b) tid til at nå fortykkelse for forskellige pH suspensioner. Dette tal er blevet ændret med tilladelse fra Lu et al. 8. en rheometer med vedlagte parallelle cirkulære plader på en konstant 30% svingning stamme og 1 Hz frekvens blev brugt til at måle komplekse viskositet. Alle prøver blev målt ved stuetemperatur med undtagelse af én pH 2.8 prøve hvor den miljømæssige temperatur afdeling i instrumentet blev brugt til at give varme (16,2 ° C/min.) indtil 80 ° C blev nået. Venligst klik her for at se en større version af dette tal.

Figur 4 : Scanning Elektron Mikroskopi og XRD blev brugt til at identificere tilstedeværelsen af kulstof netværk inden for matrixen borcarbid efter RF gel pyrolyse. Borcarbid 1500F partikler a uden kulstof belægning og (b) med 7,5 wt % kulstof belægning er vist. c XRD af forskellige termisk behandling faser i B4C stemmer. Dette tal er blevet ændret med tilladelse fra Lu et al. 8. XRD spektre blev indsamlet på en X-ray diffractometer. Prøver var monteret på en polymer ler og jævnet med jorden flad. En LynxEye 1-dimensional lineær Si strip detektor blev brugt med en variabel divergens slids 6 mm og en 0,5 ° anti-scatter slids. Kilden blev Ni-filter Cu stråling (λ = 1.5406 Å) fra en forseglet X-ray tube drives på 40 kV og 40 mA. Kilde og detektor var trådte scannet sammen med faste vinkler fra prøven med en kombineret 2θ af 20-80° med en hastighed på 0,02 ° / s. post-processing algoritmer fra XRD analyse software blev brugt til at fratage væk bidrag fra baggrundsstøj og den K-alfa 2 stråling. En scanning elektron mikroskop på 10,0 kV accelererende spænding på sekundære elektron tilstand blev brugt til at billedet B4C partikler. Venligst klik her for at se en større version af dette tal.

Figur 5 : En saw-cut tværsnits overfladen af en 2290 ° C sintrede 1500F borcarbid prøve på ~ 97% massefylde. Dette tal er blevet ændret med tilladelse fra Lu et al. 8. venligst klik her for at se en større version af dette tal.
Subscription Required. Please recommend JoVE to your librarian.
Discussion
Metoden for negative tilsætningsstof fremstillingsindustrien beskrevet i protokollen giver mulighed for komplekse formet borcarbid dele skal produceres på næsten fuldstændig tæthed efter sintring ved en optimal temperatur på 2290 ° C. De første adskillige skridt i forbindelse med forberedelse og støbning er de mest kritiske for at skabe en høj kvalitet støbt med minimal defekter. Hvis viskositet af suspensionen er for høj, vil dårlig blanding forekomme. Porøsiteten af den sintrede del påvirkes også, da øgede viskositet hindrer luft boble fjernes. Hvis den endelige suspension har siddet tomgang for længe efter blanding og de luftning, vil stigningen i viskositet være problematisk for påfyldning i små hulheder i uregelmæssigt formet 3D-trykt forme.
Et andet problem at være opmærksom på er, Stoke afregning virkning i de Vandige opslæmninger. Hvis suspension viskositet er tilstrækkelig lav efter støbning og ikke straks helbredt, borcarbid partikler i suspensioner vil bosætte sig, forårsager en koncentration forløb i de grønne organer. Forkert vil støbt dele deformere, med højere svind øverst i forhold til bunden under sintring. For at afhjælpe dette problem, kan borcarbid med multimodale partikel størrelse distributioner udnyttes til at minimere uensartet svind spørgsmål under sintring. Gellation er af RF, som er meget afhængige af pH og temperatur i blandingen, en anden vigtig faktor til at overveje. Højere pH og temperatur svarer til hurtigere polymerisering kinetik, som vil blive observeret en stigning i viskositet af suspensionen. At reducere pH af suspensioner giver mulighed for længere arbejdstid under støbning og også for at kurere for at iværksættes øjeblikkeligt som en termisk sæt.
Selv om negative AM er en let skalerbare teknik til high volume produktion af store komplekse formede dele, er denne metode begrænset i at producere miniature dele. Grøn organer af alle keramiske kaster har en iboende grønne styrke. Den grønne styrken af en støbt del vil være svag, hvis dimensioner er tilstrækkeligt lille. For eksempel, en grøn krop, mindre end 1 mm tyk vil nemt bryde fra den interne svind understreger under hærdning processen efter støbning i forhold til en grøn legeme, der er større end 10 mm tyk. Derfor, mold materiale elasticitet og stivhed er vigtige parametre, da højere svind understreger vil opstå, hvis en stivere skimmel bruges på grund af termisk udvidelse af mug fra 80 ° C varme behandling. Vi har demonstreret, at relativt bløde forme som hexandiol diacrylate (HDDA) kan bruges til at producere meget bestilte lattices med ~ 100 µm funktion størrelser uden brud og til oprettelse af meso-skala kompositter8,23.
Afslutningsvis er negative AM en simpel teknik, der kombinerer gelcasting med billig plastik 3D udskrivning til at producere komplekse formede keramiske dele. Fordelen ved metoden beskrevet her er dens evne til skala op til high volume produktion samtidig være omkostningseffektiv. Fremtidige arbejde vil omfatte højere B4C stoffer lastning i suspensioner at begrænse krympning under sintring. Mekanisk testning er også undervejs at vurdere styrken egenskaberne af disse materialer. Ikke desto mindre er negative AM ikke begrænset til kun materialer og systemer præsenteret i denne protokol. Forskellige geleringsmidler og 3D-trykt forme fra andre AM teknikker eller materialer kan også bruges. For eksempel, Franchin et al. 24 lavet porøse opoffrende skabelon forme med polyactic syre (PLA) bruger geopolymers som den uorganiske komponent. Disse PLA opoffrende skabeloner kan fjernes termisk, når det ønskes24. Derfor, den generelle teknik beskrevet i denne protokol kan anvendes til et langt domæne af materialer, som vil åbne op for nye muligheder for en masse udvikling af komplekse formet keramik, metaller og andre sammensatte systemer.
Subscription Required. Please recommend JoVE to your librarian.
Disclosures
Forfatterne har ikke noget at oplyse.
Acknowledgments
Dette arbejde blev udført i regi af det amerikanske Department of Energy af Lawrence Livermore National Laboratory under kontrakt DE-AC52-07NA27344. IM frigive LLNL-JRNL-750634.
Materials
| Name | Company | Catalog Number | Comments |
| Boron carbide powder 1250F | Tetrabor Ceramics | Lot 211M419 | >96% purity |
| Boron carbide powder 1500F | Tetrabor Ceramics | Lot 209M102/9 | >96% purity |
| Boron carbide powder 3000F | Tetrabor Ceramics | Lot 111m53/9 | >96% purity |
| Polyethylene Imine (PEI) | Sigma Aldrich | MKBP3417V | Averaged MW ~25,000 by L.S. |
| Resorcinol | Sigma Aldrich | MKBG6751V | BioXtra, ≥99% |
| Formaldehyde | Fisher Scientific | F79-1 | 37% by weight; Stabilized with 10-15% Methanol |
| Acetic Acid | Sigma Aldrich | SKU 695092 | Glacial ≥99.7% |
| Acetone | Sigma Aldrich | SKU 179124 | ACS Reagent Grade ≥99.5% |
| Water | LLNL In-house (Milli-Q) | ||
| Planetary Mixer | Thinky | AR-250 | Fits 150mL and 300mL Thinky containers |
| Acrylonitrile butadiene styrene (ABS) plastic filament | eSUN | Natural color | |
| Taz 6 (3D printer) | Lulzbot | FDM 3D printer | |
| 4%H2/96%Ar gas | Air Gas | UHP | 4% Hydrogen, balanced Argon |
| Helium gas | Air Gas | UHP | Helium |
| Heating oven | Neytech | Vulcan 9493308 | Oven for 80 °C curing |
| Quartz tube furnace | Applied Test Systems, Inc. | LEA 05-000075 | Furnace for 1050 °C carbonization |
| Graphite furnace | Thermal Technology LLC | Sintering furnace | |
| Scanning Electron Microscope (SEM) | Jeol | JSM-7401F | |
| pH meter | Thermo Scientific | Orion 4 Star | calibrated with buffer standards |
| Rheometer | TA Instrument | AR2000ex | For measurement of viscosity |
| X-ray Diffractometer (XRD) | Bruker | AX D8 Advanced | |
| Analytical balance | Mettler Toledo | XS104 | |
| Bruker EVA | XRD Analysis Software |
References
- An, Q. Prediction of superstrong τ -boron carbide phase from quantum mechanics. Physical Review B. 95 (10), 100101 (2017).
- Thévenot, F. Boron carbide - A comprehensive review. Journal of the European Ceramic Society. 6, 205-225 (1990).
- Lee, H., Speyer, R. F. Pressureless sintering of boron carbide. Journal of the American Ceramic Society. 86, 1468-1473 (2003).
- Deng, J. X. Erosion wear of boron carbide ceramic nozzles by abrasive air-jets. Materials Science and Engineering: A. 408, 227-233 (2005).
- Schwetz, K. A., Grellner, W. The influence of carbon on the microstructure and mechanical properties of sintered boron-carbide. Journal of Less-Common Metals. 82, 37-47 (1981).
- Elektroschmelzwerk Kempten Gmbh. Process for the production of dense sintered shaped articles of polycrystalline boron carbide by pressureless sintering. US. Schwetz, K. A., Vogt, G. , 4195066 (1980).
- Suzuki, H., Hase, T., Maruyama, T. Effect of carbon on sintering of boron carbide. Journal of the Ceramic Association, Japan. 87, 430-433 (1979).
- Lu, R., et al. Complex shaped boron carbides from negative additive manufacturing. Materials & Design. 148, 8-16 (2018).
- Omatete, O. O., Janney, M. A., Nunn, S. D. Gelcasting: From laboratory development toward industrial production. Journal of the European Ceramic Society. 17, 407-413 (1997).
- Yang, J., Yu, J., Huang, Y. Recent developments in gelcasting of ceramics. Journal of the European Ceramic Society. 31, 2569-2591 (2011).
- Gilissen, R., Erauw, J. P., Smolders, A., Vanswijgenhoven, E., Luyten, J. Gelcasting a near net shape technique. Materials & Design. 21, 251-257 (2000).
- Travitzky, N., et al. Additive manufacturing of ceramic-based materials. Advanced Engineering Materials. 16, 729-754 (2014).
- Zocca, A., Colombo, P., Gomes, C. M., Gunster, J. Additive Manufacturing of Ceramics: Issues, Potentialities, and Opportunities. Journal of the American Ceramic Society. 98, 1983-2001 (2015).
- Deckers, J., Vleugels, J., Kruthl, J. P. Additive Manufacturing of Ceramics: A Review. Journal of Ceramic Science and Technology. 5, 245-260 (2014).
- Costakis, W. J., Rueschhoff, L. M., Diaz-Cano, A. I., Youngblood, J. P., Trice, R. W. Additive manufacturing of boron carbide via continuous filament direct ink writing of aqueous ceramic suspensions. Journal of the European Ceramic Society. 36, 3249-3256 (2016).
- Colombo, P., Schmidt, J., Franchin, G., Zocca, A., Gunster, J. Additive manufacturing techniques for fabricating complex ceramic components from preceramic polymers. American Ceramic Society Bulletin. 96, 16-23 (2017).
- Olsson, A., Hellsing, M. S., Rennie, A. R. New possibilities using additive manufacturing with materials that are difficult to process and with complex structures. Physica Scripta. 92, 053002 (2017).
- Dhara, S., Kamboj, R. K., Pradhan, M., Bhargava, P. Shape forming of ceramics via gelcasting of aqueous particulate slurries. Bulletin of Materials Science. 25, 565-568 (2002).
- Lewicki, J. P., Fox, C. A., Worsley, M. A. On the synthesis and structure of resorcinol-formaldehyde polymeric networks - Precursors to 3D-carbon macroassemblies. Polymer. 69, 45-51 (2015).
- Swenberg, J. A., et al. Formaldehyde Carcinogenicity Research: 30 Years and Counting for Mode of Action, Epidemiology, and Cancer Risk Assessment. Toxicologic Pathology. 41, 181-189 (2013).
- Kuo, C. C., Chen, C. M., Chang, S. X. Polishing mechanism for ABS parts fabricated by additive manufacturing. The International Journal of Advanced Manufacturing Technology. 91, 1473-1479 (2017).
- Kires, M. Archimedes' principle in action. Physics Education. 42, 484-487 (2007).
- Zheng, X., et al. Design and optimization of a light-emitting diode projection micro-stereolithography three-dimensional manufacturing system. Review of Scientific Instruments. 83, 125001 (2012).
- Franchin, G., Colombo, P. Porous Geopolymer Components through Inverse Replica of 3D Printed Sacrificial Templates. Journal of Ceramic Science and Technology. 6, 105-111 (2015).

{kind=link}